Académique Documents
Professionnel Documents
Culture Documents
3 Chapitre1-1
Transféré par
Mejri MerinTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
3 Chapitre1-1
Transféré par
Mejri MerinDroits d'auteur :
Formats disponibles
Production par commande numérique 2
_________________________________________________________________________________
PROGRAMMATION STRUCTUREE
1. Intérêt
La programmation structurée permet de mieux exploiter les ressources d’une entreprise
surtout quand celle-ci fabrique des pièces ayant des formes similaires. La programmation
structurée permet également d’améliorer la lisibilité d’un programme CN surtout quand celui-ci
devient difficile à l’opérateur de le comprendre et de le modifier en cas de besoin.
2. Démarche
Pour réussir la structuration d’un programme CN, on devrait suivre les étapes suivantes :
Définir précisément les opérations à réaliser, leurs chronologies et les conditions
technologiques à respecter.
Identifier les sous-programmes en donnant à chacun un nom puis les organiser par
niveaux.
Ecrire le programme principal et les sous-programmes.
3. Structuration par niveaux
La structure d’un programme CN peut s’établir sur deux ou trois niveaux :
▪ Structuration sur deux niveaux :
▪ Niveau 1 : c’est le programme principal (de %1 à %999), il contient :
- les paramètres généraux ;
- les appels des sous-programmes niveau 2.
▪ Niveau 2 : ce sont les sous-programmes (de %1000 à %9999), ils contiennent :
- les paramètres locaux ;
- les appels d’outils ;
- les conditions technologiques ;
- les cycles d’usinage.
Licence Appliquée en GM, CFM3 1
Production par commande numérique 2
_________________________________________________________________________________
Sous-programme
%1000
Programme principal
N10...
%10 …
…
N10 ... …
N20 ... N...
…
…
N...
N…
…
Sous-programme
…
N... %1010
N...
.. N10 ...
.. …
N.. M02 …
…
N...
▪ Structuration sur trois niveaux :
▪ Niveau 1 : c’est le programme principal (de %1 à %99), il contient :
- les paramètres locaux ;
- les appels des sous-programmes niveau 2.
▪ Niveau 2 : ce sont des sous-programmes (de %100 à %999), ils contiennent :
- les paramètres locaux ;
- les appels d’outils ;
- les conditions technologiques ;
- les appels des sous-programmes niveau 3.
▪ Niveau 3 : ce sont des sous-programmes ( de %1000 à %9999), ils contiennent :
- les paramètres locaux ;
- les usinages (trajectoire de l’outil).
Licence Appliquée en GM, CFM3 2
Production par commande numérique 2
_________________________________________________________________________________
s-programme niveau 2
%100
N10
… s-programme niveau 3
N..
N..
… %1000
Programme principal N.. N10
… N..
%1 … …
N10… N.. …
… N.. N..
… …
N.. N..
N..
…
…
N..
s-programme niveau 2
N..
…
%101 s-programme niveau 3
N.. M02 N10
… %1010
N.. N10
N.. N..
… …
N.. …
N.. N..
…
N..
N..
…
N..
Remarque :
Une structure s’établira sur deux ou trois niveaux en fonction :
- des usinages à réaliser et de leurs complexités ;
- des contraintes de programmation.
4. Appel de sous-programmes ou de séquences
On distingue deux types d’appel : les appels de séquences internes ou externes et les appels de
sous-programmes.
4.1. Appel de sous-programme
La fonction G77 permet de faire l’appel inconditionnel d’un sous programme avec retour.
Syntaxe
N.. G77 H... [S...]
Licence Appliquée en GM, CFM3 3
Production par commande numérique 2
_________________________________________________________________________________
H... Numéro du sous programme externe au programme principal.
S... Nombre de répétitions du sous-programme (Par défaut : 1 exécution,
maximum 99 répétitions).
Propriété de la fonction
La fonction G77 est non modale.
Exemple
%1 %100
N10 … N10 …
……. ……
……. ……
N60 G77 H100 saut inconditionnel et exécution du ……
N70 … sous-programme %100 puis retour ……
…… à la ligne N70 du programme %1 N190 …
……
N210 M2
Remarque :
Un sous-programme ne doit pas être terminé par la fonction M2 qui arrêterait l’exécution du
programme en cours (programme appelant).
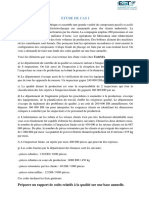
Exemple de structuration sur deux niveaux
Soit à usiner la pièce montrée sur la figure suivante. Les opérations à réaliser et les
conditions de coupe à utiliser sont :
• Usinage du profil extérieur en ébauche en utilisant le cycle d’ébauche praxial G64 avec
un déplacement de l’outil parallèle à l’axe X (Syntaxe : G64 N...N...I...K...R...) : Outil T1
D1, vitesse de coupe Vc=45 m/min, vitesse d’avance Vf=0.1 mm/tr, profondeur de passe
ap= 2mm, surépaisseur de finition=0.3 mm.
• Finition du profil extérieur : Outil T2 D2, vitesse de coupe Vc=63 m/min, vitesse
d’avance Vf=0.075 mm/tr.
• Usinage en ébauche du profil intérieur en utilisant le cycle d’ébauche paraxial G64 avec
un déplacement de l’outil parallèle à l’axe Z (Syntaxe : G64 N...N...I...K...P...) : Outil T3
D3, vitesse de coupe Vc=32 m/min, vitesse d’avance Vf=0.08 mm/tr, profondeur de passe
ap= 1mm, surépaisseur de finition=0.2 mm.
• Finition du profil intérieur : Outil T3 D3, vitesse de coupe Vc=43 m/min, vitesse d’avance
Vf=0.05 mm/tr.
Licence Appliquée en GM, CFM3 4
Production par commande numérique 2
_________________________________________________________________________________
Profil brut
C h B
Brut
g programmé
f
e
d
c b
aA Profil brut
k i
j F
l
m E
D
Programme principal :
%1
N10 G77 H12 (appel s/p usinage du profil extérieur)
N20 G77 H13 (appel s/p usinage du profil intérieur)
N30 M2
Sous-programme usinage du profil extérieur :
%12
(Ebauche) (Finition)
N10 G0 G52 G40 X0 Z0 N140 G0 G52 X0 Z0
N20 T1 D1 M6 N150 T2 D2 M6
N30 G92 S2500 N160 G0 G42 X34 Z46 (pt a)
N40 X76 Z46 N170 G96 S63
N50 G97 S1000 M3 M41 M07 N180 G95 F0.075
N60 G96 S45 N190 G1 X42 Z43 (pt b)
N70 G95 F0.1 N200 Z23 (pt c)
N80 G64 N160 N250 I0.3 K0.3 R2 N210 G2 X46 Z21 R2 (pt d)
N90 X36 Z46 (pt A) N220 G1 X50 (pt e)
N100 X76 Z46 (pt B) N230 G2 X56 Z18 R3 (pt f)
N110 X76 Z14 (pt C) N240 G1 X68 (pt g)
N120 G80 X200 Z200 N250 G1 X76 Z14 (pt h)
N130 G97 S1000 N260 G0 G40 X200 Z200
N270 G97 S1000
Licence Appliquée en GM, CFM3 5
Production par commande numérique 2
_________________________________________________________________________________
Sous-programme usinage du profil intérieur :
%13
(Ebauche) (Finition)
N10 G0 G52 G40 X0 Z0 N140 G0 G52 X0 Z0
N20 T3 D3 M6 N150 T4 D4 M6
N30 G92 S2500 N160 G0 G41 X36 Z46 (pt i)
N40 X18 Z46 N170 G96 S43
N50 G97 S1000 M3 M41 M07 N180 G95 F0.05
N60 G96 S32 N190 G1 X34 Z25 (pt j)
N70 G95 F0.08 N200 X28 Z22 (pt k)
N80 G64 N160 N220 I0.2 K0.2 P1 N210 G1 X24 (pt l)
N90 X18 Z19 (pt D) N220 X18 Z19 (pt m)
N100 X18 Z46 (pt E) N230 G0 G40 Z200
N110 X34 Z46 (pt F) N240 G97 S1000
N120 G80 X200 Z200
N130 G97 S1000
Exemple de structuration sur trois niveaux
Il s’agit de réaliser l’usinage 1, 2 et 3 sur la pièce ci-dessous
Pièce brute Pièce finie
Licence Appliquée en GM, CFM3 6
Production par commande numérique 2
_________________________________________________________________________________
Niveau 1 Niveau 2 Niveau 3
%1 %100 %1000
(ENTRETOISE) (EBAUCHE 1 / 2) (PALIER 1)
N10 G77 H100 N10 T1 D1 M6 (FRAISE Ø 10) N10 G0 X-30 Y-55
N20 G77 H110 N20 S600 M3 M40 N20 Z-3
N30 M2 N30 F200 N30 G42 G1 X-30 Y-55
N40 G77 H1000 N40 X-15
N50 G77 H1010 N50 G2 X15 Y-55 R15
… N60 G1 X30
N70 G40 G0 Z100
%110 %1010
(FINITION 1/2/3) (PALIER 2)
N10 T2 D2 M6 (FRAISE Ø 10) N10 G0 X-30 Y-55
N20 S900 M3 M40 N20 Z-3
N30 F150 N30 G41 G1 X-30 Y-55
N40 G77 H1000 N40 X-15
N50 G77 H1010 N50 G2 X15 Y-55 R15
N60 G77 H1020 N60 G1 X30
…. N70 G40 G0 Z100
%1020
(TROU OBLONGUE)
N10 G0 X0 Y10
N20 Z-3
N30 G41 G1 X0 Y10
N40 G3 X-10 Y0 R10
N50 G1 Y-20
N60 G3 X10 Y-20 R10
N70 G1 Y20
N80 G3 X-10 Y20 R10
N90 G1 Y0
N100 G3 X0 Y-10 R10
N110 G40 G0 Z100
Licence Appliquée en GM, CFM3 7
Production par commande numérique 2
_________________________________________________________________________________
4.2. Appel de séquence interne
N.. G77 Nm Nn [S...]
Numéro du premier bloc de la séquence
Numéro du dernier bloc de la séquence
Numéro du premier bloc de la séquence
Exemple :
%2
N10 ……
……… Première exécution
………
……… Deuxième exécution
N50 ……
Troisième exécution
……
……
……
N90 ……
………
……… Appel et exécution 3 fois de la séquence N50
N130 G77 N50 N90 S3 N90 puis retour à la ligne N140 du programme
N140…
………
N230 M2
Soit à usiner les deux rainures suivantes (forme 1 et forme 2) sur un centre d’usinage à broche
verticale. Les conditions d’usinage utilisées sont :
- Usinage de la forme 1 :
• Outil (T1D1) fraise à 2 tailles de diamètre 9 mm.
• Vitesse de rotation 800 tr/min.
• Vitesse d’avance 50 mm/min.
• Profondeur de passe 2.5 mm.
- Usinage de la forme 2 :
• Outil (T2D2) fraise à 2 tailles de diamètre 7 mm.
• Vitesse de rotation 1000 tr/min.
• Vitesse d’avance 50 mm/min.
• Profondeur de passe 3 mm.
Licence Appliquée en GM, CFM3 8
Production par commande numérique 2
_________________________________________________________________________________
Ce
Ce : centre de l’arc (cd) et l’arc (gf).
Licence Appliquée en GM, CFM3 9
Production par commande numérique 2
_________________________________________________________________________________
Programme
%2
N10 G0 G52 Z0
N20 T01 D01 M06
(USINAGE DE LA FORME 1)
N30 X15 Y10 Z2
N40 S800 M03 M40 M07
N50 F50
N60 G01 Z-2.5 (point a)
N70 G01 Y30 (point b)
N80 X50 (point c)
N90 G03 X50 Y10 I80 J25 (point d)
N100 G01 X15 Y10 (point a)
N110 Z-5
N120 G77 N70 N100 (appel d’une séquence)
N130 G0 Z2 M05 M09
(USINAGE DE LA FORME 2)
N135 G0 G52 Z0
N140 T02 D02 M06
N150 X95 Y10 Z2
N160 S1000 M03 M40 M07
N170 G01 G91 Z-3 (point e)
N180 X80 (point f)
N190 G02 X80 Y40 I80 J25 (point g)
N200 G01 X95 (point h)
N210 Y10 (point e)
N220 G77 N170 N210 S2 (appel de la séquence 2 fois)
N230 N130 N135 (appel d’une séquence)
N240 M02
4.3. Appel de séquence externe
La fonction G77 permet de faire l’appel inconditionnel d’une séquence externe avec retour.
Syntaxe
Licence Appliquée en GM, CFM3 10
Production par commande numérique 2
_________________________________________________________________________________
N.. G77 H.. Nm Nn [S]
Numéro du programme contenant la séquence Nombre de fois d’exécution de la séquence
Numéro du dernier bloc de la séquence Numéro du dernier bloc de la séquence
Exemple
%3 %150
N10 …… N10 ……
……… ………
……… ………
N60 G77 H150 N120 N60 (saut au programme %150 et exécution) N60 ……
N70 …… (de la séquence N120 à N60 puis retour) ………
……… (à la ligne N70 du programme %3) ………
……… N120 ……
N250 M2 ………
……..
N190 M2
5. Saut de séquence
Le saut de séquence est soit conditionnel ou inconditionnel et permet de passer à la ligne
appelée qui doit être située dans le même programme.
5.1. Saut inconditionnel de séquence
Syntaxe
N.. G79 Nm Saut à la ligne Nm sans retour. Le programme se poursuit après la ligne appelée.
Exemple
%5
N10 …
…
… Saut à la ligne N120 sans retour, le
N70 G79 N120 programme se poursuit à la ligne N130
…
…
N120 …
N130 …
…
Licence Appliquée en GM, CFM3 11
Production par commande numérique 2
_________________________________________________________________________________
Propriété de la fonction
La fonction G79 est non modale.
5.2 Saut conditionnel de séquence
Syntaxe
N... G79 L... / E... > = < Nombre N...
Numéro du bloc vers lequel
Variable L ou paramètre externe doit être effectué le saut
E testé dans la condition
Symbole de comparaison de la condition
Exemple
%5
L0=… L1=… L2=…
N10 ……
…………
…………
………… L1>=10 Si la variable L1 est inférieure à 10, aller
N60 G79 L1<10 N130 à la ligne N130, sinon poursuivre le
N70 ….. programme à la ligne N70
………..
……….. L1<10
………..
………..
N130 …
………..
………..
N270 M2
6. Création ou suppression d'un programme ou d’un bloc
6.1. Création d’un programme
Syntaxe
N... G76+ H...
Numéro du programme à créer
Propriétés de la fonction
La fonction G76+ est non modale.
Le numéro du programme créé doit être le dernier mot du bloc.
Licence Appliquée en GM, CFM3 12
Production par commande numérique 2
_________________________________________________________________________________
Exemple
Création d'un programme en zone programme en RAM.
ZONE PROGRAMME EN RAM
%50
...
%10 ….
N110
N120 G76+ H120
%25 ….
N130 %45 ….
… %50
%120….
6.2. Suppression d'un programme
Syntaxe
N... G76- H...
Numéro du programme à supprimer
Exemple
Suppression d'un programme en zone programme en RAM.
%50 ZONE PROGRAMME EN RAM
...
N110 %10 ….
N120 G76- H120 %25 ….
N130 %45 ….
...
%50 ….
%120….
6.3. Insertion d'un bloc
La syntaxe ci-après définit l'insertion d'un bloc dans un programme existant.
Syntaxe
N.. G76+ [H...] N... [+nombre] Bloc ISO
Licence Appliquée en GM, CFM3 13
Production par commande numérique 2
_________________________________________________________________________________
H.. Désignation du numéro de programme dans lequel le bloc est à
insérer (facultatif : par défaut de H.., le bloc ISO sera inséré dans
le programme comportant la fonction G76+).
N... +nombre N... Numéro de bloc pointé (obligatoire). Insertion effectuée après ce bloc
sauf si "+nombre" est programmé. +nombre : (facultatif) défini la
position de la ligne (à partir du numéro de bloc pointé) après laquelle
doit être effectuée l'insertion.
Bloc ISO Bloc à insérer constitué de fonctions ISO.
Exemple
Insertion d'un bloc dans un programme %336 situé en zone programme en RAM
%36
N.. ...
N290 ...
N300 G76+ H336 N100 +2 N125 G01 X50 Z20
N310 ...
...
%336
N.. ...
N100 ...
N110 ... (N100+1)
N120 ... (N100+2)
N130 ...
...
7. Application
Soit à usiner la pièce figure suivante sur un tour à commande numérique.
Les opérations à réaliser sont :
1. Usinage du profil extérieur en ébauche en utilisant le cycle G64, puis en finition. Les
conditions de coupe sont :
▪ ébauche : outil T1D1, Vc = 100 m/min, f = 0.1 mm/tr, Pp = 3 mm ;
▪ finition : outil T2D2, Vc = 175 m/min, f =0.05mm/tr, surépaisseur de finition = 0.2
mm.
2. Usinage de filetage M48, pas 2, en utilisant le cycle G 33. Les conditions de coupes
sont : Outil à fileter T7D7, Vc = 80 m/min, nombre de passe= 6, la valeur de la passe de
finition Q = 0.02mm.
3. Usinage de perçage Ø 18 mm :
Licence Appliquée en GM, CFM3 14
Production par commande numérique 2
_________________________________________________________________________________
▪ Réalisation d’un centrage (utilisation du cycle G81) :T5D5,
N = 2000tr/min , f = 0.01mm/tr, longueur de perçage = 10mm.
▪ Réalisation du 1er avant-trou (utilisation du cycle G87), outil forêt
Ø 8 mm, T8D8,N =1800 tr/min, f = 0.05 mm/tr, P=10mm et EF=1s.
▪ réalisation du 2ème avant-trou (utilisation du cycle G87) , outil forêt Ø12 mm, T9D9,
N= 1600 tr/min, f = 0.05 mm/tr, P= 10mm, Q=5 mm et EF= 1s.
▪ achèvement du perçage (utilisation du cycle G87), outil forêt
Ø 18 mm, T11D11, N=1500 tr/min, f = 0.04mm/tr, P= 10 mm , Q=5mm, EF= 1s.
4. Usinage du profil intérieur :
▪ ébauche (utilisation du cycle G64) : outil T6D6,Vc=85 m/min, f= 0.08 mm/tr,
Pp=1mm.
▪ finition : outil T12D12, Vc=90 m/min, f = 0.03 mm/tr, surépaisseur de
finition=0.2mm.
Z
OP
pièce brute
Licence Appliquée en GM, CFM3 15
Production par commande numérique 2
_________________________________________________________________________________
Niveau1 Niveau2
%10 %1001 (profil extérieur)
(programme principal) • usinage en ébauche
appel du sous-programme %1001 • usinage en finition
appel du sous-programme %1002 %1002
réalisation du filetage
appel du sous-programme %1003
%1003
réalisation du perçage
appel du sous-programme %1004
%1004
fin du programme. usinage du profil intérieur
Licence Appliquée en GM, CFM3 16
Vous aimerez peut-être aussi
- Mémoire Maryam Aboudahab (Limpact de LERP Sur Le CG)Document66 pagesMémoire Maryam Aboudahab (Limpact de LERP Sur Le CG)nizar jouani100% (1)
- Comptabilité GénéraleDocument45 pagesComptabilité GénéraleTéo TheveninPas encore d'évaluation
- Devoir de Table - Management Et Com - ESGTDocument3 pagesDevoir de Table - Management Et Com - ESGTASSOGBADJO Septime OlympePas encore d'évaluation
- TD 1 Decisions D Investissement Et de Financement 01022021 EsmDocument7 pagesTD 1 Decisions D Investissement Et de Financement 01022021 EsmAyoub Chaoui100% (1)
- Certificate No 4822Document1 pageCertificate No 4822Abdoul KoumbiaPas encore d'évaluation
- Nadia Djelassi CVDocument4 pagesNadia Djelassi CVdr.haskowskiPas encore d'évaluation
- Gouvernance ProjetDocument1 pageGouvernance ProjetranyarabbehPas encore d'évaluation
- Etude JuridiqueDocument13 pagesEtude JuridiqueOumayma TahiriPas encore d'évaluation
- Fluke-PRUFTECHNIK FR PDFDocument2 pagesFluke-PRUFTECHNIK FR PDFAb Dou BouslamaPas encore d'évaluation
- Atestaçao 1658593729481Document1 pageAtestaçao 1658593729481Yago FrazaoPas encore d'évaluation
- Brochure Système Numérique de Contrôle Commande Deltav FR 57132Document40 pagesBrochure Système Numérique de Contrôle Commande Deltav FR 57132Eric LefrançaisPas encore d'évaluation
- Audit S9 PARTIE 1 2020Document9 pagesAudit S9 PARTIE 1 2020afaf abroqPas encore d'évaluation
- P1 TM2 QualitéDocument1 pageP1 TM2 QualitéIbtii SsamPas encore d'évaluation
- Fisca Chap 1Document18 pagesFisca Chap 1Score dipPas encore d'évaluation
- Itil 1Document29 pagesItil 1HajarPas encore d'évaluation
- EMF Chap 2Document236 pagesEMF Chap 2Ikram ElyakoubiPas encore d'évaluation
- Présentation D'exposé Des ActionsDocument17 pagesPrésentation D'exposé Des ActionsHouda MaafaPas encore d'évaluation
- Devaluation Du Francs CfaDocument11 pagesDevaluation Du Francs Cfa2kalao cyber100% (1)
- Introduction A La Fiscalite Partie 1 Et 2Document68 pagesIntroduction A La Fiscalite Partie 1 Et 2Mr FeeddPas encore d'évaluation
- Rapport Semaine Du 19 Juin Au 23 Juin 2023Document2 pagesRapport Semaine Du 19 Juin Au 23 Juin 2023dip23Pas encore d'évaluation
- Epreuve de MarketingDocument3 pagesEpreuve de MarketingMichel sedonouPas encore d'évaluation
- Financement Des PME Au Maroc PDFDocument89 pagesFinancement Des PME Au Maroc PDFMonsieurProf100% (1)
- Senegal - Projet de Zone de Transformation Agro-Industrielle Du Centre - Rapport Devaluation de ProjetDocument41 pagesSenegal - Projet de Zone de Transformation Agro-Industrielle Du Centre - Rapport Devaluation de ProjetMoundiopPas encore d'évaluation
- Ias 19Document15 pagesIas 19Béchyr BoukhrisPas encore d'évaluation
- Tableau SoulDocument3 pagesTableau SoulCoulibalyPas encore d'évaluation
- Politique FiscaleDocument6 pagesPolitique FiscaleAbraham ClyPas encore d'évaluation
- Les 4 P de Levi'sDocument23 pagesLes 4 P de Levi's'Sohaib Ben AzzouzPas encore d'évaluation
- Technilum ShirazK 2020-04 PDFDocument6 pagesTechnilum ShirazK 2020-04 PDFiran1412690Pas encore d'évaluation
- Chapitre 1 L'entreprise Une Unité de ProductionDocument4 pagesChapitre 1 L'entreprise Une Unité de ProductionSalma HouasliPas encore d'évaluation
- Les Nouvelles Règles Du Marketing FacebookDocument31 pagesLes Nouvelles Règles Du Marketing FacebookOlivier AhuaPas encore d'évaluation