Vous aimerez peut-être aussi
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- 6 GemmaDocument5 pages6 GemmaSerge RINAUDOPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- M24 - Utilisation de L'automate Programmable GE-ESA PDFDocument75 pagesM24 - Utilisation de L'automate Programmable GE-ESA PDFRedouane Amiri100% (1)
- AutomatiqueDocument14 pagesAutomatiqueyasine100% (1)
- L'Électricité - Découvreurs et Inventeurs: Tome IVD'EverandL'Électricité - Découvreurs et Inventeurs: Tome IVÉvaluation : 3 sur 5 étoiles3/5 (2)
- 01 Grafcet Generalites ProfDocument3 pages01 Grafcet Generalites ProfOmmi SisiPas encore d'évaluation
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounD'EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounPas encore d'évaluation
- Analyse Et Solution D''automatisation Pour Les Emballages Carton de La Margarine 1,8 KG Au Niveau de CO - GBDocument131 pagesAnalyse Et Solution D''automatisation Pour Les Emballages Carton de La Margarine 1,8 KG Au Niveau de CO - GBNils BickelPas encore d'évaluation
- AF Machine À LaverDocument4 pagesAF Machine À LaverÁmine B'DadouPas encore d'évaluation
- Exercice GRAFCET DUT 2019 Serie 1 PDFDocument4 pagesExercice GRAFCET DUT 2019 Serie 1 PDFAstou FallPas encore d'évaluation
- 2systeme EncaissageDocument39 pages2systeme Encaissageダークライオン ダークライオンPas encore d'évaluation
- Les Elements Du Grafcet Vide PDFDocument22 pagesLes Elements Du Grafcet Vide PDFkhocinePas encore d'évaluation
- DemandeDocument1 pageDemandeoussama100% (1)
- Grafcet APIDocument83 pagesGrafcet APIrabha ou benaceurPas encore d'évaluation
- TP5-1 FeuxDocument6 pagesTP5-1 FeuxsakiinaPas encore d'évaluation
- Corrigé Synthése ESA 2022 (TEST3)Document10 pagesCorrigé Synthése ESA 2022 (TEST3)otmane touilPas encore d'évaluation
- DistributeursDocument7 pagesDistributeursdayangPas encore d'évaluation
- SLC500 User ManuelDocument712 pagesSLC500 User ManuelFitas Mounir100% (2)
- Dissier TechniqueDocument5 pagesDissier Techniquentab50% (2)
- Banc D'essai API PDFDocument69 pagesBanc D'essai API PDFMed ChetPas encore d'évaluation
- 01 - Séminaire API TELEMECANIQUE - GE-FF-S01Document111 pages01 - Séminaire API TELEMECANIQUE - GE-FF-S01BOURASSPas encore d'évaluation
- TP Automatique Seq PDFDocument11 pagesTP Automatique Seq PDFKoúp CobainPas encore d'évaluation
- TD2 SysTriEqui PDFDocument2 pagesTD2 SysTriEqui PDFYASSINE ICHAMRAN100% (1)
- SADT Cours Etude Des Systemes 062016Document17 pagesSADT Cours Etude Des Systemes 062016Ben FahPas encore d'évaluation
- Grafcet: Animation de Grafcets Avec Séquences Et Alternées Et SimultanéesDocument8 pagesGrafcet: Animation de Grafcets Avec Séquences Et Alternées Et SimultanéesAFADPas encore d'évaluation
- Amélioration de La Fiabilité D'un Système Électromécanique Par L'utilisation Des Opérations de La Maintenance PréventiveDocument72 pagesAmélioration de La Fiabilité D'un Système Électromécanique Par L'utilisation Des Opérations de La Maintenance PréventiveÃbđ ŜąmēďPas encore d'évaluation
- Stage D'initiationDocument19 pagesStage D'initiationAfifa JridiPas encore d'évaluation
- Formation Sur PRP 2017Document37 pagesFormation Sur PRP 2017Mohamed ZaaratPas encore d'évaluation
- Cours GRAFCETDocument22 pagesCours GRAFCETTomas Sanchez TronoPas encore d'évaluation
- Exercices Chapitre-1Document3 pagesExercices Chapitre-1Moh SrmPas encore d'évaluation
- Ascenseur GrafcetDocument3 pagesAscenseur GrafcetAbdellatif AlhPas encore d'évaluation
- Examens Nationaux Bacpro Maintenance Industrielle Mawad2 2018 NDocument18 pagesExamens Nationaux Bacpro Maintenance Industrielle Mawad2 2018 NFatiha JlilPas encore d'évaluation
- 10-TP SW (Assemblage Convoyeur)Document30 pages10-TP SW (Assemblage Convoyeur)Mohammed Hanoune Kandri RodyPas encore d'évaluation
- Couverture Rapport StageDocument1 pageCouverture Rapport StageWalidBenHamidouchePas encore d'évaluation
- TP 6 FluidsimDocument8 pagesTP 6 FluidsimMohamedBejjaPas encore d'évaluation
- Fiabilité Des Systèmes Non RéparablesDocument8 pagesFiabilité Des Systèmes Non RéparablesHi Quel Bou Aziz100% (1)
- Catia v5 r19 x64 Avec Sp2Document13 pagesCatia v5 r19 x64 Avec Sp2Fernando CostPas encore d'évaluation
- 2FI 16-17 ExamenDocument4 pages2FI 16-17 ExamenEl GhafraouiPas encore d'évaluation
- LE GRAFCET 2014 TrouDocument12 pagesLE GRAFCET 2014 Troukadri aliPas encore d'évaluation
- CoursIndEtite1 DP - Demarreur Progressif PDFDocument6 pagesCoursIndEtite1 DP - Demarreur Progressif PDFAnas MalikiPas encore d'évaluation
- Technologie - Les Composants Pneumatiques (1 Ère Partie)Document31 pagesTechnologie - Les Composants Pneumatiques (1 Ère Partie)Nicola VitulliPas encore d'évaluation
- Les SAPDocument45 pagesLes SAPOthman NchifaPas encore d'évaluation
- TD - Localisation Des DéfaillancesDocument16 pagesTD - Localisation Des Défaillanceskhaled souli100% (1)
- Cours Maintenance Industrielle Partie 1Document23 pagesCours Maintenance Industrielle Partie 1Yessine OmranePas encore d'évaluation
- L'automate s7 400Document3 pagesL'automate s7 400fethiya0% (1)
- TP RobotiqueDocument7 pagesTP RobotiqueSalma El BouzidiPas encore d'évaluation
- Cours Gratuit - Com Id 11181 1Document3 pagesCours Gratuit - Com Id 11181 1Merveille DaniellaPas encore d'évaluation
- Cours Production Chap 3 Programmation 2020Document20 pagesCours Production Chap 3 Programmation 2020hamza fargaliPas encore d'évaluation
- Redaction de PFEDocument56 pagesRedaction de PFEIchrak madromiPas encore d'évaluation
- 02 Premier Schema Uc Msp430g2553Document2 pages02 Premier Schema Uc Msp430g2553Denis OLIVE100% (1)
- Dimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)Document10 pagesDimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)lynda jerbiaPas encore d'évaluation
- 31 Grafcet PDFDocument15 pages31 Grafcet PDFBrahim MohamedPas encore d'évaluation
- Cours Capt Physiques - ConvPart PDFDocument46 pagesCours Capt Physiques - ConvPart PDFkhayel chaabeny0% (1)
- Chapitre3 Robotique 2017Document45 pagesChapitre3 Robotique 2017imene titaPas encore d'évaluation
- Grafcets Module 1Document14 pagesGrafcets Module 1stef zziPas encore d'évaluation
- Grafcets Module 1Document14 pagesGrafcets Module 1youri59490Pas encore d'évaluation
- Aii3-Api-Dm-02 2020Document3 pagesAii3-Api-Dm-02 2020Ossama AmmariPas encore d'évaluation
- InfoIndus Ch5 GEMMA 151121Document28 pagesInfoIndus Ch5 GEMMA 151121Šīmő MøhămĕđPas encore d'évaluation
- Calendrier Des Stages 2019-2020Document1 pageCalendrier Des Stages 2019-2020youri59490Pas encore d'évaluation
- Étoile - TriangleDocument38 pagesÉtoile - Triangleyouri59490Pas encore d'évaluation
- Fiche de Test RavouxDocument2 pagesFiche de Test Ravouxyouri59490Pas encore d'évaluation
- Présentation DistributeursDocument24 pagesPrésentation Distributeursyouri59490Pas encore d'évaluation
- Consignation ÉlectriqueDocument1 pageConsignation Électriqueyouri59490Pas encore d'évaluation
- CCF E32 MécaniqueDocument7 pagesCCF E32 Mécaniqueyouri59490Pas encore d'évaluation
- Manual Electrician Finder Scheme ElectriceDocument36 pagesManual Electrician Finder Scheme ElectriceCristi CristianPas encore d'évaluation
- Procédure de ConsignationDocument1 pageProcédure de Consignationyouri59490Pas encore d'évaluation
- Épreuve E33 CorrectiveDocument15 pagesÉpreuve E33 Correctiveyouri59490Pas encore d'évaluation
- E33-U33 Maintenance D'un Système AutomatiséDocument3 pagesE33-U33 Maintenance D'un Système Automatiséyouri59490Pas encore d'évaluation
- Hebdosup 11Document4 pagesHebdosup 11youri59490Pas encore d'évaluation
- E31-U31 Surveiller, Améliorer, Modifier Les Équipements.Document4 pagesE31-U31 Surveiller, Améliorer, Modifier Les Équipements.youri59490Pas encore d'évaluation
- E32 Mécanique. Document ÉlèveDocument7 pagesE32 Mécanique. Document Élèveyouri59490Pas encore d'évaluation
- Ressources DidapageDocument1 pageRessources Didapageyouri59490Pas encore d'évaluation
- Transformateur LegrandDocument10 pagesTransformateur Legrandyouri59490Pas encore d'évaluation
- E32-U32 Intervention Dur Un Équipement MecaniqueDocument2 pagesE32-U32 Intervention Dur Un Équipement Mecaniqueyouri59490Pas encore d'évaluation
- BB2010-Dossier Technique PDFDocument9 pagesBB2010-Dossier Technique PDFspectrum66100% (1)
- BB2010-Dossier Technique PDFDocument9 pagesBB2010-Dossier Technique PDFspectrum66100% (1)
- Reglement Examen MEIDocument2 pagesReglement Examen MEIyouri59490Pas encore d'évaluation
- Hebdosup 2 Semaine 47 Novembre 2018Document2 pagesHebdosup 2 Semaine 47 Novembre 2018youri59490Pas encore d'évaluation
- Manuel Entretien Perkins 4108Document49 pagesManuel Entretien Perkins 4108youri59490Pas encore d'évaluation
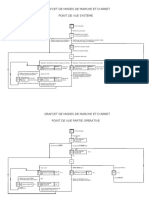
- Pas de Mise Service EcolpapDocument7 pagesPas de Mise Service Ecolpapyouri59490Pas encore d'évaluation
- TSX 37Document8 pagesTSX 37youri59490Pas encore d'évaluation
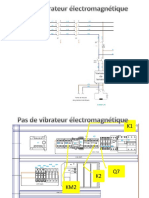
- Pas Vibreur ElectromagnetiqueDocument3 pagesPas Vibreur Electromagnetiqueyouri59490Pas encore d'évaluation
- Série Execice 1 SchémaplicDocument12 pagesSérie Execice 1 Schémaplicyouri59490Pas encore d'évaluation
- Groupe Hydraulique ECOLPAPDocument2 pagesGroupe Hydraulique ECOLPAPyouri59490Pas encore d'évaluation
- Pas Rotation Sole RavouxDocument2 pagesPas Rotation Sole Ravouxyouri59490Pas encore d'évaluation
- Pas Rotation ConvoyeurDocument2 pagesPas Rotation Convoyeuryouri59490Pas encore d'évaluation
- Symbole Demarrage DirectDocument6 pagesSymbole Demarrage Directyouri59490Pas encore d'évaluation
- Adresse Ecolpap RenoveDocument7 pagesAdresse Ecolpap Renoveyouri59490Pas encore d'évaluation
- SIM (CARTOLA) 7 Cordas DinoDocument3 pagesSIM (CARTOLA) 7 Cordas Dinomauro marquesPas encore d'évaluation
- Ex Sur Les Pronoms RelatifsDocument2 pagesEx Sur Les Pronoms Relatifsbu ff wi100% (1)
- PIRATES SIB 7 - Partitura y PartesDocument13 pagesPIRATES SIB 7 - Partitura y PartesKelvin Batman nepe grandePas encore d'évaluation
- LaayouneDocument2 pagesLaayouneAbdelah El ArabiPas encore d'évaluation
- Trombone F - Final CountdownDocument2 pagesTrombone F - Final CountdownLokodi AndrasPas encore d'évaluation
- Amores de Estudante - Partitura CompletaDocument12 pagesAmores de Estudante - Partitura CompletacatarinaPas encore d'évaluation
- Exemple de Fiche de Rapport de Stage-1Document6 pagesExemple de Fiche de Rapport de Stage-1hassanemina50Pas encore d'évaluation
- EL HOMBRE DIVERTIDO - Tenor Sax PDFDocument3 pagesEL HOMBRE DIVERTIDO - Tenor Sax PDFJacob Cabrera Garzon100% (1)
- Co-Delf B1Document2 pagesCo-Delf B1giahanhb109Pas encore d'évaluation
- Cahier de Charge Installation Systeme de Securite Baobab Aout 2019 BVDocument6 pagesCahier de Charge Installation Systeme de Securite Baobab Aout 2019 BVamadouPas encore d'évaluation
- Grammaier Et Exercices Faire Du de La AimerDocument4 pagesGrammaier Et Exercices Faire Du de La AimerMadalina Baciu100% (1)
- Sta Gra BrasdelevierDocument2 pagesSta Gra BrasdelevierIFvision FmPas encore d'évaluation
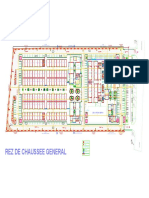
- Rez de Chaussee General: Vaepc Vaepc VaepcDocument1 pageRez de Chaussee General: Vaepc Vaepc VaepcRulexx SudPas encore d'évaluation
- La Cucaracha Bartolini Percussioni EnsembleDocument9 pagesLa Cucaracha Bartolini Percussioni EnsembleAndrea FinettoPas encore d'évaluation
- Série4 PDFDocument2 pagesSérie4 PDFismael qarcPas encore d'évaluation
- Self Report Psychopathy Scale III-R-12Document4 pagesSelf Report Psychopathy Scale III-R-12Dany BarrettePas encore d'évaluation
- Cotation fonctionnelle-TD1Document5 pagesCotation fonctionnelle-TD1ThibaultlbdPas encore d'évaluation
- Edelma Pasillo (Guitar)Document2 pagesEdelma Pasillo (Guitar)CarlosCardenasPas encore d'évaluation
- Nivea Soares Teu Amor Nao Falha GFDocument2 pagesNivea Soares Teu Amor Nao Falha GFNey ArtPas encore d'évaluation
- Aide Jeu-GloryDocument5 pagesAide Jeu-GloryGerwaldanPas encore d'évaluation
- Tabla 3 - Distribución Chi-CuadradaDocument1 pageTabla 3 - Distribución Chi-CuadradaJonathan Jesus Jacinto BadilloPas encore d'évaluation
- Desencuentro PianoDocument2 pagesDesencuentro PianoAmalia EscobarPas encore d'évaluation
- Coroai o Rei Dos Reis - Clarineta - CL - PESDocument1 pageCoroai o Rei Dos Reis - Clarineta - CL - PESdanischwPas encore d'évaluation
- Chaska Nawi ViolínDocument1 pageChaska Nawi ViolínCristhian MedinaPas encore d'évaluation
- Undertale - Spider Dance - Full ScoreDocument8 pagesUndertale - Spider Dance - Full ScoreNikita RozumenkoPas encore d'évaluation
- Iwari - DeluxeDocument12 pagesIwari - DeluxeElias GreemPas encore d'évaluation
- Document de RévisionDocument91 pagesDocument de Révisionrubenbarth111Pas encore d'évaluation
- Ballade À La FrançaiseDocument3 pagesBallade À La FrançaiseSvenPas encore d'évaluation
- Score Sheet WoodballDocument1 pageScore Sheet WoodballNasrulloh Zaenul MustaqimPas encore d'évaluation
- 12 8 À Deux - Partition ComplèteDocument1 page12 8 À Deux - Partition ComplètepeterPas encore d'évaluation