Vous aimerez peut-être aussi
- Histoire Illustrée de L'informatique - Emmanuel Lazard, Pierre Mounier-KuhnDocument280 pagesHistoire Illustrée de L'informatique - Emmanuel Lazard, Pierre Mounier-KuhnOuiza Aghriv100% (3)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants. Le guide complet de la Fusion 360 d'Autodesk !Pas encore d'évaluation
- Pages de Cours Usinage CNC 2019Document2 pagesPages de Cours Usinage CNC 2019Parc Elyes100% (1)
- Correction TD1Document9 pagesCorrection TD1saif SaadiPas encore d'évaluation
- Rapport TP Cfao&mocnDocument28 pagesRapport TP Cfao&mocnAkkad MarouanPas encore d'évaluation
- Etude de CasDocument10 pagesEtude de CasIheb MzehPas encore d'évaluation
- Exercice Corrigé Programmation Tournage CNDocument3 pagesExercice Corrigé Programmation Tournage CNamr79% (14)
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- Cours CodesignDocument53 pagesCours CodesignRania ChaouachiPas encore d'évaluation
- SSP 213 Partie 1 Nouvelle Technologie 99Document37 pagesSSP 213 Partie 1 Nouvelle Technologie 99Mohammed MochrifPas encore d'évaluation
- CompilationDocument79 pagesCompilationDimitri Tibati100% (4)
- Commande NumériqueDocument7 pagesCommande NumériqueMohamed KerrouPas encore d'évaluation
- Chapitre 4 Les Cycles Fixes de TournageDocument24 pagesChapitre 4 Les Cycles Fixes de TournageAmeni Khaled100% (3)
- Sage Ligne100 SQLDocument140 pagesSage Ligne100 SQLRachid Ait MansourPas encore d'évaluation
- ExamenDocument8 pagesExamenMOUNIR FRIJAPas encore d'évaluation
- Examen CNC Novmebre 2018 - 5EM CorrigéDocument8 pagesExamen CNC Novmebre 2018 - 5EM CorrigéKader YahayaPas encore d'évaluation
- TD Etude de PhaseDocument8 pagesTD Etude de Phasekld_bata100% (1)
- Compte Rendu SAE 2.3Document22 pagesCompte Rendu SAE 2.3kevin.tryhard58Pas encore d'évaluation
- Porte ClefsDocument83 pagesPorte ClefslabfaoPas encore d'évaluation
- Pieces TourDocument75 pagesPieces TourNassro ZiadPas encore d'évaluation
- Naouaoui Roudab TPMOCNDocument17 pagesNaouaoui Roudab TPMOCNAHMED BENHAMDIAPas encore d'évaluation
- EXAM2016 CNCDocument2 pagesEXAM2016 CNCCharafEddinBounitPas encore d'évaluation
- M6109 05-07-2021 Frija A3 MPGMDocument7 pagesM6109 05-07-2021 Frija A3 MPGMMOUNIR FRIJAPas encore d'évaluation
- Les Cycles FixesDocument28 pagesLes Cycles FixesYosr Maiza100% (1)
- TD2 Correction CFAO1Document7 pagesTD2 Correction CFAO1Sheikh Al-shoteriPas encore d'évaluation
- Initiation Catia UsiDocument9 pagesInitiation Catia UsiSouhaieb JaballahPas encore d'évaluation
- Controle 2011Document2 pagesControle 2011Jamal Bahri0% (1)
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- Azzeddine Elkachkachi CFAODocument6 pagesAzzeddine Elkachkachi CFAOelkachkachi.azz.fstPas encore d'évaluation
- Chapitre 2 Les Cycles Fixes de TournageDocument24 pagesChapitre 2 Les Cycles Fixes de Tournagesummaries & Goals ملخصات وأهدافPas encore d'évaluation
- TPCN T200Document3 pagesTPCN T200JMPas encore d'évaluation
- RourDocument7 pagesRourEl Hadj Mor SeckPas encore d'évaluation
- Fraisage A Commande NumériqueDocument13 pagesFraisage A Commande NumériqueYassine ĐesTrôỷỹPas encore d'évaluation
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- Exercice Gravage Et Contournage FAKER El MouatezDocument5 pagesExercice Gravage Et Contournage FAKER El MouatezEl Mouatez FakerPas encore d'évaluation
- TxD2 - FbAaODocument17 pagesTxD2 - FbAaOhamza chaabaniPas encore d'évaluation
- I. Définition: Conception Assistée Par Ordinateur Dassault Aviation Acronyme Dassault SystèmesDocument16 pagesI. Définition: Conception Assistée Par Ordinateur Dassault Aviation Acronyme Dassault Systèmeshajji mohamedPas encore d'évaluation
- 0 7drill (1)Document2 pages0 7drill (1)Gourav PatelPas encore d'évaluation
- Exemples Pour Cours G01 G02 G03Document7 pagesExemples Pour Cours G01 G02 G03hello youPas encore d'évaluation
- Correction C C Commande Numérique 23 - 24Document3 pagesCorrection C C Commande Numérique 23 - 24pamphileobama1Pas encore d'évaluation
- MOCNDocument73 pagesMOCNSahil MohamedPas encore d'évaluation
- TD1 Fao + Correction X1Document3 pagesTD1 Fao + Correction X1Roua Khalifa100% (2)
- 2882Document2 pages2882Usi redPas encore d'évaluation
- Producto Interno Bruto Enfoque Del GastoDocument2 pagesProducto Interno Bruto Enfoque Del GastoRene FerrufinoPas encore d'évaluation
- Rapport de Stage MARJANEDocument18 pagesRapport de Stage MARJANEMouhcine Zimmou II100% (2)
- Ravaux Irigés Rogrammation DES Machines À Commande NumériqueDocument22 pagesRavaux Irigés Rogrammation DES Machines À Commande Numériqueya ssminePas encore d'évaluation
- Pib Gasto 2007Document12 pagesPib Gasto 2007nyaonichanPas encore d'évaluation
- Tolerância Construtiva de Calibre para Controle: Cálculos Feitos Baseados Na Norma DIN 7162Document3 pagesTolerância Construtiva de Calibre para Controle: Cálculos Feitos Baseados Na Norma DIN 7162Eduardo OliveiraPas encore d'évaluation
- Program G-CODE CNC ANGGADocument5 pagesProgram G-CODE CNC ANGGAangga hermawanPas encore d'évaluation
- Din6885-1 - Ansi B17.1-1967Document11 pagesDin6885-1 - Ansi B17.1-1967LuisFernandoDegrandiPas encore d'évaluation
- Solution D'exercice Perçage Elmouatez FAKERDocument3 pagesSolution D'exercice Perçage Elmouatez FAKEREl Mouatez FakerPas encore d'évaluation
- 0.7 DrillDocument2 pages0.7 DrillGourav PatelPas encore d'évaluation
- Producto Interno Bruto Enfoque Del GastoDocument30 pagesProducto Interno Bruto Enfoque Del GastoMaría Belén Calderón TorrezPas encore d'évaluation
- Fiche N°2: Fabrication D'articles de Bureau A-Définition de L'idée de ProjetDocument2 pagesFiche N°2: Fabrication D'articles de Bureau A-Définition de L'idée de ProjetMiled El GuesmiPas encore d'évaluation
- Spreadsheet 20231116140156Document6 pagesSpreadsheet 20231116140156SARL MASERTECHPas encore d'évaluation
- Correction Exercice Et Test 1 PDFDocument5 pagesCorrection Exercice Et Test 1 PDFRichard S SargentPas encore d'évaluation
- Cor E FbaAO 2021 VDocument3 pagesCor E FbaAO 2021 Vhamza chaabaniPas encore d'évaluation
- CNC2016 Chapitre 3 Programmation Des MOCNDocument107 pagesCNC2016 Chapitre 3 Programmation Des MOCNImèn JndoubiPas encore d'évaluation
- Producto Interno Bruto Enfoque Del GastoDocument2 pagesProducto Interno Bruto Enfoque Del GastoMarlon GómezPas encore d'évaluation
- Sony y Sony EricssonDocument2 pagesSony y Sony EricssonJavier Fernández GuerraPas encore d'évaluation
- Programme FraisageDocument6 pagesProgramme Fraisagebougaaalech OussamaPas encore d'évaluation
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Reporting pilier 3 de solvabilité II: Guide pour la production des QRTD'EverandReporting pilier 3 de solvabilité II: Guide pour la production des QRTPas encore d'évaluation
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Le Tutoriel de Android CheckBox - 1633658002918Document13 pagesLe Tutoriel de Android CheckBox - 1633658002918babi boPas encore d'évaluation
- Scenario Conceptuel Jeu ArcadeDocument1 pageScenario Conceptuel Jeu ArcadeImen Ben DerouichePas encore d'évaluation
- INF443 - TP08 - Serveur de Calcul Avec RMIDocument2 pagesINF443 - TP08 - Serveur de Calcul Avec RMIVincent LabatutPas encore d'évaluation
- Cours D'investigation Numerique Partie 2Document11 pagesCours D'investigation Numerique Partie 2ebanga arnaudPas encore d'évaluation
- Qu'est-Ce Que La Sécurité SAP ?Document11 pagesQu'est-Ce Que La Sécurité SAP ?Narjiss ElPas encore d'évaluation
- Enssti Tp1 AlgoDocument2 pagesEnssti Tp1 AlgoGood JobPas encore d'évaluation
- Hadoop Tutoriel PDFDocument7 pagesHadoop Tutoriel PDFEric ChristianPas encore d'évaluation
- s7scl CDocument406 pagess7scl CAbdelkrim LamrousPas encore d'évaluation
- Les Automates Programmable Api-Plc: Technicity - Brussels - Electricité IndustrielleDocument74 pagesLes Automates Programmable Api-Plc: Technicity - Brussels - Electricité IndustrielleMustAfa B.Pas encore d'évaluation
- Séquence 2Document22 pagesSéquence 2FATYMMA47Pas encore d'évaluation
- Infographie Comment Teletravailler LegerDocument1 pageInfographie Comment Teletravailler LegerFabrice QuerePas encore d'évaluation
- SRWE Module 14Document59 pagesSRWE Module 14Ibrahima sory BahPas encore d'évaluation
- ACS - Support Design Patterns 1.2Document59 pagesACS - Support Design Patterns 1.2Mouhcine SlimaniPas encore d'évaluation
- CV HICHEM BEN AMMAR PDFDocument3 pagesCV HICHEM BEN AMMAR PDFSalah JallaliPas encore d'évaluation
- LisezmoiDocument11 pagesLisezmoiFeli HermanPas encore d'évaluation
- Classes Et Abstractions de Données en C++Document2 pagesClasses Et Abstractions de Données en C++jyglywegPas encore d'évaluation
- Tutorial WPN802Document25 pagesTutorial WPN802Toufik TskPas encore d'évaluation
- NewsDocument1 pageNews230382Pas encore d'évaluation
- Compilation IntroductionDocument6 pagesCompilation IntroductionStella BenPas encore d'évaluation
- Network LicensesDocument6 pagesNetwork LicensesAhmad CoulibalyPas encore d'évaluation
- Passer D'un Hébergement Mutualisé À Un VPS Cloud 1 OVH - ActualinetDocument5 pagesPasser D'un Hébergement Mutualisé À Un VPS Cloud 1 OVH - ActualinettomecruzzPas encore d'évaluation
- Formation Oracle Database 12c Administration 193Document3 pagesFormation Oracle Database 12c Administration 193Dida UserPas encore d'évaluation
- BVD2398FRDocument4 pagesBVD2398FRsamirPas encore d'évaluation
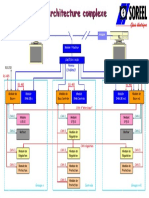
- Architecture Complexe MICS KERYS NEXYSDocument1 pageArchitecture Complexe MICS KERYS NEXYSABDESSPas encore d'évaluation
- Pki Windows Server 2008Document29 pagesPki Windows Server 2008Jean Baptiste YomiPas encore d'évaluation
- Mode Emploi BarTenderDocument23 pagesMode Emploi BarTenderMurielle HeuchonPas encore d'évaluation