Vous aimerez peut-être aussi
- CNC2016 Chapitre 3 Programmation Des MOCNDocument107 pagesCNC2016 Chapitre 3 Programmation Des MOCNImèn JndoubiPas encore d'évaluation
- Exercice 01 Corrigé TOUNAGE CNDocument2 pagesExercice 01 Corrigé TOUNAGE CNSihem BouhlelPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor Rigمنير بوزيد100% (1)
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- Correction TD Juin 2020Document14 pagesCorrection TD Juin 2020Yosr MaizaPas encore d'évaluation
- Examen CNC Novmebre 2018 - 5EM CorrigéDocument8 pagesExamen CNC Novmebre 2018 - 5EM CorrigéKader YahayaPas encore d'évaluation
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- ExamenDocument8 pagesExamenMOUNIR FRIJAPas encore d'évaluation
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- Micro TourDocument1 pageMicro TourGraba AbdelhakimPas encore d'évaluation
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- Controle 2011Document2 pagesControle 2011Jamal Bahri0% (1)
- TD1 Fao + Correction X1Document3 pagesTD1 Fao + Correction X1Roua Khalifa100% (2)
- Pages de Cours Usinage CNC 2019Document2 pagesPages de Cours Usinage CNC 2019Parc Elyes100% (1)
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande Numeriqueسيف الدين يعقوبيPas encore d'évaluation
- Les Cycles FixesDocument28 pagesLes Cycles FixesYosr Maiza100% (1)
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- GammeDocument18 pagesGammeMakrem CherifPas encore d'évaluation
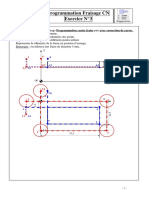
- Programme FraisageDocument6 pagesProgramme Fraisagebougaaalech OussamaPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- Introduction À Featurecam PDFDocument61 pagesIntroduction À Featurecam PDFOmar Daali100% (2)
- Corrigé Ex 2 Prog Tournage CodeGDocument3 pagesCorrigé Ex 2 Prog Tournage CodeGHab Benz100% (1)
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDOPas encore d'évaluation
- Production Par Commande Numérique 1-1Document77 pagesProduction Par Commande Numérique 1-1salhi ziedPas encore d'évaluation
- Exercice n1 CorrigeDocument2 pagesExercice n1 CorrigeStephane Durel Mbida100% (3)
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 pagesCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
- Exercice 4 CorrigDocument2 pagesExercice 4 CorrigsiniorPas encore d'évaluation
- Programmation de Commande NumériqueDocument13 pagesProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Comparaison Des Codes GDocument4 pagesComparaison Des Codes GYoussef LamrabetPas encore d'évaluation
- Les PREF, DEC, Et Jauges OutilsDocument42 pagesLes PREF, DEC, Et Jauges OutilsAbichou IssaPas encore d'évaluation
- Simulation D'usinage PDFDocument2 pagesSimulation D'usinage PDFPse Udo100% (1)
- Jauges Outils ProfDocument10 pagesJauges Outils Proftaher ncirPas encore d'évaluation
- Programmation Exercice N°2Document3 pagesProgrammation Exercice N°2mathieu.angeardPas encore d'évaluation
- Correction TSMFM FF 2014 v1Document11 pagesCorrection TSMFM FF 2014 v1Ami ne50% (2)
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- Parametres de CoupeDocument3 pagesParametres de CoupeGuiliass100% (1)
- Examen FF V1 2016 Énoncé PDFDocument14 pagesExamen FF V1 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- Correction TD1Document9 pagesCorrection TD1saif SaadiPas encore d'évaluation
- 3 GU (2) Copier DéverrouilléDocument1 page3 GU (2) Copier DéverrouilléMAJDA TAHIRIPas encore d'évaluation
- 2 Contrôle GéoDocument8 pages2 Contrôle GéoNS ADPas encore d'évaluation
- Sujet Haas PDFDocument5 pagesSujet Haas PDFNaoufel FaresPas encore d'évaluation
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
- Technique D'usinage Et MOCNDocument24 pagesTechnique D'usinage Et MOCNmahdiPas encore d'évaluation
- Programmation CN ProfDocument14 pagesProgrammation CN ProfZikoPas encore d'évaluation
- TD ApefDocument3 pagesTD Apefkamal0% (1)
- Document PDFDocument51 pagesDocument PDFAyadi HouaidaPas encore d'évaluation
- Techniques de Mise en Oeuvre Des ProcedesDocument57 pagesTechniques de Mise en Oeuvre Des ProcedesZied AbidiPas encore d'évaluation
- 3-Fonctions Preparatoires PDFDocument4 pages3-Fonctions Preparatoires PDFatoha007Pas encore d'évaluation
- Centre de Tournage: Programmation CNCDocument42 pagesCentre de Tournage: Programmation CNCYassine FKPas encore d'évaluation
- CNC2022 Chapitre 3 Programmation Des MOCNDocument45 pagesCNC2022 Chapitre 3 Programmation Des MOCNSalem Al farhaniPas encore d'évaluation
- Plan D'affaireDocument2 pagesPlan D'affaireSalem Al farhaniPas encore d'évaluation
- Bras Robotique ArduinoDocument1 pageBras Robotique ArduinoSalem Al farhaniPas encore d'évaluation
- Recu Print - Inscription Universitaire en LigneDocument2 pagesRecu Print - Inscription Universitaire en LigneSalem Al farhaniPas encore d'évaluation
- TP000Document3 pagesTP000Salem Al farhaniPas encore d'évaluation
- CNC2016 Chapitre 2 Reglages Des MOCNDocument99 pagesCNC2016 Chapitre 2 Reglages Des MOCNImèn JndoubiPas encore d'évaluation
- CNC2022 Chapitre 3 Programmation Des MOCNDocument45 pagesCNC2022 Chapitre 3 Programmation Des MOCNSalem Al farhaniPas encore d'évaluation
- CAO IntroductionDocument17 pagesCAO IntroductionSalem Al farhaniPas encore d'évaluation
- La Rédaction Dun CVDocument6 pagesLa Rédaction Dun CVSalem Al farhaniPas encore d'évaluation
- Algo CoursDocument233 pagesAlgo CoursMohcine Bagana100% (1)
- Tournage Commande NumériqueDocument9 pagesTournage Commande NumériqueYassine ĐesTrôỷỹ100% (1)
- Fiche ConcassageDocument2 pagesFiche ConcassageDanielSantosPas encore d'évaluation
- Contrat de Phase Final122226Document2 pagesContrat de Phase Final122226Nada Ghammem50% (2)
- Matériel de TerrassementDocument20 pagesMatériel de TerrassementAdam BoussairiPas encore d'évaluation
- HydrauliqueDocument6 pagesHydrauliqueLiebherrPas encore d'évaluation
- 4) EnginsDocument90 pages4) Enginsachrf80% (5)
- Fabrication TournageDocument7 pagesFabrication Tournagetaha oulkadi100% (1)
- El Quima AnisDocument21 pagesEl Quima Anislkuima aneesPas encore d'évaluation
- Grove TMS760E - 60 TonDocument4 pagesGrove TMS760E - 60 TonJEAN CARLOS QUINTERO CAMPILLOPas encore d'évaluation
- Autorisation de Conduite (AC), Autorisation D'intervention À Portée Des Réseaux (AIPR) - Deux Dispositions Complémentaires, Un Dénominateur Commun Le Caces (nt72)Document8 pagesAutorisation de Conduite (AC), Autorisation D'intervention À Portée Des Réseaux (AIPR) - Deux Dispositions Complémentaires, Un Dénominateur Commun Le Caces (nt72)jimmi conanPas encore d'évaluation
- 1 PDFDocument130 pages1 PDFВладиславГолышевPas encore d'évaluation
- Tableau Des Opérations Élémentaires Exemple 3Document4 pagesTableau Des Opérations Élémentaires Exemple 3Lahnine IsmailPas encore d'évaluation
- Module DDocument31 pagesModule Daxell samaPas encore d'évaluation
- Les Engins de TerrassementDocument6 pagesLes Engins de TerrassementRiham AbdennourPas encore d'évaluation
- Les Engins de Terrassements (Lecture Seule) (Mode de Compatibilité)Document27 pagesLes Engins de Terrassements (Lecture Seule) (Mode de Compatibilité)Mamadou PouyePas encore d'évaluation
- Fabrication MécaniqueDocument6 pagesFabrication MécaniqueBadr El RhazzaliPas encore d'évaluation
- Machine Outil HistoriqueDocument4 pagesMachine Outil HistoriqueWissal BoumediriPas encore d'évaluation
- Centre de Tournage: Programmation CNCDocument42 pagesCentre de Tournage: Programmation CNCYassine FKPas encore d'évaluation
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffPas encore d'évaluation
- Série TD-4 Contrat de Phase-ConvertiDocument9 pagesSérie TD-4 Contrat de Phase-ConvertiAljawhara Sara50% (2)
- GT Europont Pont Monopoutre Suspendu Rev 2Document20 pagesGT Europont Pont Monopoutre Suspendu Rev 2Simo RdPas encore d'évaluation
- Engins de TerrasementDocument113 pagesEngins de TerrasementDridi Ghayth100% (1)
- Verlinde Dimensions Pont Roulant BipoutreDocument32 pagesVerlinde Dimensions Pont Roulant Bipoutregannouni hassen100% (1)
- 1-Tracteur AgricoleDocument3 pages1-Tracteur AgricoleOuma'iima Rebey100% (1)
- Helice 06 Pas Massey Helice 06 Pas MasseyDocument18 pagesHelice 06 Pas Massey Helice 06 Pas MasseyGisele Alonso FinattiPas encore d'évaluation
- Les Engins de Chantier Du Terrassement (Travaux Routier & Infrastructure)Document10 pagesLes Engins de Chantier Du Terrassement (Travaux Routier & Infrastructure)L'acteur Victime75% (4)
- Production Par Com-NumDocument22 pagesProduction Par Com-NumBahriPas encore d'évaluation
- Quel Caces Et Categorie Pour Quelle UtilisationDocument3 pagesQuel Caces Et Categorie Pour Quelle UtilisationArsène TIA MANPas encore d'évaluation
- Catalogue BonnelDocument58 pagesCatalogue BonnelIoan CapraruPas encore d'évaluation
- Azzeddine Elkachkachi CFAODocument6 pagesAzzeddine Elkachkachi CFAOelkachkachi.azz.fstPas encore d'évaluation
- Le trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsD'EverandLe trading en ligne facile à apprendre: Comment devenir un trader en ligne et apprendre à investir avec succèsÉvaluation : 3.5 sur 5 étoiles3.5/5 (19)
- Secrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)D'EverandSecrets du Marketing des Médias Sociaux 2021: Conseils et Stratégies Extrêmement Efficaces votre Facebook (Stimulez votre Engagement et Gagnez des Clients Fidèles)Évaluation : 4 sur 5 étoiles4/5 (2)
- Wireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.D'EverandWireshark pour les débutants : Le guide ultime du débutant pour apprendre les bases de l’analyse réseau avec Wireshark.Pas encore d'évaluation
- Le guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandLe guide du hacker : le guide simplifié du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 5 sur 5 étoiles5/5 (2)
- Python | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationD'EverandPython | Programmer pas à pas: Le guide du débutant pour une initiation simple & rapide à la programmationPas encore d'évaluation
- Dark Python : Apprenez à créer vos outils de hacking.D'EverandDark Python : Apprenez à créer vos outils de hacking.Évaluation : 3 sur 5 étoiles3/5 (1)
- Apprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationD'EverandApprendre Python rapidement: Le guide du débutant pour apprendre tout ce que vous devez savoir sur Python, même si vous êtes nouveau dans la programmationPas encore d'évaluation
- Technologie automobile: Les Grands Articles d'UniversalisD'EverandTechnologie automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- L'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésD'EverandL'analyse fondamentale facile à apprendre: Le guide d'introduction aux techniques et stratégies d'analyse fondamentale pour anticiper les événements qui font bouger les marchésÉvaluation : 3.5 sur 5 étoiles3.5/5 (4)
- Le marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentD'EverandLe marketing d'affiliation en 4 étapes: Comment gagner de l'argent avec des affiliés en créant des systèmes commerciaux qui fonctionnentPas encore d'évaluation
- Wi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserD'EverandWi-Fi Hacking avec kali linux Guide étape par étape : apprenez à pénétrer les réseaux Wifi et les meilleures stratégies pour les sécuriserPas encore d'évaluation
- L'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.D'EverandL'analyse technique facile à apprendre: Comment construire et interpréter des graphiques d'analyse technique pour améliorer votre activité de trading en ligne.Évaluation : 3.5 sur 5 étoiles3.5/5 (6)
- Le Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsD'EverandLe Bon Accord avec le Bon Fournisseur: Comment Mobiliser Toute la Puissance de vos Partenaires Commerciaux pour Réaliser vos ObjectifsÉvaluation : 4 sur 5 étoiles4/5 (2)
- Guide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxD'EverandGuide Pour Les Débutants En Matière De Piratage Informatique: Comment Pirater Un Réseau Sans Fil, Sécurité De Base Et Test De Pénétration, Kali LinuxÉvaluation : 1 sur 5 étoiles1/5 (1)
- Conception & Modélisation CAO: Le guide ultime du débutantD'EverandConception & Modélisation CAO: Le guide ultime du débutantPas encore d'évaluation
- Hacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersD'EverandHacking pour débutant Le guide ultime du débutant pour apprendre les bases du hacking avec Kali Linux et comment se protéger des hackersPas encore d'évaluation
- Stratégie d'Investissement en Crypto-monnaie: Comment Devenir Riche Avec les Crypto-monnaiesD'EverandStratégie d'Investissement en Crypto-monnaie: Comment Devenir Riche Avec les Crypto-monnaiesÉvaluation : 3.5 sur 5 étoiles3.5/5 (11)
- Le money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneD'EverandLe money management facile à apprendre: Comment tirer profit des techniques et stratégies de gestion de l'argent pour améliorer l'activité de trading en ligneÉvaluation : 3 sur 5 étoiles3/5 (3)
- Comment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.D'EverandComment analyser les gens : Introduction à l’analyse du langage corporel et les types de personnalité.Pas encore d'évaluation
- NFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueD'EverandNFT et Cryptoart: Le guide complet pour investir, créer et vendre avec succès des jetons non fongibles sur le marché de l'art numériqueÉvaluation : 5 sur 5 étoiles5/5 (5)
- Hacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxD'EverandHacking pour débutants : Le guide complet du débutant pour apprendre les bases du hacking avec Kali LinuxÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Revue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteD'EverandRevue des incompris revue d'histoire des oubliettes: Le Réveil de l'Horloge de Célestin Louis Maxime Dubuisson aliéniste et poèteÉvaluation : 3 sur 5 étoiles3/5 (3)
- Dans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellD'EverandDans l'esprit des grand investisseurs: Un voyage à la découverte de la psychologie utilisée par les plus grands investisseurs de tous les temps à travers des analyses opérationnellÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Piraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéD'EverandPiraté: Guide Ultime De Kali Linux Et De Piratage Sans Fil Avec Des Outils De Test De SécuritéPas encore d'évaluation