Vous aimerez peut-être aussi
- L'Interprete Des Desirs - Ibn'ArabiDocument572 pagesL'Interprete Des Desirs - Ibn'ArabiEcom KalPas encore d'évaluation
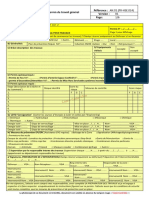
- Annexe 01 Permis de Travail GénéralDocument6 pagesAnnexe 01 Permis de Travail Généraltafouzelt100% (1)
- Paq Morondo 240122Document48 pagesPaq Morondo 240122Serge Amon100% (3)
- Maintenance Industrielle-IVDocument51 pagesMaintenance Industrielle-IVZerzouri Omar0% (1)
- F-05-01 Fiche de Non Conformité Action Préventives Et CorrectivesDocument2 pagesF-05-01 Fiche de Non Conformité Action Préventives Et Correctivessaikouk ali100% (6)
- Impo Dimensionnement Installation Electrique 2Document80 pagesImpo Dimensionnement Installation Electrique 2Rabia Manar100% (4)
- En-GSI-01 Demande D'intervention InformatiqueDocument1 pageEn-GSI-01 Demande D'intervention InformatiqueTIEBE SERGESPas encore d'évaluation
- Procedure Non Conformite Actionp AP AcDocument6 pagesProcedure Non Conformite Actionp AP AcAkimBi100% (1)
- Manuel D - Exploitation STEP DrargaDocument63 pagesManuel D - Exploitation STEP DrargaJamaa BouzkriPas encore d'évaluation
- Réparation Des Structures en BétonDocument14 pagesRéparation Des Structures en BétonromPas encore d'évaluation
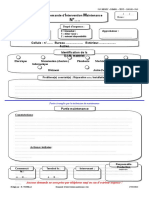
- Fiche InterventionDocument1 pageFiche Interventionsaid arezkiPas encore d'évaluation
- Carnet Entrainement MusculationDocument10 pagesCarnet Entrainement MusculationAmir JedidiPas encore d'évaluation
- Mémoire Audit Des StocksDocument79 pagesMémoire Audit Des StocksNisrine Lbouabi LamrabtiPas encore d'évaluation
- 2-PV Chantier - CET 18 02 2017Document3 pages2-PV Chantier - CET 18 02 2017youcef100% (1)
- IMP.05.Q N°9 Fiche Non Conformité Du 31.12.2015Document2 pagesIMP.05.Q N°9 Fiche Non Conformité Du 31.12.2015dadaPas encore d'évaluation
- 3615 v4 Ventilation Mcanique Contrle Simple Flux HygrorglableDocument28 pages3615 v4 Ventilation Mcanique Contrle Simple Flux HygrorglableClement METZ-DALLIANCEPas encore d'évaluation
- FR-CTQ-03-V01 Fiche Non-Conformités ProduitDocument1 pageFR-CTQ-03-V01 Fiche Non-Conformités Produitmazenfakhfakh9100% (1)
- OrganisationDocument8 pagesOrganisationFoaad HawarPas encore d'évaluation
- Fiche Intervention VideDocument1 pageFiche Intervention Videetka powerPas encore d'évaluation
- Tableau Suivi 2Document1 pageTableau Suivi 2affidan DanielPas encore d'évaluation
- La MaintenanceDocument4 pagesLa Maintenancemido78Pas encore d'évaluation
- Renseigner Le Compte-Rendu de Maniere Fiable: Mi V 46 A1Document13 pagesRenseigner Le Compte-Rendu de Maniere Fiable: Mi V 46 A1KOUADIO PATRICEPas encore d'évaluation
- MpiverinpneuhydroDocument14 pagesMpiverinpneuhydroAbdelali LamchkardPas encore d'évaluation
- IMP 340.D Avis de Transfert Matériel GCBDocument35 pagesIMP 340.D Avis de Transfert Matériel GCBالحق احمدPas encore d'évaluation
- CDC Machine de GravureDocument15 pagesCDC Machine de GravureBenzougagh AlaePas encore d'évaluation
- Check List ref:I-OM-XX/MC-01-B Creé Par: Equipe Maintenance Approuvé Par: ALI LAKHDARDocument3 pagesCheck List ref:I-OM-XX/MC-01-B Creé Par: Equipe Maintenance Approuvé Par: ALI LAKHDARHamza YzdPas encore d'évaluation
- Carnet de MaintenanceDocument133 pagesCarnet de MaintenanceElmostapha idomoPas encore d'évaluation
- TP Reponse Panne1 Remplacement Composants Defe.Document2 pagesTP Reponse Panne1 Remplacement Composants Defe.Kamel SoudaniPas encore d'évaluation
- Annexe 6Document33 pagesAnnexe 6HSE CERIPas encore d'évaluation
- Rapport SFE CorrigéDocument47 pagesRapport SFE CorrigéWalid HilalPas encore d'évaluation
- Annexe 5Document51 pagesAnnexe 5HSE CERIPas encore d'évaluation
- nf077 077 15 Rev02 Robinetterie Milieu Medical 011020Document48 pagesnf077 077 15 Rev02 Robinetterie Milieu Medical 011020seddikPas encore d'évaluation
- MATERIELS DE CHANTIERS Chap 2 PDFDocument7 pagesMATERIELS DE CHANTIERS Chap 2 PDFAdel NeymoPas encore d'évaluation
- Modèle PV de Réception - Travaux Et EquipementsDocument1 pageModèle PV de Réception - Travaux Et Equipementsbouchaib elfatini100% (1)
- La Norme Française de l'iSO 9001Document64 pagesLa Norme Française de l'iSO 9001OussamaPas encore d'évaluation
- Ofppt: Royaume Du MarocDocument108 pagesOfppt: Royaume Du MarocMouad AnssariPas encore d'évaluation
- Preventive 1Document2 pagesPreventive 1Nour BouAfouraPas encore d'évaluation
- Amelioration de La MaintenanceDocument65 pagesAmelioration de La MaintenancealiPas encore d'évaluation
- Siemens EX651FEB1F HobDocument28 pagesSiemens EX651FEB1F Hobdenis.cubaynesPas encore d'évaluation
- Gestion Des ContratsDocument12 pagesGestion Des ContratsDerly Bornifelh MOUPEPIDI NGUELETPas encore d'évaluation
- MANUEL - 14xTPF - 25.07.2012Document106 pagesMANUEL - 14xTPF - 25.07.2012Анатолий РябухаPas encore d'évaluation
- Examens Nationaux Bacpro Voitures Mawad2 2018 NDocument12 pagesExamens Nationaux Bacpro Voitures Mawad2 2018 NsgjkkbccPas encore d'évaluation
- PR NF EN 197 2 F 2019 Ciment Partie 2 Evaluation de La ConformiteDocument25 pagesPR NF EN 197 2 F 2019 Ciment Partie 2 Evaluation de La ConformiteBety nardPas encore d'évaluation
- PCI-PR-04-04 Procedure Epreuve Hydraulique Officielle Akram ApprouvéDocument13 pagesPCI-PR-04-04 Procedure Epreuve Hydraulique Officielle Akram ApprouvéomarPas encore d'évaluation
- Manuel OperatoireDocument34 pagesManuel OperatoireSaddam MzaadPas encore d'évaluation
- FQ-MAQ-08 FICHE DE NON CONFORMITE-suite Audit InterneDocument3 pagesFQ-MAQ-08 FICHE DE NON CONFORMITE-suite Audit InterneNour BeldiPas encore d'évaluation
- TP Reponse Panne1 Detection Composants Defectu.Document3 pagesTP Reponse Panne1 Detection Composants Defectu.Kamel SoudaniPas encore d'évaluation
- 25 - D000055702 E460 1ph DIN Rail User Manual en - B (29092016)Document150 pages25 - D000055702 E460 1ph DIN Rail User Manual en - B (29092016)ngolo shunguPas encore d'évaluation
- Maintenance Série2Document17 pagesMaintenance Série2Zine el abedine MKPas encore d'évaluation
- Guide Des Procedures de Certification Des Depenses IEV VERSION FINALE AN FR 27 10 002Document48 pagesGuide Des Procedures de Certification Des Depenses IEV VERSION FINALE AN FR 27 10 002KITSOUKOU REDHPas encore d'évaluation
- PV DefinitiflesDocument3 pagesPV Definitiflesrezgui bouthainaPas encore d'évaluation
- Fatslfra 6 Pan 73Document66 pagesFatslfra 6 Pan 73Zineb ryadPas encore d'évaluation
- Notice D'utilisation softliQ-SC - 18 Et 23Document76 pagesNotice D'utilisation softliQ-SC - 18 Et 23Elodie BornardPas encore d'évaluation
- MS6 SV D - 2017 02a - 8043790f1Document32 pagesMS6 SV D - 2017 02a - 8043790f1Pierre SubileauPas encore d'évaluation
- Ets Bouregba Said Maintenance Et Installation MatérielDocument1 pageEts Bouregba Said Maintenance Et Installation Matérielsaid arezkiPas encore d'évaluation
- Emande D' Ntervention Aintenance: 0: 1: 2: Degré D'urgence: . Demandeur: ApprobateurDocument1 pageEmande D' Ntervention Aintenance: 0: 1: 2: Degré D'urgence: . Demandeur: ApprobateurtonelliPas encore d'évaluation
- ENABEL ANN REPORT NER0501611 17 FollowReport 2010-3-30 000Document60 pagesENABEL ANN REPORT NER0501611 17 FollowReport 2010-3-30 000senanmiedPas encore d'évaluation
- Calcul Du TRS Sur La Ligne SBO - Youssef BEKKOUR - 4802Document50 pagesCalcul Du TRS Sur La Ligne SBO - Youssef BEKKOUR - 4802molka amriPas encore d'évaluation
- 0171a09DCElot07 CCTPCOMMUNcompletDocument54 pages0171a09DCElot07 CCTPCOMMUNcompletMarwa KadessiPas encore d'évaluation
- Fiche de Verification VéhiculeDocument2 pagesFiche de Verification Véhiculemoussa.achraf1962Pas encore d'évaluation
- Formation Terrain Operateurs Conduites Sur Sites Off-ShoreDocument33 pagesFormation Terrain Operateurs Conduites Sur Sites Off-ShorehamdiiiiiiiiiiiiiiiiPas encore d'évaluation
- Helene Garreau PosterDocument1 pageHelene Garreau PosterredasecPas encore d'évaluation
- F Qse 4.2 Erd 01 00 04Document1 pageF Qse 4.2 Erd 01 00 04redasecPas encore d'évaluation
- F Qse 4.2 Erd 01 00 01Document1 pageF Qse 4.2 Erd 01 00 01redasecPas encore d'évaluation
- Fiche Dx27agent de NettoyageDocument2 pagesFiche Dx27agent de NettoyageredasecPas encore d'évaluation
- Procedure Verification Et Etalonnage Des EquipementsDocument7 pagesProcedure Verification Et Etalonnage Des EquipementsredasecPas encore d'évaluation
- TD2 Histologie Et CytologieDocument5 pagesTD2 Histologie Et CytologieMorgane FaconPas encore d'évaluation
- Postgis 3.4 FRDocument895 pagesPostgis 3.4 FRsamuel ouedraogoPas encore d'évaluation
- EXE6 Notice-2019Document3 pagesEXE6 Notice-2019vladPas encore d'évaluation
- Questions de Réflexions Sur Le ManagementDocument4 pagesQuestions de Réflexions Sur Le ManagementMatthieu HoarauPas encore d'évaluation
- Exercice 1:: =220 2cos100 πt cos φDocument3 pagesExercice 1:: =220 2cos100 πt cos φSandra ADANABOUPas encore d'évaluation
- Presentation Décret MP Trésoriers 2013 OkDocument20 pagesPresentation Décret MP Trésoriers 2013 OkImane ZerzouriPas encore d'évaluation
- SVT cm1Document85 pagesSVT cm1Urdin TOUMBAMONGO KHOTATPas encore d'évaluation
- ChapIII - Bassin Versant (Mode de Compatibilité)Document19 pagesChapIII - Bassin Versant (Mode de Compatibilité)Sylvain DidyPas encore d'évaluation
- Emr 144 0090Document7 pagesEmr 144 0090Kenulrich TCHEUTCHOUAPas encore d'évaluation
- Chap1 - Fiche 1 - La Revolution Des TransportsDocument3 pagesChap1 - Fiche 1 - La Revolution Des TransportsLamine Mane SanePas encore d'évaluation
- GRH 191 0105Document33 pagesGRH 191 0105Arbia AyedPas encore d'évaluation
- Oral Mef FinanceDocument9 pagesOral Mef Financeibtissam sahiqaPas encore d'évaluation
- Gestion3 App ActivitesDocument2 pagesGestion3 App ActivitesbadreddinePas encore d'évaluation
- Dictionnaire Des Abréviations MédiévalesDocument248 pagesDictionnaire Des Abréviations MédiévalesiraignePas encore d'évaluation
- Série 7 StatistiqueDocument1 pageSérie 7 Statistiqueدعم عن بعدPas encore d'évaluation
- DM 1 2Document1 pageDM 1 2Sogu KingPas encore d'évaluation
- Choix D'un Site PiscicolesDocument4 pagesChoix D'un Site PiscicolesChiakaPas encore d'évaluation
- formations complète okDocument4 pagesformations complète okAdriiisc5Pas encore d'évaluation
- Décret Gouvernemental Numéro 417Document8 pagesDécret Gouvernemental Numéro 417Keskes IslemPas encore d'évaluation
- Etudier Le Francais PDFDocument2 pagesEtudier Le Francais PDFDanielPas encore d'évaluation
- L6 GSG FR 01Document4 pagesL6 GSG FR 01Moussa FatahPas encore d'évaluation
- Regles de Jeux D'echecDocument10 pagesRegles de Jeux D'echecAchour AchourkouiderPas encore d'évaluation
- Mon DroneDocument167 pagesMon DroneFranckPas encore d'évaluation
- Royaume Du MarocDocument2 pagesRoyaume Du Maroczak ariaPas encore d'évaluation
- Rapport KamundalaDocument30 pagesRapport Kamundalajhnnj2dcv9Pas encore d'évaluation