Vous aimerez peut-être aussi
- Un Alchimiste Raconte by Burensteinas PatrickDocument321 pagesUn Alchimiste Raconte by Burensteinas PatrickRaise YourBack100% (2)
- M12-Cours01 ProfDocument15 pagesM12-Cours01 ProfFathi KHOUDIPas encore d'évaluation
- TP 3: Détermination Du TA, TAC Et TH D'une Eau.Document11 pagesTP 3: Détermination Du TA, TAC Et TH D'une Eau.Romayssa Zitouni100% (2)
- Article RTL - Corrigé de L'épreuve de Sciences - Brevet 2021 (1) - ConvertiDocument3 pagesArticle RTL - Corrigé de L'épreuve de Sciences - Brevet 2021 (1) - ConvertiRTLfr100% (1)
- WPS-P 5Document2 pagesWPS-P 5Touil HoussemPas encore d'évaluation
- Nouvelle Valve EGR Ne Fonctionne Pas 51860Document1 pageNouvelle Valve EGR Ne Fonctionne Pas 51860Med KrbPas encore d'évaluation
- TD tc5 Redox PDFDocument14 pagesTD tc5 Redox PDFsaidPas encore d'évaluation
- PSV CalcDocument2 pagesPSV CalcvasudhaPas encore d'évaluation
- Winols 1500 FRDocument203 pagesWinols 1500 FRThiago SilvaPas encore d'évaluation
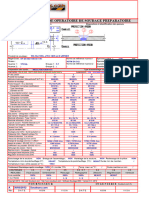
- Descriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesDocument1 pageDescriptif de Mode Operatoire de Soudage Preparatoire: Schéma de Préparation Disposition Et Identification Des PassesMathieu DouPas encore d'évaluation
- DMOS Tube 141 + 111Document1 pageDMOS Tube 141 + 111Mohamed ChahidPas encore d'évaluation
- EssaisDocument24 pagesEssaisNaceri Mohamed RedhaPas encore d'évaluation
- Qmos 1Document4 pagesQmos 1mouaad hanniPas encore d'évaluation
- CS-GT-009 R.00Document2 pagesCS-GT-009 R.00Massimo FumarolaPas encore d'évaluation
- Ultrasonic Test Report Oc BMS: Rapport D'Examen Par UltrasonsDocument2 pagesUltrasonic Test Report Oc BMS: Rapport D'Examen Par UltrasonsMohamed ChabanePas encore d'évaluation
- 2-Ft Raccords PRVDocument4 pages2-Ft Raccords PRVRabii El HadratiPas encore d'évaluation
- Bac Pro Tu Documents de FabricationDocument8 pagesBac Pro Tu Documents de FabricationDave De ClercqPas encore d'évaluation
- Afriflex 25 VV 60 F.FDocument1 pageAfriflex 25 VV 60 F.FAbdelaziz SONITRAV0% (1)
- Nle10cn 105h6176 r290 220v 50hz 09-2019 DsDocument4 pagesNle10cn 105h6176 r290 220v 50hz 09-2019 DsJak JoniPas encore d'évaluation
- Fiche Technique H03VVFDocument2 pagesFiche Technique H03VVFAhmed GuetatPas encore d'évaluation
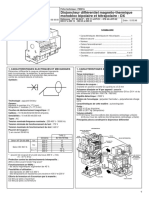
- Disjoncteurs Fiche TechniqueDocument8 pagesDisjoncteurs Fiche TechniqueAbdellah BennisPas encore d'évaluation
- Welding Procedure Specification Descript de Mode Opératoire de SoudageDocument2 pagesWelding Procedure Specification Descript de Mode Opératoire de SoudageMassimo FumarolaPas encore d'évaluation
- DMOS ViergeDocument1 pageDMOS ViergeNicolas AUDUPas encore d'évaluation
- Legrand Manuel 01Document4 pagesLegrand Manuel 01LéniYsh VvPas encore d'évaluation
- Datasheet 1 - Conductors & Cables - AAAC, ABCDocument13 pagesDatasheet 1 - Conductors & Cables - AAAC, ABCHichèm BerjèbPas encore d'évaluation
- Coude DN400 N0Document3 pagesCoude DN400 N0majdi jerbiPas encore d'évaluation
- Catalogue Identification Collecteur A LamesDocument2 pagesCatalogue Identification Collecteur A Lamescristian ezequiel HerreraPas encore d'évaluation
- Cable EgfaDocument2 pagesCable Egfamokhles aydiPas encore d'évaluation
- Fiche Technique - App: Caracteristiques Techniques Du LiantDocument1 pageFiche Technique - App: Caracteristiques Techniques Du LiantAbouZakariaPas encore d'évaluation
- F01204FR 02Document20 pagesF01204FR 02Rafael RuizPas encore d'évaluation
- Courant Alternatif Monophase Ele.Document5 pagesCourant Alternatif Monophase Ele.Mohamed Ali TaheurPas encore d'évaluation
- ELIUMDI2Document3 pagesELIUMDI2Antar Ben ChededPas encore d'évaluation
- 1LE1001-1CB22-2AB4 Datasheet FR enDocument1 page1LE1001-1CB22-2AB4 Datasheet FR enzellegPas encore d'évaluation
- SMD Fich 1Document1 pageSMD Fich 1MIRA KAWTAR SMPC A6Pas encore d'évaluation
- HP EB192BF FDocument4 pagesHP EB192BF Fghali.mehdi31Pas encore d'évaluation
- Echangeurs en Titan Royal Parks, MarrakechDocument14 pagesEchangeurs en Titan Royal Parks, MarrakechMohamed KhaldiPas encore d'évaluation
- LEG008011Document11 pagesLEG008011KouassiPas encore d'évaluation
- Guida Ups FRDocument8 pagesGuida Ups FRdarknightPas encore d'évaluation
- 316L-GTSM-002 R.00Document3 pages316L-GTSM-002 R.00Massimo FumarolaPas encore d'évaluation
- Ifs240 00 - FR CaDocument3 pagesIfs240 00 - FR CaRida DahmounPas encore d'évaluation
- M9H200 01 - FR FRDocument3 pagesM9H200 01 - FR FRAnis KhlifaPas encore d'évaluation
- Appareils de MesureDocument11 pagesAppareils de MesureAbdelfetteh FriaaPas encore d'évaluation
- XRV750P XDocument2 pagesXRV750P XMichel Le DoctePas encore d'évaluation
- Cbr600F. S / T / V / W: Partie CycleDocument1 pageCbr600F. S / T / V / W: Partie CycleRosaBernabéCarreroPas encore d'évaluation
- WPS BoumerdesDocument13 pagesWPS BoumerdesBensmatPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- FT n02 Mts 220 Tripolaire 66 Ceinture BeltedDocument2 pagesFT n02 Mts 220 Tripolaire 66 Ceinture Beltedأمين توات الجزائريPas encore d'évaluation
- WPS Spécimen CSC ASME IXDocument5 pagesWPS Spécimen CSC ASME IXMenad SalahPas encore d'évaluation
- GIGABLOC ISOLANT Fiche Technique FRANCE - 2Document4 pagesGIGABLOC ISOLANT Fiche Technique FRANCE - 2johndaglishPas encore d'évaluation
- Especificaciones TécnicasDocument2 pagesEspecificaciones TécnicasRamon RodriguezPas encore d'évaluation
- MR2 2poleDocument2 pagesMR2 2poleduc trong100% (1)
- 16 - FT Technoseal 35 Py 180 Ard - AppDocument1 page16 - FT Technoseal 35 Py 180 Ard - AppnawfalPas encore d'évaluation
- RD FT 9013 (R2V)Document6 pagesRD FT 9013 (R2V)Omar Al MasriPas encore d'évaluation
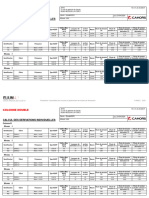
- Calcul BetonDocument8 pagesCalcul BetonHanane BenGamraPas encore d'évaluation
- Modele DMOS2022-03-0003-1Document7 pagesModele DMOS2022-03-0003-1maazouz radouanePas encore d'évaluation
- 6FX2001-5WP12 Datasheet FR en PDFDocument2 pages6FX2001-5WP12 Datasheet FR en PDFGrin GoPas encore d'évaluation
- DISJ MIN HDB6s FRDocument2 pagesDISJ MIN HDB6s FRLassaad AlilaPas encore d'évaluation
- Note de Calcul N° Client: Entreprise: Chantier: 1-Hypotheses de Calculs Betons ArmaturesDocument1 pageNote de Calcul N° Client: Entreprise: Chantier: 1-Hypotheses de Calculs Betons ArmaturesJihene Ben KacemPas encore d'évaluation
- Norme: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des ChargesDocument24 pagesNorme: Normalisation Renault Automobiles Service 60201 Section Normes Et Cahiers Des Chargestazi marouanePas encore d'évaluation
- BE II Partie I 2022 VFDocument115 pagesBE II Partie I 2022 VFsalwa edPas encore d'évaluation
- Fiche TechniqueDocument10 pagesFiche TechniqueAdrien BrissetPas encore d'évaluation
- LB2-Q733-0Y-2T: Fiche TechniqueDocument5 pagesLB2-Q733-0Y-2T: Fiche TechniqueAmir AmiroPas encore d'évaluation
- Coffret Pompes C4 Projete - 1.1Document1 pageCoffret Pompes C4 Projete - 1.1Elemine CheikhPas encore d'évaluation
- Les carnets de construction et vol du cerf-volant: envie de voler plus hautD'EverandLes carnets de construction et vol du cerf-volant: envie de voler plus hautÉvaluation : 5 sur 5 étoiles5/5 (1)
- Jeu À La Coupe Des Segments de Piston Et Consommation Dhuile 58261Document2 pagesJeu À La Coupe Des Segments de Piston Et Consommation Dhuile 58261Mathieu DouPas encore d'évaluation
- Vaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Document4 pagesVaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Mathieu DouPas encore d'évaluation
- Guides de Soupape - 788046Document2 pagesGuides de Soupape - 788046Mathieu DouPas encore d'évaluation
- Joints de Réservoir Pour Modules Dalimentation en Carburant 55500Document2 pagesJoints de Réservoir Pour Modules Dalimentation en Carburant 55500Mathieu DouPas encore d'évaluation
- Inserts de Chambre de Turbulence Maniement Correct Avec Des Culasses de Type de Construction Ancie 54800Document2 pagesInserts de Chambre de Turbulence Maniement Correct Avec Des Culasses de Type de Construction Ancie 54800Mathieu DouPas encore d'évaluation
- Vannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Document3 pagesVannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Mathieu DouPas encore d'évaluation
- Vannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Document3 pagesVannes Électropneumatiques Les Petites Assistantes Cachées Sous Le Capot 52640Mathieu DouPas encore d'évaluation
- Vanne EGR OpelVauxhall Message Danomalie Sur Pièce Neuve 55475Document2 pagesVanne EGR OpelVauxhall Message Danomalie Sur Pièce Neuve 55475Mathieu DouPas encore d'évaluation
- Vaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Document4 pagesVaste Choix Dans La Gamme de Filtres Kolbenschmidt 914163Mathieu DouPas encore d'évaluation
- Vanne EGR Pour Volvo 24 L TDi - 56722Document1 pageVanne EGR Pour Volvo 24 L TDi - 56722Mathieu DouPas encore d'évaluation
- Pièces Moteur Pour VM D704TE2 Et MTU 4R700 54738Document1 pagePièces Moteur Pour VM D704TE2 Et MTU 4R700 54738Mathieu DouPas encore d'évaluation
- VisserieDocument3 pagesVisserieMathieu DouPas encore d'évaluation
- Nouvelle Génération de Débitmètres Dair Massique BMW - 55830Document1 pageNouvelle Génération de Débitmètres Dair Massique BMW - 55830Mathieu DouPas encore d'évaluation
- On Oublie Souvent Les Causes Les Plus Simples Défauts OBD Pour Cause de Dépression Insuffisante 52805Document1 pageOn Oublie Souvent Les Causes Les Plus Simples Défauts OBD Pour Cause de Dépression Insuffisante 52805Mathieu DouPas encore d'évaluation
- 51-Guide Du Soudeur LincolnDocument40 pages51-Guide Du Soudeur LincolnMathieu DouPas encore d'évaluation
- 603-Formation IWT (Part 1a)Document68 pages603-Formation IWT (Part 1a)Mathieu DouPas encore d'évaluation
- Assemblages Sous Charges StatiquesDocument18 pagesAssemblages Sous Charges StatiquesSebastien Cabot100% (1)
- 617-Formation IWT (Part 4d)Document20 pages617-Formation IWT (Part 4d)Mathieu DouPas encore d'évaluation
- 601-Formation IWT (Part 7)Document54 pages601-Formation IWT (Part 7)Mathieu DouPas encore d'évaluation
- 598-Formation IWT (Part 6)Document42 pages598-Formation IWT (Part 6)Mathieu DouPas encore d'évaluation
- 727-Comparaison PostesTIG 2018Document9 pages727-Comparaison PostesTIG 2018Mathieu DouPas encore d'évaluation
- Rodage Des Soupapes: Contrôles À EffectuerDocument2 pagesRodage Des Soupapes: Contrôles À EffectuerBellaaj YassinPas encore d'évaluation
- 47-Fiche EE Atelier P LECERFDocument4 pages47-Fiche EE Atelier P LECERFMathieu DouPas encore d'évaluation
- 46-Fiche TIG P LECERFDocument4 pages46-Fiche TIG P LECERFMathieu DouPas encore d'évaluation
- Dommages Sur Les Coussinets - 870263Document72 pagesDommages Sur Les Coussinets - 870263Mathieu DouPas encore d'évaluation
- Dossier Technique Technolog I EdelDocument48 pagesDossier Technique Technolog I EdelPhilippe DnxPas encore d'évaluation
- Traitements ThermiquesDocument2 pagesTraitements ThermiquesMathieu DouPas encore d'évaluation
- Axes de Piston À Revêtement DLC - 56916Document1 pageAxes de Piston À Revêtement DLC - 56916Mathieu DouPas encore d'évaluation
- Formule RDMDocument24 pagesFormule RDMmirceaPas encore d'évaluation
- Cours3 (25032021)Document8 pagesCours3 (25032021)elhoussaine saidPas encore d'évaluation
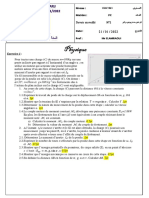
- Devoir N°4 - Physique Chimie - 2nd L - SunudaaraDocument6 pagesDevoir N°4 - Physique Chimie - 2nd L - SunudaaraAhmadou Gueule SallPas encore d'évaluation
- Le Miasme at La JonquilleDocument45 pagesLe Miasme at La JonquilleLila Monteiro GimenesPas encore d'évaluation
- b0c0b13f9734881e9381c7e693c48c4eDocument2 pagesb0c0b13f9734881e9381c7e693c48c4emaïssa bs.nPas encore d'évaluation
- CPG Résumé 2017Document1 pageCPG Résumé 2017kimoPas encore d'évaluation
- 8 Sept. UE1 Chimie OrganiqueDocument120 pages8 Sept. UE1 Chimie OrganiqueСияна И.Pas encore d'évaluation
- 9-TD Chimie Solution Acide BaseDocument9 pages9-TD Chimie Solution Acide BasePAKOU atoyodi lucPas encore d'évaluation
- Tap Tous La ChromatographieDocument45 pagesTap Tous La Chromatographieb lamisPas encore d'évaluation
- Sec E3a 2006 PHCHC PSIDocument7 pagesSec E3a 2006 PHCHC PSILetoile SaraPas encore d'évaluation
- TP Dosage O2 Winkler PDFDocument7 pagesTP Dosage O2 Winkler PDFSabin SamPas encore d'évaluation
- Évaluation Diagnostique, Modèle 1, TCS BIOF, Grille de Recueil Des RésultatsDocument4 pagesÉvaluation Diagnostique, Modèle 1, TCS BIOF, Grille de Recueil Des RésultatsHamza FarajiPas encore d'évaluation
- Chimie 2 - PH Et Dilution - ActiviteDocument7 pagesChimie 2 - PH Et Dilution - ActivitePELLISSIERPas encore d'évaluation
- CAE Calendrier Entretiens 2023-2024Document5 pagesCAE Calendrier Entretiens 2023-2024aaddouzPas encore d'évaluation
- TP 6 Spe - Chromato - ColonneDocument6 pagesTP 6 Spe - Chromato - ColonneGlâdyâŤór GírLPas encore d'évaluation
- Examen 402 2016 2017 Session 2Document2 pagesExamen 402 2016 2017 Session 2cyriejhhvhjvlle19Pas encore d'évaluation
- TleD CH L1 Les AlcoolsDocument10 pagesTleD CH L1 Les AlcoolsOusmane DoumbiaPas encore d'évaluation
- Traitement Des Eaux Douces Et - BENABDEJLIL Soukaina - 251 PDFDocument64 pagesTraitement Des Eaux Douces Et - BENABDEJLIL Soukaina - 251 PDFAnaibar TarikPas encore d'évaluation
- Mbs Masterease3000 Tds FRDocument3 pagesMbs Masterease3000 Tds FRtchabgoumartinPas encore d'évaluation
- Biotek ELx50 Manuel D'utilisateurDocument51 pagesBiotek ELx50 Manuel D'utilisateurMed KerroumPas encore d'évaluation
- Exsm11 08Document1 pageExsm11 08André NlendPas encore d'évaluation
- Chapitre 4Document21 pagesChapitre 4RAMDEPas encore d'évaluation
- 04 - FDS Emulsions de Bitume ModifiéDocument15 pages04 - FDS Emulsions de Bitume ModifiéarbiPas encore d'évaluation
- TD1 EnzymologieDocument7 pagesTD1 EnzymologieasmaPas encore d'évaluation
- Exam de TP Pour 2ème SC Lycée Technique Galaî AbdelhamidDocument2 pagesExam de TP Pour 2ème SC Lycée Technique Galaî AbdelhamidabdelhamidPas encore d'évaluation
- DS2 - RattDocument3 pagesDS2 - RattLahcen ElamraouiPas encore d'évaluation