Académique Documents
Professionnel Documents
Culture Documents
Introduction À Featurecam PDF
Transféré par
Omar DaaliTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Introduction À Featurecam PDF
Transféré par
Omar DaaliDroits d'auteur :
Formats disponibles
CFAO
Science et Technologie Mcaniques STM
Lyce qualifiant
Youssef ben
tachfine Agadir
Conception et Fabrication Assistes par Ordinateur
La CFAO ou Conception et Fabrication Assistes par Ordinateur est la synthse de la CAO et de la FAO
apparue dans les annes 1970 avec l'introduction des machines-outils commande numrique
Les solutions de CFAO permettent de grer l'ensemble de la chane de production, des maquettes aux
grandes sries. La mise en oeuvre de la CFAO correspond une recherche de productivit.
Le but de la fabrication assiste par ordinateur ou FAO est d'crire le fichier texte contenant un programme
de pilotage d'une machine-outil commande numrique. Ce fichier va dcrire prcisment les mouvements
que doit excuter la machine-outil pour raliser la pice demande. On appelle galement ce type de
fichiers : blocs ISO.
La conception de la pice fabriquer est ralise l'aide d'un progiciel de Conception assiste par
ordinateur (CAO) : on nomme le fichier ainsi obtenu "modlisation 3D" ou encore "DFN" pour Dfinition de
Formes Numrise. Cette modlisation en trois dimensions de la pice raliser est ensuite exporte ,
c'est--dire sauve depuis la CAO dans un fichier intermdiaire en utilisant un standard d'change comme
IGES, STEP, VDA, DXF ou autre. Certains outils de FAO sont capables de relire directement les fichiers
des grands fournisseurs de CAO. Dans d'autres cas, la CAO et la FAO sont compltement intgres et ne
ncessitent pas de transfert. Pour ces progiciels, on parle de CFAO.
La modlisation 3D tant importe sur le progiciel de FAO puis relue par celui-ci, il est possible de passer
la programmation des parcours outils, le cur de l'activit de la FAO. Le programmeur cre les parcours en
respectant les choix d'outil, les vitesses de coupe et d'avance, et les stratgies d'usinage mettre en uvre.
Le progiciel de FAO "plaque" les trajectoires des outils choisis sur la modlisation 3D et enregistre celles-ci
sous forme d'quations. Les logiciels les plus volus sont ensuite capables de reproduire graphiquement
(visualisation volumique) l'action des outils dans la matire, permettant ainsi au programmeur de vrifier ses
mthodes d'usinage et viter a priori les collisions sur les machines-outils
La dernire tape consiste, depuis le programme de FAO ainsi labor et vrifi, gnrer les blocs ISO
pour la machine outil. Ce programme est appel un Post-Processeur. Il existe galement des programmes
indpendants pour effectuer la vrification directement partir des blocs gnrs par le Post-Processeur. Le
fichier ISO obtenu est transmis et excut par la MOCN (Machine Outil Commande Numrique).
International Graphics Exchange Standard (IGES) est un format d'export; IGES est directement importable dans les
logiciels de CAO
Le standard pour l'change de donnes de produit, STEP (STandard for the Exchange of Product model data en
anglais) ou ISO 10303
Verband der Automobilindustrie (littralement l'Union de l'industrie automobile) est un organisme charg de dfinir
les standards utiliss dans l'industrie automobile dans la zone d'influence allemande. VDA
DXF, sigle de Drawing eXchange Format, est un format cr par la socit Autodesk servant changer des fichiers
DAO ou CAO entre systmes CAO n'utilisant pas le mme format de fichier natif. Il a t conu lorigine pour
reprsenter les modles 3D crs avec AutoCAD
Un post-processeur permet de traduire le langage d'une FAO (programme, logiciel de fabrication assiste par
ordinateur), le processeur, vers une MOCN (machine-outil commande numrique). En effet, une FAO cre un fichier
qui n'est pas directement assimilable par la MOCN. Il est essentiel de traduire ce fichier pour crer un nouveau fichier
exploitable pour la MOCN. Ce fichier est au format [ISO], dit aussi G-code, qui est support par la plupart des
machines. Chaque constructeur de MOCN a ses spcificits qui ncessitent des adaptations de post-processeurs.
Chaque logiciel de FAO a lui aussi ses proprits qui font que le post-processeur d'un logiciel A ne sera pas le mme
qu'un post-processeur d'un logiciel B pour la mme machine outil
CFAO
Science et Technologie Mcaniques STM
Lyce qualifiant
Youssef ben
tachfine Agadir
Conception et Fabrication Assistes par Ordinateur
Le traitement continu de l'information
A partir de l'ide d'un objet technique, on ralise un dessin l'aide d'un logiciel de conception (CAO).
La forme usiner est slectionne partir de ce dessin puis on dfinit l'usinage : l'outil, la profondeur de
passe, les vitesses... Au final le logiciel de FAO convertit le dessin en fichier d'usinage
Comprhensible par le logiciel (pilotant la MOCN Gpilote) par exemple
La machine outil commande numrique est un systme automatis compos d'un ordinateur reli une
machine outil. L'ordinateur est capable de traiter les donnes et de les stocker en vue de piloter la machineoutil qui usine les pices.
Le fraisage est une opration d'usinage. Au cours du fraisage, l'outil, appel fraise est anim d'un
mouvement de rotation (Vc : vitesse de coupe), la pice est anime d'un mouvement d'avance
(Mf). Les diffrentes vitesses
(coupe en t/mn et avance en m/mn) dpendent du matriau usin et de l'outil.
Usinages possibles avec une fraiseuse commande numrique
Perage d'un trou au diamtre du foret.
Gravure : permet d'enlever une fine coudcehm
e atire l'aide d'une pointe graver.
Fraisage : contournage intrieur ou extrieur, usinages de volumes en creux (une poche) ou en relief.
CFAO
Science et Technologie Mcanique STM
Initiation
FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
CFAO
Science et Technologie Mcanique STM
Initiation
FeatureCam
RESUME DES OPERATIONS D'USINAGE
Pice:
mtrc_gsg
Configuration:
Setup1 (1 sur 1)
Date:
Monday, October 01, 2007 23:57:28
Brut:
L 120.000 mm x l 100.000 mm x T 25.000 mm
Mat:
ALUMINUM, 111.00 Brinell,0.82 kN/mm^2
Op: 1
F/S:
Outil:
Centre:
Profondeur:
hl1 (spotdrill)
1800 RPM, 0.167 MMPR
#1 (centre_M1600-0630, 12.254 mm)
25.000 mm 25.000 mm 0.000 mm
11.456 mm
Op: 2
F/S:
Outil:
Centre:
Profondeur:
hl2 (spotdrill)
1800 RPM, 0.167 MMPR
#1 (centre_M1600-0630, 12.254 mm)
95.000 mm 75.000 mm 0.000 mm
11.456 mm
Op: 3
F/S:
hl1 (perage)
2000 RPM, 0.150 MMPR Outil:
#2 (TD_M1200:J, 12.000 mm)
Centre:
25.000 mm 25.000 mm 0.000 mm
Profondeur: 28.605 mm
Autre:
Dbourrages: 4, Cycle: Trou profond
Autre:
Pas: 12.000 mm 6.000 mm 6.000 mm
Op: 4
F/S:
hl2 (perage)
2000 RPM, 0.150 MMPR Outil:
#2 (TD_M1200:J, 12.000 mm)
Centre:
95.000 mm 75.000 mm 0.000 mm
Profondeur: 28.605 mm
Autre:
Dbourrages: 4, Cycle: Trou profond
Autre:
Pas: 12.000 mm 6.000 mm 6.000 mm
Op: 5
F/S:
Outil:
Profondeur:
Autre:
Puissance:
rp1 (bauche1)
5000 RPM, 1200 MMPM (0.120 MMPT)
#3 (endmillM1200:reg, 12.000 mm)
5.000 mm
Pas d'usinage: 3.996 mm
0.33 (est. 0.33) kW
Lyce qualifiant
Youssef ben
tachfine Agadir
CFAO
Science et Technologie Mcanique STM
Initiation
FeatureCam
Op: 6
F/S:
Outil:
Profondeur:
Autre:
Puissance:
rp2 (bauche1)
5000 RPM, 1200 MMPM (0.120 MMPT)
#3 (endmillM1200:reg, 12.000 mm)
5.000 mm
Pas d'usinage: 3.996 mm
0.33 (est. 0.33) kW
Op: 7
F/S:
Outil:
Profondeur:
Autre:
Puissance:
rp1 (bauche2)
5200 RPM, 700 MMPM (0.067 MMPT)
#4 (endmillM0700:reg, 7.000 mm)
5.000 mm
Pas d'usinage: 2.331 mm
0.11 (est. 0.11) kW
Op: 8
F/S:
Outil:
Profondeur:
Autre:
kW Est.:
rp1 (finition)
5500 RPM, 400 MMPM (0.036 MMPT)
#4 (endmillM0700:reg, 7.000 mm)
5.000 mm
Pas d'usinage: 0.875 mm
0.02
Op: 9
F/S:
Outil:
Profondeur:
Autre:
Puissance:
rp2 (bauche2)
5200 RPM, 700 MMPM (0.067 MMPT)
#4 (endmillM0700:reg, 7.000 mm)
5.000 mm
Pas d'usinage: 2.331 mm
0.11 (est. 0.11) kW
Op: 10
F/S:
Outil:
Profondeur:
Autre:
kW Est.:
rp2 (finition)
5500 RPM, 400 MMPM (0.036 MMPT)
#4 (endmillM0700:reg, 7.000 mm)
5.000 mm
Pas d'usinage: 0.875 mm
0.02
Lyce qualifiant
Youssef ben
tachfine Agadir
CFAO
Science et Technologie Mcanique STM
Initiation
Lyce qualifiant
Youssef ben
tachfine Agadir
FeatureCam
RESUME DES OUTILS D'USINAGE
Pice:
mtrc_gsg
Configuration:
Setup1 (1 sur 1)
Date:
Monday, October 01, 2007 23:57:28
Bibliothque: basicmetric
Rsum:
Pot 1:
centre_M1600-0630
Pot 2:
TD_M1200:J
Pot 3:
endmillM1200:reg
Pot 4:
endmillM0700:reg
D 6.300 mm
D 12.000 mm
D 12.000 mm
D 7.000 mm
Nom Outil: centre_M1600-0630
N Pot outil: 1
N Cor. Outil:
1
N Corr. outil:
1
Matire Outil:
HSS
Finition d'outil:
BRIGHT
Type:
Centre
Diamtre:
6.300 mm
Diamtre corps:
16.000 mm
Longueur:
6.300 mm
Longueur utile:
56.300 mm
Longueur totale:
75.000 mm
Angle (inclus):
118 deg.
Nom Outil: TD_M1200:J
N Pot outil: 2
N Cor. Outil:
2
N Corr. outil:
2
Matire Outil:
HSS
Finition d'outil:
BRIGHT
Diamtre:
12.000 mm
Diamtre queue:
12.000 mm
Longueur:
111.000 mm
Longueur utile:
126.600 mm
Longueur totale:
149.000 mm
Angle (inclus):
118 deg.
Tool touch off at the tip
L 6.300 mm
L 111.000 mm
L 25.400 mm F 2
L 14.290 mm F 2
T 0.000 mm
T 0.000 mm
CFAO
Science et Technologie Mcanique STM
Initiation
FeatureCam
Nom Outil: endmillM1200:reg
N Pot outil: 3
N Cor. Outil:
3
N Corr. outil:
3
Matire Outil:
HSS
Finition d'outil:
BRIGHT
Type bout: SINGLE
Type usinage:
CENTER
Angle Dent: STANDARD
Nombre Dents:
2
Diamtre:
12.000 mm
Diamtre queue:
12.700 mm
Longueur:
25.400 mm
Longueur utile:
37.400 mm
Longueur totale:
82.550 mm
Rayon final: 0.000 mm
Nom Outil: endmillM0700:reg
N Pot outil: 4
N Cor. Outil:
4
N Corr. outil:
4
Matire Outil:
HSS
Finition d'outil:
BRIGHT
Type bout: SINGLE
Type usinage:
CENTER
Angle Dent: STANDARD
Nombre Dents:
2
Diamtre:
7.000 mm
Diamtre queue:
9.530 mm
Longueur:
14.290 mm
Longueur utile:
21.300 mm
Longueur totale:
63.500 mm
Rayon final: 0.000 mm
Lyce qualifiant
Youssef ben
tachfine Agadir
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
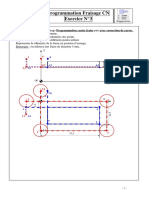
Fraisage 2 axes et demi
Fraisage 2.5D
Lexercice suivant est conu pour des utilisateurs avec peu ou pas dexprience. La mthode
Pas pas nous dmontre en entier le processus de cration du programme NC.
Les oprations dusinage suivantes sont ncessaires pour raliser cette pice:
- Fraiser le contour extrieur en utilisant une fraise en bout de 2 pouces.
- Fraiser la poche au centre avec une fraise en bout de 3/4 pouce.
- Trous de centre des 2 trous avec foret centrer #8.
- Percer 2 trous de 5/8 pouce de diamtre.
- Trous de centre des 8 trous avec foret centrer #5.
- Percer 8 trous en utilisant le foret #7 (0.201).
- Tarauder (1/4-20 UNC) les 8 trous
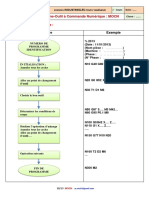
1- Slectionnez lcran licne FEATURECAM, afin de charger le logiciel.
2- Si le tableau suivant napparat pas automatiquement, veuillez slectionner le menu droulant Fichier et
choisir loption Nouveau.
3- Assurez vous que loption Nouveau fichier soit active.
Feature CAM 2007 Manuel de rfrence Fraisage 2.5D . 29
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
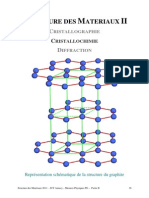
4- Cliquez sur suivant
5- Choisissez loption FRAISAGE et assurez-vous que le choix des units de mesure est Millimtre.
Note : Le tableau peut diffrer
selon les modules actifs.
6- Cliquez sur Terminer pour faire apparatre le tableau ci-dessous.
7- Insrez les donnes suivantes
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
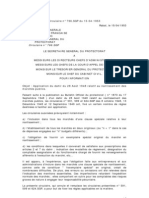
-EPAISSEUR = 1
-LARGEUR = 6
-LONGUEUR = 7
8- Cliquez sur Suivant
9- Ce tableau vous permet de choisir le matriel dsir et dinscrire la duret de votre matriel. Ainsi, les
vitesses de rotation et les avances seront ajustes par rapport vos donnes.
Choix du matriel
Duret du matriel
10- Cliquez sur Suivant
11- Puisque la pice de ce tutorial ne comporte pas de 4ime axe et 5ime axe, assurez vous de cochez
loption NO la question pose.
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
12- Cliquez sur Suivant
13- Dans loption ID FIXATION inscrire lidentification du zro pice. EX : 54. Ainsi votre zro pice
portera lidentification G54.
14- Cliquez sur Suivant
15- Ce tableau vous permet de dplacer votre zro pice de votre setup1. Vrifiez que la mthode Utiliser
position courante soit active.
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
Attention, assurez-vous de cliquer sur cette icne Fin et non pas sur licne Fin suivant qui est dans le
mme menu droulant.
16- Il faut maintenant tablir la position du coin infrieur gauche de votre brut par rapport au zro pice en
inscrivant les coordonnes suivantes au bas du tableau :
Position en X : -1.5
Position en Y : -1.5
Position en Z : 0
17- Cliquez sur OK
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
GOMTRIE
NOTE: Il est possible que les barres outils ne soient pas toutes actives. Si cest le cas, slectionnez le menu
droulant Affichage en haut gauche de votre cran. Ensuite cliquez sur loption barre de fonctions et
cochez les barres outils non actives.
DFINIR LES TROIS CERCLES
Note : Tenir la touche CTRL enfonce et ensuite, pressez sur L pour avoir un zoom en entier de la pice.
Ce tutorial utilise la cration tape par tape pour faciliter la
conception et lapprentissage. Par contre, il est possible aussi de
crer la pice laide des barres doutils spcifiques pour une
conception plus rapide. Si les icnes de la cration par tape ne sont
pas actifs vous navez qu cliquer sur le mot Etapes.
1- Puisque ltape #1 est la conception du brut et que cette tape a
t dj conue nous devons maintenant passez ltape #2 pour la
construction de la gomtrie.
2- Cliquez sur gomtrie .Le tableau suivant ouvrira.
3- Pour viter de slectionner le menu gomtrie pour la cration de chaque cercle, Cochez loption Multi
cration
1. Dans la catgorie Cercle, choisir la premire icne nomme Cercle par rayon, centre
4- Inscrivez 1.250 comme valeur de rayon dans la case au bas de lcran. Assurez vous que le
positionnement du cercle en X, Y, Z, soit bien 0, 0, 0. Cliquez sur Crer Un premier cercle est construit.
5- Tapez pour le rayon 0.750, pour la position en X, tapez 4 et pour la position en Y, tapez - 0.5. Cliquez sur
Crer Un deuxime cercle est construit.
6- Assurez-vous que le rayon soit 0.750 et pour la position en X tapez 4, pour la position en Y tapez 3.5.
Cliquez sur Crer.
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
Voici le rsultat
CONSTRUCTION DES LIGNES TANGENTES
1- Cliquez sur le menu
Dans la section Line, slectionnez la premire icne Ligne par 2Pts.
2- Dans la barre doutils Modes daccrochage (situe dans la plupart des cas en haut de votre cran) , choisir
le mode Tangences objet.
3- Slectionnez un cercle et prolongez la ligne en slectionnant un autre cercle comme le dmontre la figure
suivante.
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
DCALAGE de Ligne
1- Toujours dans le menu,
slectionnez licne Dcalage.
2- Insrez .500 dans la case en bas de lcran ce qui reprsente le dcalage de la ligne. Il est possible que le
dcalage soit dj par dfaut 0.500.
3- Cliquez sur la ligne et dirigez le curseur dans la direction o vous voulez que le dcalage ait lieu. La ligne
apparatra alors et vous naurez qu cliquer sur le bouton de gauche de la souris pour confirmer. Effectuez
ce cheminement pour les 3 lignes Offset .
UTILISATION DE LA FONCTION Diviser.
1- Puisque certains bouts de lignes ne font pas partie du dessin, il faut les liminer.
Pour cela, vous devez slectionner licne DIVISER.
2- Dans le menu,
slectionnez licne Diviser.
3- Pour effacer une partie de ligne, il suffit dapprocher le curseur prs de la ligne effacer. La ligne
deviendra alors illumine. Pour confirmer le choix de la ligne effacer, vous devez appuyer sur le bouton de
gauche de votre souris. Vrifiez ce que votre gomtrie ressemble celle du schma suivant.
Voici le rsultat :
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
CRATION DES ARRONDIS
1- Dans le menu,
choisissez l'icne CONGE SUR COIN.
2- Insrez 0.375 comme rayon des arrondis.
3- Approchez le curseur lemplacement o vous voulez faire un arrondi.
4- Larrondi apparat automatiquement. Pour confirmer, il suffit de presser le bouton de gauche de la souris.
5- Rptez lopration pour chaque arrondi.
CRATION DE CERCLES
1- Dans le menu Gomtrie, choisissez l'icne CERCLE PAR RAYON, CENTRE.
2- Insrez 0.625/2 pour le rayon
3- Pour positionner le cercle, il suffit de slectionner accrochage au CENTRE et de cliquer au centre des
deux cercles de droite. Quand le mode dinterception sera actif, une croix au milieu des cercles apparatra.
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
CRATION DE COURBES
CRATION DU PREMIER PARCOURS DE L'OUTIL
1- Puisque ltape de la gomtrie est termine nous sommes maintenant rendus ltape 3. Cette tape
consiste la cration de courbes. Cliquez sur le bouton.
2- Le tableau suivant apparatra. Cliquez sur licne frontire ferme.
3- laide du curseur de la souris, cliquez sur la ligne du contour extrieur afin quelle devienne de couleur
bleu.
4- Au bas de lcran, donnez le nom CONTOUR la courbe puis cliquez sur Crer
10
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
CRATION DU DEUXIME PARCOURS D'OUTIL
1- Cliquez sur la gomtrie de la poche pour que le contour devienne bleu, donnez lui le nom POCHE et
cliquez sur Crer.
USINAGE
CRATION DU SEGMENT DUSINAGE POUR LE CONTOUR
NOTE : Il est possible de placer le dessin en vue isomtrique, en slectionnant licne ISOMETRIC pour
mieux visualiser.
1- Cliquez sur.
Note : Il est possible que ltape du Feature ne corresponde pas ltape #7. Cela dpend des modules
utiliss.
2- Le tableau de la page suivante apparatra. Slectionnez loption Bossage.
11
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
3- Cliquez sur Suivant.
4- Ce tableau permet de choisir la courbe qui dtermine la rgion usiner. Il est possible que la courbe
Poche soit indique dans ce tableau. Puisque nous voulons usiner le contour, il faut donc enlever la
slection de la courbe poche en cliquant sur le mot Poche, pour ensuite cliquer sur
Licne
effacer depuis lments slectionns. Par la suite, il faut slectionner la bonne courbe
Cest--dire la courbe Contour . Pour cela, vous devez cliquer sur licne
Slection de courbe ou gomtrie. Vous pouvez maintenant slectionner graphiquement la courbe Contour.
Note : Avant de cliquez sur Suivant,
assurez-vous que la courbe contour
soit belle et bien dans le tableau.
Contour
5- Cliquez sur Suivant pour faire apparatre le tableau suivant.
6- Assurez-vous que la position en Z (Dcalage Pos. Z courbe) est 0.
12
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
7- Cliquez sur Suivant.
8- Ce tableau vous permet de configurer langle de dpouille, un Chanfrein, la profondeur et un rayon
Insrez une profondeur de 1, si par dfaut cette cordonne nest pas dj inscrite.
Profondeur
9- Cliquez sur Suivant.
10- Cochez loption Semi Finition pour ajouter une passe de semi finition.
11 - Cliquez sur Suivant
12 - Le tableau suivant apparatra.
13
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
13 - Vous navez aucun changement apporter ce tableau. Ce dernier rsume le choix des outils, des
vitesses de rotation et des avances.
Note : Si vous dsirez apporter des changements aux outils ou aux vitesses de rotation et davances cliquez
sur Suivant.
14- Cliquez sur Fin
15- Cliquez sur OK.
CRATION DU SEGMENT DUSINAGE POUR LA POCHE
1- Cliquez sur
2- Dans la catgorie Forme de la courbe, cochez loption Poche.
3- Cliquez sur Suivant.
14
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
4- Assurez-vous que la courbe nomme POCHE est bien dans le tableau comme le dmontre limage
suivante. Sinon, utiliser la mme procdure de slection que celle que vous avez utilise pour la slection de
votre courbe pour le contour.
5- Cliquez sur Suivant.
6- Vrifier que la valeur du point de dpart de la poche en Z (Dcalage Pos. Z courbe) est bien 0.
7- Cliquez sur Suivant pour faire apparatre le tableau suivant.
8- Changez la valeur de la profondeur pour : 0.750.
15
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
9- Cliquez sur Suivant.
10- Cochez loption Finition Fond afin deffectuer une passe de finition au fond de la poche.
11- Cliquez sur Suivant pour faire apparatre le tableau suivant.
12- Vous navez aucun changement apporter ce tableau.
13- Cliquez sur Fin.
14- Cliquez sur OK
16
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
CRATION DU SEGMENT DUSINAGE DES DEUX TROUS
1- Cliquez sur licne Slection et slectionnez un des deux cercles de 0.3125 de rayon.
2- Slectionnez le menu droulant Modifier en haut gauche de votre cran et cliquez sur mode slection
des Cercles.
3- Le tableau suivant apparatra :
4- Cliquez sur OK. Tous les cercles de 0.3125 de rayon sont ainsi slectionns.
5- Cliquez sur licne FEATURE.
17
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
6- Dans le groupe Depuis Dimensions, vrifiez ce que loption Trou soit coche. Il faut aussi cocher
loption Crer motif depuis cette feature en bas droite du tableau si elle nest pas dj coche.
7- Cliquez sur Suivant.
8- Le tableau suivant apparatra.
9- Cochez loption dbouchant pour que le foret dfonce la pice et assurez-vous que le type de trou est bien
Trou.
10- Cliquez sur suivant 3 fois.
11- Si par dfaut loption foret noyer nest pas dj active, cochez-le.
18
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
12- Cliquez sur Fin.
13- Cliquez sur OK.
CRATION DU SEGMENT DUSINAGE DES 8 TROUS
1- Slectionnez licne FEATURE.
2- Dans le groupe depuis Dimensions, vrifiez ce que loption Trou soit slectionne. Il faut aussi cocher
loption Crer depuis cette feature en bas droite du tableau.
3- Cliquez sur Suivant pour faire apparatre le tableau suivant.
4- Dans ce tableau, inscrire 0.250 pour le diamtre et laide du menu en haut droite du tableau, changez
le type de trou pour des trous filets.
Entrez la profondeur du filet (0.5) et la profondeur du perage (0.75)
19
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
5- Cliquez sur Suivant pour faire apparatre le tableau suivant.
6- Slectionnez loption RADIAL.
7- Cliquez sur Suivant.
8- Insrez les donnes suivantes :
-Nombre : 8 (nombre de trous dsirs)
- Diamtre : 1.500 (diamtre sur lequel les trous se positionnent)
- Ecart angulaire : 45 (angle despacement entre chaque cercle).
20
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
9- Cliquez sur Fin.
10- Cliquez sur OK.
11- Il est maintenant opportun denregistrer votre travail. Sauvegardez le dessin et les trajets doutils laide
du menu Fichier, Choisissez loption Sauver en...
NOTE : Il est possible deffectuer des changements sur les segments dusinage en double cliquant sur celui
o les changements sont dsirs. Un tableau apparatra alors pour faire les changements.
Vous pouvez aussi choisir le segment modifier et cliquer sur licne
21
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
SIMULATION DUSINAGE
SIMULATION DUSINAGE AVEC LIGNES DE CENTRE
1- Cliquez sur licne ISOMETRIC pour mieux visualiser lusinage si votre pice nest pas dj en vue
ISOMETRIQUE.
2- Si votre barre doutils de simulation nest pas active dans votre cran, cliquez sur le menu
Parcours doutil.
3- Choisissez licne Simulation filaire. Cette icne est situe dans la plupart des cas dans la barre doutils
verticale situe droite de lcran.
4- Cliquez sur licne PLAY pour actionner la simulation.
SIMULATION DUSINAGE 3D
1- Choisissez licne 3D SIMULATION dans la barre doutils verticale situe droite de lcran.
2- Cliquez sur licne PLAY pour actionner la simulation.
3- Cliquez une autre fois sur licne 3D SIMULATION pour dsactiver la simulation.
Note1 : Il est possible de contrler la simulation laide des icnes sur la mme barre d'outils.
Note2 : Pour activer des options pour la simulation, slectionnez le menu droulant
Options et cliquez sur Simulation. Un tableau avec des options apparatra alors.
CHARGEMENT DU POST-PROCESSEUR
Non disponible pour la version dmo! La cl DONGLE est ncessaire.
1- Cliquez sur le menu droulant Fabrication et choisissez loption Post processeur.
2- Le tableau suivant apparatra :
22
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Fraisage 2 axes et demi
3- Cliquez sur Parcourir et faites la recherche du post dsir.
4- Cliquez sur OK lorsque votre post- processeur est choisi.
5- Cliquez sur
Lyce qualifiant
Youssef ben
tachfine Agadir
Le tableau suivant apparatra.
Cliquez sur licne Display the NC code in the results windows.
Non disponible pour la version dmo! La cl DONGLE est ncessaire.
23
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
6- Sauvegardez votre programmation laide du menu droulant Fichier. Choisissez Sauver en.
7- Indiquez le rpertoire sous lequel vous voulez que le fichier soit sauvegard ainsi que son nom.
8- Cliquez sur OK.
24
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
RESUME DES OPERATIONS D'USINAGE
Op: 7 trou1 (spotdrill)
F/S:
1503 RPM, 0.0095 IPR
Outil: #3 (centre_M3150-1250, 0.6350 in.)
Centre: 4.0000 in. 3.5000 in. 0.0000 in.
Profondeur:
0.6159 in.
Date:
0:05
Pice: FM3
Configuration:
Setup1 (1 sur 1)
Date:
Sunday, December 23, 2007 01:01:05
Date:
10:48
Brut:
L 7.0000 in. x l 6.0000 in. x T 1.0000 in.
Mat:
ALUMINUM, 111.00 Brinell,0.11 HP min/in^3
Op: 8 trou1 (perage)
F/S:
2021 RPM, 0.0071 IPR
Outil: #4 (endmillM1200:long, 0.4724 in.)
Centre: 4.0000 in. -0.5000 in. 0.0000 in.
Profondeur:
1.0000 in.
Autre: Dbourrages: 3, Cycle: Trou profond
Autre: Pas: 0.4724 in. 0.4724 in. 0.4724 in.
Date:
0:19
Op: 1 bossage1 (bauche1)
F/S:
1261 RPM, 31.5 IPM (0.0125 IPT)
Outil: #1 (endmillM5000:reg, 1.9685 in.)
Profondeur:
1.0000 in.
Autre: Pas d'usinage: 0.6555 in.
Date:
2:48
Puissance:
2.27 (est. 2.27) HP
Op: 9 trou1 (perage)
F/S:
2021 RPM, 0.0071 IPR
Outil: #4 (endmillM1200:long, 0.4724 in.)
Centre: 4.0000 in. 3.5000 in. 0.0000 in.
Profondeur:
1.0000 in.
Autre: Dbourrages: 3, Cycle: Trou profond
Autre: Pas: 0.4724 in. 0.4724 in. 0.4724 in.
Date:
0:09
Op: 2 bossage1 (semi-finition)
F/S:
1261 RPM, 31.5 IPM (0.0125 IPT)
Outil: #1 (endmillM5000:reg, 1.9685 in.)
Profondeur:
1.0000 in.
Autre: Pas d'usinage: 0.0500 in.
Date:
0:42
HP Est.: 0.17
Op: 3 bossage1 (finition)
F/S:
1940 RPM, 29.1 IPM (0.0075 IPT)
Outil: #1 (endmillM5000:reg, 1.9685 in.)
Profondeur:
1.0000 in.
Autre: Pas d'usinage: 0.0500 in.
Date:
0:46
HP Est.: 0.16
Op: 10 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: 0.7500 in. 0.0000 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:14
Op: 11 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: 0.5303 in. 0.5303 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:02
Op: 4 poche1 (bauche1)
F/S:
3941 RPM, 49.7 IPM (0.0063 IPT)
Outil: #2 (endmillM1600:reg, 0.6299 in.)
Profondeur:
0.7000 in. (en 2 passes, 0.3500 in.
chaque)
Autre: Pas d'usinage: 0.2098 in.
Date:
2:02
Puissance:
0.40 (est. 0.40) HP
Op: 12 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: 0.0000 in. 0.7500 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:02
Op: 5 poche1 (finition)
F/S:
5200 RPM, 39.3 IPM (0.0038 IPT)
Outil: #2 (endmillM1600:reg, 0.6299 in.)
Profondeur:
0.7500 in.
Autre: Pas d'usinage: 0.3150 in.
Date:
0:58
HP Est.: 0.16
Op: 13 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: -0.5303 in. 0.5303 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:02
Op: 6 trou1 (spotdrill)
F/S:
1503 RPM, 0.0095 IPR
Outil: #3 (centre_M3150-1250, 0.6350 in.)
Centre: 4.0000 in. -0.5000 in. 0.0000 in.
Profondeur:
0.6159 in.
Date:
0:16
Op: 14 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
25
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: -0.7500 in. 0.0000 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:02
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:07
Op: 15 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: -0.5303 in. -0.5303 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:02
Op: 22 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: -0.7500 in. 0.0000 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:07
Op: 16 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: -0.0000 in. -0.7500 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:02
Op: 23 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: -0.5303 in. -0.5303 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:07
Op: 17 trou2 (spotdrill)
F/S:
3672 RPM, 0.0039 IPR
Outil: #5 (centre_M1250-0500, 0.2600 in.)
Centre: 0.5303 in. -0.5303 in. 0.0000 in.
Profondeur:
0.2515 in.
Date:
0:03
Op: 24 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: -0.0000 in. -0.7500 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:07
Op: 18 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: 0.7500 in. 0.0000 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:18
Op: 25 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: 0.5303 in. -0.5303 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:08
Op: 19 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: 0.5303 in. 0.5303 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:07
Op: 26 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: 0.7500 in. 0.0000 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:14
Op: 20 trou2 (perage)
F/S:
3912 RPM, 0.0037 IPR
Outil: #6 (TD_M0620:J, 0.2441 in.)
Centre: 0.0000 in. 0.7500 in. 0.0000 in.
Profondeur:
0.8233 in.
Autre: Dbourrages: 4, Cycle: Trou profond
Autre: Pas: 0.2441 in. 0.2441 in. 0.2441 in.
Date:
0:07
Op: 21
F/S:
Outil:
Centre:
Op: 27 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: 0.5303 in. 0.5303 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:04
trou2 (perage)
3912 RPM, 0.0037 IPR
#6 (TD_M0620:J, 0.2441 in.)
-0.5303 in. 0.5303 in. 0.0000 in.
Op: 28 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR
26
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
Outil: #7 (User-defined, 0.1250 in.)
Centre: 0.0000 in. 0.7500 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:04
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: -0.5303 in. -0.5303 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:04
Op: 29 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: -0.5303 in. 0.5303 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:04
Op: 32 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: -0.0000 in. -0.7500 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:04
Op: 30 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: -0.7500 in. 0.0000 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:04
Op: 33 trou2 (taraudage)
F/S:
1000 RPM, 0.0313 IPR Outil:
#7 (User-defined, 0.1250 in.)
Centre: 0.5303 in. -0.5303 in. 0.0000 in.
Profondeur:
0.6457 in.
Date:
0:11
Op: 31 trou2 (taraudage)
27
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
N235G1X2.95659Y4.94736
N240G2X5.2145Y4.80711I1.0434J-1.4474
N245G1X5.25352Y4.73805
N250G3X5.30221Y4.67543I0.4505J0.3001F15.8
N255G2X5.75425Y3.5I-1.3022J-1.1754F47.3
N260G1Y-0.5F31.5
N265G2X4.0Y-2.25425I-1.7543J0.F47.3
N270G1X0.F31.5
N275G2X-1.31826Y1.82862I0.J2.2543F47.3
N280G1X2.97413Y4.92303F31.5
N285G2X5.36707Y4.59933I1.0259J-1.423F47.3
N290G3X5.42117Y4.54132I0.4219J0.3392F15.8
N295G1X5.48317Y4.49185F31.5
N300G54S1940
N305F31.5
N310X5.50272Y4.39097F29.1
N315G3X5.54098Y4.29561I0.5193J0.153F14.6
N320G2X5.73425Y3.5I-1.541J-0.7956F43.7
N325G1Y-0.5F29.1
N330G2X4.0Y-2.23425I-1.7343J0.F43.7
N335G1X0.F29.1
N340G2X-1.30656Y1.81239I0.J2.2343F43.7
N345G1X2.98583Y4.9068F29.1
N350G2X5.58427Y4.20548I1.0142J-1.4068F43.7
N355G3X5.63479Y4.11601I0.4945J0.2202F14.6
N360G1X5.70131Y4.03769F29.1
N365G0Z1.0
N370G30G91Z0M09
N375G49G90
N380M0
N385T2G43H2
N390S3941F24.8M3
N395G0G54X2.535Y1.2678
N400Z1.0M8
N405Z0.1
N410G1Z0.01F24.8
N415X3.04598Y1.63617Z-0.0414
N420X2.535Y1.2678Z-0.0929
N425X3.04598Y1.63617Z-0.1443
N430X2.535Y1.2678Z-0.1957
N435X3.04598Y1.63617Z-0.2471
N440X2.535Y1.2678Z-0.2986
N445X3.04598Y1.63617Z-0.35
Subprogram #01
N455G91
N460G1X-0.82418Y-0.59415F49.7
Program #premire pice
(12-23-2007)
N20G00G17G40G49
N25G91Z0
N30G54
N35T1G43H1
N40S1261F15.8M3
N45G0G90X-3.56141Y4.14821
N50Z1.0M8
N55Z0.1
N60G1Z-1.0F15.8
N65X-2.48425Y4.25739F31.5
N70X-0.78242Y5.48425
N75X-0.3384Y6.47169
N80X0.78254
N85X0.33852Y5.48425
N90X-2.48425Y3.4493
N95X-3.56141Y3.34012
N100X-3.53609Y2.34239
N105X-2.48425Y2.59894
N110G2X-2.10247Y2.91644I2.4843J-2.5989
N115G1X1.45946Y5.48425
N120X1.90348Y6.47169
N125X3.02802Y6.47008
N130X2.58043Y5.48425
N135G3X2.57326Y5.4791I1.4196J-1.9843
N140G1X-1.71914Y2.3847
N145G3X-2.48425Y1.57185I1.7191J-2.3847
N150G1X-3.44305Y1.06895
N155X-3.44101Y-1.07547
N160X-2.48127Y-1.57655
N165G3X-1.57655Y-2.48127I2.4813J1.5765
N170G1X-1.07547Y-3.44101
N175X4.97198Y-3.47008
N180X5.41957Y-2.48425
N185G3X6.43976Y-0.5I-1.4196J1.9843
N190G1Y3.5
N195G3X5.41957Y5.48425I-2.4398J0.
N200G1X4.97198Y6.47008
N205G3X5.2145Y4.80711I1.1552J-0.6807
N210G2X5.78425Y3.5I-1.2145J-1.3071
N215G1Y-0.5
N220G2X4.0Y-2.28425I-1.7843J0.
N225G1X0.
N230G2X-1.3358Y1.85295I0.J2.2843
28
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
N465G2X0.15921Y-0.44791I-2.2218J-1.042
N470X0.66497Y0.61119I1.619J-1.0941
N475G1Y0.43087
N480G3X-0.13189Y0.11328I-0.1146J0.
N485X-0.16093Y-0.06579I0.056J-0.3667
N490G1X-0.80063Y-0.57718
N495G2X0.27839Y-0.86223I-1.9525J-1.1065
N500G1X0.19158
N505G2X0.83325Y0.83325I1.5775J-0.7443
N510G1Y0.84499
N515G2X-0.10017Y0.05128I0.7443J1.5775
N520G1X-0.23226Y-0.16744
N525G2X-0.2087Y-0.02116I-0.1227J0.1702
N530G3X-0.20869Y-0.02115I-0.086J-0.1913
N535G1X-0.83564Y-0.60242
N540G2X0.36391Y-1.12711I-1.6703J-1.1616
N545G1X0.5274
N550G2X0.90391Y0.90391I1.4384J-0.5345
N555G1Y1.12321
N560G2X-0.31975Y0.16367I0.5345J1.4384
N565G1X-0.34511Y-0.24879
N570G2X-0.20869Y-0.02116I-0.1227J0.1702
N575G3X-0.2087Y-0.02115I-0.086J-0.1913
N580G1X-1.01241Y-0.72986
N585G2X0.44544Y-1.3796I-1.3708J-1.2043
N590G1X0.8994
N595G2X0.95959Y0.95959I1.2843J-0.3247
N600G1Y1.43137
N605G2X-0.5272Y0.26985I0.3247J1.2843
N610G1X-0.4701Y-0.33889
N615G2X-0.20869Y-0.02115I-0.1227J0.1702
N620G3X-0.2087Y-0.02116I-0.086J-0.1913
N625G1X-1.20316Y-0.86736
N630G3X-0.0007Y-0.01574I0.0059J-0.0081
N635G2X0.51464Y-1.59391I-1.0567J-1.2212
N640G3X0.00977Y-0.01236I0.0098J-0.0023
N645G1X1.30083
N650G3X0.00997Y0.00892I0.J0.01
N655G2X0.98418Y0.98418I1.1081J-0.1239
N660G3X0.00892Y0.00997I-0.0011J0.01
N665G1Y1.76394
N670G3X-0.00892Y0.00997I-0.01J0.
N675G2X-0.70251Y0.35959I0.1239J1.1081
N680G3X-0.01332Y0.0014I-0.0074J-0.0067
N685G1X-0.8997Y-0.6486
N690G90
N695M99
N700M98P801
N705G1X2.535Y1.2678
N710X3.04598Y1.63617Z-0.3914F24.8
N715X2.535Y1.2678Z-0.4429
N720X3.04598Y1.63617Z-0.4943
N725X2.535Y1.2678Z-0.5457
N730X3.04598Y1.63617Z-0.5971
N735X2.535Y1.2678Z-0.6486
N740X3.04598Y1.63617Z-0.7
N745M98P801
N750G1
N755G54S5200
N760F19.7
N765X2.8592Y1.27399Z-0.75F19.7
N770G3X2.91741Y1.25242I0.0375J0.0119
N775G2X2.94016Y1.26627I1.0826J-1.7524F46.4
N780G1Y1.42942F39.3
N785X2.35363Y1.00659
N790G2X2.42315Y0.82533I-2.3536J1.0067F44.8
N795X2.88586Y1.23253I1.5769J-1.3253F46.4
N800G3X3.14365Y1.47216I-0.5394J0.8388F29.9
N805X3.25512Y1.806I-0.4442J0.3338F25.1
N810G1Y1.92209F39.3
N815G2X3.15562Y1.97302I0.7449J1.5779F48.0
N820G1X1.95335Y1.1063F39.3
N825G2X2.23149Y0.24488I-1.9534J1.1063F45.7
N830G1X2.4221F39.3
N835G2X3.25512Y1.0779I1.5779J-0.7449F48.0
N840G1Y1.44563F39.3
N845G2X3.4126Y1.71839I0.315J0.F59.0
N850G3X3.57008Y1.99115I-0.1575J0.2728F19.7
N855G1Y2.13624F39.3
N860G2X3.14515Y2.35374I0.4299J1.3638F50.4
N865G1X1.52352Y1.1847F39.3
N870G2X1.92865Y-0.07008I-1.5235J1.1847F47.0
N875G1X2.63624F39.3
N880G2X3.57008Y0.86376I1.3638J-0.4299F50.4
N885G1Y1.44563F39.3
N890G2X3.72756Y1.71839I0.315J0.F59.0
N895G3X3.88504Y1.99115I-0.1575J0.2728F19.7
N900G1Y2.38197F39.3
N905G3X3.87612Y2.39194I-0.01J0.F19.7
N910G2X3.17361Y2.75153I0.1239J1.1081F54.8
29
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
N915G3X3.16029Y2.75293I-0.0074J0.0067F19.7
N920G1X1.05743Y1.23697F39.3
N925G3X1.05673Y1.22123I0.0059J-0.0081F19.7
N930G2X1.57137Y-0.37268I-1.0567J1.2212F48.8
N935G3X1.58114Y-0.38504I0.0098J0.0023F19.7
N940G1X2.88197F39.3
N945G3X2.89194Y-0.37612I0.J0.01F19.7
N950G2X3.87612Y0.60806I1.1081J-0.1239F54.8
N955G3X3.88504Y0.61803I-0.0011J0.01F19.7
N960G1Y1.99115F39.3
N965X3.92205Y2.04709
N970G3X3.93504Y2.1129I-0.1602J0.0658F19.7
N975G1Y2.38197F39.3
N980G3X3.88167Y2.44163I-0.06J0.F19.7
N985G2X3.21067Y2.78509I0.1183J1.0584F55.8
N990G3X3.13105Y2.79349I-0.0445J0.0403F19.7
N995G1X1.02819Y1.27753F39.3
N1000G3X1.02402Y1.18342I0.0351J0.0487F19.7
N1005G2X1.52272Y-0.36114I-1.024J1.1834F49.2
N1010G3X1.58114Y-0.43504I0.0584J0.0139F19.7
N1015G1X2.88197F39.3
N1020G3X2.94163Y-0.38167I0.J0.06F19.7
N1025G2X3.88167Y0.55837I1.0584J0.1183F55.8
N1030G3X3.93504Y0.61803I0.0067J0.0597F19.7
N1035G1Y2.2129F39.3
N1040G3X3.92205Y2.27871I-0.1732J0.F19.7
N1045G1X3.88504Y2.33465F39.3
N1050G0Z1.0
N1055G30G91Z0M09
N1060G49G90
N1065M0
N1070T3G43H3
N1075S1503F14.3M3
N1080G0G54X4.0Y-0.5
N1085Z1.0M8
N1090Z0.1
N1095G81R0.1Z-0.6159F14.3
N1100G80
N1105Z1.0
N1110Y3.5
N1115Z0.1
N1120G81R0.1Z-0.6159F14.3
N1125G80
N1130Z1.0
N1135G30G91Z0M09
N1140G49G90
N1145M0
N1150T4G43H4
N1155S2021F14.3M3
N1160G0G54X4.0Y-0.5
N1165Z1.0M8
N1170Z0.1
N1175G83R0.1Z-1.0Q0.4724F14.3
N1180G80
N1185Z1.0
N1190Y3.5
N1195Z0.1
N1200G83R0.1Z-1.0Q0.4724F14.3
N1205G80
N1210Z1.0
N1215G30G91Z0M09
N1220G49G90
N1225M0
N1230T5G43H5
N1235S3672F14.3M3
N1240G0G54X0.75Y0.
N1245Z1.0M8
N1250Z0.1
N1255G81R0.1Z-0.2515F14.3
N1260G80
N1265Z1.0
N1270X0.53033Y0.53033
N1275Z0.1
N1280G81R0.1Z-0.2515F14.3
N1285G80
N1290Z1.0
N1295X0.Y0.75
N1300Z0.1
N1305G81R0.1Z-0.2515F14.3
N1310G80
N1315Z1.0
N1320X-0.53033Y0.53033
N1325Z0.1
N1330G81R0.1Z-0.2515F14.3
N1335G80
30
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
N1340Z1.0
N1345X-0.75Y0.
N1350Z0.1
N1355G81R0.1Z-0.2515F14.3
N1360G80
N1365Z1.0
N1370X-0.53033Y-0.53033
N1375Z0.1
N1380G81R0.1Z-0.2515F14.3
N1385G80
N1390Z1.0
N1395X0.Y-0.75
N1400Z0.1
N1405G81R0.1Z-0.2515F14.3
N1410G80
N1415Z1.0
N1420X0.53033Y-0.53033
N1425Z0.1
N1430G81R0.1Z-0.2515F14.3
N1435G80
N1440Z1.0
N1445G30G91Z0M09
N1450G49G90
N1455M0
N1460T6G43H6
N1465S3912F14.3M3
N1470G0G54X0.75Y0.
N1475Z1.0M8
N1480Z0.1
N1485G83R0.1Z-0.8233Q0.2441F14.3
N1490G80
N1495Z1.0
N1500X0.53033Y0.53033
N1505Z0.1
N1510G83R0.1Z-0.8233Q0.2441F14.3
N1515G80
N1520Z1.0
N1525X0.Y0.75
N1530Z0.1
N1535G83R0.1Z-0.8233Q0.2441F14.3
N1540G80
N1545Z1.0
N1550X-0.53033Y0.53033
N1555Z0.1
N1560G83R0.1Z-0.8233Q0.2441F14.3
N1565G80
N1570Z1.0
N1575X-0.75Y0.
N1580Z0.1
N1585G83R0.1Z-0.8233Q0.2441F14.3
N1590G80
N1595Z1.0
N1600X-0.53033Y-0.53033
N1605Z0.1
N1610G83R0.1Z-0.8233Q0.2441F14.3
N1615G80
N1620Z1.0
N1625X0.Y-0.75
N1630Z0.1
N1635G83R0.1Z-0.8233Q0.2441F14.3
N1640G80
N1645Z1.0
N1650X0.53033Y-0.53033
N1655Z0.1
N1660G83R0.1Z-0.8233Q0.2441F14.3
N1665G80
N1670Z1.0
N1675G30G91Z0M09
N1680G49G90
N1685M0
N1690T7G43H7
N1695S1000F31.3M3
N1700G0G54X0.75Y0.
N1705Z1.0M8
N1710Z0.1
N1715G84R0.1Z-0.6457F31.3
N1720G80
N1725Z1.0
N1730X0.53033Y0.53033
N1735Z0.1
N1740G84R0.1Z-0.6457F31.3
N1745G80
N1750Z1.0
N1755X0.Y0.75
N1760Z0.1
N1765G84R0.1Z-0.6457F31.3
N1770G80
N1775Z1.0
N1780X-0.53033Y0.53033
N1785Z0.1
N1790G84R0.1Z-0.6457F31.3
N1795G80
N1800Z1.0
N1805X-0.75Y0.
31
CFAO
Science et Technologie Mcanique STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Fraisage 2 axes et demi
N1810Z0.1
N1815G84R0.1Z-0.6457F31.3
N1820G80
N1825Z1.0
N1830X-0.53033Y-0.53033
N1835Z0.1
N1840G84R0.1Z-0.6457F31.3
N1845G80
N1850Z1.0
N1855X0.Y-0.75
N1860Z0.1
N1865G84R0.1Z-0.6457F31.3
N1870G80
N1875Z1.0
N1880X0.53033Y-0.53033
N1885Z0.1
N1890G84R0.1Z-0.6457F31.3
N1895G80
N1900Z1.0
N1905G0G91G28Z0M09
N1910G49G90M0
N1915M30
32
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Ce chapitre est une autoformation pas pas de construction dune pice simple, il dtaille:
Cration de feature
Visualisation 3D
Gnration de parcours doutil
Simulation 3D du parcours doutil
Slection automatique d'outil, calcul automatique de vitesse/avance
Gnration dynamique de la documentation de configuration
La premire fois
1. Lancez FeatureCAM en slectionnant FeatureCAM dans le menu Dmarrer. La premire fois que vous
lancez FeatureCAM, la base de donnes d'outils est initialise. Il vous sera demand quelques informations
concernant vos prfrences d'outils, puis alors les informations seront cres en consquence.
Crer un Fichier pice
1. Si l'Assistant de Nouveau Document Pice est affich, cliquez sur Crer un nouveau Fichier, puis
cliquez sur Suivant. Slectionnez Fraisage, cliquez sur Millimtres, puis sur OK.
2. Si lassistant de Nouveau Document Pice n'est pas affich, cliquez sur le bouton Nouveau
Document Pice
3.
. Slectionnez Fraisage, cliquez sur Millimtres, puis sur OK.
Dans la bote de dialogue des Dimensions, entrez 32 mm pour lpaisseur,
100mm pour la largeur, 120mm pour la longueur et cliquez sur OK. La prochaine fois que vous
utiliserez FeatureMILL, les dernires dimensions entres du brut auront t mmorises.
4. Cliquez sur OK dans la bote de dialogue des Proprits du Brut
Pour rfrence, voici un plan cot de la pice exemple.
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
4. Cliquez sur ltape Features
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
dans la boite de dialogue dtapes.
5. Slectionnez Trou et cliquez sur Suivant.
6. Entrez 12mm pour le Diamtre puis cliquez sur Suivant.
7. Entrez 25mm pour l'emplacement X du centre de trou et 25mm pour l'emplacement Y. Cliquez sur
Suivant.
La page de Stratgies saffiche. Cette page fournit le contrle des types d'oprations qui seront utilises pour
usiner la feature. Les oprations par dfaut pour un trou sont pointage/centrage et le perage du trou. Si le
trou avait un chanfrein, il serait par dfaut usin avec l'opration de pointage/centrage.
8. Acceptez les paramtres de stratgie par dfaut en cliquant sur Suivant.
La page dOprations donne un rsum des oprations qui seront cres pour usiner la feature. Les noms des
outils slectionns automatiquement sont affichs, ainsi que les avances et vitesses utilises.
9. Cliquez sur le triangle ct du bouton Fin et slectionnez l'option Fin.
10. Crez une feature de poche rectangulaire en cliquant nouveau sur ltape
Features
dans la barre de fonctions dtapes.
11. Slectionnez Poche et cliquez sur Suivant.
12. Acceptez les dimensions par dfaut en cliquant sur Suivant.
13. Entrez 15mm pour X, 60mm pour Y et 0 pour Z.
14. La page de Stratgies indique que les oprations d'bauche et de finition seront cres. Cliquez sur Fin
pour accepter.
15. Utilisez ltape Features
pour crer un second trou de 12mm de diamtre en X=95mm et Y=75mm.
16. Utilisez ltape Features
pour crer une autre poche similaire la premire, sauf quelle elle est
place en X=55mm, Y=15mm.
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Visualisation
1. Jusqu maintenant, vous avez visualis la pice en vue de dessus. Cliquez sur le bouton de vue
Isomtrique
de la barre de fonctions standard pour obtenir une vue tridimensionnelle.
2. Le bouton de vue Isomtrique est en fait un menu. Cliquez sur la flche/triangle ct du bouton. Un
menu droulant saffiche. Cliquez sur Face pour afficher la vue de Face. Cliquez sur Isomtrique pour
revenir la vue isomtrique.
Reportez vous au chapitre 3 pour plus d'informations sur les menus droulants.
La pice exemple est termine. Maintenant, les Features de simulation vont tre utilises pour voir comment
la pice sera fabrique.
Parcours doutil
1. Cliquez sur ltape Parcours doutil
. La barre de fonctions de Simulation saffiche.
2. Cliquez sur le bouton Simulation 3D et cliquez sur le bouton Lancer pour commencer la simulation.
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Si la bote de dialogue de tri apparat, cliquez sur OK. Ces options seront dtailles plus loin.
3. Une interprtation solide 3D du processus d'usinage est affiche.
ATTENTION! FeatureMILL gre mieux
les simulations avec au minimum 256
couleurs. Selon les paramtres de votre
carte vido, un message saffichera ou non.
Vous pouvez ignorer cet avertissement pour
cet exemple
4. Cliquez sur Simuler jusqu lopration suivante
. L'opration de pointage/centrage est affiche.
Cliquez sur ce bouton pour visualiser chaque opration jusqu' ce que la pice entire soit usine.
5. Cliquez sur Arrter. La barre de fonctions de la Simulation est enleve de l'cran.
Ordre de fabrication des oprations
L'onglet de liste doprations plac sur la droite de la fentre, montre toutes les oprations. Si vous
remarquez un signe jaune d'avertissement
ct d'une opration, c'est FeatureCAM qui vous indique
qu'il peut y avoir un problme avec cette opration. Vous pouvez ignorer les avertissements pour le moment.
Suivez ces tapes pour voir comment contrler lordre de fabrication dans
FeatureMILL.
1. Notez que en haut de la fentre de l'onglet de liste doprations, le bouton radio de Tri automatique est
slectionn. Cela veut dire que des rgles de tri automatique sont appliques aux oprations. Cliquez sur le
bouton dOptions de tri
2. Assurez-vous que la case Minimiser les changements d'outils est la seule coche puis cliquez sur OK.
3. Cliquez sur la boite de dialogue dtapes et cliquez sur Parcours doutil
.
Cliquez sur le bouton Simulation 3D et cliquez sur le bouton Lancer. Si la bote de dialogue de tri apparat,
cliquez sur OK. Vous remarquerez dans la simulation que les pointages sont raliss, puis les perages, et
enfin lbauche et la finition des poches.
4. Cliquez sur le bouton Arrter quand la simulation est termine pour sortir du mode de simulation.
5. Cliquez sur le bouton dOptions de tri. Cochez Passes de finition en dernier, dcochez tout le reste et
cliquez sur OK. Notez que lordre des oprations a chang dans la Liste d'Oprations.
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
6. Cliquez nouveau sur le bouton Lancer
. Remarquez dans la simulation que
les passes de finition des deux poches sont maintenant usines en dernier.
7. Cliquez sur le bouton Stop
quand la simulation est termine.
8. Cliquez sur le bouton dOptions de tri
. Dcochez tout et cliquez sur OK. Maintenant les oprations
auront le mme ordre que les Features dans larbre de construction.
9. Cliquez sur longlet Arbre de construction situ au dessus de la Boite de dialogue dtapes. Cet arbre liste
toutes les configurations et Features cres. Voir le Chapitre 3 pour plus de dtails sur larbre de
construction.
10. Cliquez sur rect_pock2, le dernier nom dans larbre de construction, et dplacez le au-dessus de hole
11. Cliquez nouveau sur le bouton Lancer
feature.
12. Cliquez sur le bouton Stop
. La deuxime poche est maintenant usine comme troisime
quand la simulation est termine.
Pour le moment, lordre des oprations est dtermin automatiquement par une srie de rgles. Vous pouvez
aussi spcifier un classement particulier des oprations.
13. Cliquez sur le bouton radio de Tri Manuel, situ au-dessous du bouton radio de
Tri automatique. Dans la bote de dialogue de tri fixe qui apparat, cliquez sur
OK.
14. Slectionnez une opration dans la liste et dplacez-la vers le haut ou vers le bas.
15. Cliquez nouveau sur le bouton Lancer. Notez que la simulation excute maintenant les oprations dans
lordre spcifi.
16. Cliquez sur le bouton Stop
quand la simulation est termine.
17. Cliquez sur le bouton radio de Tri automatique et cliquez sur OK
18. Cliquez sur le bouton Arrter pour effacer la simulation et enlever la barre de fonctions de Simulation
de lcran
Science et Technologie Mcaniques STM
CFAO
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Documentation Pice
Pendant la simulation de la fabrication de la pice, une liste complte des outils des oprations est gnre.
Les outils slectionns sont bass sur les Bibliothques doutils cres, donc vous tes toujours sr de
simuler ce que vous pouvez produire avec vos outils. L'information est dj informatise et peut tre
imprime pour contrle par loprateur.
1. Cliquez sur longlet Dtails dans la fentre de Rsultats. Voici lapparence de la fiche technique:
Op: 1 hole1 (pointage)
Op: 2 hole1 (perage)
Op: 3 rect_pock1 (bauche1)
Op: 4 rect_pock1 (bauche2)
Op: 5 rect_pock1 (finition)
Op: 6 rect_pock2 (bauche1)
Op: 7 rect_pock2 (bauche2)
Op: 8 rect_pock2 (finition)
Op: 9 hole2 (pointage)
Op: 10 hole2 (perage)
Vous pouvez consulter cette liste en utilisant les barres de dfilement, ou l'imprimer en slectionnant
Imprimer dans le menu Fichier. Cochez les cases de ce que vous voulez imprimer et cliquez sur OK.
Cliquez sur le bouton radio de Liste d'outils situ au dessus de longlet Dtails pour montrer la liste d'Outils.
La liste d'outils contient tous les outils utiliss pour fabriquer la pice partir de la bibliothque slectionne.
Voici quoi ressemble
Bibliothque: basic
Rsum:
Pot
Pot
Pot
Pot
Pot
1: facemill3150
2: endmill1000:reg
3: TD_03230_P:J
4:: endmill0125:reg
5: csink90:0250
D
D
D
D
D
3.1500
1.0000
0.3230
0.1250
0.2500
in.
in.
in.
in.
in.
H 0.6000 in.
L 1.5000 in
L 3.3120 in.
L 0.3750 in. F 2 T 0.0000 in.
L 1.4375 in. A 90.0 deg.
Contrle de lautomatisation
1. Cliquez sur larbre de construction et choisissez hole1 dans la liste. Cliquez sur le bouton de Proprits
au bas de lcran.
2. Cliquez sur longlet Stratgie.
3. Cliquez sur ltape Parcours doutil
. Cliquez sur Simulation 3D
et cliquez sur le bouton Lancer.
Remarquez il n'y a encore aucun perage/pointage pour linstant pour ce trou. Si vous regardez la liste des
oprations, remarquez quil y a maintenant une seule opration de pointage liste. FeatureMILL peut
optimiser pour vous le processus de fabrication de la pice, mais cest vous qui contrlez le niveau
d'optimisation automatique souhait.
4. Cliquez sur Arrter.
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Code CN
Le but de FeatureMILL est de gnrer le code CN pour fabriquer des pices avec des machines CN. Aprs
avoir simul la pice, vous pouvez gnrer le code CN. Avant de pouvoir gnrer le code CN
pour une pice, vous devez lancer une simulation pour calculer les parcours doutils. Si vous commencez
cette pice dautoformation sans avoir lanc la simulation comme dcrit ci-dessus, simulez maintenant la
pice.
1. Cliquez sur le bouton Code CN
dans la boite de dialogue dtapes.
2. Cliquez sur le bouton d'Affichage du code CN
dans la bote de dialogue pour gnrer le code CN.
NOTE : Si vous utilisez une version d'valuation de FeatureMILL, un dongle, un appareil qui se rattache au
port imprimante de l'ordinateur, est ncessaire pour gnrer le code CN ou sauvegarder/importer des fichiers,
ce qui nest pas possible dans la version de dmonstration. Quand vous achetez FeatureMILL, un dongle
vous est fourni.
Affectation des outils
1. Cliquez sur le bouton Code CN
dans la boite de dialogue dtapes.
Cliquez sur le bouton Raffectation des outils
de la bote de dialogue. Une bote de dialogue saffiche,
montrant que les outils sont dans lordre suivant:
TD_0500_1|2:J
Endmill0500: reg
Endmill0375: reg
Center_5
2. Dans cette bote de dialogue, vous pouvez modifier l'emplacement des outils dans le changeur. Pour
dplacer le foret centrer la 5me position dans le changeur de l'outil, cliquez sur Center_5 dans la table.
3. Changez 4 en 5 dans le champ de Numro d'outil du bas de la bote de dialogue et cliquez sur Dfinir.
Notez que vous ne pouvez pas changer directement le numro dans la table.
4. Cliquez sur OK.
Changement de Post-processeurs
1. Suivez les tapes restantes pour changer le post-processeur et sauvegarder le code CN.
2. Dans le menu de Fabrication, cliquez sur Post-processeur.
3. Cliquez sur Parcourir pour rechercher les post-processeurs. Le rpertoire par dfaut est c:\Program
7
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Files\FeatureCAM\M-lbry\Inch pour les units anglaises. Si vous avez besoin d'un post-processeur mtrique,
remontez dun rpertoire vers M-Lbry. Puis alors parcourez le rpertoire Metric.
4. Slectionnez le processeur dsir et cliquez sur Ouvrir. Cliquez sur OK dans la bote de dialogue des
Options de Post-processeur. Le processeur est maintenant slectionn. Lancez la simulation de la pice pour
rgnrer le code CN.
NOTE: Cliquer sur Fermer ne change pas le post-processeur
Sauvegarde du Code CN
1. Cliquez sur le bouton Code CN
sur le bouton Sauver CN
dans la boite de dialogue dtapes. Cliquez
de la bote de dialogue.
2. Cliquez sur OK pour accepter le nom de fichier et le rpertoire par dfaut. Vous tes prt usiner la
pice.
Sauvegarde de la Pice FeatureMILL
1. Slectionnez le bouton Sauver
de la barre de fonctions Standard.
2. Slectionnez le rpertoire et alors entrez le nom de la pice.
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
RESUME DES OPERATIONS D'USINAGE
Pice:
FM1
Configuration:
Setup1 (1 sur 1)
Date:
Saturday, December 22, 2007
23:20:35
Brut:
L 120.000 mm x l 100.000 mm x T
32.000 mm
Mat:
ALUMINUM, 111.00 Brinell,0.82
kN/mm^2
Op: 1
F/S:
Outil:
mm)
Centre:
Profondeur:
trou1 (spotdrill)
1979 RPM, 0.184 MMPR
#1 (centre_M2500-1000, 12.254
Op: 2
F/S:
Outil:
mm)
Centre:
Profondeur:
trou2 (spotdrill)
1979 RPM, 0.184 MMPR
#1 (centre_M2500-1000, 12.254
25.000 mm 25.000 mm 0.000 mm
11.952 mm
95.000 mm 75.000 mm 0.000 mm
11.952 mm
Op: 3
F/S:
trou1 (perage)
2021 RPM, 0.180 MMPR Outil:
#2 (TD_M1200:J, 12.000 mm)
Centre:
25.000 mm 25.000 mm 0.000 mm
Profondeur: 28.605 mm
Autre:
Dbourrages: 4, Cycle: Trou profond
Autre:
Pas: 12.000 mm 6.000 mm 6.000
mm
Op: 4
F/S:
trou2 (perage)
2021 RPM, 0.180 MMPR Outil:
#2 (TD_M1200:J, 12.000 mm)
Centre:
95.000 mm 75.000 mm 0.000 mm
Profondeur: 28.605 mm
Autre:
Dbourrages: 4, Cycle: Trou profond
Autre:
Pas: 12.000 mm 6.000 mm 6.000
mm
Op: 5
F/S:
MMPT)
rect_pock1 (bauche1)
5045 RPM, 1261 MMPM (0.125
Outil:
Profondeur:
Autre:
Puissance:
#3 (endmillM1250:reg, 12.500 mm)
5.000 mm
Pas d'usinage: 4.162 mm
0.36 (est. 0.36) kW
Op: 6
F/S:
MMPT)
Outil:
Profondeur:
Autre:
Puissance:
rect_pock2 (bauche1)
5045 RPM, 1261 MMPM (0.125
Op: 7
F/S:
MMPT)
Outil:
Profondeur:
Autre:
Puissance:
rect_pock1 (bauche2)
5200 RPM, 780 MMPM (0.075
Op: 8
F/S:
MMPT)
Outil:
Profondeur:
Autre:
kW Est.:
rect_pock1 (finition)
5200 RPM, 468 MMPM (0.045
Op: 9
F/S:
MMPT)
Outil:
Profondeur:
Autre:
Puissance:
rect_pock2 (bauche2)
5200 RPM, 780 MMPM (0.075
Op: 10
F/S:
MMPT)
Outil:
Profondeur:
Autre:
kW Est.:
rect_pock2 (finition)
5200 RPM, 468 MMPM (0.045
#3 (endmillM1250:reg, 12.500 mm)
5.000 mm
Pas d'usinage: 4.162 mm
0.36 (est. 0.36) kW
#4 (endmillM0750:reg, 7.500 mm)
5.000 mm
Pas d'usinage: 2.497 mm
0.13 (est. 0.13) kW
#4 (endmillM0750:reg, 7.500 mm)
5.000 mm
Pas d'usinage: 0.938 mm
0.03
#4 (endmillM0750:reg, 7.500 mm)
5.000 mm
Pas d'usinage: 2.497 mm
0.13 (est. 0.13) kW
#4 (endmillM0750:reg, 7.500 mm)
5.000 mm
Pas d'usinage: 0.938 mm
0.03
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
Programme CN de la pice o code G
.N10G70G75G90
'FM1 12-22-2007'
'TROU1'
'TOOL NUMBER:1'
'SPINDLE RPM:1979'
N35G0X0.Y0.T1M6
N40S1979
N45X0.9843Y0.9843
N50Z0.1M8
.N55G81Z0.5706F14.3
N60X0.9843
.N65G80
N70Z1.0
N75X3.7402Y2.9528Z0.1
.N80G81Z0.5706F14.3
N85X3.7402
.N90G80
N95Z1.0
'TROU1'
'TOOL NUMBER:2'
' SPINDLE RPM:2021'
N115G0X0.Y0.T2M6
N120F14.3S2021
N125X0.9843Y0.9843
N130Z0.1
.N135G83Z1.2262Z0.5724Z0.2362F14.3
N140X0.9843
.N145G80
N150Z1.0
N155X3.7402Y2.9528Z0.1
.N160G83Z1.2262Z0.5724Z0.2362F14.3
N165X3.7402
.N170G80
N175Z1.0
'RECT_POCK1'
'TOOL NUMBER:3'
' SPINDLE RPM:5045'
N195G0X0.Y0.T3M6
N200F24.8S5045
N205X1.5295Y2.8091
N210Z0.1
N215G1Z0.01F24.8
N220X1.0374Z-0.0314
N225X1.5295Z-0.0727
N230X1.0374Z-0.1141
N235X1.5295Z-0.1555
N240X1.0374Z-0.1969
N245X2.1122F49.7
N250Y2.8996
N255X1.0374
N260Y2.8091
N265G3X1.1454Y2.6683I1.1831J2.8091
N270G3X1.3212Y2.6452I1.3212J3.3247
N275G1X2.2761
N280Y3.0635
N285X0.8735
N290Y2.6452
N295X1.3212
N300G0X3.1043Y1.0374Z1.0
N305Z0.1
N310G1Z0.01F24.8
N315X2.6122Z-0.0314
N320X3.1043Z-0.0727
N325X2.6122Z-0.1141
N330X3.1043Z-0.1555
N335X2.6122Z-0.1969
N340X3.687F49.7
N345Y1.128
N350X2.6122
N355Y1.0374
N360G3X2.7202Y0.8967I2.7579J1.0374
N365G3X2.896Y0.8735I2.896J1.553
N370G1X3.8509
N375Y1.2918
N380X2.4483
N385Y0.8735
N390X2.896
N395G0Z1.0
'RECT_POCK1'
'TOOL NUMBER:4'
' SPINDLE RPM:5200'
N415G0X0.Y0.T4M6
N420F15.4S5200
N425X1.0079Y3.0807
N430Z0.1
N435G1Z-0.1969F15.4
N440X0.8672Y3.1619F30.7
N445X0.7874
N450G3X0.7751Y3.1496I0.7874J3.1496
N455G1Y3.0698
N460X0.8563Y2.9291
N465Y2.7795
10
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
Cration de votre premire pice 2D 1/2
N470X0.7751Y2.6389
N475Y2.5591
N480G3X0.7874Y2.5468I0.7874J2.5591
N485G1X0.8672
N490X1.0079Y2.628
N495X2.1417
N500X2.2824Y2.5468
N505X2.3622
N510G3X2.3745Y2.5591I2.3622J2.5591
N515G1Y2.6389
N520X2.2933Y2.7795
N525Y2.9291
N530X2.3745Y3.0698
N535Y3.1496
N540G3X2.3622Y3.1619I2.3622J3.1496
N545G1X2.2824
N550X2.1417Y3.0807
N555Y3.1619F18.4
N560G3X2.0737Y3.1988I2.0737J3.1176F9.2
N565G1X0.7874F18.4
N570G3X0.7382Y3.1496I0.7874J3.1496F9.2
N575G1Y2.5591F18.4
N580G3X0.7874Y2.5098I0.7874J2.5591F9.2
N585G1X2.3622F18.4
N590G3X2.4114Y2.5591I2.3622J2.5591F9.2
N595G1Y3.1496F18.4
N600G3X2.3622Y3.1988I2.3622J3.1496F9.2
N605G1X1.9737F18.4
N610G3X1.9349Y3.189I1.9737J3.1176F9.2
N615G1X1.9056Y3.1619F18.4
N620G0X2.5827Y1.3091Z1.0
N625Z0.1
N630G1Z-0.1969F15.4
N635X2.442Y1.3903F30.7
N640X2.3622
N645G3X2.3499Y1.378I2.3622J1.378
N650G1Y1.2981
N655X2.4311Y1.1575
N660Y1.0079
N665X2.3499Y0.8672
N670Y0.7874
N675G3X2.3622Y0.7751I2.3622J0.7874
N680G1X2.442
N685X2.5827Y0.8563
N690X3.7165
N695X3.8572Y0.7751
N700X3.937
N705G3X3.9493Y0.7874I3.937J0.7874
N710G1Y0.8672
N715X3.8681Y1.0079
N720Y1.1575
N725X3.9493Y1.2981
N730Y1.378
N735G3X3.937Y1.3903I3.937J1.378
N740G1X3.8572
N745X3.7165Y1.3091
N750Y1.3903F18.4
N755G3X3.6485Y1.4272I3.6485J1.346F9.2
N760G1X2.3622F18.4
N765G3X2.313Y1.378I2.3622J1.378F9.2
N770G1Y0.7874F18.4
N775G3X2.3622Y0.7382I2.3622J0.7874F9.2
N780G1X3.937F18.4
N785G3X3.9862Y0.7874I3.937J0.7874F9.2
N790G1Y1.378F18.4
N795G3X3.937Y1.4272I3.937J1.378F9.2
N800G1X3.5485F18.4
N805G3X3.5098Y1.4173I3.5485J1.346F9.2
N810G1X3.4804Y1.3903F18.4
N815G0Z1.0
N820X0.Y0.M2
11
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
cration d llipse et Gravure de texte
Cration dellipse, dcriture
Pour ce tutorial, vous devez ouvrir une session de FeatureCAM en pouce
. Dfinissez votre brut avec les dimensions suivantes :
X= 4.5
y=3
Lyce qualifiant
Youssef ben
tachfine Agadir
z=1
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
cration d llipse et Gravure de texte
Noubliez pas de positionner votre origine au centre de la pice.
tape 1 Cration dellipse
Allez dans le menu slection slectionner courbe puis assistant courbe.
2
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
cration d llipse et Gravure de texte
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
cration d llipse et Gravure de texte
Entrez les coordonnes pour raliser lellipse suivante
-2.00,
0.00,
0.00
2.00,
1.25
Lellipse est maintenant cre.
Etape 2 Cration dcriture
Avant de crer le texte, nous allons faire la courbe qui guidera le texte.
Crez trois points en gomtrie aux coordonnes suivantes :
Point 1 (-1.25,-0.75, 0),
Point 2 (0, -1.0, 0),
Point 3 (1.25, -0.75, 0)
Crez un arc (3pts) avec Point 1, Point 2 et Point 3.
Ensuite, faites une courbe avec cet arc.
.
0.00,
0.00
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
cration d llipse et Gravure de texte
Une fois la courbe cre, nous allons aller dans le menu du texte. partir du menu courbe (assistant courbe),
slectionnez TEXT.
Faites suivant et entrez les paramtres suivants
La cration dcriture nous offre plusieurs options.
Parcourt: dtermine la forme de lcriture
Courbe : permet de slectionner la courbe qui guide le lettrage
Alignement : dtermine la position
Echelle : permet modifier la grosseur du lettrage
Fonte : dtermine le style du lettrage
Longueur : dtermine lespace entre chaque lettre.
Cliquez sur Font pour aller modifier le style de lcriture. Utilisez les paramtres suivants ;
CFAO
Science et Technologie Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
cration d llipse et Gravure de texte
Vous venez de crer du lettrage.
Note : Cinq types dcritures sont disponibles pour la gravure. Le nom de ces derniers dbute par Machine
Tool.
CFAO
Sciences et Technologies Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
TP C.F.A.O Plaque dorientation
Travail demand
A laide du modeleur Solide Works, dessiner la pice ci aprs (voir dessin de dfinition).
Commencer par lesquisse suivante tout en respectant lemplacement du repre X, Y fig.1
Fig.1
Y
X
Sauver la pice sous le nom donn par le dessin de dfinition avec lextension donne par dfaut
(.sldprt)
Quitter Solide Works
Ouvrir le logiciel featurecam choisir lunit convenable et le fichier pice crer (fraisage)
Prendre un brut capable lgrement suprieur aux dimensions de votre pice cre par Solide Works
Dimensions du brut : Pour 11 prendre 200 x 100 x 22 et pour 12 prendre 120 x 63 x 17
Importer la pice cre par Solide Works et suivre les tapes dorientation et de positionnement de
celle ci par rapport au brut faire de faon ce que la pice sera centre lintrieur du brut suivant
x, y, et la face de
dessous de la pice confondue avec celle du brut voir fig. 2
Positionner lorigine du tridre x, y, z,
Fig.2
CFAO
Sciences et Technologies Mcaniques STM
Initiation FeatureCam
Lyce qualifiant
Youssef ben
tachfine Agadir
TP C.F.A.O Plaque dorientation
Lancer la reconnaissance automatique des features
Renommer les features suivant larbre de construction fig.3 approximativement
Rorganiser la liste des oprations suivant fig. 4 approximativement
Fig.3
Fig.4
Redfinir les outils suivants :
Outil de surfaage fraise 4 dents 20 mm
Outil de contournage extrieur fraise 4 dents 20 mm
Outil de contournage 2 fraise 4 dents 16 mm pour pice 1 et fraise 2 dents 12 mm pour pice 2
Outil pour alsage fraise 2 dents 14 mm pour pice 1 et fraise 4 dents 12 mm pour pice 2
CFAO
Sciences et Technologies Mcaniques STM
TP C.F.A.O Plaque dorientation
Pice 1
Pice 2
Initiation FeatureCam
Prendre 30 mm pour
lalsage, 15 mm pour
les deux rainures et M4
pour les 4 trous de la
pice 2
Lyce qualifiant
Youssef ben
tachfine Agadir
Vous aimerez peut-être aussi
- Programmation de Commande NumériqueDocument13 pagesProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- TD FaoDocument3 pagesTD FaoAmer ChaffaiPas encore d'évaluation
- Etape 1: Brut,: S'Initier Au Logiciel FeaturecamDocument3 pagesEtape 1: Brut,: S'Initier Au Logiciel FeaturecamMeryemHmouriPas encore d'évaluation
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDOPas encore d'évaluation
- ExamenDocument8 pagesExamenMOUNIR FRIJA100% (1)
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Exercice 01 Corrigé TOUNAGE CNDocument2 pagesExercice 01 Corrigé TOUNAGE CNSihem BouhlelPas encore d'évaluation
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor Rigمنير بوزيد100% (1)
- GammeDocument18 pagesGammeMakrem CherifPas encore d'évaluation
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriPas encore d'évaluation
- Exercice CN FraisageDocument6 pagesExercice CN FraisageBouallegue MounirPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- Controle 2011Document2 pagesControle 2011Jamal Bahri0% (1)
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Cours CFAO PDFDocument11 pagesCours CFAO PDFnakaruru5550% (2)
- Exercice N2 CorrigéDocument2 pagesExercice N2 CorrigéO Z100% (1)
- Atelier Paroduction parCNDocument50 pagesAtelier Paroduction parCNAyoub Boutouta100% (2)
- Thème Montage ModulaireDocument16 pagesThème Montage Modulairekldmnt100% (1)
- Programmation Exercice N°2Document3 pagesProgrammation Exercice N°2mathieu.angeardPas encore d'évaluation
- Geometrie de Outil de CoupeDocument19 pagesGeometrie de Outil de CoupeEL khaldi100% (3)
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Exm2015-CorrigeDocument7 pagesExm2015-CorrigeToxic DEVPas encore d'évaluation
- Examen Prep Fabrication IFM 2019Document8 pagesExamen Prep Fabrication IFM 2019عامر الشعيلي ولد شعبانPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande Numeriqueسيف الدين يعقوبيPas encore d'évaluation
- Chapitre 004 - Programmation Des MOCN1Document107 pagesChapitre 004 - Programmation Des MOCN1Salem Al farhani100% (3)
- Programmation CN ProfDocument14 pagesProgrammation CN ProfZikoPas encore d'évaluation
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
- TP3 V2Tournage Avec Mastercam X5Document13 pagesTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- Exercice n1 CorrigeDocument2 pagesExercice n1 CorrigeStephane Durel Mbida100% (3)
- Examen Fao 20211Document5 pagesExamen Fao 20211Amer ChaffaiPas encore d'évaluation
- Simulation D'usinageDocument12 pagesSimulation D'usinagejebril faten100% (1)
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- Tp1 Fao FraisageDocument32 pagesTp1 Fao Fraisagemaraghni_hassine7592Pas encore d'évaluation
- ExamenDocument1 pageExamenAnonymous 9qKdViDP40% (1)
- 2 TD AVPEF EquerreDocument1 page2 TD AVPEF EquerreRashid Elaychii100% (1)
- CFAO A RetenirDocument1 pageCFAO A RetenirAlami El100% (1)
- 2 TD AVPEF Butée - Comd PDFDocument1 page2 TD AVPEF Butée - Comd PDFkimb100% (1)
- TP4 - Taillage D'un Pignon Par Fraise Au ModuleDocument1 pageTP4 - Taillage D'un Pignon Par Fraise Au ModuleOussama Ouafik100% (1)
- Corrigé Ex 2 Prog Tournage CodeGDocument3 pagesCorrigé Ex 2 Prog Tournage CodeGHab Benz100% (1)
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- 3 Prefs DecDocument4 pages3 Prefs DecTarhouni100% (1)
- Exercice Sur La Programmation Iso G90-CorrigeDocument1 pageExercice Sur La Programmation Iso G90-CorrigekhocinePas encore d'évaluation
- Parametres de CoupeDocument3 pagesParametres de CoupeGuiliass100% (1)
- TD1EDocument2 pagesTD1EmedPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Correction TSMFM FF 2014 v1Document11 pagesCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- Elaborer Un Contrat de PhaseDocument2 pagesElaborer Un Contrat de PhaseZikoPas encore d'évaluation
- Exercice N°1 - Programmation Partie Tounage CN - CorrectionDocument2 pagesExercice N°1 - Programmation Partie Tounage CN - CorrectionAymen GmarPas encore d'évaluation
- Devoir Surveillé 2stm ProductionDocument8 pagesDevoir Surveillé 2stm ProductionOmar Daali100% (1)
- 3-Fonctions Preparatoires PDFDocument4 pages3-Fonctions Preparatoires PDFatoha007Pas encore d'évaluation
- Eliraoui KarimDocument33 pagesEliraoui KarimLahnine Ismail100% (1)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Chapitre 2 Chaine Numérique FAODocument3 pagesChapitre 2 Chaine Numérique FAOGwadria IhebPas encore d'évaluation
- Cours 1 PartieDocument63 pagesCours 1 Partiemarouanereali01Pas encore d'évaluation
- Devoir Surveillé 2stm ProductionDocument8 pagesDevoir Surveillé 2stm ProductionOmar Daali100% (1)
- DscomDocument2 pagesDscomOmar DaaliPas encore d'évaluation
- Cours Traction Et CompressionDocument5 pagesCours Traction Et CompressionOmar DaaliPas encore d'évaluation
- ds1 2stm01Document5 pagesds1 2stm01Omar DaaliPas encore d'évaluation
- Structure Des Materiaux II CristallochimieDocument25 pagesStructure Des Materiaux II CristallochimieOmar DaaliPas encore d'évaluation
- Pliage-Calcul de LD Et Cm1Document7 pagesPliage-Calcul de LD Et Cm1Omar DaaliPas encore d'évaluation
- Abaque de PliagesDocument1 pageAbaque de PliagesOmar DaaliPas encore d'évaluation
- Rugosité Et État de SurfaceDocument17 pagesRugosité Et État de SurfaceOmar Daali67% (3)
- Devoir Commun Partie ProductionDocument16 pagesDevoir Commun Partie ProductionOmar Daali0% (1)
- Carte de Controle1 Prof PDFDocument9 pagesCarte de Controle1 Prof PDFOmar DaaliPas encore d'évaluation
- Devoir Surveillé N03Document7 pagesDevoir Surveillé N03Omar DaaliPas encore d'évaluation
- Regles Sur IsostatismeDocument8 pagesRegles Sur IsostatismeOmar Daali100% (1)
- Amazon FRDocument1 pageAmazon FRangelisharma455Pas encore d'évaluation
- Module 1 1 Gestion Des Investissements - Et - NVDocument30 pagesModule 1 1 Gestion Des Investissements - Et - NVTasnime NissadPas encore d'évaluation
- CNOM 2012 30 Juin 2013Document92 pagesCNOM 2012 30 Juin 2013micahloisvalmoriaPas encore d'évaluation
- CV Ferdinand KAHENGA E VDocument2 pagesCV Ferdinand KAHENGA E VAnonymous KrNlWdkzcPas encore d'évaluation
- Utilisation D'un Modele D'aide A La Decision Multicritere Base Sur La Methode Ahp Pour La Selection de Projets D'infrastructures SanitairesDocument21 pagesUtilisation D'un Modele D'aide A La Decision Multicritere Base Sur La Methode Ahp Pour La Selection de Projets D'infrastructures Sanitairesn.yousfiPas encore d'évaluation
- Stratégies GroupesDocument36 pagesStratégies GroupesstrideworldPas encore d'évaluation
- A ImprimerDocument14 pagesA ImprimerhsnghhPas encore d'évaluation
- Classif CoursDocument86 pagesClassif Courskistidi33Pas encore d'évaluation
- Ex06 - Etage D'adaptationDocument6 pagesEx06 - Etage D'adaptationAissa KalachePas encore d'évaluation
- 796Document8 pages796Simo SimoPas encore d'évaluation
- Reglement Interieur AiehtpDocument5 pagesReglement Interieur AiehtpTaha BenPas encore d'évaluation
- Planification D'urgenceDocument20 pagesPlanification D'urgenceABADI NAHIDPas encore d'évaluation
- Accessibilite Physique Animee - CanDocument7 pagesAccessibilite Physique Animee - CanZbedi ChaimaPas encore d'évaluation
- Courroies Dentées ATN 1207Document8 pagesCourroies Dentées ATN 1207Claudine Elisseev100% (2)
- Msyn PDFDocument34 pagesMsyn PDFbensumbbPas encore d'évaluation
- VERDITDocument27 pagesVERDITAya SePas encore d'évaluation
- These Finale Gravé Sur DisqueDocument146 pagesThese Finale Gravé Sur DisqueMarie DaguidamPas encore d'évaluation
- LE CIRCUIT IMPRIME .-ConvertiDocument3 pagesLE CIRCUIT IMPRIME .-Convertiسعيد تامرPas encore d'évaluation
- Communiquer Marjane Sapino - VFDocument2 pagesCommuniquer Marjane Sapino - VFFati FlourPas encore d'évaluation
- Examen Final Seer Gecsi 09 Juin 2020 v2Document3 pagesExamen Final Seer Gecsi 09 Juin 2020 v2Youness BoufsadPas encore d'évaluation
- Descriprion Procédé de PlâtreDocument3 pagesDescriprion Procédé de PlâtreErick basiluaPas encore d'évaluation
- Introduction À La Notion D'ordiDocument2 pagesIntroduction À La Notion D'ordikabi6713Pas encore d'évaluation
- TD Estimation 2022 2023Document2 pagesTD Estimation 2022 2023Mariam GueyePas encore d'évaluation
- Therm - Stockage Et Aliment. Gaz FuelDocument72 pagesTherm - Stockage Et Aliment. Gaz FuelNizarChouchenePas encore d'évaluation
- Boulonnerie Visserie CoursDocument10 pagesBoulonnerie Visserie CoursRizouga AbdallahPas encore d'évaluation
- Les Abaques Multiplaz 3500Document5 pagesLes Abaques Multiplaz 3500Nacer MezghichePas encore d'évaluation
- Bac-Blanc LGM - 2021Document5 pagesBac-Blanc LGM - 2021Sébastien ONDO MINKOPas encore d'évaluation
- Teufel ShopDocument1 pageTeufel ShopCaractère ExclusivePas encore d'évaluation
- Script D'appel EntrantDocument2 pagesScript D'appel EntrantAudry Lucious Lyon100% (1)
- BNT Is Normal 2021Document25 pagesBNT Is Normal 2021YS ConsultingPas encore d'évaluation