Vous aimerez peut-être aussi
- Fiche de Test RavouxDocument2 pagesFiche de Test Ravouxyouri59490Pas encore d'évaluation
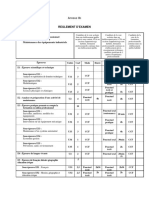
- Épreuve E33 CorrectiveDocument15 pagesÉpreuve E33 Correctiveyouri59490Pas encore d'évaluation
- Présentation DistributeursDocument24 pagesPrésentation Distributeursyouri59490Pas encore d'évaluation
- CCF E32 MécaniqueDocument7 pagesCCF E32 Mécaniqueyouri59490Pas encore d'évaluation
- Étoile - TriangleDocument38 pagesÉtoile - Triangleyouri59490Pas encore d'évaluation
- Consignation ÉlectriqueDocument1 pageConsignation Électriqueyouri59490Pas encore d'évaluation
- E32 Mécanique. Document ÉlèveDocument7 pagesE32 Mécanique. Document Élèveyouri59490Pas encore d'évaluation
- E31-U31 Surveiller, Améliorer, Modifier Les Équipements.Document4 pagesE31-U31 Surveiller, Améliorer, Modifier Les Équipements.youri59490Pas encore d'évaluation
- E33-U33 Maintenance D'un Système AutomatiséDocument3 pagesE33-U33 Maintenance D'un Système Automatiséyouri59490Pas encore d'évaluation
- Procédure de ConsignationDocument1 pageProcédure de Consignationyouri59490Pas encore d'évaluation
- Manuel Entretien Perkins 4108Document49 pagesManuel Entretien Perkins 4108youri59490Pas encore d'évaluation
- Symbole Demarrage DirectDocument6 pagesSymbole Demarrage Directyouri59490Pas encore d'évaluation
- TSX 37Document8 pagesTSX 37youri59490Pas encore d'évaluation
- Transformateur LegrandDocument10 pagesTransformateur Legrandyouri59490Pas encore d'évaluation
- Reglement Examen MEIDocument2 pagesReglement Examen MEIyouri59490Pas encore d'évaluation
- BB2010-Dossier Technique PDFDocument9 pagesBB2010-Dossier Technique PDFspectrum66100% (1)
- BB2010-Dossier Technique PDFDocument9 pagesBB2010-Dossier Technique PDFspectrum66100% (1)
- Pas Rotation Sole RavouxDocument2 pagesPas Rotation Sole Ravouxyouri59490Pas encore d'évaluation
- Pas de Mise Service EcolpapDocument7 pagesPas de Mise Service Ecolpapyouri59490Pas encore d'évaluation
- Schema Electrique MainelecDocument15 pagesSchema Electrique Mainelecyouri59490Pas encore d'évaluation
- Groupe Hydraulique ECOLPAPDocument2 pagesGroupe Hydraulique ECOLPAPyouri59490Pas encore d'évaluation
- Série Execice 1 SchémaplicDocument12 pagesSérie Execice 1 Schémaplicyouri59490Pas encore d'évaluation
- Typ10 FRDocument83 pagesTyp10 FRyouri59490Pas encore d'évaluation
- Extrudicc ElectriqueDocument8 pagesExtrudicc Electriqueyouri59490Pas encore d'évaluation
- Grafcets Module 1Document14 pagesGrafcets Module 1youri59490Pas encore d'évaluation
- Liste Entreprises 01 09 2017Document54 pagesListe Entreprises 01 09 2017youri59490Pas encore d'évaluation
- EXTRUDEUSE SAMOFLEX - Pas de Rotation VisDocument19 pagesEXTRUDEUSE SAMOFLEX - Pas de Rotation Visyouri59490Pas encore d'évaluation
- Grafcet de Sécurité RavouxDocument1 pageGrafcet de Sécurité Ravouxyouri59490Pas encore d'évaluation
- PALETTICCDocument10 pagesPALETTICCyouri59490Pas encore d'évaluation
- Grafcets Ravoux Module 2Document12 pagesGrafcets Ravoux Module 2youri59490Pas encore d'évaluation
- Phy 4 ASDocument84 pagesPhy 4 ASYoutube WorldPas encore d'évaluation
- 2 Manuscrit MV PDFDocument274 pages2 Manuscrit MV PDFmedaminePas encore d'évaluation
- Turbine À GazDocument21 pagesTurbine À GazGHEDHAB100% (3)
- TD 4,5 Et 6 PDFDocument5 pagesTD 4,5 Et 6 PDFessadikine anassPas encore d'évaluation
- Le Cuivre Et Ses AlliagesDocument6 pagesLe Cuivre Et Ses AlliagesElfadil ElharrakPas encore d'évaluation
- ChapitreIII-Extraction 080557Document11 pagesChapitreIII-Extraction 080557Marwa HociniPas encore d'évaluation
- Memoir D'emballageDocument42 pagesMemoir D'emballageSonny Reglisse67% (3)
- Aqualine Evo Impress (479) FTDocument2 pagesAqualine Evo Impress (479) FTluc stauderPas encore d'évaluation
- Reductor Pujol Catálogo Serie LX L PDFDocument213 pagesReductor Pujol Catálogo Serie LX L PDFAlberto FerradásPas encore d'évaluation
- Methodes de Mesure Et D Analyse1Document4 pagesMethodes de Mesure Et D Analyse1meriem ouaPas encore d'évaluation
- Renseigner Le Compte-Rendu de Maniere FiableDocument13 pagesRenseigner Le Compte-Rendu de Maniere Fiableyouri59490Pas encore d'évaluation
- Mémo SoudageDocument10 pagesMémo SoudageJonathan KacouPas encore d'évaluation
- Joints de Dilatation Dans Les Structures en AcierDocument11 pagesJoints de Dilatation Dans Les Structures en AcierPeterson Magro100% (1)
- Determination de La Teneur en Proteines Brutes 31f4ffDocument8 pagesDetermination de La Teneur en Proteines Brutes 31f4ffDINA MPOUPE GuillaumePas encore d'évaluation
- AllibertsDocument64 pagesAllibertsCamille AquilonPas encore d'évaluation
- Cours Théorique Accidents Thermiques N°2Document106 pagesCours Théorique Accidents Thermiques N°2Loic FerlandaPas encore d'évaluation
- DENIOS Catalogue 2020Document844 pagesDENIOS Catalogue 2020msarouPas encore d'évaluation
- A3520 PDFDocument35 pagesA3520 PDFAnis SouissiPas encore d'évaluation
- L'Outillage de Decoupage-CambrageDocument9 pagesL'Outillage de Decoupage-CambragemainoPas encore d'évaluation
- Van Hool T915 AlicronDocument3 pagesVan Hool T915 AlicronIsmahan Ochi Noro100% (1)
- Rapport de Thése Final PDFDocument125 pagesRapport de Thése Final PDFHoussam OurchidPas encore d'évaluation
- Q 08 Maitrise Des Techniques de Repassage Et de ConditionnementDocument51 pagesQ 08 Maitrise Des Techniques de Repassage Et de ConditionnementDebbabi Ameni100% (1)
- Conception Des Systèmes MécaniquesDocument4 pagesConception Des Systèmes Mécaniquesnafaa_ali1375100% (1)
- FraisageDocument34 pagesFraisagetechno musicPas encore d'évaluation
- Atlas Du Plastique MR-BDDocument31 pagesAtlas Du Plastique MR-BDZaid Thami AlamiPas encore d'évaluation
- 1-Liaisons en Parallèles: X Z Z XDocument12 pages1-Liaisons en Parallèles: X Z Z XLarbi Elbakkali100% (1)
- Atex 2Document32 pagesAtex 2FANEP100% (1)