Vous aimerez peut-être aussi
- TD CompresseurDocument11 pagesTD CompresseurSamba Sall100% (1)
- Tournage 1Document16 pagesTournage 1Bilel BoulehmiPas encore d'évaluation
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- TP Comande NumériqueDocument15 pagesTP Comande NumériqueYoussef RafikiPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- CH 4 Gindus Généralités MocnDocument41 pagesCH 4 Gindus Généralités MocnMeryem JanatiPas encore d'évaluation
- COMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Document16 pagesCOMPTE RENDU (TP TOUR NUMERIQUE) Yamen Darguech CF22Salma Rekik100% (1)
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- TP Fraisage Pour Les NuleDocument9 pagesTP Fraisage Pour Les Nuleelking gingstarsPas encore d'évaluation
- Usinage Au Diviseur (Division Simple Et Division Différentielle)Document15 pagesUsinage Au Diviseur (Division Simple Et Division Différentielle)Vladimir NanaPas encore d'évaluation
- Exercice FAO PDFDocument7 pagesExercice FAO PDFtaher ncirPas encore d'évaluation
- TP CAO 3D Pompe A MainDocument14 pagesTP CAO 3D Pompe A MainBouraoui Ben AyedPas encore d'évaluation
- Devoir Commun Partie ProductionDocument16 pagesDevoir Commun Partie ProductionOmar Daali0% (1)
- 87 - Repérage Des Axes ProfDocument3 pages87 - Repérage Des Axes ProfntayoubPas encore d'évaluation
- Support Cfao Issatso PDFDocument98 pagesSupport Cfao Issatso PDFAhmed Yassine HdhiriPas encore d'évaluation
- Technicien en Fabrication Mecanique (Admissibilite) Zone 3 1290776888073Document23 pagesTechnicien en Fabrication Mecanique (Admissibilite) Zone 3 1290776888073Makrem CherifPas encore d'évaluation
- Exemple FastDocument1 pageExemple Fastmejri merinPas encore d'évaluation
- ExamenDocument8 pagesExamenMOUNIR FRIJA100% (1)
- TD 1Document2 pagesTD 1hello 128Pas encore d'évaluation
- Production Par Commande Numérique 1-1Document77 pagesProduction Par Commande Numérique 1-1salhi ziedPas encore d'évaluation
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriPas encore d'évaluation
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- Dossier Technique Etau A Serrage Rapide PDFDocument10 pagesDossier Technique Etau A Serrage Rapide PDFamineee100% (1)
- Mini ProjetDocument13 pagesMini ProjetSaif GuesmiPas encore d'évaluation
- Geometrie de L'outil Doc-Prof MOUKHTARI - 2Document9 pagesGeometrie de L'outil Doc-Prof MOUKHTARI - 2ELMustaphaELMoukhtari100% (1)
- Frais AgeDocument9 pagesFrais AgeWissal El LouzaniPas encore d'évaluation
- Ci3 TDDocument5 pagesCi3 TDNibrasse Saidani100% (2)
- DDF 5 Isostatisme ProfDocument11 pagesDDF 5 Isostatisme ProftopjobPas encore d'évaluation
- TD FaoDocument3 pagesTD FaoAmer ChaffaiPas encore d'évaluation
- Exercices Isostatisme 2009Document4 pagesExercices Isostatisme 2009maraghni_hassine7592Pas encore d'évaluation
- Filetage Taraudage 1 PDFDocument5 pagesFiletage Taraudage 1 PDFTriki BilelPas encore d'évaluation
- Rattrapage Corrigé 2012 PDFDocument7 pagesRattrapage Corrigé 2012 PDFGuiliassPas encore d'évaluation
- Cours FraisageDocument11 pagesCours FraisageCrazy ytPas encore d'évaluation
- Pricipaux Outils de TournageDocument1 pagePricipaux Outils de TournageBrahim Achayfad0% (1)
- Corrige U11-1Document9 pagesCorrige U11-1Romain MPas encore d'évaluation
- Le TrancannageDocument16 pagesLe Trancannagelouna yunaPas encore d'évaluation
- Featurecame Guide PDFDocument104 pagesFeaturecame Guide PDFIbra MoulayPas encore d'évaluation
- Centre Usinage Réglage003Document3 pagesCentre Usinage Réglage003Stephane Durel Mbida100% (2)
- Fiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFDocument41 pagesFiches Matieres GM S3-S4-S5 Construction & Fabrication Mecanique CFM-2019 VFBoulehmi NizarPas encore d'évaluation
- FraisageDocument49 pagesFraisageAhmed GanaPas encore d'évaluation
- Transmission de PuissanceDocument111 pagesTransmission de PuissanceSaley NouroudinePas encore d'évaluation
- EMBRAYAGETDESADocument10 pagesEMBRAYAGETDESAHafida EnnajiPas encore d'évaluation
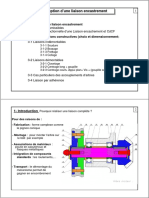
- Cours Liaison EncastrementDocument12 pagesCours Liaison Encastrementsou souPas encore d'évaluation
- Cours Modelisation Des LiaisonsDocument4 pagesCours Modelisation Des LiaisonsAristide DOSSOUPas encore d'évaluation
- Liaison Glissiere ExempleDocument2 pagesLiaison Glissiere ExempleGhada MouedhenPas encore d'évaluation
- Atelier Paroduction parCNDocument50 pagesAtelier Paroduction parCNAyoub Boutouta100% (2)
- ExamDocument3 pagesExamNaoufel FaresPas encore d'évaluation
- M GM - Co.me 2019 04Document67 pagesM GM - Co.me 2019 04Ameni Khaled100% (1)
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- Chapitre 4 Contrat Des PhasesDocument5 pagesChapitre 4 Contrat Des PhasesAdel ZitouniPas encore d'évaluation
- Cours Procédés FraisageDocument19 pagesCours Procédés FraisageMll RaghebPas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4Pas encore d'évaluation
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- TD La Commande Numerique Des Machines OutilsDocument2 pagesTD La Commande Numerique Des Machines OutilsWilliam DechangPas encore d'évaluation
- Evaluation Ajustements Vrin Bosch LvesDocument6 pagesEvaluation Ajustements Vrin Bosch LvesHanane TounsiPas encore d'évaluation
- 1 Dossier TechniqueDocument2 pages1 Dossier TechniqueChokri AtefPas encore d'évaluation
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Tournage GhlemDocument14 pagesTournage GhlemBilel BoulehmiPas encore d'évaluation
- CNC Tournage FraisageDocument106 pagesCNC Tournage FraisageBasma Geun Suk100% (2)
- Chapitre 6: Btention ES IecesDocument7 pagesChapitre 6: Btention ES IecesJoseph AmondPas encore d'évaluation
- Procedes Mise EnformeDocument6 pagesProcedes Mise EnformeBilel Boulehmi100% (1)
- Projet Excel VBA 2022Document3 pagesProjet Excel VBA 2022Bilel BoulehmiPas encore d'évaluation
- ElzantDocument249 pagesElzantBilel BoulehmiPas encore d'évaluation
- 02 Excel 1 Budget CommunicationDocument3 pages02 Excel 1 Budget CommunicationBilel BoulehmiPas encore d'évaluation
- 03 Exercice Pratique Excel 1 Revisions BDD Et FonctionsDocument17 pages03 Exercice Pratique Excel 1 Revisions BDD Et FonctionsBilel BoulehmiPas encore d'évaluation
- Facteur de PerformanceDocument5 pagesFacteur de PerformanceBilel BoulehmiPas encore d'évaluation
- Avtivité6Document2 pagesAvtivité6Bilel BoulehmiPas encore d'évaluation
- Production Automatise Fao1 FiniDocument96 pagesProduction Automatise Fao1 FiniBilel BoulehmiPas encore d'évaluation
- 07 RechercheV ValeurDocument5 pages07 RechercheV ValeurBilel BoulehmiPas encore d'évaluation
- 08 GraphiquesDocument19 pages08 GraphiquesBilel BoulehmiPas encore d'évaluation
- Excel Mise en Forme Et CalclusDocument9 pagesExcel Mise en Forme Et CalclusBilel BoulehmiPas encore d'évaluation
- TP Les Dispersions en UsinageDocument5 pagesTP Les Dispersions en UsinageBilel Boulehmi0% (1)
- Compte Rendu Automatisme Systéme Monte ChargeDocument12 pagesCompte Rendu Automatisme Systéme Monte ChargeBilel BoulehmiPas encore d'évaluation
- Etats de Surface ResumeDocument4 pagesEtats de Surface ResumeseifPas encore d'évaluation
- TP N°3 Disperssion AléatoiresDocument11 pagesTP N°3 Disperssion AléatoiresBilel Boulehmi0% (1)
- TP Les Dispersions en UsinageDocument5 pagesTP Les Dispersions en UsinageBilel Boulehmi0% (1)
- Tournage GhlemDocument14 pagesTournage GhlemBilel BoulehmiPas encore d'évaluation
- Etat de SurfaceDocument8 pagesEtat de SurfaceBilel BoulehmiPas encore d'évaluation
- Compte Rendu Automatisme Systéme TemporisateurDocument10 pagesCompte Rendu Automatisme Systéme TemporisateurBilel BoulehmiPas encore d'évaluation
- IA Chap6Document9 pagesIA Chap6Meriem cherguiPas encore d'évaluation
- Cibles Par ProduitsDocument2 pagesCibles Par ProduitsMarie-LouisePas encore d'évaluation
- 4744Document2 pages4744Ahmed AbdarahmanePas encore d'évaluation
- Wepik Avancees Et Perspectives Dans L039ingenierie Tissulaire Une Exploration Visuelle de Ses Techniques 20231110200352OX4fDocument14 pagesWepik Avancees Et Perspectives Dans L039ingenierie Tissulaire Une Exploration Visuelle de Ses Techniques 20231110200352OX4fMariem NizarPas encore d'évaluation
- Master ST Listes Des Projets (Ã Valider)Document3 pagesMaster ST Listes Des Projets (Ã Valider)Raissouli YassinePas encore d'évaluation
- Intro DeepLearningDocument51 pagesIntro DeepLearningDr. Chekir AmiraPas encore d'évaluation
- Cours IA Chapitre 1 2 2Document49 pagesCours IA Chapitre 1 2 2Souhail Ben AfiaPas encore d'évaluation
- TD 5Document6 pagesTD 5N TPas encore d'évaluation
- Document 1Document3 pagesDocument 1bahi youssefPas encore d'évaluation
- BiboDocument4 pagesBiboAmel BECHIMPas encore d'évaluation
- CLASSES Emplois S1 2023-2024 (2) - 34Document1 pageCLASSES Emplois S1 2023-2024 (2) - 34دعاء DOUAPas encore d'évaluation
- TdrobotiqueDocument10 pagesTdrobotiquewalid kahlounPas encore d'évaluation
- IA FormationDocument3 pagesIA FormationYassinBellal0% (1)
- TR RL EnstaDocument54 pagesTR RL EnstaSekkak MarouanePas encore d'évaluation
- 2021 Guide de La Robotique StaubliDocument354 pages2021 Guide de La Robotique StaubliomarPas encore d'évaluation
- Cours L1 RobotiqueDocument61 pagesCours L1 RobotiqueFAROK businessPas encore d'évaluation
- L'IA Dans L'automatisation IndustrielleDocument24 pagesL'IA Dans L'automatisation IndustrielleBahijPas encore d'évaluation