Vous aimerez peut-être aussi
- Chapitre 004 - Programmation Des MOCN1Document107 pagesChapitre 004 - Programmation Des MOCN1Salem Al farhani100% (3)
- CNC2016 Chapitre 3 Programmation Des MOCNDocument107 pagesCNC2016 Chapitre 3 Programmation Des MOCNImèn JndoubiPas encore d'évaluation
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor Rigمنير بوزيد100% (1)
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- Controle 2011Document2 pagesControle 2011Jamal Bahri0% (1)
- ExamenDocument8 pagesExamenMOUNIR FRIJAPas encore d'évaluation
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- 1-Introduction de La MOCNDocument80 pages1-Introduction de La MOCN04 VIVO offPas encore d'évaluation
- Correction TD Juin 2020Document14 pagesCorrection TD Juin 2020Yosr MaizaPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- Examen CNC Novmebre 2018 - 5EM CorrigéDocument8 pagesExamen CNC Novmebre 2018 - 5EM CorrigéKader YahayaPas encore d'évaluation
- TD1 Fao + Correction X1Document3 pagesTD1 Fao + Correction X1Roua Khalifa100% (2)
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Programme FraisageDocument6 pagesProgramme Fraisagebougaaalech OussamaPas encore d'évaluation
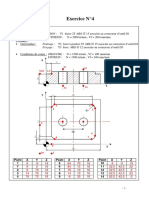
- Exercice 4 CorrigDocument2 pagesExercice 4 CorrigsiniorPas encore d'évaluation
- GammeDocument18 pagesGammeMakrem CherifPas encore d'évaluation
- Corrigé Ex 2 Prog Tournage CodeGDocument3 pagesCorrigé Ex 2 Prog Tournage CodeGHab Benz100% (1)
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Sujet Haas PDFDocument5 pagesSujet Haas PDFNaoufel FaresPas encore d'évaluation
- Pages de Cours Usinage CNC 2019Document2 pagesPages de Cours Usinage CNC 2019Parc Elyes100% (1)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Contrat de Phase (Correction)Document2 pagesContrat de Phase (Correction)mido100% (1)
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 pagesCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
- EXAM2016 CNCDocument2 pagesEXAM2016 CNCCharafEddinBounitPas encore d'évaluation
- Corrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCDocument9 pagesCorrigé Fin de Formation Pratique V2 TSMFM 2011-VCDCayoub gannniPas encore d'évaluation
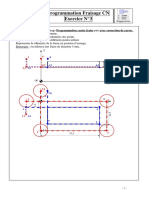
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
- Programmation de Commande NumériqueDocument13 pagesProgrammation de Commande NumériqueTahafanMaggedon100% (1)
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDOPas encore d'évaluation
- DS PMP1 2020 EnonceDocument5 pagesDS PMP1 2020 EnonceHamada HamadaPas encore d'évaluation
- Production Par Commande Numérique 1-1Document77 pagesProduction Par Commande Numérique 1-1salhi ziedPas encore d'évaluation
- TD 2 procédésDocument4 pagesTD 2 procédésHiba LanayPas encore d'évaluation
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Simulation D'usinage PDFDocument2 pagesSimulation D'usinage PDFPse Udo100% (1)
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- Texte de L'Epreuve: 1.documents Remis Au CandidatDocument7 pagesTexte de L'Epreuve: 1.documents Remis Au Candidatgerard correa100% (1)
- Programmation Exercice N°2Document3 pagesProgrammation Exercice N°2mathieu.angeardPas encore d'évaluation
- Les Cycles FixesDocument28 pagesLes Cycles FixesYosr Maiza100% (1)
- Introduction À Featurecam PDFDocument61 pagesIntroduction À Featurecam PDFOmar Daali100% (2)
- Correction TSMFM FF 2014 v1Document11 pagesCorrection TSMFM FF 2014 v1Ami ne50% (2)
- Micro TourDocument1 pageMicro TourGraba AbdelhakimPas encore d'évaluation
- Exercice n1 CorrigeDocument2 pagesExercice n1 CorrigeStephane Durel Mbida100% (3)
- Examen FF V1 2016 Énoncé PDFDocument14 pagesExamen FF V1 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- M9 - Conception Et Dessin D'outillage de Production Version 2Document119 pagesM9 - Conception Et Dessin D'outillage de Production Version 2Taha ZianePas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
- TD La Commande Numerique Des Machines OutilsDocument2 pagesTD La Commande Numerique Des Machines OutilsWilliam DechangPas encore d'évaluation
- Les Cycles de FraisageDocument32 pagesLes Cycles de Fraisageرفيق طرشونPas encore d'évaluation
- Comparaison Des Codes GDocument4 pagesComparaison Des Codes GYoussef LamrabetPas encore d'évaluation
- Pricipaux Outils de TournageDocument1 pagePricipaux Outils de TournageBrahim Achayfad0% (1)
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande Numeriqueسيف الدين يعقوبيPas encore d'évaluation
- Chapitre 2 Les Cycles Fixes de TournageDocument24 pagesChapitre 2 Les Cycles Fixes de Tournagesummaries & Goals ملخصات وأهدافPas encore d'évaluation
- Techniques de Mise en Oeuvre Des ProcedesDocument57 pagesTechniques de Mise en Oeuvre Des ProcedesZied AbidiPas encore d'évaluation
- Document PDFDocument51 pagesDocument PDFAyadi HouaidaPas encore d'évaluation
- Ravaux Irigés Rogrammation DES Machines À Commande NumériqueDocument22 pagesRavaux Irigés Rogrammation DES Machines À Commande Numériqueya ssminePas encore d'évaluation
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffPas encore d'évaluation
- Tournage CNCDocument19 pagesTournage CNCBilel BoulehmiPas encore d'évaluation
- Book CNC A 2Document27 pagesBook CNC A 2Boutef El Hachemi100% (1)
- Commande Numérique Cours ULT PDFDocument48 pagesCommande Numérique Cours ULT PDFFadhel Ben FarhatPas encore d'évaluation
- G-Code FinalDocument10 pagesG-Code FinalCHAYMAA HAMIDIPas encore d'évaluation
- Support de Cours Séance1 - DDMRPDocument40 pagesSupport de Cours Séance1 - DDMRPImane Salam Labass BouazaPas encore d'évaluation
- Module M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021Document27 pagesModule M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021corentin ltPas encore d'évaluation
- Fonction Miroir G51.1Document10 pagesFonction Miroir G51.1Lahnine IsmailPas encore d'évaluation
- Les Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesDocument6 pagesLes Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesMohamedAyoubPas encore d'évaluation
- TP Fraisage Pour Les NuleDocument9 pagesTP Fraisage Pour Les Nuleelking gingstarsPas encore d'évaluation
- 1-TD-Axe N°2Document1 page1-TD-Axe N°2bakhchPas encore d'évaluation
- Chapitre MRPIIDocument34 pagesChapitre MRPIIAMAL ER RAJIPas encore d'évaluation
- Document PDFDocument51 pagesDocument PDFAyadi HouaidaPas encore d'évaluation
- Centre de Tournage: Programmation CNCDocument42 pagesCentre de Tournage: Programmation CNCYassine FKPas encore d'évaluation
- Document Technique Et Prix Imprimante 3DDocument8 pagesDocument Technique Et Prix Imprimante 3DMahmoud AlouiniPas encore d'évaluation
- Compte Rendu SAE 2.3-3Document24 pagesCompte Rendu SAE 2.3-3kevin.tryhard58Pas encore d'évaluation
- Exploitation Maquette Numérique Revit IfcDocument3 pagesExploitation Maquette Numérique Revit IfcMustapha El MetouiPas encore d'évaluation
- CYCLE - Fusionné PDFDocument7 pagesCYCLE - Fusionné PDFELMustaphaELMoukhtariPas encore d'évaluation
- Prise Main TPDocument36 pagesPrise Main TPjoePas encore d'évaluation
- CNC MPDocument13 pagesCNC MPsinior100% (1)
- Usinage Num Mrmi NissabouriDocument40 pagesUsinage Num Mrmi Nissabourinizarbu29Pas encore d'évaluation
- Guide Utilisateur FR Mach3 Version3Document176 pagesGuide Utilisateur FR Mach3 Version3Yohann BrunnerPas encore d'évaluation
- Efm Eljorf TFM v2Document4 pagesEfm Eljorf TFM v2Wail AhdadouchPas encore d'évaluation
- Rapport Tap Univ BBA Partie 2Document23 pagesRapport Tap Univ BBA Partie 2Emy ImenePas encore d'évaluation
- Chapitre 4 Partie 1Document21 pagesChapitre 4 Partie 1MzoughiPas encore d'évaluation
- CNC2016 Chapitre 2 Reglages Des MOCNDocument99 pagesCNC2016 Chapitre 2 Reglages Des MOCNImèn JndoubiPas encore d'évaluation
- Usiner Un STL Sur Une Fraiseuse CNCDocument12 pagesUsiner Un STL Sur Une Fraiseuse CNCindresponsabletechniquePas encore d'évaluation
- 2 Planification Tour Et Fraise SupportDocument8 pages2 Planification Tour Et Fraise SupportAITPas encore d'évaluation
- Story About FerrariDocument5 pagesStory About Ferrarimohamed lahewilPas encore d'évaluation
- Efm Eljorf TFM V2Document4 pagesEfm Eljorf TFM V2Wail AhdadouchPas encore d'évaluation