Académique Documents
Professionnel Documents
Culture Documents
MISUMI - Inserts Filetés Et Outils D'insertion-P2 - 0255
Transféré par
Rida DahmounTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
MISUMI - Inserts Filetés Et Outils D'insertion-P2 - 0255
Transféré par
Rida DahmounDroits d'auteur :
Formats disponibles
Inserts filetés/Outils d'insertion Jusqu'à 40%
Inserts Tangless/Inserts autotaraudeurs
-Fendus-
EEn cas de grandes quantités, il est possible de commander un lot de plusieurs boîtes qui est plus économique. WP.172 EEn cas de grandes quantités, il est possible de commander un lot de plusieurs boîtes qui est plus économique. WP.172
QInserts filetés QInserts filetés QInserts Tangless TLTS QInserts Tangless
HLTS
(normal)
*L(Après insertion) Langue
Diamètre de l'avant- € Prix unitaire
(1.4301/X5CrNi18-10)
Réf. pièce Remise sur volume Réf. pièce Diamètre de l'avant-trou € Prix unitaire Remise sur volume
HLSS (filetage fin) Type *M
*L Pas trou du taraud
(référence) Qté 1~9. 10~19 20˜49 50~99 Type *M
*L du taraud
(référence) Qté 1~49 50~
M(Après insertion)
*M(Après insertion)
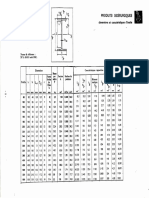
3 3 4.5 6 0.5 3.11~3.20 2.5 2.5 3.8 5 2.60~2.65
4 4 6 8 0.7 4.16~4.29 *L(Après insertion) Rainure 3 3 4.5 6 3.12~3.20
5 5 7.5 10 0.8 5.18~5.33 4 4 6 8 4.17~4.30
HLTS 6 6 9 12 1.0 6.22~6.40
TLTS 5 5 7.5 10 5.16~5.33
(normal) 8 8 12 16 1.25 8.28~8.48
Encoche 10 10 15 20 1.5 10.33~10.56 6 6 9 12 6.25~6.42
12 12 18 24 1.75 12.38~12.64 8 8 12 16 8.31~8.52
M Matériau: 1.4301/X5CrNi18-10
16 16 24 32 2.0 16.44~16.73 10 10 15 20 10.37~10.62
QTarauds pour inserts *Les dimensions M (filetage normal) et L correspondent aux tailles après insertion dans le trou taraudé.
Coarse Filetage fin 2 surfaces Réf. pièce Diamètre de l'avant- € Prix unitaire Remise sur volume EAvant l'insertion, la dimension L est plus courte.
*L Pas trou du taraud
QTarauds à main pour inserts ECes outils spécialisés permettent l'insertion et le retrait d'inserts tangless et un gain de temps de travail.
HLTX HLSX Taraudage normal Type *M (référence) Qté 1~9. 10~19 20~49 50~99
Tangless Tarauds à main TLTK(jeu incluant un taraud d'obturation
HLTY HLSY Taraudage intermédiaire 8 8 16 24 1.0 8.28~8.48
et un taraud inférieur) QTarauds à main pour inserts Tangless
10 15 1.0
HLTZ HLSZ Taraudage de finition HLSS 10 10 15 20 1.25
10.33~10.56 Réf. pièce Applicable
L D K
€ Prix unitaire Remise sur volume
(filetage fin) Type No. utilisables Qté 1~3 4~
(M3~5) 12 18 1.25
12 12.38~12.64 2.5 2.5 46 4 3.2
12 24 1.5
D
*Les dimensions M et L correspondent aux tailles après insertion dans les trous taraudés. La dimension L après insertion est 3 3 52 4 3.2
K
L inférieure à celle avant l'insertion.
4 4 60 5.5 4.5
K
L
QTarauds pour inserts TLTK 5 5 62 6 4.5
(M6 ou plus)
Réf. pièce Applicable
L D K
€ Prix unitaire Remise sur volume 6 6 70 6.2 5
utilisables 8
D
Type No. Qté 1~9. 10~20 8 75 7 5.5
K 3 3 55 5 4 M Matériau: JIS-HSSV 10 10 82 8.5 6.5
L 4 4 61 5.5 H Dureté: 63~68HRC
HLTX 5 5 67 6
4.5 QOutils de pose/dépose
HLTY 6 6 65 6.2 5 QOutils de pose · dépose Réf. pièce € Prix unitaire Remise sur volume
MMatériau: JIS-SKH H Dureté: 61~64HRC HLTZ 8 8 75 7 5.5 TLTP TLTN Type No.
D L
Qté 1~3 4~
(normal) 10 10 82 8.5 6.5 L 2.5 6.0 69.0
QOutils de montage Mandrin Manchon 12 12 88 10.5 8
HLTP 16 16 105 14 11
Mâchoire
TLTP 3 6.8 68.5
4 9.0 75.8
A
(outil d'insertion)
D
Réf. pièce € Prix unitaire Remise sur volume 5 9.7 78.6
6.3
Pas L D K TLTN
Type No. 1~9 pièces 10~20 6 11.0 78.1
L Mandrin Logement (outil de dépose)
HLSX 8 1.0 75 7 5.5 8 13.0 98.4
HLSY 10 1.0 1.25 82 8.5 6.5 MMatériau HDureté 10 15.5 104.4
HLSZ
(filetage fin) 12 1.25 1.5 88 10.5 8 Griffe HAP-10 64~65HRC ELes types TLTP et TLTN ne sont pas compatibles avec la directive RoHS, mais la teneur en chrome hexavalent du traitement
MMatériau STraitement de
No. Mandrin DC-53 57~60HRC de surface est comprise dans la plage de valeurs seuil.
Manchon Mandrin surface
QOutils de montage ELes capuchons sont amovibles. Logement 1.4305/X10CrNiS18-9 -
-Lors du retrait, les filetages/corps ne sont pas endommagés.
3~6 PPS Anodisation noire Il n'est pas nécessaire de rompre les tenons, de rechercher les tenons brisés ni de vérifier la position des comparateurs.
1.7220/34CrMo4 Réf. pièce Applicable € Prix unitaire Remise sur volume
Diamètre de l'avant-trou du taraud (référence)
8~16 1.7220/34CrMo4 (1.7220/34CrMo4) L A
Type No. utilisables Qté 1~9. 10~20 QInserts autotaraudeurs
STraitement de Plus souple Matériau concourant Plus dur
-Fendus- Type MMatériau surface Réf. pièce
Vis
ENT ENTS
3 3 extérieure
QOutils de rupture de tenon 80 Plastique dur Fonte
ENT
Plastique souple
4 4 150 JIS STKM Chrome
HLTB
Bois de feuillu
Fonte~HB200 HB200~
5 5 ENTS 1.4305/X10CrNiS18-9 - L
Remise sur
Remise sur
Alliage d'aluminium
Diamètre ext.
6 6 165 103 Métal léger de type alliage
unitaire
volume
volume
€ Unit
etc.
€ Prix
HLTP
Price
d'aluminium
8 8 175
D
d
Métaux légers
Pas
Type M Résistance à la traction
10 10 180 ~350N/mm2
Résistance à la traction
L 12 12 200 124
(350N/mm2~)
M
Laiton, autres métaux non ferreux Qté 1~9. 100~ Qté 1~9. 100~
16 16 210
3 6 4.5 4.6 4.7 4.8 5 0.5
MMatériau: 1.7220/34CrMo4
QOutils de rupture de tenon E Référence Non compatible
4 8 5.9 6.0 6.1 6.2 6.5 0.75
Réf. pièce Applicable € Prix unitaire Remise sur volume La teneur en chrome hexavalent pour le traitement de L ENT 5 10 7.2 7.3 7.5 7.6 8 1.0
STraitement de surface: oxydé noir L D D
Type No. utilisables Qté 1~9. 10~20 surface est comprise dans la plage de valeurs seuil. ENTS 6 14 8.8 9.0 9.2 9.4 10 1.5
QOutils de dépose d'insert 3 3 1.8 8 15 10.8 11.0 11.2 11.4 12 1.5
HLTN(N°1) 4 4
6
2.6
QOutils à main pour ENTP 10 18 12.8 13.0 13.2 13.4 14 1.5
A
inserts autotaraudeurs
5 5 100 9 3.5 12 22 14.8 15.0 15.2 15.4 16 1.5
Embout carré
6 6 10 4.2 ENe pas utiliser ce produit pour l'aluminium haute résistance difficile à découper (duralumine etc.)
HLTB
L 8 8 12 5.5 (Largeur au-dessus des méplats B1)
ELorsque le matériau taraudé est d'une rigidité élevée, percer un avant-trou d'un diamètre légèrement plus important (mais
10 10 110 14 7.5 toujours compris dans la plage).
HLTN (N°2, 3) 12 12 115 16 8.5 Réf. pièce Applicable
L B1 B2
€ Prix unitaire Remise sur volume
16 16 114 20 12 Type No. utilisables Qté 1~9. 10~20
L
3 3 55 5 7
A
QOutils de dépose d'insert 4 4 60 5 7
Réf. pièce Applicable € Prix unitaire Remise sur volume
5 5 75 8 13
L A
L Type No. utilisables Qté 1~9. 10~20 Embout hexagonal
ENTP 6 6 75 8 13
1 3·4·5 92 60 (Largeur au-dessus des méplats B2)
8 8 75 8 13
HLTN 2 6 · 8 · 10 109 75
MMatériau: 1.1191/C45E S Traitement de surface: oxydé noir 10 10 95 12.5 19
3 12 · 16 117 100
MMatériau: 1.0715/9SMn28 12 12 95 12.5 19
Exemple
de
Réf. pièce - L - Pas Délai
de 6 Jours D P.87 Prix Pour les commandes supérieures aux Exemple de
commande
Réf. pièce - L Délai
de 6 Jours D P.87
commande HLTS3 - 4.5 livraison quantités indiquées, TLTS2.5 - 5 livraison
demander un devis. D P.87 ENT3 6
HLTX5
HLSS10 - 15 - 1.25 2 Jours ENTP5
TLTP10
2 Jours
HLSX - 8 - 1.0 QCaractéristiques des inserts autotaraudeurs QMode d'utilisation d'un boulon et d'un écrou
-Inserts taraudés fendus à filetage à la fois externe et interne
QManipulation des inserts filetés Ces composants de serrage renforcent la résistance mécanique relativement faible du filetage et permettent d'omettre le pré-taraudage.
Utiliser un écrou hexagonal et un insert autotaraudeur
avec un double écrou comme ci-dessous. Ne pas obstruer
1. Percer un avant-trou dans la pièce en respectant la limite des diamètres d'avant-trou le premier filetage ni le 3 trous avec le boulon. Une fois
destiné au taraudage indiquée dans le tableau ci-dessus. QProcédure d'usinage et consignes d'utilisation
1. Percer un avant-trou dans la pièce en respectant la limite des diamètres d'avant-trou destiné au taraudage indiquée dans le tableau ci-dessus. Lorsque le matériau taraudé est d'une l'insertion terminée, desserrer l'écrou hexagonal tout en
(profondeur du trou>longueur après l'insertion+2.5xP) maintenant la tête de boulon.
rigidité élevée, percer un avant-trou d'un diamètre légèrement plus important (mais toujours compris dans la plage).
2. Tarauder avec des "tarauds d'insert" (en suivant l'ordre: taraudage normal, intermédiaire, 2. En dirigeant la fente vers le bas, insérer l'insert autotaraudeur tout le long de l'embout de l'outil à main (Fig. 1). Placer l'insert verticalement dans l'avant-trou en tournant la poignée de
finition) puis retirer tous les copeaux métalliques. l'outil à main. (Fig.2)
HLTP Mandrin
3. Insérer des inserts filetés sur l'embout du manchon de l'outil de pose d'insert (avec le *Si le diamètre de l'avant-trou est trop petit, le pas peut être décalé, l'élément peut être desserré et/ou les outils peuvent être endommagés.
tenon du côté de la pointe) puis fixer sur le tenon au niveau de la fente du mandrin (Fig. 1). *Au début du taraudage (1 à 2 pas), vérifier si les outils sont alignés avec l'avant-trou.
Tourner la poignée et insérer l'insert fileté dans la glissière de la partie filetée de l'embout Si l'insert entre de travers, arrêter de faire tourner l'outil et le réaligner. Une fois la moitié du taraudage réalisée (1/3 à 1/2), il est trop tard pour effectuer un réalignement. Ne pas
de l'outil. Le régler de sorte que l'insert ne dépasse pas de l'embout du manchon (en tourner la poignée à l'envers pendant l'insertion car cela provoque des défauts
Manchon laissant 1 ou 2 pas). 3. Lorsque l'insert a atteint une profondeur prédéterminée, serrer la partie hexagonale de l'outil avec une clé, puis tourner la poignée dans le sens inverse des aiguilles d'une montre pour
4. Tourner la poignée pour installer les inserts filetés en positionnant l'outil de pose d'insert séparer l'outil du travail. (fig. 3)
perpendiculairement à la pièce (Fig. 2). Vérifier l'insertion au niveau de l'ouverture de *Dès qu'il rentre en contact avec la pièce, l'outil ne doit plus être tourné car cela pourrait endommager la partie autotaraudeuse de l'insert et entraîner un ajustement sans serrage.
HLTN l'embout du manchon. Une fois l'insertion effectuée, retirer l'outil de la pièce. 4. Avant la première utilisation, sélectionner un dia. avant-trou approprié pendant les essais.
HLTB
* Si l'insertion est effectuée alors que la poignée est actionnée dans le sens de l'insertion,
Insert fileté cela provoque des défauts, tels que des sauts de filetage. Toujours tourner la poignée ENTP
Encoche
légèrement à l'horizontale. Ne pas inverser le sens de rotation pendant l'insertion car
Ouverture
cela provoque des dommages Inverse
5. Une fois l'insertion terminée, insérer l'outil de rupture du tenon et briser le tenon de ENT
Langue
l'encoche en frappant d'un coup sec la tête avec un marteau (Fig. 3).
6. Lors du retrait des inserts filetés, appuyer sur un outil de dépose d'insert placé sur l'insert
Insert fileté Fixe
Insert fileté Insert fileté et tourner lentement dans le sens des aiguilles d'une montre pour le retirer (Fig. 4). Pour
2 -255 2 -256
Langue
réinsérer un insert dans le trou qui a été libéré, utiliser de nouveau un taraud spécial. (Fig.1) (Fig.2) (Fig.3)
(Fig.1) (Fig.2) (Fig.3) (Fig. 4)
Vous aimerez peut-être aussi
- Katalog Konusnyh VtulokDocument2 pagesKatalog Konusnyh VtulokouldmanPas encore d'évaluation
- Gamme K-DilatoflexDocument2 pagesGamme K-DilatoflexFranz SchalkePas encore d'évaluation
- Desenclos - Trompeta PDFDocument7 pagesDesenclos - Trompeta PDFFranklin Rivera MezaPas encore d'évaluation
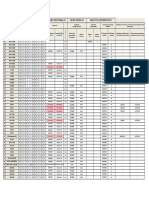
- Tableau Chainabilite 2016 2017 A DifffuserDocument7 pagesTableau Chainabilite 2016 2017 A DifffuserAnonymous aGPmJtPas encore d'évaluation
- Nos Atouts Qualité Bâtiments:: +robuste +qualitatif +abordableDocument1 pageNos Atouts Qualité Bâtiments:: +robuste +qualitatif +abordableKihidjeminan CoulibalyPas encore d'évaluation
- Fiche Technique CALDA 1Document1 pageFiche Technique CALDA 1FaouziPas encore d'évaluation
- Gamme NT DilatoflexDocument1 pageGamme NT DilatoflexFranz SchalkePas encore d'évaluation
- Documentation Pc292-00032 1Document2 pagesDocumentation Pc292-00032 1chemjesuPas encore d'évaluation
- Tableaux Car Géom.Document12 pagesTableaux Car Géom.Chahrazed AbedPas encore d'évaluation
- Tableaux Car Géom.Document12 pagesTableaux Car Géom.Chahrazed AbedPas encore d'évaluation
- Tableaux Car Géom.Document12 pagesTableaux Car Géom.Chahrazed AbedPas encore d'évaluation
- Tableaux Car-GéomDocument12 pagesTableaux Car-GéomRêda SlimiPas encore d'évaluation
- Catalogue MBR 30 Avril Au 16 MaiDocument16 pagesCatalogue MBR 30 Avril Au 16 MaikelsallePas encore d'évaluation
- 10 FT DBZ 2010 10Document1 page10 FT DBZ 2010 10faridPas encore d'évaluation
- t6dds Service Hy29 0053Document11 pagest6dds Service Hy29 0053SidartaTrovao BarbalhoPas encore d'évaluation
- FT Force-4000-Dalle FR PDFDocument1 pageFT Force-4000-Dalle FR PDFAhmed AhmeedPas encore d'évaluation
- Lioran - PLANS EXE INDICE 0 Vue en PlansDocument2 pagesLioran - PLANS EXE INDICE 0 Vue en PlansGust ulatePas encore d'évaluation
- Platine Disque Technics SL q210 PDF 473700Document6 pagesPlatine Disque Technics SL q210 PDF 473700ChrisccPas encore d'évaluation
- WWW - Manutrans.ch: Plaques D'UsureDocument9 pagesWWW - Manutrans.ch: Plaques D'Usuresmail akhatarPas encore d'évaluation
- Fiche Technique HSA 2010 10Document6 pagesFiche Technique HSA 2010 10Bastien GuilbonPas encore d'évaluation
- Catalogue AlumetauxDocument213 pagesCatalogue AlumetauxMohammed MAAROUFPas encore d'évaluation
- Horaires T72 Annecy-GeneveDocument2 pagesHoraires T72 Annecy-GeneveArzhel MideletPas encore d'évaluation
- Vigas C PDFDocument2 pagesVigas C PDFjoseocsilvaPas encore d'évaluation
- Vigas C PDFDocument2 pagesVigas C PDFmr_camusPas encore d'évaluation
- VIGASDocument2 pagesVIGASGuadalupe De Jesus GaxiolaPas encore d'évaluation
- Vigas CDocument2 pagesVigas CRoman UgartePas encore d'évaluation
- Tuto+Patron Serviette LavableDocument2 pagesTuto+Patron Serviette LavableMunay La PalomaPas encore d'évaluation
- Profil en Long F6-01Document1 pageProfil en Long F6-01Fatre 1980Pas encore d'évaluation
- WF PDFDocument4 pagesWF PDFCamilo Gomez A.Pas encore d'évaluation
- Note de Calcul ASSAINISSEMENTDocument11 pagesNote de Calcul ASSAINISSEMENThamza abdechakourPas encore d'évaluation
- Arma CPVDocument1 pageArma CPVEl Mahdi MouissiPas encore d'évaluation
- CGR - Vanne Papillon Gaz PP011236-1Document1 pageCGR - Vanne Papillon Gaz PP011236-1Geoffrey VerriezPas encore d'évaluation
- Ess-Esv EsDocument28 pagesEss-Esv EsCamilo Andres Gonzalez FrancoPas encore d'évaluation
- Le Plus Beau Tango Du Monde - SA/TBDocument2 pagesLe Plus Beau Tango Du Monde - SA/TBjojo2016Pas encore d'évaluation
- Fiche Fosses 3volets MQ GP 0317Document2 pagesFiche Fosses 3volets MQ GP 0317Moussa DiarrassoubaPas encore d'évaluation
- FT Hyrene Spot Adh FRDocument1 pageFT Hyrene Spot Adh FRAbdelilah Ouedghiri SaidiPas encore d'évaluation
- Alcool Maj AlectoDocument151 pagesAlcool Maj Alectojfrusciante90Pas encore d'évaluation
- Catalogo Sonda LambdaDocument74 pagesCatalogo Sonda LambdaMario GiacopelliPas encore d'évaluation
- Semelles Types 2: Detail Des Fondations P04 / 8Document1 pageSemelles Types 2: Detail Des Fondations P04 / 8osmanovic2020Pas encore d'évaluation
- Prix Appart ClamartDocument2 pagesPrix Appart ClamartzbPas encore d'évaluation
- Noel C'est L'amour - Arr. by Serban NichiforDocument8 pagesNoel C'est L'amour - Arr. by Serban NichiforSerban NichiforPas encore d'évaluation
- Cat CSZ Ifc6023 Hm0 CSZ Oi6023 Hm3Document2 pagesCat CSZ Ifc6023 Hm0 CSZ Oi6023 Hm3Adem EssidPas encore d'évaluation
- Proportionneurs Ref 21995Document1 pageProportionneurs Ref 21995Med ChetPas encore d'évaluation
- FT Paxalu-40-Sbs FRDocument1 pageFT Paxalu-40-Sbs FRBled100% (1)
- Soufflets CirculairesDocument1 pageSoufflets CirculairesyvtccexexxexPas encore d'évaluation
- Bus Geneve AnnecyDocument2 pagesBus Geneve Annecymateus_laguardiaPas encore d'évaluation
- Coulée Continue de Bandes D'acierDocument4 pagesCoulée Continue de Bandes D'acierOUSSAMA BEN OMARPas encore d'évaluation
- BTS 2Document6 pagesBTS 2Demorex KeuhouaPas encore d'évaluation
- DP MaisonMontelimar GillesPerraudinDocument31 pagesDP MaisonMontelimar GillesPerraudinEraj SohrabiPas encore d'évaluation
- Nomenclature Des Aciers Poutres 1: Poutre 1A Poutre 2BDocument1 pageNomenclature Des Aciers Poutres 1: Poutre 1A Poutre 2BKouassi kan claude DibiPas encore d'évaluation
- Wallonie Insolite 15 Balades Familiales 2Document68 pagesWallonie Insolite 15 Balades Familiales 2rinawechPas encore d'évaluation
- Armor Rod DataDocument1 pageArmor Rod DataAshraf NazifPas encore d'évaluation
- TolèranceDocument1 pageTolèrancekehihaPas encore d'évaluation
- Sport Foot Special Belgia 2016-2017 PDFDocument59 pagesSport Foot Special Belgia 2016-2017 PDFИво НонеймPas encore d'évaluation
- Brida ANSI - ASME B16.5 Slip-On Class 150 - DNBridaDocument1 pageBrida ANSI - ASME B16.5 Slip-On Class 150 - DNBridaSFPas encore d'évaluation
- Tab ParafusosDocument2 pagesTab ParafusosThiago MoreiraPas encore d'évaluation
- Dépliant A5 Ligne 4 Octobre 2022 4HDDocument2 pagesDépliant A5 Ligne 4 Octobre 2022 4HDaleinPas encore d'évaluation
- CGR - Vanne Papillon FTV95Document1 pageCGR - Vanne Papillon FTV95Geoffrey VerriezPas encore d'évaluation
- Doc-RUES AmifroidDocument8 pagesDoc-RUES AmifroidallardPas encore d'évaluation
- Ifs240 00 - FR CaDocument3 pagesIfs240 00 - FR CaRida DahmounPas encore d'évaluation
- Sélection Des Courroies de Distribution 1: (Caractéristiques Techniques)Document1 pageSélection Des Courroies de Distribution 1: (Caractéristiques Techniques)Rida DahmounPas encore d'évaluation
- Courroies Plates - Données Techniques 2 Courroies Plates - Données Techniques 1Document1 pageCourroies Plates - Données Techniques 2 Courroies Plates - Données Techniques 1Rida DahmounPas encore d'évaluation
- Vis D'arbre de Roulement Vis D'arbre de Roulement Avec Bagues de RetenueDocument1 pageVis D'arbre de Roulement Vis D'arbre de Roulement Avec Bagues de RetenueRida DahmounPas encore d'évaluation
- Précautions Concernant L'installation Des Unités de SoutienDocument1 pagePrécautions Concernant L'installation Des Unités de SoutienRida DahmounPas encore d'évaluation
- Tableur ACCV VideDocument39 pagesTableur ACCV Videdalila AMMAR100% (1)
- Cours SVT HKDocument21 pagesCours SVT HKArnaudPas encore d'évaluation
- Formulaire ThermochimieDocument5 pagesFormulaire Thermochimiesmires bachirPas encore d'évaluation
- Books 4582 0 PDFDocument87 pagesBooks 4582 0 PDFFatima Ezzahra KtaibPas encore d'évaluation
- 12 RezegDocument12 pages12 RezegNdjeumiPas encore d'évaluation
- Carburant À Partir de Déchets Plastiques: Un Examen: Octobre 2020Document6 pagesCarburant À Partir de Déchets Plastiques: Un Examen: Octobre 2020KimPas encore d'évaluation
- DilatomètrieDocument2 pagesDilatomètrieBesma HamdiPas encore d'évaluation
- TD IrmDocument2 pagesTD IrmInés Ziess100% (1)
- Lesnanoparticules2021 220320124110Document36 pagesLesnanoparticules2021 220320124110CHERAA CHERAAPas encore d'évaluation
- CNC MP 2011 Chimie CorrigeDocument12 pagesCNC MP 2011 Chimie CorrigeYassir Sadiq ElfilaliPas encore d'évaluation
- ArticleJNRIUT FinalDocument10 pagesArticleJNRIUT FinalEL Hassania EL HERRADIPas encore d'évaluation
- 1° Cours Echangeurs de Chaleur M1 GPC 2°sem 2020 - 2021Document32 pages1° Cours Echangeurs de Chaleur M1 GPC 2°sem 2020 - 2021Mer Iem100% (1)
- HBDocument8 pagesHBGHERMI .M100% (1)
- Rapport Les Réservoirs Carbonatés, Détritiques, Diagenèse Par Ismail KadiriDocument18 pagesRapport Les Réservoirs Carbonatés, Détritiques, Diagenèse Par Ismail KadiriNaji JdabaPas encore d'évaluation
- Exercice Sur Les TirantsDocument3 pagesExercice Sur Les TirantsRachida Tchagbele0% (1)
- Application SaccharoseDocument11 pagesApplication SaccharoseAhlem Narimène YacoubiPas encore d'évaluation
- Série N° 14: Oscillations Mécaniques Forcées - Classification Des Acides Et Des BasesDocument3 pagesSérie N° 14: Oscillations Mécaniques Forcées - Classification Des Acides Et Des BasesGhada DaddouPas encore d'évaluation
- Ménage Écologique, Économique Et Sans Danger PDFDocument12 pagesMénage Écologique, Économique Et Sans Danger PDFCamille VacziPas encore d'évaluation
- Serie PH Des Solutions Aqueuses 4eme ST 1 2023Document2 pagesSerie PH Des Solutions Aqueuses 4eme ST 1 2023Mouhamed Ali SahbaniPas encore d'évaluation
- 01 CM Binaires ETDocument16 pages01 CM Binaires ETArco GeoPas encore d'évaluation
- I. Les Données:: Chapitre Xiii: Resistance Des Elements StructurauxDocument26 pagesI. Les Données:: Chapitre Xiii: Resistance Des Elements StructurauxAhlem HrPas encore d'évaluation
- CCT 13-12-2018 CorrigéDocument8 pagesCCT 13-12-2018 CorrigéClélia RatPas encore d'évaluation
- Fiche Technique CANIVEAUX SHOWERDRAIN CONFORT INOXDocument7 pagesFiche Technique CANIVEAUX SHOWERDRAIN CONFORT INOXMed BAKKALIPas encore d'évaluation
- Serie N°1 - TRANSFERT THERMIQUEDocument2 pagesSerie N°1 - TRANSFERT THERMIQUEZahi DrawPas encore d'évaluation
- Suite Doc CroissanceDocument6 pagesSuite Doc CroissanceMohamed Amine BakariPas encore d'évaluation
- Contrôle Chim Sol Juin 15Document2 pagesContrôle Chim Sol Juin 15Abdelwahed El OuafiPas encore d'évaluation
- Mémoire TotalDocument138 pagesMémoire TotalAli KaddouriPas encore d'évaluation
- TH2011 Chambon FloraDocument201 pagesTH2011 Chambon FloraissabassiguePas encore d'évaluation
- Recupération AssistéeDocument48 pagesRecupération AssistéeAli Alnafe0% (1)
- Partie Ii Biotechnologie Microbienne Chap BDocument18 pagesPartie Ii Biotechnologie Microbienne Chap BAmira AmouraPas encore d'évaluation