Vous aimerez peut-être aussi
- 18-Nouveau Discours Du Recit - Genette GerardDocument166 pages18-Nouveau Discours Du Recit - Genette GerardLongin Ateba100% (1)
- Tubes Carre Et RectangulairesDocument28 pagesTubes Carre Et RectangulairesGuillaumeHNOPas encore d'évaluation
- Exercice 01Document12 pagesExercice 01Ghizlane ID75% (4)
- Debi Metre 2Document12 pagesDebi Metre 2Djamel BouroubaPas encore d'évaluation
- Catalogue 23Document24 pagesCatalogue 23proto niomPas encore d'évaluation
- Doctechnique VisserieDocument8 pagesDoctechnique VisserietikepoPas encore d'évaluation
- Iso 13920Document13 pagesIso 13920Мунир левPas encore d'évaluation
- Le Guide de L'acierDocument88 pagesLe Guide de L'acierPatrick BaridonPas encore d'évaluation
- t40 1009fr PDFDocument3 pagest40 1009fr PDFBrahim CherguiPas encore d'évaluation
- Gloster FlonDocument4 pagesGloster FlonIna IoanaPas encore d'évaluation
- Soudage 21 22 Par RésistanceDocument9 pagesSoudage 21 22 Par RésistanceBIJOUNA BILELPas encore d'évaluation
- Fiche Technqiue Cable IncendieDocument3 pagesFiche Technqiue Cable IncendieFatima HamdiPas encore d'évaluation
- Catalogue-Complet (Tolérance Sur Les Profilés)Document85 pagesCatalogue-Complet (Tolérance Sur Les Profilés)buffle08Pas encore d'évaluation
- FJ Fiche Bande de Guidage Beca 006b 057759500 1645 06052015Document4 pagesFJ Fiche Bande de Guidage Beca 006b 057759500 1645 06052015DarkedgePas encore d'évaluation
- FIP Gamma Densimetre HumboldtDocument4 pagesFIP Gamma Densimetre HumboldtclaudePas encore d'évaluation
- Instuments de Mesure À Cotes Fixes Instuments de Mesure À Cotes VariablesDocument52 pagesInstuments de Mesure À Cotes Fixes Instuments de Mesure À Cotes VariablesDavidPas encore d'évaluation
- Catalogue General PDFDocument94 pagesCatalogue General PDFNina Chiriac100% (1)
- FJ Fiche Bague D Etancheite Triple Levre kcl3 016909200 1441 21052015Document4 pagesFJ Fiche Bague D Etancheite Triple Levre kcl3 016909200 1441 21052015Ayoub ElkPas encore d'évaluation
- Precision eDocument32 pagesPrecision efzPas encore d'évaluation
- DT92xx Série AvancéeDocument9 pagesDT92xx Série AvancéeAlmenaouar AdelPas encore d'évaluation
- Catalogue Tunisie Panneaux 2015Document22 pagesCatalogue Tunisie Panneaux 2015Triki SamirPas encore d'évaluation
- Testo 470 - 0982 9923Document2 pagesTesto 470 - 0982 9923sgir marocPas encore d'évaluation
- Couverture Et BardageDocument8 pagesCouverture Et BardageKhairi SoudaniPas encore d'évaluation
- Généralité L1041Document1 pageGénéralité L1041bauduinPas encore d'évaluation
- 5-FTP PVC Assainissement SN4Document1 page5-FTP PVC Assainissement SN4Mustapha AchPas encore d'évaluation
- Danofelt Py200Document1 pageDanofelt Py200Abdelilah Ouedghiri SaidiPas encore d'évaluation
- 1066 0Document1 page1066 0samPas encore d'évaluation
- Clapets Anti Retour Gamme Complete 06 2016Document28 pagesClapets Anti Retour Gamme Complete 06 2016Jero MilPas encore d'évaluation
- TP 1 MetrologieDocument13 pagesTP 1 MetrologieMehdi Billah ouassimPas encore d'évaluation
- Exercice 01Document12 pagesExercice 01Ghizlane IDPas encore d'évaluation
- 42CD4 FRDocument1 page42CD4 FRghrairi atefPas encore d'évaluation
- P265GHDocument1 pageP265GHImec InterPas encore d'évaluation
- Silentblocs - FR - 082012 - WEBDocument20 pagesSilentblocs - FR - 082012 - WEBballa tattaguinePas encore d'évaluation
- TRUMPF Technical Data Sheet Laser One BoxDocument2 pagesTRUMPF Technical Data Sheet Laser One BoxAchille TsakasPas encore d'évaluation
- Cable Acier Antigiratoire 17x7Document1 pageCable Acier Antigiratoire 17x7juan carlos baldera velasquezPas encore d'évaluation
- Tubes Sans SoudureDocument28 pagesTubes Sans SouduremaryamPas encore d'évaluation
- Isolant-2020-Compressé-1 (French)Document8 pagesIsolant-2020-Compressé-1 (French)이선엽Pas encore d'évaluation
- A102 Sigma TS FRDocument3 pagesA102 Sigma TS FRMERYEM LAHBOUBPas encore d'évaluation
- CPQ 175300Document10 pagesCPQ 175300nohan2008Pas encore d'évaluation
- Fiche Technique 2purx40 LCWDocument1 pageFiche Technique 2purx40 LCWheni01 MehrezPas encore d'évaluation
- 13 - Manomètre CBDocument3 pages13 - Manomètre CBtz369258147Pas encore d'évaluation
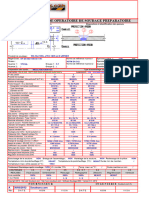
- Descriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesDocument1 pageDescriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesMathieu DouPas encore d'évaluation
- Catalogue CC 02Document22 pagesCatalogue CC 02Fedi SefiPas encore d'évaluation
- Fiche techniqueTL75Document3 pagesFiche techniqueTL75hassi messaoudPas encore d'évaluation
- Alliage 5083 Fiche TechniqueDocument2 pagesAlliage 5083 Fiche TechniquemakramPas encore d'évaluation
- Fichetechnique DISCONTINUEDocument3 pagesFichetechnique DISCONTINUEBELHOUSSINEPas encore d'évaluation
- Iso 2768 MKDocument3 pagesIso 2768 MKbien.faPas encore d'évaluation
- XX Tolerance Generale ISO 2768Document1 pageXX Tolerance Generale ISO 2768Dhìä Bèñ MànsoùrPas encore d'évaluation
- Fil Cuivre EmailleDocument1 pageFil Cuivre EmailleBachir Bachir100% (2)
- EPUROMADocument1 pageEPUROMAMohamed MOUKHTARIAPas encore d'évaluation
- Soudage Mig-MagDocument16 pagesSoudage Mig-MagcsimoesPas encore d'évaluation
- Iso Bloco-One FRDocument2 pagesIso Bloco-One FRAlexandre PintoPas encore d'évaluation
- CODAP - Didatique Pour Etudiant PDFDocument18 pagesCODAP - Didatique Pour Etudiant PDFBlanchePas encore d'évaluation
- Renolit Alkorplan 35254 - FRDocument2 pagesRenolit Alkorplan 35254 - FRIngénieur CivilPas encore d'évaluation
- Tuto Mma DominiqueDocument11 pagesTuto Mma Dominiquebenjaminbeneditoukila.cd100% (1)
- ABSDocument3 pagesABSNicolas TETARD100% (3)
- CC 500 CabDocument2 pagesCC 500 CabHITIMAN-APas encore d'évaluation
- 6XV18300GH10 Datasheet FRDocument2 pages6XV18300GH10 Datasheet FRhicham boutouchePas encore d'évaluation
- Brochure InoxtubeDocument8 pagesBrochure InoxtubeAnnakimPas encore d'évaluation
- Topo Monte Charge PDFDocument27 pagesTopo Monte Charge PDFWilio VaguebleuPas encore d'évaluation
- Creation MouleDocument8 pagesCreation MouleWilio VaguebleuPas encore d'évaluation
- 66 PDFDocument18 pages66 PDFWilio VaguebleuPas encore d'évaluation
- Tolerances Generales PDFDocument2 pagesTolerances Generales PDFWilio VaguebleuPas encore d'évaluation
- Etude de Cas MIRLACDocument4 pagesEtude de Cas MIRLACAwa Fleur YattaraPas encore d'évaluation
- Commentaire LittéraireDocument2 pagesCommentaire LittéraireMalorie ArnaultPas encore d'évaluation
- Guide Eth PDFDocument41 pagesGuide Eth PDFparfaitPas encore d'évaluation
- MSD TP 3Document19 pagesMSD TP 3Maroua LHPas encore d'évaluation
- CH VII. DéversementDocument7 pagesCH VII. DéversementAli EmbarecPas encore d'évaluation
- Chamoa P PsidpDocument147 pagesChamoa P PsidpMustapha FejjiPas encore d'évaluation
- L'identité Cachée Dans L'empreinte DigitaleDocument2 pagesL'identité Cachée Dans L'empreinte DigitalebainkssPas encore d'évaluation
- Construire en Vienne Le Mag'Document76 pagesConstruire en Vienne Le Mag'eloise_joyeuxPas encore d'évaluation
- 459268execution de Chapes Le Document PDFDocument6 pages459268execution de Chapes Le Document PDFmoulawainPas encore d'évaluation
- Les Saisons-Projet DidactiqueDocument12 pagesLes Saisons-Projet DidactiqueBoguș DianaPas encore d'évaluation
- Reconnaissance CRSDocument26 pagesReconnaissance CRSGaspard GlanzPas encore d'évaluation
- Déformations Morphologiques de La Colonne Vertébrale: Traitement Physiothérapique en Rééducation Posturale Globale - RPGDocument152 pagesDéformations Morphologiques de La Colonne Vertébrale: Traitement Physiothérapique en Rééducation Posturale Globale - RPGjuan HECTORPas encore d'évaluation
- Flux Complet Sur SAP MM-PP-SDDocument34 pagesFlux Complet Sur SAP MM-PP-SDranya ochiPas encore d'évaluation
- Automatisme Pour Portails Battants Bl3924mcb Moteur Portail Battant Cardin 24v Notice CardinDocument48 pagesAutomatisme Pour Portails Battants Bl3924mcb Moteur Portail Battant Cardin 24v Notice Cardin45x2phh5j9Pas encore d'évaluation
- Les Codes de La SeductionDocument7 pagesLes Codes de La SeductionFernando RamosPas encore d'évaluation
- Naissance D'une Fonction: Audit InterneDocument52 pagesNaissance D'une Fonction: Audit InterneYassine SalmiPas encore d'évaluation
- Exercices SGBDDocument2 pagesExercices SGBDAsma100% (2)
- TD8 Energie Notions EssentiellesDocument4 pagesTD8 Energie Notions EssentiellesMOUSS LOUSSPas encore d'évaluation
- Ao - 44 - 14 - Cps - Etude - Economie - Eau - BenslimaneDocument25 pagesAo - 44 - 14 - Cps - Etude - Economie - Eau - BenslimaneFatima Ezzahra KtaibPas encore d'évaluation
- These Adal AhnaibaDocument618 pagesThese Adal Ahnaibamohamedcadif2023Pas encore d'évaluation
- Transformation Lente Et Rapide: ActivitésDocument6 pagesTransformation Lente Et Rapide: ActivitésAbd Elmooti HijaziPas encore d'évaluation
- KP1394+KP SeriesDocument4 pagesKP1394+KP SeriesRavaglioliPas encore d'évaluation
- Ali El AbadiDocument18 pagesAli El AbadiAli El abadiPas encore d'évaluation
- Corrigé - Exam Comp Principal 2019 2020Document6 pagesCorrigé - Exam Comp Principal 2019 2020Héroïne CNPas encore d'évaluation
- COMB W5 711E OX DC 308L IX A+ WHIRLPOOL ElectroDocument1 pageCOMB W5 711E OX DC 308L IX A+ WHIRLPOOL ElectroMohamedm38Pas encore d'évaluation
- Emplois Du Temps Filière LST - S5Document12 pagesEmplois Du Temps Filière LST - S5Ab'Dél AliPas encore d'évaluation
- Comportements Individuels Et Les Interactions Sociales À La Rue Mouffetard ParisDocument8 pagesComportements Individuels Et Les Interactions Sociales À La Rue Mouffetard ParisNararya NeMo NarottamaPas encore d'évaluation
- Planif HAFF Livre Encyclopedie Prépa PhyiqueDocument14 pagesPlanif HAFF Livre Encyclopedie Prépa PhyiqueNicolas OlvPas encore d'évaluation
- WSP With SharePointDocument16 pagesWSP With SharePointMuta BarukaPas encore d'évaluation