Vous aimerez peut-être aussi
- WPs Magi Inx11111Document7 pagesWPs Magi Inx11111Danem HalasPas encore d'évaluation
- BpsDocument1 pageBpsErick OlavarriaPas encore d'évaluation
- Ansi-Asme B16.47 B (Api 605)Document2 pagesAnsi-Asme B16.47 B (Api 605)aauppalPas encore d'évaluation
- CP 189 2020 Draft - FRDocument23 pagesCP 189 2020 Draft - FRFatehi GuermaPas encore d'évaluation
- API DimensionsDocument2 pagesAPI Dimensionsemmas18Pas encore d'évaluation
- Présentation Impact Test ASME B 31.3Document20 pagesPrésentation Impact Test ASME B 31.3bounatiro Hatem100% (1)
- 0196f - Formulaire de Demande DexamenDocument4 pages0196f - Formulaire de Demande DexamenalirichePas encore d'évaluation
- Steel Pipe Dimensions Chart Ansi b36.10 36.19Document1 pageSteel Pipe Dimensions Chart Ansi b36.10 36.19حمزة العريبي100% (1)
- RAL Color CodeDocument6 pagesRAL Color Codemanoj983@gmail.comPas encore d'évaluation
- API 1104 Illustrations D'imperfections de SouduresDocument2 pagesAPI 1104 Illustrations D'imperfections de SouduresFethi BELOUISPas encore d'évaluation
- Cópia de Planilha GERENCIAMENTO Alves BlazeDocument4 pagesCópia de Planilha GERENCIAMENTO Alves BlazeLucas NevesPas encore d'évaluation
- 3 Phase Production Separator C-321Document51 pages3 Phase Production Separator C-321Tengku Nizarul Aslami100% (1)
- MagnétoDocument5 pagesMagnétoIlyes kPas encore d'évaluation
- Bevel To Degree Conversion ChartDocument1 pageBevel To Degree Conversion ChartScott NorrisPas encore d'évaluation
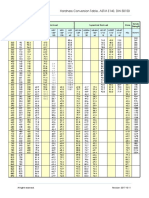
- Hardness Conversion Table Tokushu Kinzoku ExcelDocument2 pagesHardness Conversion Table Tokushu Kinzoku Excelreddy anekalla100% (1)
- Formation en Méthodes Utilisées Pour Le Revêtement Et Enrobage Du PipeDocument3 pagesFormation en Méthodes Utilisées Pour Le Revêtement Et Enrobage Du PipeTarekNacer100% (2)
- Iso 9934-1 2016Document24 pagesIso 9934-1 2016Idriss BrahmiPas encore d'évaluation
- REGLEMENTATIONDocument2 pagesREGLEMENTATIONOlss BbzoPas encore d'évaluation
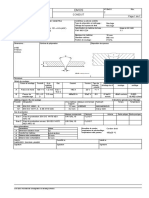
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- S-0100-1520-105 - 2-Welding Req PDFDocument28 pagesS-0100-1520-105 - 2-Welding Req PDFAliZenatiPas encore d'évaluation
- Pipe Wall - Thickness - TableDocument1 pagePipe Wall - Thickness - TableChing HungPas encore d'évaluation
- Heat Exchanger Inspection FRDocument2 pagesHeat Exchanger Inspection FRKali AbdennourPas encore d'évaluation
- Hydrotest REPORTDocument2 pagesHydrotest REPORTTouil Houssem100% (1)
- Hardness Conversion TableDocument1 pageHardness Conversion TableFatma BoukraiemPas encore d'évaluation
- N.T. 6523aDocument10 pagesN.T. 6523aEric VollereauPas encore d'évaluation
- POLYSTRIA v01Document3 pagesPOLYSTRIA v01mastercssiPas encore d'évaluation
- Arcal Mag PDocument1 pageArcal Mag Plaz_kPas encore d'évaluation
- CWB QualificationDocument166 pagesCWB QualificationCyrille BeauchesnePas encore d'évaluation
- Questionnaire ISO 3834 Part 2Document6 pagesQuestionnaire ISO 3834 Part 2zineb SaaoufPas encore d'évaluation
- Application POLYKOTEDocument2 pagesApplication POLYKOTEL'acteur VictimePas encore d'évaluation
- Aquaprox PC7300-Fiche TechDocument2 pagesAquaprox PC7300-Fiche TechRedhouane OudjidaPas encore d'évaluation
- Api 579Document1 pageApi 579Sabrine Mekki100% (1)
- NF EN ISO 15626 - Novembre 2013Document19 pagesNF EN ISO 15626 - Novembre 2013Qualité En ENTREPRISEPas encore d'évaluation
- Radiographic Test ReportDocument2 pagesRadiographic Test Reportalinor_tnPas encore d'évaluation
- DS1Document4 pagesDS1Msta Eff100% (1)
- Raccords Pour Camions Citernes - CatPage0 - Section3 - FR-EnDocument62 pagesRaccords Pour Camions Citernes - CatPage0 - Section3 - FR-Entom.nezotPas encore d'évaluation
- Catalogue - Vérins Actionneurs Vérins Actionneurs Spéciaux 437 00343Document8 pagesCatalogue - Vérins Actionneurs Vérins Actionneurs Spéciaux 437 00343JoseIslasAguirrePas encore d'évaluation
- edlpob Vzuwz (:: NouveauDocument1 pageedlpob Vzuwz (:: Nouveaunicovlad96Pas encore d'évaluation
- 3 - 01 - Oligocyclique X5CrNiMo17 12 2Document3 pages3 - 01 - Oligocyclique X5CrNiMo17 12 2bagueneau YOUTUBEPas encore d'évaluation
- BlueSteel RPT PneuDocument4 pagesBlueSteel RPT Pneusiuluis1Pas encore d'évaluation
- T TapDocument1 pageT TapOktovianus TeguhPas encore d'évaluation
- 220107-Ens-Frc 125-150-400-200Document1 page220107-Ens-Frc 125-150-400-200Fidele KinlePas encore d'évaluation
- Abri Vehicules Lourds 1 PDFDocument1 pageAbri Vehicules Lourds 1 PDFCONSTRUBEST BEJAIAPas encore d'évaluation
- 0250 - FT - Monoetilenglicol - Abr.19 - FRDocument1 page0250 - FT - Monoetilenglicol - Abr.19 - FRk.bilalPas encore d'évaluation
- Repair SleeveDocument1 pageRepair SleeveOktovianus TeguhPas encore d'évaluation
- Huawei Sun2000 3 10ktl m1 Fiche Technique FRDocument2 pagesHuawei Sun2000 3 10ktl m1 Fiche Technique FRYoussef AmalouPas encore d'évaluation
- Document - La Prothese Sur Mesure - 08-2023 - FRDocument1 pageDocument - La Prothese Sur Mesure - 08-2023 - FROvidiu SingeorzanPas encore d'évaluation
- Pompe 8Document3 pagesPompe 8BabacarPas encore d'évaluation
- D-EUGP1-TPT-F-TUN-GEO-DRW-1070 - Copy-Model PDFDocument1 pageD-EUGP1-TPT-F-TUN-GEO-DRW-1070 - Copy-Model PDFghansaPas encore d'évaluation
- Dessin Zone 2-Drainage Ti SousDocument1 pageDessin Zone 2-Drainage Ti Sousfedor remyPas encore d'évaluation
- Barres en Bronze Caracteristicas Mecanicas FR FRDocument3 pagesBarres en Bronze Caracteristicas Mecanicas FR FRkaroooma99Pas encore d'évaluation
- 3 PV Table 3Document1 page3 PV Table 3Waei SiasyPas encore d'évaluation
- Gente FT FastoDocument2 pagesGente FT FastoAPas encore d'évaluation
- Tuyaux Pour Hydrocarbures - CatPage0 - Section1 - FR-EnDocument38 pagesTuyaux Pour Hydrocarbures - CatPage0 - Section1 - FR-Entom.nezotPas encore d'évaluation
- Fartools Rex 120 - DescDocument1 pageFartools Rex 120 - DesceuromarketPas encore d'évaluation
- Bisse SavieseDocument2 pagesBisse SavieseegegPas encore d'évaluation
- TESCOM Extrait Gamme DéverseursDocument20 pagesTESCOM Extrait Gamme DéverseursMachinPas encore d'évaluation
- Les CaracteristiquesDocument6 pagesLes CaracteristiquesinaskourdaniPas encore d'évaluation
- Support de Fixation Sur Panne MétalliqueDocument3 pagesSupport de Fixation Sur Panne MétalliqueMehdi ArroubPas encore d'évaluation
- FR Gamme de Machines Pour L'hygiene Publique (Lavage - Desinfection)Document6 pagesFR Gamme de Machines Pour L'hygiene Publique (Lavage - Desinfection)Sanji VinsmokePas encore d'évaluation
- Plan - BA - Details Des FondationsDocument1 pagePlan - BA - Details Des Fondationsosmanovic2020Pas encore d'évaluation
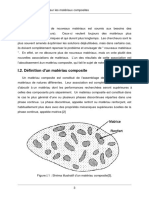
- Matériau CompositeDocument9 pagesMatériau CompositeREGUIEG YSSAAD DEHIBAPas encore d'évaluation
- Examen 2014 CorrectionDocument4 pagesExamen 2014 CorrectionUlrich Toukam100% (1)
- Gran Baristo Class Parts DiagramDocument9 pagesGran Baristo Class Parts Diagrameddystoel2653100% (1)
- Emulseur Foam Master 3f 6Document3 pagesEmulseur Foam Master 3f 6AkramKassisPas encore d'évaluation
- Oxydation Des Metaux Dans L Air Resume de Cours 3Document2 pagesOxydation Des Metaux Dans L Air Resume de Cours 3saidPas encore d'évaluation
- Règles D'exécutions Des Travaux de Construction D'ouvrages enDocument63 pagesRègles D'exécutions Des Travaux de Construction D'ouvrages enBazizi AbdelghaniPas encore d'évaluation
- ATEx A Cycle Terre Cloison BTC 2911Document50 pagesATEx A Cycle Terre Cloison BTC 2911Jaouad IDBOUBKERPas encore d'évaluation
- Projet de Norme MarocaineDocument43 pagesProjet de Norme MarocainekhaledPas encore d'évaluation
- TP RKIK 2 (Enregistré Automatiquement)Document7 pagesTP RKIK 2 (Enregistré Automatiquement)zouaidiameni9Pas encore d'évaluation
- Devis Poste CaleDocument3 pagesDevis Poste CaleDobai Siddi boubaPas encore d'évaluation
- Sequelec GM 02 V1Document17 pagesSequelec GM 02 V1niyamei noomPas encore d'évaluation
- 9667H-0000-JSD-1300-0001-0 Spec Gener STD TuyoDocument32 pages9667H-0000-JSD-1300-0001-0 Spec Gener STD TuyoAHMED AMIRA100% (1)
- Soppec Construction FRDocument36 pagesSoppec Construction FRrheochronosPas encore d'évaluation
- s2 c03 Enveloppe DiapoDocument116 pagess2 c03 Enveloppe Diapouchiwaitachi973Pas encore d'évaluation
- C L2 Chimie MineraleDocument106 pagesC L2 Chimie MineraleFoufa BePas encore d'évaluation
- Titrages Acide BaseDocument22 pagesTitrages Acide BaseramiPas encore d'évaluation
- Pfe GC 0336Document115 pagesPfe GC 0336marius fangangPas encore d'évaluation
- TD Beton Arme Unda 2022-2023Document5 pagesTD Beton Arme Unda 2022-2023SamuelPas encore d'évaluation
- Chapitre IiDocument12 pagesChapitre IiIs Lam EdPas encore d'évaluation
- Aluminium 2Document11 pagesAluminium 2Carmen AdlerPas encore d'évaluation
- Gros OeuvreDocument8 pagesGros Oeuvrehalim.savecontrol6179Pas encore d'évaluation
- Medajoint DilDocument2 pagesMedajoint DilManiaPas encore d'évaluation
- Recommandations Professionnelles Toitures-Terrasses Avec Etancheite Jonctions Avec Parois Verticales EnterreesDocument56 pagesRecommandations Professionnelles Toitures-Terrasses Avec Etancheite Jonctions Avec Parois Verticales EnterreesMaxime Amirault100% (1)
- CliniqueDocument73 pagesCliniqueFatima Gz100% (1)
- Presentation MemoireDocument108 pagesPresentation MemoireHoussem MessadiPas encore d'évaluation
- Sikaviscocrete 522Document2 pagesSikaviscocrete 522geobelkaPas encore d'évaluation
- Cours Prof Cap Les VitragesDocument9 pagesCours Prof Cap Les VitragesgaterPas encore d'évaluation
- 2007 ActualitChimique 308-309 79-93Document16 pages2007 ActualitChimique 308-309 79-93Mehdi BnsPas encore d'évaluation