Vous aimerez peut-être aussi
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
- Caracteristiques Appareillage 57Document36 pagesCaracteristiques Appareillage 57Serhane YacinePas encore d'évaluation
- Maille 3 Eme AnnéeDocument6 pagesMaille 3 Eme AnnéeAyoub BentakhietPas encore d'évaluation
- LTM1070-1 Spec MT En-1Document12 pagesLTM1070-1 Spec MT En-1harbh9355Pas encore d'évaluation
- Co 5Document6 pagesCo 5Yazid ZitouniPas encore d'évaluation
- EstadiDocument3 pagesEstadiAdrian Aguilar RojasPas encore d'évaluation
- PressionPVC PDFDocument17 pagesPressionPVC PDFAbdoulnassirou BassongouPas encore d'évaluation
- Calcul - Armatures TS, Balcons, Suspentes, BN, PV, DPDocument15 pagesCalcul - Armatures TS, Balcons, Suspentes, BN, PV, DPNoureddine IZDARHPas encore d'évaluation
- zf18 ScrollDocument1 pagezf18 ScrollIsrael YepezPas encore d'évaluation
- Resumer DIN8074Document11 pagesResumer DIN8074yassinePas encore d'évaluation
- TabeleDocument3 pagesTabeleAndrei - Sorin DumitruPas encore d'évaluation
- 50 Ton-Tabla de CargaDocument6 pages50 Ton-Tabla de CargaRub SalazarPas encore d'évaluation
- Voltage Drop Calculator REV EDocument9 pagesVoltage Drop Calculator REV ENamwan .CPas encore d'évaluation
- Pipe Size CalcDocument7 pagesPipe Size Calcailuan huangPas encore d'évaluation
- Generator Fuel Consumption As Per LoadDocument2 pagesGenerator Fuel Consumption As Per LoadJason SecretPas encore d'évaluation
- PINTURADocument6 pagesPINTURADimon AugustoPas encore d'évaluation
- Valeurs Reg Epai MinitabDocument5 pagesValeurs Reg Epai MinitabSoufian EelPas encore d'évaluation
- ZPT 970 KceDocument1 pageZPT 970 KceRuchiPas encore d'évaluation
- Min Projet Nov 23Document5 pagesMin Projet Nov 23Hama DOUCOUREPas encore d'évaluation
- Didacticiel EpanetDocument21 pagesDidacticiel EpanetKhaledPas encore d'évaluation
- Sumatoria de Espectros Mayen Mayen JacquelineDocument1 pageSumatoria de Espectros Mayen Mayen Jacquelinekralex.ayalajPas encore d'évaluation
- TD 3Document4 pagesTD 3ZandarPas encore d'évaluation
- Janvier Février Mars Avril Mai Juin Juillet Août Septembre Octobre Novembre DécembreDocument1 pageJanvier Février Mars Avril Mai Juin Juillet Août Septembre Octobre Novembre Décembresomaya ehPas encore d'évaluation
- Devoir N 2Document3 pagesDevoir N 2Ben Moustapha DembelePas encore d'évaluation
- IS 4984-2016-Latest (8999) - 8Document1 pageIS 4984-2016-Latest (8999) - 8RAMPas encore d'évaluation
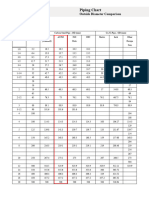
- Piping ChartDocument1 pagePiping ChartTrajko GjorgjievskiPas encore d'évaluation
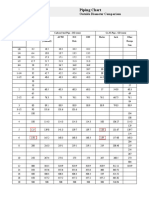
- Piping ChartDocument1 pagePiping ChartTrajko GjorgjievskiPas encore d'évaluation
- Piping ComparisonDocument1 pagePiping ComparisonIBRAHIM GaramanliPas encore d'évaluation
- Product Is 4984 2016Document1 pageProduct Is 4984 2016Upendra shuklaPas encore d'évaluation
- Dint Et Dext PEHDDocument2 pagesDint Et Dext PEHDBilal OumlabatPas encore d'évaluation
- Piping Comparison - PDF - Piping-ComparisonDocument1 pagePiping Comparison - PDF - Piping-ComparisonGabriel DimaPas encore d'évaluation
- 9cneqdb98rukhpbtliebherr LTM 1070-4.1 All Terrain Crane Network PDFDocument16 pages9cneqdb98rukhpbtliebherr LTM 1070-4.1 All Terrain Crane Network PDFBrahim MamourPas encore d'évaluation
- TP 18079Document8 pagesTP 18079Abdelhamid BabahPas encore d'évaluation
- Kipas Close House Pg.4Document3 pagesKipas Close House Pg.4Everly QinaraPas encore d'évaluation
- Exercice 3Document1 pageExercice 3test lili100% (1)
- Correspondance AWGDocument1 pageCorrespondance AWGjarmee100% (1)
- 07 Tabla Grove GMK5150L Rev - 2Document1 page07 Tabla Grove GMK5150L Rev - 2Ricardo Rdjsx KPas encore d'évaluation
- CS20K6Document1 pageCS20K6Israel YepezPas encore d'évaluation
- Qay160 Lifting Capacity TableDocument12 pagesQay160 Lifting Capacity TableLuana SousaPas encore d'évaluation
- Tabla de MotoresDocument7 pagesTabla de MotoresCristina GalmichPas encore d'évaluation
- Trifasico Ke 2 4 y 6 PolosDocument1 pageTrifasico Ke 2 4 y 6 PolosjavierPas encore d'évaluation
- 00 Mcap PlaciDocument5 pages00 Mcap PlaciMihai GheorghiuPas encore d'évaluation
- Tabela 100 RCDocument1 pageTabela 100 RCNermin MPas encore d'évaluation
- Examen2 ADDocument2 pagesExamen2 ADaziz shahinPas encore d'évaluation
- TD DimensionnementDocument10 pagesTD DimensionnementElJaAbdoPas encore d'évaluation
- Clase 04 - 11Document14 pagesClase 04 - 11Brandon AfanadorPas encore d'évaluation
- Dimensionnement ProtectionDocument1 pageDimensionnement ProtectionAhmed LassouedPas encore d'évaluation
- ZF13K4 TFDocument1 pageZF13K4 TFIsrael YepezPas encore d'évaluation
- DatospracticapenduloDocument6 pagesDatospracticapenduloErika Fernanda Burbano LopezPas encore d'évaluation
- Pipesch StandardDocument1 pagePipesch Standardpavan kumarPas encore d'évaluation
- Calcul Ha BalconsDocument5 pagesCalcul Ha BalconsNoureddine IZDARHPas encore d'évaluation
- Ecole Superieure de Science de L'aliment Et Industrie AgroalimentaireDocument4 pagesEcole Superieure de Science de L'aliment Et Industrie AgroalimentaireidealtopservicePas encore d'évaluation
- DATOSDocument25 pagesDATOSEdison CatotaPas encore d'évaluation
- Essais D'un Accumulateur Cadmium-NickelDocument10 pagesEssais D'un Accumulateur Cadmium-NickelPETERIPas encore d'évaluation
- Tp1:Transfert de Chaleur Par Conduction: Exercice A:Conduction en Régime Parmanent A Travers Une Paroi Plane UniformeDocument5 pagesTp1:Transfert de Chaleur Par Conduction: Exercice A:Conduction en Régime Parmanent A Travers Une Paroi Plane UniformenidhalePas encore d'évaluation
- Projet ENRDocument5 pagesProjet ENRTamsir DIOPPas encore d'évaluation
- Tableaux 6.2 Et 6.3Document2 pagesTableaux 6.2 Et 6.3Ghislain Ntatsi PamenPas encore d'évaluation
- Performance - CR24K6 PFV 525Document1 pagePerformance - CR24K6 PFV 525José Gregorio González TorresPas encore d'évaluation
- Tabla AWG A Métrica PDFDocument1 pageTabla AWG A Métrica PDFfcoespinosaPas encore d'évaluation
- SommaireDocument4 pagesSommaireChokri AtefPas encore d'évaluation
- D. TechniqueDocument4 pagesD. TechniqueChokri AtefPas encore d'évaluation
- 06 Chapitre 2Document26 pages06 Chapitre 2Chokri AtefPas encore d'évaluation
- Institut Supérieur Des Etudes Technologique de Nabeul: Construction MécaniqueDocument1 pageInstitut Supérieur Des Etudes Technologique de Nabeul: Construction MécaniqueChokri AtefPas encore d'évaluation
- Bts Bat 2021 E41 Sujet Nvelle CaledonieDocument16 pagesBts Bat 2021 E41 Sujet Nvelle CaledonieChokri AtefPas encore d'évaluation
- Mini Cours4Document59 pagesMini Cours4Chokri AtefPas encore d'évaluation
- 277 TP 3 Choix de Materiaux Pour LaubeDocument11 pages277 TP 3 Choix de Materiaux Pour LaubeChokri AtefPas encore d'évaluation
- Fiche Synthese Designation Des PlaquetteDocument1 pageFiche Synthese Designation Des PlaquetteChokri AtefPas encore d'évaluation
- Acier Inox PDFDocument201 pagesAcier Inox PDFChokri AtefPas encore d'évaluation
- 32 530 322 PDFDocument131 pages32 530 322 PDFChokri AtefPas encore d'évaluation
- 2021 MP ChimieDocument24 pages2021 MP ChimieChokri AtefPas encore d'évaluation
- DC Mei E11 e 2022 CopieDocument13 pagesDC Mei E11 e 2022 CopieChokri AtefPas encore d'évaluation
- 120-Guide Pratique Du Soudeur ARC MMA ESABDocument106 pages120-Guide Pratique Du Soudeur ARC MMA ESABChokri AtefPas encore d'évaluation
- 4 Inox RDocument84 pages4 Inox RChokri AtefPas encore d'évaluation
- 2 Dessin D'ensembleDocument1 page2 Dessin D'ensembleChokri AtefPas encore d'évaluation
- 615-Formation IWT (Part 4c)Document19 pages615-Formation IWT (Part 4c)Chokri AtefPas encore d'évaluation
- 8208 E4 U44 B Bts TM 2013 Partie 1 SujetDocument8 pages8208 E4 U44 B Bts TM 2013 Partie 1 SujetChokri AtefPas encore d'évaluation
- U41 Bts Ebcr 2018Document22 pagesU41 Bts Ebcr 2018Chokri AtefPas encore d'évaluation
- Bac Pro Tmsec Septembre 2022 Epreuve E2 U21 Sujet ReponseDocument11 pagesBac Pro Tmsec Septembre 2022 Epreuve E2 U21 Sujet ReponseChokri AtefPas encore d'évaluation
- TP 3 LicenceDocument3 pagesTP 3 LicenceChokri AtefPas encore d'évaluation
- 8199 E4 U41 Ab Bts TM 2013 Partie 1 SujetDocument6 pages8199 E4 U41 Ab Bts TM 2013 Partie 1 SujetChokri AtefPas encore d'évaluation
- Caplp Ext 2021 Gi Opt SM Epreuve 2Document34 pagesCaplp Ext 2021 Gi Opt SM Epreuve 2Chokri AtefPas encore d'évaluation
- 1 Dossier TechniqueDocument6 pages1 Dossier TechniqueChokri AtefPas encore d'évaluation
- Page de Garde de L'examenDocument1 pagePage de Garde de L'examenChokri AtefPas encore d'évaluation
- Solution de L'Examen DE Cristallographie SMC - S5: Abderrafî BRITELDocument7 pagesSolution de L'Examen DE Cristallographie SMC - S5: Abderrafî BRITELChokri AtefPas encore d'évaluation
- Chap-3 Transmission de Puissance Par EngrenagesDocument14 pagesChap-3 Transmission de Puissance Par EngrenagesChokri AtefPas encore d'évaluation
- 4 Dossier Réponse 0Document6 pages4 Dossier Réponse 0Chokri AtefPas encore d'évaluation
- DC Tech de Const 2 2018Document5 pagesDC Tech de Const 2 2018Chokri AtefPas encore d'évaluation
- 4-Les FreinsDocument13 pages4-Les FreinsChokri AtefPas encore d'évaluation
- 3 NomenclatureDocument1 page3 NomenclatureChokri AtefPas encore d'évaluation
- Pedagogie 1Document6 pagesPedagogie 1gerard1993Pas encore d'évaluation
- 14 Principes de GestionDocument4 pages14 Principes de Gestionayman akroPas encore d'évaluation
- Bouallouche Ala EddineDocument64 pagesBouallouche Ala EddineAmeur Bouhadja67% (3)
- MonEtiquetteRetour NA2305191713144 2Document2 pagesMonEtiquetteRetour NA2305191713144 2HADANGUE ChristopherPas encore d'évaluation
- EBOOK Melanie Milburne - Le Souffle de La Passion PDFDocument84 pagesEBOOK Melanie Milburne - Le Souffle de La Passion PDFLaali Christy67% (3)
- Les Question QCM Management Strategique P. JaouhariDocument7 pagesLes Question QCM Management Strategique P. JaouhariSiham AkachoudPas encore d'évaluation
- Identification Et Mise en Évidence Des Formations Hydrogéologiques de La Wilaya de KhenchelaDocument133 pagesIdentification Et Mise en Évidence Des Formations Hydrogéologiques de La Wilaya de KhenchelaKHELIFA100% (3)
- EXERCICEDocument5 pagesEXERCICEMarius DimaPas encore d'évaluation
- 3 - Demarche InvestigationDocument12 pages3 - Demarche InvestigationMataraPas encore d'évaluation
- Community Manager Mademoiselle DigitalDocument49 pagesCommunity Manager Mademoiselle DigitalTuSaisQui Officiel 226Pas encore d'évaluation
- Les Génies de La Science (Vol1) - DarwinDocument98 pagesLes Génies de La Science (Vol1) - Darwinuser scribdPas encore d'évaluation
- 3131h19 Resume Chaps1 4Document8 pages3131h19 Resume Chaps1 4Khalifa-Assil BaouchePas encore d'évaluation
- Approches Theoriques en Analyse de Polit PDFDocument34 pagesApproches Theoriques en Analyse de Polit PDFJean KoffiPas encore d'évaluation
- Bulletin Kine N°25Document32 pagesBulletin Kine N°25Arzhel MideletPas encore d'évaluation
- Voigtlander Vito B-FrenchDocument33 pagesVoigtlander Vito B-FrenchCristina LonardoniPas encore d'évaluation
- Equivalent Pier Theory For Piled Raft DesignDocument4 pagesEquivalent Pier Theory For Piled Raft DesignjpsorcererPas encore d'évaluation
- Book PBCF FR WebDocument70 pagesBook PBCF FR WebMorgane patrick EffoutamePas encore d'évaluation
- Cours 2Document25 pagesCours 2jpPas encore d'évaluation
- Métier de FormationDocument2 pagesMétier de FormationRanto Andriampenitra RasoamanambolaPas encore d'évaluation
- Activites Du CommissionnaireDocument67 pagesActivites Du CommissionnaireRIHANI MohamedPas encore d'évaluation
- Asturias Leyenda AlbenizDocument7 pagesAsturias Leyenda AlbenizRavodPas encore d'évaluation
- Cartes Bruit Grenoble PDFDocument12 pagesCartes Bruit Grenoble PDFdssd433Pas encore d'évaluation
- ES Antragsformular FRDocument2 pagesES Antragsformular FRVincent KirchhofPas encore d'évaluation
- Limites Et Continuite Exercices Non Corriges 1 5Document2 pagesLimites Et Continuite Exercices Non Corriges 1 5Ali KhatibmknsPas encore d'évaluation
- Paul Ballanfat - Ivresse de La Mort Dans Le Discours Mystique Et Fondements Du ParadoxeDocument32 pagesPaul Ballanfat - Ivresse de La Mort Dans Le Discours Mystique Et Fondements Du ParadoxeNikola PantićPas encore d'évaluation
- Undp CMR Canevas Projet GEF SGP FrançaisDocument13 pagesUndp CMR Canevas Projet GEF SGP Françaisking azPas encore d'évaluation
- Olimpiada Franceza Model SubiectDocument17 pagesOlimpiada Franceza Model SubiectD.IPas encore d'évaluation
- (PFS) (TD) PalanDocument2 pages(PFS) (TD) PalanHachmiPas encore d'évaluation
- Guide en 4 Étapes Pour Rejoindre DIGICALL PARTNERDocument1 pageGuide en 4 Étapes Pour Rejoindre DIGICALL PARTNERalaesahbouPas encore d'évaluation
- Procedures D'executionDocument30 pagesProcedures D'executionVirane DantonPas encore d'évaluation