Vous aimerez peut-être aussi
- Gammes Maintenance Preventive MAERADocument4 pagesGammes Maintenance Preventive MAERAAymen HssainiPas encore d'évaluation
- TP Initiation Au Fraisage CN PDFDocument9 pagesTP Initiation Au Fraisage CN PDFAymen HssainiPas encore d'évaluation
- Cours STRATEGIE DE MAINTENANCE PDFDocument67 pagesCours STRATEGIE DE MAINTENANCE PDFamekhzoumi80% (5)
- Guide PL7 Pro Connecter Et TransfererDocument1 pageGuide PL7 Pro Connecter Et TransfererAymen HssainiPas encore d'évaluation
- 120 - Couts de Maintenance - Prof - Retour Sur InvestissemenDocument8 pages120 - Couts de Maintenance - Prof - Retour Sur InvestissemenAymen Hssaini100% (1)
- Chrono 01 PDFDocument32 pagesChrono 01 PDFAymen HssainiPas encore d'évaluation
- FreDocument347 pagesFreAymen HssainiPas encore d'évaluation
- Module Gestion de La ProductionDocument78 pagesModule Gestion de La ProductionEl Jaouad67% (3)
- Cours PDFDocument150 pagesCours PDFAymen HssainiPas encore d'évaluation
- KONE GuideEntretienMaintenanceSécurité 2016Document30 pagesKONE GuideEntretienMaintenanceSécurité 2016Aymen HssainiPas encore d'évaluation
- Cours Mec 12Document7 pagesCours Mec 12Aymen HssainiPas encore d'évaluation
- 1hydrauliqParisTech PDFDocument34 pages1hydrauliqParisTech PDFAymen HssainiPas encore d'évaluation
- 02 Gestion Des Interventions PDFDocument9 pages02 Gestion Des Interventions PDFAymen HssainiPas encore d'évaluation
- 09 - TD - FiabiliteDocument5 pages09 - TD - FiabiliteMaria Amina100% (14)
- Guide de Conception Des Reseaux Electrique Industriels by Genie Electromcanique ComDocument6 pagesGuide de Conception Des Reseaux Electrique Industriels by Genie Electromcanique ComAymen Hssaini100% (1)
- BTS Constructions MetalliquesDocument2 pagesBTS Constructions MetalliquesAymen HssainiPas encore d'évaluation
- 09 - TD - FiabiliteDocument7 pages09 - TD - FiabiliteAymen HssainiPas encore d'évaluation
- 1.la Maintenance Au Sein de LentrepriseDocument3 pages1.la Maintenance Au Sein de LentrepriseAymen HssainiPas encore d'évaluation
- TP Projet D'arch 2è CibDocument12 pagesTP Projet D'arch 2è CibAMALI BlaisePas encore d'évaluation
- Graniscel S55Document2 pagesGraniscel S55Aîda hajriPas encore d'évaluation
- RTEC Cassette - R410A - InverterDocument2 pagesRTEC Cassette - R410A - InverterMohamed KhaldiPas encore d'évaluation
- Abord Premier de L'artère Mésentérique Supérieure Au Cours de La Duodénopancréatectomie CéphaliqueDocument3 pagesAbord Premier de L'artère Mésentérique Supérieure Au Cours de La Duodénopancréatectomie CéphaliquefdroooPas encore d'évaluation
- B 800 Cbe 59Document2 pagesB 800 Cbe 59mahdi elmayPas encore d'évaluation
- Protocole Reherche 15 Sept 2023Document78 pagesProtocole Reherche 15 Sept 2023Ali AIT-MOHANDPas encore d'évaluation
- AVENTURE DE L'ELECTRICITE - C'est Pas Sorcier Spécial Enseignant - Yoshi37Document2 pagesAVENTURE DE L'ELECTRICITE - C'est Pas Sorcier Spécial Enseignant - Yoshi37BarbaraPas encore d'évaluation
- TD BetonDocument10 pagesTD BetonAggoun YounesPas encore d'évaluation
- Colchicine Dans La Goutte Usage Et MésusageDocument6 pagesColchicine Dans La Goutte Usage Et MésusageAmine DounanePas encore d'évaluation
- Calcul Des Roulements 2Document11 pagesCalcul Des Roulements 2Amine MechPas encore d'évaluation
- Get File PDFDocument28 pagesGet File PDFHichemPas encore d'évaluation
- Tchekhov Les Trois SoeursDocument28 pagesTchekhov Les Trois SoeursCristina MiaPas encore d'évaluation
- Cours 21-26 (Unite 6 +7)Document54 pagesCours 21-26 (Unite 6 +7)Maria SimotaPas encore d'évaluation
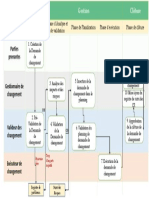
- 25 - Workflow Demande de ModificationDocument1 page25 - Workflow Demande de ModificationSerge VolpiPas encore d'évaluation
- Programme AidesoignantfinalDocument63 pagesProgramme AidesoignantfinalAbdelghni LachhabPas encore d'évaluation
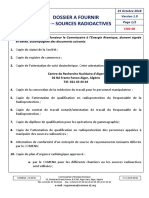
- CND SRDocument2 pagesCND SRFethi BELOUISPas encore d'évaluation
- TD ExternesDocument24 pagesTD ExternesDoria OuahraniPas encore d'évaluation
- Brochure Charte Audit Interne 2015def22x23def16pages Corrig2e 1Document16 pagesBrochure Charte Audit Interne 2015def22x23def16pages Corrig2e 1ʚïɞ Fi Fi ʚïɞPas encore d'évaluation
- Ecoconso - Que Signifient Les Nouveaux Pictogrammes de Danger - 2023-02-01Document4 pagesEcoconso - Que Signifient Les Nouveaux Pictogrammes de Danger - 2023-02-01Dieudonné NofodjiPas encore d'évaluation
- 01-03 - Dec10 - Philippe Dozoul - AFNOR - FDX50-252 - Francais PDFDocument24 pages01-03 - Dec10 - Philippe Dozoul - AFNOR - FDX50-252 - Francais PDFNassima Bendjeddou100% (1)
- Chapitre - 1 PH201Document15 pagesChapitre - 1 PH201FanxyvPas encore d'évaluation
- 2015 04 17 - Business Plan 2015 2017 - FRDocument88 pages2015 04 17 - Business Plan 2015 2017 - FRfohi2009Pas encore d'évaluation
- Cours Equipements StatiquesDocument107 pagesCours Equipements Statiquesرضا بن عمارPas encore d'évaluation
- Grille-Observation EgronDocument10 pagesGrille-Observation EgronSofia KHOUBBANEPas encore d'évaluation
- FIT Manioc 2014Document2 pagesFIT Manioc 2014Williams Koffi100% (1)
- Coloration GramDocument6 pagesColoration GramFatmazohra RAHILPas encore d'évaluation
- Les Biomarqueurs de L'infarctus Du Myocarde: ChapitreDocument8 pagesLes Biomarqueurs de L'infarctus Du Myocarde: ChapitreTarek SayhiPas encore d'évaluation
- Comprendre La SchizophrénieDocument25 pagesComprendre La SchizophrénieMontada DjazaironaPas encore d'évaluation
- Mesures Anthropométriques Pour L'évaluation de L'état Nutritionnel D'un Individu & La Situation Dans Une CommunautéDocument67 pagesMesures Anthropométriques Pour L'évaluation de L'état Nutritionnel D'un Individu & La Situation Dans Une CommunautéIbrahim HamadouPas encore d'évaluation
- TP Mineralogie PDFDocument40 pagesTP Mineralogie PDFMohamed Al100% (3)