Vous aimerez peut-être aussi
- Examen CNC Novmebre 2018 - 5EM CorrigéDocument8 pagesExamen CNC Novmebre 2018 - 5EM CorrigéKader YahayaPas encore d'évaluation
- Exercice 01 Corrigé TOUNAGE CNDocument2 pagesExercice 01 Corrigé TOUNAGE CNSihem BouhlelPas encore d'évaluation
- Chapitre 004 - Programmation Des MOCN1Document107 pagesChapitre 004 - Programmation Des MOCN1Salem Al farhani100% (3)
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- Exercice 3 Cor RigDocument3 pagesExercice 3 Cor Rigمنير بوزيد100% (1)
- CNC2016 Chapitre 3 Programmation Des MOCNDocument107 pagesCNC2016 Chapitre 3 Programmation Des MOCNImèn JndoubiPas encore d'évaluation
- TD1 Fao + Correction X1Document3 pagesTD1 Fao + Correction X1Roua Khalifa100% (2)
- DS CN CFM Novembre 2018Document4 pagesDS CN CFM Novembre 2018Naoufel FaresPas encore d'évaluation
- Annexe Code G - Fonctions ISODocument3 pagesAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- Chapitre 4 Les Cycles Fixes de TournageDocument24 pagesChapitre 4 Les Cycles Fixes de TournageAmeni Khaled100% (3)
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
- ExamenDocument8 pagesExamenMOUNIR FRIJAPas encore d'évaluation
- Sujetsomab350 PDFDocument6 pagesSujetsomab350 PDFMakrem CherifPas encore d'évaluation
- Chapitre 3 Programmation Machines Outils Commande NumeriqueDocument33 pagesChapitre 3 Programmation Machines Outils Commande NumeriqueRoua KhalifaPas encore d'évaluation
- Les Cycles FixesDocument28 pagesLes Cycles FixesYosr Maiza100% (1)
- 2-Programmation Des MOCN-corrigéDocument6 pages2-Programmation Des MOCN-corrigéatoha00775% (4)
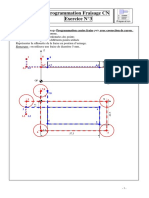
- Programme FraisageDocument6 pagesProgramme Fraisagebougaaalech OussamaPas encore d'évaluation
- Devoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéDocument17 pagesDevoir Surveillé - Commande Numérique - 15032019 - Final - CorrigéO ZPas encore d'évaluation
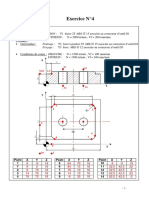
- Exercice CN FraisageDocument6 pagesExercice CN FraisageBouallegue MounirPas encore d'évaluation
- Exercice N8 PDFDocument1 pageExercice N8 PDFO ZPas encore d'évaluation
- Correction TD1Document9 pagesCorrection TD1saif SaadiPas encore d'évaluation
- Exercice n1 CorrigeDocument2 pagesExercice n1 CorrigeStephane Durel Mbida100% (3)
- Comparaison Des Codes GDocument4 pagesComparaison Des Codes GYoussef LamrabetPas encore d'évaluation
- Version Finale Projet BDMDocument13 pagesVersion Finale Projet BDMGOUAL SaraPas encore d'évaluation
- Examen de Controle - Commande Numérique - 21062018Document14 pagesExamen de Controle - Commande Numérique - 21062018O Z100% (2)
- Controle 2011Document2 pagesControle 2011Jamal Bahri0% (1)
- Exercice n4 CorrigeDocument2 pagesExercice n4 CorrigeKevin100% (6)
- Code G TABLEAUDocument5 pagesCode G TABLEAUGOUAL SaraPas encore d'évaluation
- Introduction À Featurecam PDFDocument61 pagesIntroduction À Featurecam PDFOmar Daali100% (2)
- Production Par Commande Numérique 1-1Document77 pagesProduction Par Commande Numérique 1-1salhi ziedPas encore d'évaluation
- Rapport TP Cfao&mocnDocument28 pagesRapport TP Cfao&mocnAkkad MarouanPas encore d'évaluation
- Examen FF V1 2016 Énoncé PDFDocument14 pagesExamen FF V1 2016 Énoncé PDFYassin BelkacemPas encore d'évaluation
- Examen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeDocument9 pagesExamen de Fin de Formation TSMFM 2011 v1 Pratique CorrigeMouad ElansariPas encore d'évaluation
- Corrigé Ex 2 Prog Tournage CodeGDocument3 pagesCorrigé Ex 2 Prog Tournage CodeGHab Benz100% (1)
- Contrat de Phase Phase 20 Support UniverselDocument1 pageContrat de Phase Phase 20 Support UniverselKamel Tayahi100% (1)
- Corrigé EFM Régionale M16-2 PDFDocument6 pagesCorrigé EFM Régionale M16-2 PDFTTARIK100% (1)
- 1 AVPEF CorrigéDocument6 pages1 AVPEF CorrigéRashid Elaychii50% (2)
- Programmation CN ProfDocument14 pagesProgrammation CN ProfZikoPas encore d'évaluation
- TSMFM Fin de FormationDocument13 pagesTSMFM Fin de FormationKrimo0% (1)
- Exercice Corrigé Programmation Tournage CNDocument3 pagesExercice Corrigé Programmation Tournage CNamr79% (14)
- 6-Contrat de Phase #20-Doc ProfDocument1 page6-Contrat de Phase #20-Doc Profothmane100% (2)
- Contrat de Phase Final122226Document2 pagesContrat de Phase Final122226Nada Ghammem50% (2)
- Examen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeDocument15 pagesExamen de Fin de Formation TSMFM 2012 v1 Synthese CorrigeAmi ne100% (1)
- Exercice 4 CorrigDocument2 pagesExercice 4 CorrigsiniorPas encore d'évaluation
- Cours Usinage 78 89Document12 pagesCours Usinage 78 89Françoise NicolasPas encore d'évaluation
- Examen - Commande Numérique - 18052018-3-CorrigéDocument21 pagesExamen - Commande Numérique - 18052018-3-CorrigéO Z67% (3)
- Simulation D'usinage PDFDocument2 pagesSimulation D'usinage PDFPse Udo100% (1)
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- TSMFM Fin de Formation 2014 v1Document15 pagesTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDOPas encore d'évaluation
- Pages de Cours Usinage CNC 2019Document2 pagesPages de Cours Usinage CNC 2019Parc Elyes100% (1)
- 2683 IE13 - SujetDocument9 pages2683 IE13 - SujetZakaria Bettioui100% (1)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- Travail Dirigé CNCDocument5 pagesTravail Dirigé CNCKhayri BelhajPas encore d'évaluation
- 3-Fonctions Preparatoires PDFDocument4 pages3-Fonctions Preparatoires PDFatoha007Pas encore d'évaluation
- Chapitre 2 Les Cycles Fixes de TournageDocument24 pagesChapitre 2 Les Cycles Fixes de Tournagesummaries & Goals ملخصات وأهدافPas encore d'évaluation
- CNCDocument22 pagesCNCya ssminePas encore d'évaluation
- Fiche Fraisage Us2Document8 pagesFiche Fraisage Us2labfaoPas encore d'évaluation
- Document PDFDocument51 pagesDocument PDFAyadi HouaidaPas encore d'évaluation
- CNC2022 Chapitre 3 Programmation Des MOCNDocument45 pagesCNC2022 Chapitre 3 Programmation Des MOCNSalem Al farhaniPas encore d'évaluation
- 1438Document13 pages1438Ynsip SmixPas encore d'évaluation
- Table Autor SeurDocument3 pagesTable Autor SeurRahmani AbdelazizPas encore d'évaluation
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- StatsDocument13 pagesStatsMohamed BenziadaPas encore d'évaluation
- StatsDocument13 pagesStatsMohamed BenziadaPas encore d'évaluation