Vous aimerez peut-être aussi
- Cours Valorisation Des Déchets OrganiquesDocument47 pagesCours Valorisation Des Déchets OrganiquesTahani Gouaou100% (2)
- Atelier de Cuisson de ClinkerDocument56 pagesAtelier de Cuisson de ClinkerZidane ZizouPas encore d'évaluation
- Démarche de La Maîtrise Des Risques (Chapitre III)Document83 pagesDémarche de La Maîtrise Des Risques (Chapitre III)Zidane Zizou100% (2)
- Différents Types Des Chauières IndustriellesDocument39 pagesDifférents Types Des Chauières IndustriellesZidane Zizou50% (2)
- L'arbre Des Causes (Chapitre II)Document19 pagesL'arbre Des Causes (Chapitre II)Zidane ZizouPas encore d'évaluation
- Formationgestiondesdchetsmaroc 151112141226 Lva1 App6891Document80 pagesFormationgestiondesdchetsmaroc 151112141226 Lva1 App6891Issam ProPas encore d'évaluation
- Traitement Des Dechets VFDocument39 pagesTraitement Des Dechets VFOmar El Bourkhissi100% (1)
- Bilan Énergétique Et Bilan de MatièreDocument43 pagesBilan Énergétique Et Bilan de MatièreZidane Zizou75% (4)
- Fi Attestations Chauffage CH H Reseaux Hydrauliques Installation ChauffageDocument5 pagesFi Attestations Chauffage CH H Reseaux Hydrauliques Installation ChauffageZidane ZizouPas encore d'évaluation
- Fi Attestations Chauffage CH A Reseaux Aerauliques Installation ChauffageDocument5 pagesFi Attestations Chauffage CH A Reseaux Aerauliques Installation ChauffageZidane ZizouPas encore d'évaluation
- Traitement Des Fumées (Procedé)Document2 pagesTraitement Des Fumées (Procedé)Zidane ZizouPas encore d'évaluation
- Fours de Cimenterie - Refroidisseurs À Clinker 2Document17 pagesFours de Cimenterie - Refroidisseurs À Clinker 2Zidane ZizouPas encore d'évaluation
- Foyers Et CirculationDocument44 pagesFoyers Et CirculationZidane ZizouPas encore d'évaluation
- QCM Ordures MénagèresDocument1 pageQCM Ordures Ménagèresbadia.el1Pas encore d'évaluation
- LINCINERATIONDocument26 pagesLINCINERATIONhocine bariPas encore d'évaluation
- Gestion Des Déchets Des Établissements de SoinsDocument26 pagesGestion Des Déchets Des Établissements de SoinsRajaa AyadPas encore d'évaluation
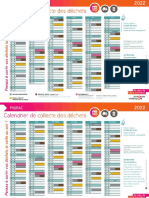
- Pibrac Calendrier 2022 BDDocument2 pagesPibrac Calendrier 2022 BDFlorian FilisettiPas encore d'évaluation
- Atelier de Formation Et Renforcement de Capacités Sur La Gestion Et Recyclage Des DechetsDocument16 pagesAtelier de Formation Et Renforcement de Capacités Sur La Gestion Et Recyclage Des DechetsJoseph KIBANGE MIHALIPas encore d'évaluation
- Cours Déchets Pour LP Assainissement en Milieu UrbainDocument52 pagesCours Déchets Pour LP Assainissement en Milieu UrbainhassanPas encore d'évaluation
- Dechets en PicardieDocument224 pagesDechets en PicardieLMCUASPas encore d'évaluation
- Projet de Renforcement de La Gestion Communale Des Dechets Dans Quatre Villes Secondaires Au Burkina Faso/plasticDocument110 pagesProjet de Renforcement de La Gestion Communale Des Dechets Dans Quatre Villes Secondaires Au Burkina Faso/plasticStanislas Godwin BASSAHPas encore d'évaluation
- Reglement Interieur CoproprieteDocument3 pagesReglement Interieur CoproprieteMaster 2 DGEDDPas encore d'évaluation
- Guide de Production Du Charbon Vert - FRDocument58 pagesGuide de Production Du Charbon Vert - FRIbou NdiayePas encore d'évaluation
- 21 Mode Demploi POWER Finder 4G PAJ GPS Tracker Novembre23 V2.2Document13 pages21 Mode Demploi POWER Finder 4G PAJ GPS Tracker Novembre23 V2.2CHAMOUXPas encore d'évaluation
- Kahil Lamia & Taazibt ZahiaDocument79 pagesKahil Lamia & Taazibt Zahiasambiani edwardPas encore d'évaluation
- Contribution A L'elaboration D'un PlanDocument129 pagesContribution A L'elaboration D'un PlanMohamed lamine CherifPas encore d'évaluation
- Etude Gestion Dechets Nouvelle Caledonie Echelon Intercommunal Afd AdemeDocument83 pagesEtude Gestion Dechets Nouvelle Caledonie Echelon Intercommunal Afd AdemeFrançoise TromeurPas encore d'évaluation
- Eau Et Hygiène Du MilieuDocument50 pagesEau Et Hygiène Du MilieuClauvis Cliford OUEDRAOGOPas encore d'évaluation
- Mémoire - SACKO (1) (1) - CopieDocument21 pagesMémoire - SACKO (1) (1) - CopieKaourou SackoPas encore d'évaluation
- Expose Espace IvoirienDocument8 pagesExpose Espace IvoirienBarry JR RayanPas encore d'évaluation
- Loi Relative À L'élimination Des DéchetsDocument11 pagesLoi Relative À L'élimination Des DéchetsHBNBILPas encore d'évaluation
- Gest Et Trait Des Décht Sol (C3+TD3) - M1GPEDocument6 pagesGest Et Trait Des Décht Sol (C3+TD3) - M1GPEIshak Zakaria MadaniPas encore d'évaluation
- Mémoir HSP Ouargla 2 PDFDocument68 pagesMémoir HSP Ouargla 2 PDFbehdenna riyanaPas encore d'évaluation
- Gestion Des Dechets HospitaliersDocument121 pagesGestion Des Dechets Hospitaliersdjettaou ahmedPas encore d'évaluation
- AgbohessiDocument13 pagesAgbohessiRodrigue AdechinaPas encore d'évaluation
- Logistique InverseDocument24 pagesLogistique InverseHind ChibyPas encore d'évaluation
- L - Insalubrité À KaolackDocument8 pagesL - Insalubrité À KaolackMouhamed NdiayePas encore d'évaluation
- Cours - Gestion Et Valorisation Des DechetsDocument53 pagesCours - Gestion Et Valorisation Des Dechetssbaiikram001Pas encore d'évaluation
- Denver CR 718 FrenchDocument9 pagesDenver CR 718 FrenchPrankPas encore d'évaluation
- LE PARCOURS ENTREPRENEUR 2ie 2023Document13 pagesLE PARCOURS ENTREPRENEUR 2ie 2023Glodi NtangePas encore d'évaluation