
Vous aimerez peut-être aussi
- Tubes Carre Et RectangulairesDocument28 pagesTubes Carre Et RectangulairesGuillaumeHNOPas encore d'évaluation
- 71-DMOS-111-P-BW-bs-12-PA-PE-S355-Gr1.2-5PDocument1 page71-DMOS-111-P-BW-bs-12-PA-PE-S355-Gr1.2-5PMathieu DouPas encore d'évaluation
- DMOS Tube 141 + 111Document1 pageDMOS Tube 141 + 111Mohamed ChahidPas encore d'évaluation
- CS-GT-009 R.00Document2 pagesCS-GT-009 R.00Massimo FumarolaPas encore d'évaluation
- PU5412Document3 pagesPU5412richard sanromaPas encore d'évaluation
- Ultrasonic Test Report Oc BMS: Rapport D'Examen Par UltrasonsDocument2 pagesUltrasonic Test Report Oc BMS: Rapport D'Examen Par UltrasonsMohamed ChabanePas encore d'évaluation
- EssaisDocument24 pagesEssaisNaceri Mohamed RedhaPas encore d'évaluation
- XRV750P XDocument2 pagesXRV750P XMichel Le DoctePas encore d'évaluation
- Qmos 1Document4 pagesQmos 1mouaad hanniPas encore d'évaluation
- Welding Procedure Specification Descript de Mode Opératoire de SoudageDocument2 pagesWelding Procedure Specification Descript de Mode Opératoire de SoudageMassimo FumarolaPas encore d'évaluation
- Nle10cn 105h6176 r290 220v 50hz 09-2019 DsDocument4 pagesNle10cn 105h6176 r290 220v 50hz 09-2019 DsJak JoniPas encore d'évaluation
- Hydac Eds 3400Document4 pagesHydac Eds 3400csimoesPas encore d'évaluation
- DS LP&GP FRDocument2 pagesDS LP&GP FRAmirouche BenlakehalPas encore d'évaluation
- Calcul Ass BoulonsDocument6 pagesCalcul Ass BoulonsChristian TamPas encore d'évaluation
- ABSDocument3 pagesABSNicolas TETARD100% (3)
- Cbr600F. S / T / V / W: Partie CycleDocument1 pageCbr600F. S / T / V / W: Partie CycleRosaBernabéCarreroPas encore d'évaluation
- PressureDocument44 pagesPressurereferenceref31Pas encore d'évaluation
- FT Atm F 0498Document4 pagesFT Atm F 0498referenceref31Pas encore d'évaluation
- 23 H1Z2Z2 K Dca 2Document2 pages23 H1Z2Z2 K Dca 2Francesco Di MaioPas encore d'évaluation
- Fiche Technique Serie Diff o ClickDocument4 pagesFiche Technique Serie Diff o Clicksaied_2Pas encore d'évaluation
- DMOS11Document1 pageDMOS11sakina laabidPas encore d'évaluation
- CNL40 IgDocument2 pagesCNL40 IgFox BenPas encore d'évaluation
- Afriflex 25 VV 60 F.FDocument1 pageAfriflex 25 VV 60 F.FAbdelaziz SONITRAV0% (1)
- Hydrus R160Document7 pagesHydrus R160gtbaPas encore d'évaluation
- Capteur Pression BaumerDocument4 pagesCapteur Pression BaumerThierry BaudorrePas encore d'évaluation
- HP EB192BF FDocument4 pagesHP EB192BF Fghali.mehdi31Pas encore d'évaluation
- FT28001 2800 281X Soupape de Sûreté Type D FR Rev1Document10 pagesFT28001 2800 281X Soupape de Sûreté Type D FR Rev1leshafPas encore d'évaluation
- DMOS ViergeDocument1 pageDMOS ViergeNicolas AUDUPas encore d'évaluation
- CT 042 - V7 - Caractéristiques Techniques G10706 Little Pump DualDocument3 pagesCT 042 - V7 - Caractéristiques Techniques G10706 Little Pump DualKarim MeddebPas encore d'évaluation
- INGUN - ME E R2,0 12 060 K12V - 24447 - FR - DatasheetDocument2 pagesINGUN - ME E R2,0 12 060 K12V - 24447 - FR - DatasheetSapet jeremyPas encore d'évaluation
- Sonde de Niveau Relative Et Absolue Type 712: Plages de Pression 0 ... 0.3 - 3 BarDocument6 pagesSonde de Niveau Relative Et Absolue Type 712: Plages de Pression 0 ... 0.3 - 3 BarMehdi BassouPas encore d'évaluation
- 21 Pre03862 03864 538524Document1 page21 Pre03862 03864 538524Edin TarakcijaPas encore d'évaluation
- SKT - Ain TemouchnetDocument2 pagesSKT - Ain Temouchnetmed chabane100% (1)
- TAG2522ZDocument2 pagesTAG2522ZZikko FirmansyahPas encore d'évaluation
- Disjoncteurs Fiche TechniqueDocument8 pagesDisjoncteurs Fiche TechniqueAbdellah BennisPas encore d'évaluation
- FR SNR 10r71915cvuj74Document4 pagesFR SNR 10r71915cvuj74Joris LEBGPas encore d'évaluation
- SDRM202 DS enDocument3 pagesSDRM202 DS enAKHIL CHANDRA DasPas encore d'évaluation
- Legrand Manuel 01Document4 pagesLegrand Manuel 01LéniYsh VvPas encore d'évaluation
- 316L-GTSM-002 R.00Document3 pages316L-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
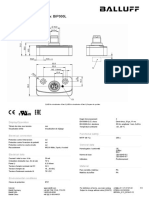
- BIP AD2-T030-02-S4 Symbolisation Commerciale: BIP000L: Capteurs InductifsDocument3 pagesBIP AD2-T030-02-S4 Symbolisation Commerciale: BIP000L: Capteurs Inductifslazy floPas encore d'évaluation
- 3309fr2103 Speed SensorDocument4 pages3309fr2103 Speed SensorBLYNK STEELPas encore d'évaluation
- PQ7809 00 - FR FRDocument4 pagesPQ7809 00 - FR FRAbdo AlamiPas encore d'évaluation
- SD6050 01 - FR FRDocument5 pagesSD6050 01 - FR FRuiUaPas encore d'évaluation
- Etn 100-080-315Document8 pagesEtn 100-080-315commercialaquavimPas encore d'évaluation
- Echangeurs en Titan Royal Parks, MarrakechDocument14 pagesEchangeurs en Titan Royal Parks, MarrakechMohamed KhaldiPas encore d'évaluation
- Tecnisun Fiche Tech Sun110 180311webDocument2 pagesTecnisun Fiche Tech Sun110 180311webTecnisun0% (1)
- OsiSense XM XMLA020B2S12 DocumentDocument5 pagesOsiSense XM XMLA020B2S12 DocumentSabi BORDJIHANEPas encore d'évaluation
- 2-Ft Raccords PRVDocument4 pages2-Ft Raccords PRVRabii El HadratiPas encore d'évaluation
- B 8025 F 220Document12 pagesB 8025 F 220Maya MayoshkaPas encore d'évaluation
- Celduc RelaisDocument3 pagesCelduc Relaisjoackim hippert-malissenPas encore d'évaluation
- Poste Moknine Travée D05 ATR2 - TT PH 4Document3 pagesPoste Moknine Travée D05 ATR2 - TT PH 4António Figueirinha 01Pas encore d'évaluation
- Im45 GNDocument4 pagesIm45 GNRaphael DzdPas encore d'évaluation
- STAD PN25 FR LowDocument8 pagesSTAD PN25 FR LowThomas Bourdois RissePas encore d'évaluation
- 5-FTP PVC Assainissement SN4Document1 page5-FTP PVC Assainissement SN4Mustapha AchPas encore d'évaluation
- ROTAREGDocument2 pagesROTAREGFati ZoraPas encore d'évaluation
- Ifs240 00 - FR CaDocument3 pagesIfs240 00 - FR CaRida DahmounPas encore d'évaluation
- Fre DS FN3148 FR A3Document4 pagesFre DS FN3148 FR A3ZorbanfrPas encore d'évaluation
- Antenne Bibande Large 900 / 1800+2000 Réf. Produit: F813090 / F813100Document3 pagesAntenne Bibande Large 900 / 1800+2000 Réf. Produit: F813090 / F813100Thomas NoelPas encore d'évaluation
- Certificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Document3 pagesCertificat de Qualification Du Mode Opératoire de Soudage Cevital MS QMOS N3Danem Halas100% (1)
- Joints de Réservoir Pour Modules Dalimentation en Carburant 55500Document2 pagesJoints de Réservoir Pour Modules Dalimentation en Carburant 55500Mathieu DouPas encore d'évaluation
- Inserts de Chambre de Turbulence Maniement Correct Avec Des Culasses de Type de Construction Ancie 54800Document2 pagesInserts de Chambre de Turbulence Maniement Correct Avec Des Culasses de Type de Construction Ancie 54800Mathieu DouPas encore d'évaluation
- Vaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Document4 pagesVaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Mathieu DouPas encore d'évaluation
- Jeu à La Coupe Des Segments de Piston Et Consommation Dhuile 58261Document2 pagesJeu à La Coupe Des Segments de Piston Et Consommation Dhuile 58261Mathieu DouPas encore d'évaluation
- Guides-de-soupape_788046Document2 pagesGuides-de-soupape_788046Mathieu DouPas encore d'évaluation
- Vannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Document3 pagesVannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Mathieu DouPas encore d'évaluation
- Pièces Moteur Pour VM D704TE2 Et MTU 4R700 54738Document1 pagePièces Moteur Pour VM D704TE2 Et MTU 4R700 54738Mathieu DouPas encore d'évaluation
- VisserieDocument3 pagesVisserieMathieu DouPas encore d'évaluation
- Vannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Document3 pagesVannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Mathieu DouPas encore d'évaluation
- 617-Formation IWT (Part 4d)Document20 pages617-Formation IWT (Part 4d)Mathieu DouPas encore d'évaluation
- Vanne EGR OpelVauxhall Message Danomalie Sur Pièce Neuve 55475Document2 pagesVanne EGR OpelVauxhall Message Danomalie Sur Pièce Neuve 55475Mathieu DouPas encore d'évaluation
- Vaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Document4 pagesVaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Mathieu DouPas encore d'évaluation
- Assemblages Sous Charges StatiquesDocument18 pagesAssemblages Sous Charges StatiquesSebastien Cabot100% (1)
- Vanne-EGR-pour-Volvo-24-l-TDi_56722Document1 pageVanne-EGR-pour-Volvo-24-l-TDi_56722Mathieu DouPas encore d'évaluation
- Nouvelle-génération-de-débitmètres-dair-massique-BMW_55830Document1 pageNouvelle-génération-de-débitmètres-dair-massique-BMW_55830Mathieu DouPas encore d'évaluation
- On Oublie Souvent Les Causes Les Plus Simples Défauts OBD Pour Cause de Dépression Insuffisante 52805Document1 pageOn Oublie Souvent Les Causes Les Plus Simples Défauts OBD Pour Cause de Dépression Insuffisante 52805Mathieu DouPas encore d'évaluation
- Nouvelle Valve EGR Ne Fonctionne Pas 51860Document1 pageNouvelle Valve EGR Ne Fonctionne Pas 51860Med KrbPas encore d'évaluation
- 51-Guide_du_soudeur_lincolnDocument40 pages51-Guide_du_soudeur_lincolnMathieu DouPas encore d'évaluation
- 601-Formation IWT (part 7)Document54 pages601-Formation IWT (part 7)Mathieu DouPas encore d'évaluation
- 727-Comparaison PostesTIG 2018Document9 pages727-Comparaison PostesTIG 2018Mathieu DouPas encore d'évaluation
- 603-Formation IWT (Part 1a)Document68 pages603-Formation IWT (Part 1a)Mathieu DouPas encore d'évaluation
- Rodage Des Soupapes: Contrôles À EffectuerDocument2 pagesRodage Des Soupapes: Contrôles À EffectuerBellaaj YassinPas encore d'évaluation
- 598-Formation IWT (part 6)Document42 pages598-Formation IWT (part 6)Mathieu DouPas encore d'évaluation
- Traitements ThermiquesDocument2 pagesTraitements ThermiquesMathieu DouPas encore d'évaluation
- 46-Fiche_TIG_P_LECERFDocument4 pages46-Fiche_TIG_P_LECERFMathieu DouPas encore d'évaluation
- 47-Fiche_EE_atelier_P_LECERFDocument4 pages47-Fiche_EE_atelier_P_LECERFMathieu DouPas encore d'évaluation
- Dossier Technique Technolog I EdelDocument48 pagesDossier Technique Technolog I EdelPhilippe DnxPas encore d'évaluation
- Dommages Sur Les Coussinets - 870263Document72 pagesDommages Sur Les Coussinets - 870263Mathieu DouPas encore d'évaluation
- Axes de Piston À Revêtement DLC - 56916Document1 pageAxes de Piston À Revêtement DLC - 56916Mathieu DouPas encore d'évaluation
- Winols 1500 FRDocument203 pagesWinols 1500 FRThiago SilvaPas encore d'évaluation
- Analyse Des Métaux Par Électrolyse [...]Hollard Auguste Bpt6k5658300b (1)Document263 pagesAnalyse Des Métaux Par Électrolyse [...]Hollard Auguste Bpt6k5658300b (1)silviatina.stPas encore d'évaluation
- Chap II Inteactions Et SolvantsDocument9 pagesChap II Inteactions Et SolvantsZouhayra Laajili100% (1)
- Cahier de ChimieDocument40 pagesCahier de ChimieAdama MaigaPas encore d'évaluation
- SsssDocument6 pagesSssskhaled walidPas encore d'évaluation
- NSG43 339Document6 pagesNSG43 339amroumoussa BENMOUSSAPas encore d'évaluation
- Présentation Les Fonderies de MarlyDocument2 pagesPrésentation Les Fonderies de MarlyMarc GigantePas encore d'évaluation
- Traitement Des Eaux Potables 2Document35 pagesTraitement Des Eaux Potables 2célia fer100% (3)
- TD NDocument3 pagesTD Nmodou BADIANEPas encore d'évaluation
- TD Alcools 2020 LSLL - Wahab DiopDocument2 pagesTD Alcools 2020 LSLL - Wahab DiopSeck MoustaphaPas encore d'évaluation
- Chap IV-Condensateurs Électrochimiques - FinalDocument52 pagesChap IV-Condensateurs Électrochimiques - FinalJosue YankodjileluwePas encore d'évaluation
- Ciers: Pecification EchniqueDocument20 pagesCiers: Pecification Echniquebakkali_bilalPas encore d'évaluation
- Électrochimie Chap-1Document17 pagesÉlectrochimie Chap-1Zineb SassiPas encore d'évaluation
- Défauts de Soudage (Instructions)Document6 pagesDéfauts de Soudage (Instructions)marouane abdelmoumenPas encore d'évaluation
- TC Gelose-CN-Pseudomonas 77000016554 FR 100920 PDFDocument4 pagesTC Gelose-CN-Pseudomonas 77000016554 FR 100920 PDFأمين سالميPas encore d'évaluation
- CHIMIEDocument3 pagesCHIMIEJoe MbudikaniPas encore d'évaluation
- Cours de Cinétique ChimiqueDocument13 pagesCours de Cinétique ChimiqueElise MbongPas encore d'évaluation
- Rapport IMM Mabouroka NadiaDocument40 pagesRapport IMM Mabouroka NadiaÎkr Äm BłPas encore d'évaluation
- DM ChiS1 SeleniumDocument2 pagesDM ChiS1 Seleniumapi-3763647Pas encore d'évaluation
- Catalogue TLS 2019Document124 pagesCatalogue TLS 2019MACAYO WELZENBACH TOMBEAUPas encore d'évaluation
- Classification PériodiqueDocument2 pagesClassification PériodiqueMariamePas encore d'évaluation
- Thème: Republique Algerienne Democratique ET Populaire زو ار ميلعتلا يلاعلا ثح لاو يملعلاDocument64 pagesThème: Republique Algerienne Democratique ET Populaire زو ار ميلعتلا يلاعلا ثح لاو يملعلاdhirar reMPas encore d'évaluation
- Chadha1999 PDFDocument9 pagesChadha1999 PDFBárbaraCarrilloPas encore d'évaluation
- TP S4 - Cristallochimie Et Chimie Du SolideDocument17 pagesTP S4 - Cristallochimie Et Chimie Du Solidehéma tologiePas encore d'évaluation
- Differents PlastiquesDocument6 pagesDifferents PlastiquesLarbi ElbakkaliPas encore d'évaluation
- cm6 td24Document2 pagescm6 td24pedro66Pas encore d'évaluation
- M 670 DocDocument2 pagesM 670 DocZINE SalouaPas encore d'évaluation
- Indicateurs Colorés de PHDocument5 pagesIndicateurs Colorés de PHSalah Eddine DjilaniPas encore d'évaluation
- Recherche de Matière Condensée: Université Abdel Malek Saadi Faculté Des Sciences de TétouanDocument6 pagesRecherche de Matière Condensée: Université Abdel Malek Saadi Faculté Des Sciences de TétouanSkanderPas encore d'évaluation
- Rondelles BeneDocument18 pagesRondelles BenePatrick BaridonPas encore d'évaluation
- Distillation AtmosphériqueDocument45 pagesDistillation AtmosphériqueAbdoul Fataou Hamissou Moussa100% (10)





















































































![Analyse Des Métaux Par Électrolyse [...]Hollard Auguste Bpt6k5658300b (1)](https://imgv2-2-f.scribdassets.com/img/document/722597051/149x198/2e7f124568/1712994995?v=1)




























