Vous aimerez peut-être aussi
- VALEO - Ignition Spare Parts 2007 PDFDocument636 pagesVALEO - Ignition Spare Parts 2007 PDFgeorge_scala100% (1)
- Gestion Des RDV - Cahier de ChargeDocument4 pagesGestion Des RDV - Cahier de ChargeAdalou NIAONEPas encore d'évaluation
- Intergard 251 FRDocument4 pagesIntergard 251 FRRevPas encore d'évaluation
- FT Ineter GP2ZDocument16 pagesFT Ineter GP2ZMounir BoutaghanePas encore d'évaluation
- E Program Files An ConnectManager SSIS TDS PDF Interzone 954 Fre A4 20180313Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Interzone 954 Fre A4 20180313Vahatry Ny Aina RAHERINIRINAPas encore d'évaluation
- Interzinc 52Document4 pagesInterzinc 52cisar0007Pas encore d'évaluation
- F.T Intergard 251Document4 pagesF.T Intergard 251g.yuuriPas encore d'évaluation
- Interzinc 42 FRDocument4 pagesInterzinc 42 FRRevPas encore d'évaluation
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interline - 399 - Fre - A4 - 20120117Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interline - 399 - Fre - A4 - 20120117Linnie McleodPas encore d'évaluation
- Interzinc 22 8Document4 pagesInterzinc 22 8Ridha Ben AbdelwahedPas encore d'évaluation
- Intergard 475 HsDocument4 pagesIntergard 475 Hsm.elmssali2Pas encore d'évaluation
- Intertherm 875Document4 pagesIntertherm 875ali piPas encore d'évaluation
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interline - 399 - Fre - Can - LTR - 20111129Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interline - 399 - Fre - Can - LTR - 20111129Linnie McleodPas encore d'évaluation
- Interzone 954 3Document4 pagesInterzone 954 3Ben Abdeddayem NassimPas encore d'évaluation
- Intershield 300+ds+eng PDFDocument4 pagesIntershield 300+ds+eng PDFBPas encore d'évaluation
- Interthane 870Document0 pageInterthane 870David HoffmanPas encore d'évaluation
- E-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interfine - 878 - Fre - A4 - 20111201Document4 pagesE-Program Files-AN-ConnectManager-SSIS-TDS-PDF-Interfine - 878 - Fre - A4 - 20111201Jaouad IDBOUBKERPas encore d'évaluation
- Chartek 7Document4 pagesChartek 7rachedPas encore d'évaluation
- Fiche Technique Interseal 670Document4 pagesFiche Technique Interseal 670youba benanePas encore d'évaluation
- DownloadDocument5 pagesDownloadali piPas encore d'évaluation
- PDS Hempadur Avantguard 550 FR-FRDocument2 pagesPDS Hempadur Avantguard 550 FR-FRAsebaho BadrPas encore d'évaluation
- TDS Chartek 1709Document4 pagesTDS Chartek 1709Mounir BoutaghanePas encore d'évaluation
- E Program Files An ConnectManager SSIS TDS PDF Interbond 201 Temperate Fre A4 20171106Document4 pagesE Program Files An ConnectManager SSIS TDS PDF Interbond 201 Temperate Fre A4 20171106Linnie McleodPas encore d'évaluation
- Interspeed 6400Document4 pagesInterspeed 6400Achraf BoudayaPas encore d'évaluation
- Tds Hardtop XPL French FR 2015Document4 pagesTds Hardtop XPL French FR 2015Mounir BoutaghanePas encore d'évaluation
- HEMPADUR 47182 FR-FRDocument3 pagesHEMPADUR 47182 FR-FRJulien Di PolPas encore d'évaluation
- Resist 78Document6 pagesResist 78Ahmed DebchiPas encore d'évaluation
- TDS 3440 Penguard Express MIO Fra FRDocument5 pagesTDS 3440 Penguard Express MIO Fra FRLenos LenosPas encore d'évaluation
- TDS Penguard Express MIODocument5 pagesTDS Penguard Express MIOMounir BoutaghanePas encore d'évaluation
- FR-FR 7743Document5 pagesFR-FR 7743Jose Manuel Guizado SolisPas encore d'évaluation
- PDS Hempadur 45141 FR-FR 3Document3 pagesPDS Hempadur 45141 FR-FR 3f.tpeinture38Pas encore d'évaluation
- Sigmafast 278Document5 pagesSigmafast 278Ahmed DebchiPas encore d'évaluation
- Pds Hempadur Zinc 17340 FR-FRDocument3 pagesPds Hempadur Zinc 17340 FR-FRKhaled bouhlelPas encore d'évaluation
- Fiche Technique ENDOPRENEDocument4 pagesFiche Technique ENDOPRENEAlex AlexPas encore d'évaluation
- TDS Tankguard Holding PrimerDocument5 pagesTDS Tankguard Holding PrimerMounir BoutaghanePas encore d'évaluation
- Amercoat 71TCDocument5 pagesAmercoat 71TCBilel MahjoubPas encore d'évaluation
- Amerlock 2CDocument6 pagesAmerlock 2CSI TirafPas encore d'évaluation
- Pds Hempadur Multi-Strength 45540 FR-FRDocument2 pagesPds Hempadur Multi-Strength 45540 FR-FRKhaled bouhlelPas encore d'évaluation
- TDS 2063 Tankguard 412 Fra FRDocument6 pagesTDS 2063 Tankguard 412 Fra FRElie KhawandPas encore d'évaluation
- Acrymat Ecl PDFDocument1 pageAcrymat Ecl PDFUnes JrdPas encore d'évaluation
- Medapoxy SolDocument2 pagesMedapoxy SolManiaPas encore d'évaluation
- Hardtop Optima FrenchDocument6 pagesHardtop Optima Frenchnuryati jahariPas encore d'évaluation
- FT FR Sigmacover 280Document6 pagesFT FR Sigmacover 280Yoman KouassiPas encore d'évaluation
- Pds Hempathane Hs 55610 FR-FRDocument3 pagesPds Hempathane Hs 55610 FR-FRKhaled bouhlelPas encore d'évaluation
- TDS Hardtop XPDocument5 pagesTDS Hardtop XPAyman JadPas encore d'évaluation
- Penguard Express: Fiche TechniqueDocument5 pagesPenguard Express: Fiche Techniqueali piPas encore d'évaluation
- Hempa Build 46410Document3 pagesHempa Build 46410Tarik BouzitPas encore d'évaluation
- Fiche Tech Peinture Mate 2Document2 pagesFiche Tech Peinture Mate 2Flavien Mesbah-SavelPas encore d'évaluation
- PDS HEMPADUR MASTIC 45880 FR-FRDocument3 pagesPDS HEMPADUR MASTIC 45880 FR-FRKhaled bouhlelPas encore d'évaluation
- Pds Hempadur 35760 FR-FRDocument3 pagesPds Hempadur 35760 FR-FRKhaled bouhlelPas encore d'évaluation
- Medapoxy STRDocument2 pagesMedapoxy STRallaoui0% (1)
- Fiche Technique Eht460Document1 pageFiche Technique Eht460emma.teen51Pas encore d'évaluation
- Ferro CoteDocument3 pagesFerro CoteKhaled Fatnassi100% (1)
- TDS Jotachar 1709 FRDocument6 pagesTDS Jotachar 1709 FRMounir BoutaghanePas encore d'évaluation
- Hempadur Mastic 45880 45880 FR-FRDocument3 pagesHempadur Mastic 45880 45880 FR-FRMarwan PatiyaPas encore d'évaluation
- PDS Hempalin Enamel 52140 - FRDocument2 pagesPDS Hempalin Enamel 52140 - FRJulien Di PolPas encore d'évaluation
- SIGMASHIELD 880 FRDocument4 pagesSIGMASHIELD 880 FRAbdala Aziz HASSANPas encore d'évaluation
- Fiche Tech Peinture Satinée 2Document2 pagesFiche Tech Peinture Satinée 2Flavien Mesbah-SavelPas encore d'évaluation
- FT Polystria v01Document3 pagesFT Polystria v01Andakabe BrunoPas encore d'évaluation
- Aquaryl Eco (164) FTDocument2 pagesAquaryl Eco (164) FTfrorenaPas encore d'évaluation
- FT Resine Iso 172Document2 pagesFT Resine Iso 172NizarChouchenePas encore d'évaluation
- Nouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoD'EverandNouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoPas encore d'évaluation
- 6004551B FR Fcal Calc Uncert Thermocouple WDocument6 pages6004551B FR Fcal Calc Uncert Thermocouple WAs De PiquePas encore d'évaluation
- ETAT AMEL Circulaire Aux OperateursDocument2 pagesETAT AMEL Circulaire Aux OperateursAs De PiquePas encore d'évaluation
- Formation Situations Audit FRDocument40 pagesFormation Situations Audit FRAs De PiquePas encore d'évaluation
- G11 Impr ListeDocument15 pagesG11 Impr ListeAs De PiquePas encore d'évaluation
- Formul 2Document1 pageFormul 2As De PiquePas encore d'évaluation
- Grille D'inspection - Pont Roulant Et Palan: Modèle: Mesures Correctives Échéancier Responsable Conforme N/A Oui Non VDocument2 pagesGrille D'inspection - Pont Roulant Et Palan: Modèle: Mesures Correctives Échéancier Responsable Conforme N/A Oui Non VAs De PiquePas encore d'évaluation
- Professional LineDocument2 pagesProfessional LineAs De PiquePas encore d'évaluation
- VOTRE ORDINATEUR 03 1984-01-02 (Acme)Document92 pagesVOTRE ORDINATEUR 03 1984-01-02 (Acme)Taranis35Pas encore d'évaluation
- Myfrenchbank Christophe CarreDocument1 pageMyfrenchbank Christophe CarreyomanhcPas encore d'évaluation
- Examen Ro 21Document1 pageExamen Ro 21صنع في المنزل Made at homePas encore d'évaluation
- Cps MarchéDocument22 pagesCps Marchéyoussef benaniPas encore d'évaluation
- Guide EasyctnDocument13 pagesGuide EasyctnKossi Norbert LawadanPas encore d'évaluation
- Rapport 1Document13 pagesRapport 1Safwen BoufaidPas encore d'évaluation
- Parlons RH Barometre de L Experience Collaobrateur Edition 2021Document22 pagesParlons RH Barometre de L Experience Collaobrateur Edition 2021fatima elyaakoubiPas encore d'évaluation
- Chapitre 7 Les Couts LogistiquesDocument2 pagesChapitre 7 Les Couts LogistiquesMohamedPas encore d'évaluation
- Note de Calcul NabDocument5 pagesNote de Calcul NabLyes AlgerianoPas encore d'évaluation
- Cas Pratique SARL BASQUAIR ÉnoncéDocument1 pageCas Pratique SARL BASQUAIR ÉnoncéPierre DelarueaPas encore d'évaluation
- Le Contrat de Transport International 2022Document10 pagesLe Contrat de Transport International 2022Amina ChiahiPas encore d'évaluation
- Organigramme Universite Bordeaux MontaigneDocument12 pagesOrganigramme Universite Bordeaux MontaigneingridguerreroocampoPas encore d'évaluation
- Manuel de Vol C 150 PDFDocument43 pagesManuel de Vol C 150 PDFjmlezcanoPas encore d'évaluation
- Entre TienDocument16 pagesEntre TienKawtarSoloPas encore d'évaluation
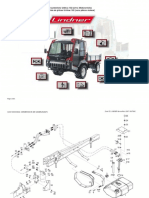
- Unitrac 92-102 FRDocument256 pagesUnitrac 92-102 FRjean talus100% (1)
- MAH4444Document139 pagesMAH4444بلقاسم جلاليPas encore d'évaluation
- Plaquette Ouvrages Ralentissement Crues VilaineDocument6 pagesPlaquette Ouvrages Ralentissement Crues Vilainemetalika_1981Pas encore d'évaluation
- Ci Etec NigerDocument44 pagesCi Etec NigerSayabou MahamadouPas encore d'évaluation
- Document 575912Document142 pagesDocument 575912Abass DialloPas encore d'évaluation
- Cours Droit GOZZIDocument32 pagesCours Droit GOZZINicoleta BusuiocPas encore d'évaluation
- Formation Methode HaccpDocument111 pagesFormation Methode HaccpTIEBE SERGESPas encore d'évaluation
- La Phrase - La Forme Affirmative Et La Forme Négative - MaxicoursDocument4 pagesLa Phrase - La Forme Affirmative Et La Forme Négative - MaxicoursTOUTA TOTOPas encore d'évaluation
- Exercices Mtcna - Module 1 - V1Document9 pagesExercices Mtcna - Module 1 - V1Garry Moore100% (1)
- 0002 3 10.1generalitesDocument103 pages0002 3 10.1generalitesJason CruisePas encore d'évaluation
- Résumé ImpedanceDocument7 pagesRésumé Impedancehelmi copy centerPas encore d'évaluation
- TEST Connaissance PLSQLDocument3 pagesTEST Connaissance PLSQLFORMATION ORADISTPas encore d'évaluation
- 70 Idées de Business en 2020Document5 pages70 Idées de Business en 2020rojo razanadrakotoPas encore d'évaluation
- Cat Moteurs BeDocument196 pagesCat Moteurs Benabil loutfi100% (1)