Vous aimerez peut-être aussi
- Na 238Document13 pagesNa 238taibiPas encore d'évaluation
- Na 17004 - 2022Document48 pagesNa 17004 - 2022ghedjati hamzaPas encore d'évaluation
- 36 Colas PDFDocument1 page36 Colas PDFAnonymous 4BoZQ0Pas encore d'évaluation
- G2 Mur de SoutenementDocument12 pagesG2 Mur de SoutenementelflouliPas encore d'évaluation
- Cours Fondations Profondes2 Procedes Generaux de Construction 2Document14 pagesCours Fondations Profondes2 Procedes Generaux de Construction 2gueyetapha77Pas encore d'évaluation
- NF EN 12715 - FP 94-330 - Exécution Des Travaux Géotechniques SpéciauxDocument58 pagesNF EN 12715 - FP 94-330 - Exécution Des Travaux Géotechniques SpéciauxMohamed Said ABBASPas encore d'évaluation
- Diaporama Plaque Dynamique Légère PDFDocument22 pagesDiaporama Plaque Dynamique Légère PDFSadok Kzadri100% (1)
- Recueil Des Normes Algeriennes 12 2008 2Document23 pagesRecueil Des Normes Algeriennes 12 2008 2CONSULABPas encore d'évaluation
- Avpn Na en 933 3 PDFDocument14 pagesAvpn Na en 933 3 PDFsamsimPas encore d'évaluation
- 07-Baguelin-CNJOG-norme P94-262 PDFDocument39 pages07-Baguelin-CNJOG-norme P94-262 PDFmichalakis483Pas encore d'évaluation
- BLPC 211 PP 53-72 CombarieuDocument20 pagesBLPC 211 PP 53-72 CombarieuFractosPas encore d'évaluation
- Action Thermique 2015 - PontDocument20 pagesAction Thermique 2015 - PontDaha ZoraPas encore d'évaluation
- Alveoter GC 10Document1 pageAlveoter GC 10brouko100% (2)
- Poids Total de La StructureDocument23 pagesPoids Total de La StructureHanane BenGamraPas encore d'évaluation
- NA427Document5 pagesNA427Lsp Ergosot Khemis-khechnaPas encore d'évaluation
- Westergaard 20du 2024 01 PDFDocument1 pageWestergaard 20du 2024 01 PDFSoufiane OuaadidyPas encore d'évaluation
- Calcul de Mur de SoutenementDocument3 pagesCalcul de Mur de SoutenementHamza HalhouliPas encore d'évaluation
- CCTP GabionDocument2 pagesCCTP GabionsaamehbenhelelPas encore d'évaluation
- Aide Mémoire-Norme Dim NF P 98-086 - 2011 - V1Document8 pagesAide Mémoire-Norme Dim NF P 98-086 - 2011 - V1Driss DoudiPas encore d'évaluation
- La Fissuration Des Chaussées RigidesDocument345 pagesLa Fissuration Des Chaussées RigidesAMGPas encore d'évaluation
- 04 CCTP GeotechDocument10 pages04 CCTP Geotechchatxxnoir4263Pas encore d'évaluation
- Longrines de Redressement: Pratique DesDocument25 pagesLongrines de Redressement: Pratique DesDiengPas encore d'évaluation
- Ba-Elements simples-EC2 PDFDocument123 pagesBa-Elements simples-EC2 PDFakreit100% (1)
- CCTP-lot 2.1.2Document37 pagesCCTP-lot 2.1.2Feki Mahdi100% (1)
- Matelas de GabionsDocument3 pagesMatelas de GabionsRafik KaderPas encore d'évaluation
- Calcul Module de RéactionDocument2 pagesCalcul Module de Réactionkhalil_82423297Pas encore d'évaluation
- Mur73 PDFDocument35 pagesMur73 PDFRahma SabirPas encore d'évaluation
- CSTC Directives Pour L Application de L Eurocode 7 en Belgique SoutenementsDocument23 pagesCSTC Directives Pour L Application de L Eurocode 7 en Belgique Soutenementsmichalakis483100% (1)
- 04-Colonnes Ballastées-Essais in SituDocument19 pages04-Colonnes Ballastées-Essais in SituAziz Elkhayari100% (1)
- B0 FicheB2-1-Guide - Auscultation - Ouvrage - Art-Cahier - Interactif - IfsttarDocument2 pagesB0 FicheB2-1-Guide - Auscultation - Ouvrage - Art-Cahier - Interactif - IfsttaryoussefPas encore d'évaluation
- Integral241 PDFDocument82 pagesIntegral241 PDFÕüss ÃmãPas encore d'évaluation
- Dossier Technique ALVEOTER Retenue de Terre Sur TalusDocument10 pagesDossier Technique ALVEOTER Retenue de Terre Sur Talusabouaymane100% (1)
- NF EN 12350-4 - Degre de Compactabilite Mars 2001 PDFDocument9 pagesNF EN 12350-4 - Degre de Compactabilite Mars 2001 PDFSAHRAOUI KarimPas encore d'évaluation
- AT442 - Houda LAMRANI - Montée en Cohésion Des Émulsions de Bitume en Couches D'accrochage PDFDocument19 pagesAT442 - Houda LAMRANI - Montée en Cohésion Des Émulsions de Bitume en Couches D'accrochage PDFsaid100% (1)
- Calcul Portance Pressiometrique Pieux PDFDocument11 pagesCalcul Portance Pressiometrique Pieux PDFbrahim_md0% (1)
- Cours Fondations Profondes SOLETANCHE Procedes Generaux de Construction 2Document28 pagesCours Fondations Profondes SOLETANCHE Procedes Generaux de Construction 2hamzaoui612Pas encore d'évaluation
- GEO5 - Modules Et Packs - 2020Document2 pagesGEO5 - Modules Et Packs - 2020Sabrina DerradjiPas encore d'évaluation
- Calsten V8.4 PDFDocument69 pagesCalsten V8.4 PDFyeuminhPas encore d'évaluation
- Courbe Enveloppe PDFDocument6 pagesCourbe Enveloppe PDFRAHMA ABDELLI100% (1)
- DTU 22.1 - Boucle de LevageDocument93 pagesDTU 22.1 - Boucle de LevageThibault FaviezPas encore d'évaluation
- Calcul Pratique Des Éléments de Constructions Métalliques: September 2019Document9 pagesCalcul Pratique Des Éléments de Constructions Métalliques: September 2019jaime quirogaPas encore d'évaluation
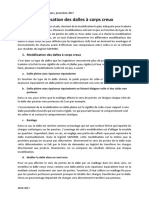
- Modélisation Des Dalles À Corps CreuxDocument4 pagesModélisation Des Dalles À Corps CreuxNourreddine HabibPas encore d'évaluation
- Chapitre 5 - Rce Au Cisaillement Des SolsDocument9 pagesChapitre 5 - Rce Au Cisaillement Des SolsyouceftliPas encore d'évaluation
- Essais de Compréssibilité & ConsolidationDocument13 pagesEssais de Compréssibilité & ConsolidationSYLLAPas encore d'évaluation
- Dtu13 3Document45 pagesDtu13 3AEMPas encore d'évaluation
- Rapport D'essai de DéflexionDocument3 pagesRapport D'essai de DéflexionEskil Clarin100% (1)
- Tirants D'ancrageDocument1 pageTirants D'ancrage何旭Pas encore d'évaluation
- L'INJECTION DE MASES ROCHEUSES - Comité Marocain de Grands Barrages - 06-06-2003 - G.LombardiDocument54 pagesL'INJECTION DE MASES ROCHEUSES - Comité Marocain de Grands Barrages - 06-06-2003 - G.Lombardifededa0% (1)
- Béton Hydrocarboné 2022 PDFDocument24 pagesBéton Hydrocarboné 2022 PDFYasmine GrPas encore d'évaluation
- f09322p0126 Annexe 12 - Solessai G2proDocument341 pagesf09322p0126 Annexe 12 - Solessai G2proHKDOCUMENTPas encore d'évaluation
- Réparation de Béton Selon EN 1504 - Version 2019Document29 pagesRéparation de Béton Selon EN 1504 - Version 2019Mohamed Brahim100% (1)
- Abaques CES Dreux GorisseDocument1 pageAbaques CES Dreux GorissebadriPas encore d'évaluation
- Enrobé À Module Élevé Eme-10: DéfinitionDocument2 pagesEnrobé À Module Élevé Eme-10: DéfinitionChaosTheory100% (1)
- RAPPORT SAGA N°05862 Version 1 Etude Géotechnique G2 AVP - DRANCY - Lycée Saint GermainDocument35 pagesRAPPORT SAGA N°05862 Version 1 Etude Géotechnique G2 AVP - DRANCY - Lycée Saint GermainAymen Frikhi100% (1)
- Des risques, des mines et des hommes: La perception du risque chez les mineurs de fond de l'Abitibi-TémiscamingueD'EverandDes risques, des mines et des hommes: La perception du risque chez les mineurs de fond de l'Abitibi-TémiscaminguePas encore d'évaluation
- Na 5071 PDFDocument9 pagesNa 5071 PDFaams_sPas encore d'évaluation
- Na 5110 (Tuyaux)Document84 pagesNa 5110 (Tuyaux)Aniis Était NormalPas encore d'évaluation
- Na 774Document17 pagesNa 774aams_sPas encore d'évaluation
- NA 455 - EN 933-8 1999 Evaluation de Fines Equivalent de Sable PDFDocument15 pagesNA 455 - EN 933-8 1999 Evaluation de Fines Equivalent de Sable PDFZAKARIA INGPas encore d'évaluation
- Construction Métalliques Aide MémoireDocument37 pagesConstruction Métalliques Aide MémoireYoussef AdkinsPas encore d'évaluation
- Poutre Mixte PDFDocument27 pagesPoutre Mixte PDFaams_s100% (1)
- Prs PDFDocument57 pagesPrs PDFaams_sPas encore d'évaluation
- Poutres Mixte Connection Partielle PDFDocument13 pagesPoutres Mixte Connection Partielle PDFaams_sPas encore d'évaluation
- Exemples Poutres Mixtes PDFDocument23 pagesExemples Poutres Mixtes PDFaams_sPas encore d'évaluation
- Techniques de Confortement Et Drainage Des Sols.Document121 pagesTechniques de Confortement Et Drainage Des Sols.aams_sPas encore d'évaluation
- Problemes Pratiques de Mecanique Des Sols Et de Fondations 1 Sanglerat Et Al Dunod FRDocument333 pagesProblemes Pratiques de Mecanique Des Sols Et de Fondations 1 Sanglerat Et Al Dunod FRaams_s100% (1)
- Na430 PDFDocument5 pagesNa430 PDFaams_sPas encore d'évaluation
- Na 5071 PDFDocument9 pagesNa 5071 PDFaams_sPas encore d'évaluation
- Na432 PDFDocument3 pagesNa432 PDFaams_sPas encore d'évaluation
- Na431 PDFDocument4 pagesNa431 PDFaams_sPas encore d'évaluation