Académique Documents
Professionnel Documents
Culture Documents
Art Workshop NV Guide FR 2016
Transféré par
Claude-Olivier FourCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Art Workshop NV Guide FR 2016
Transféré par
Claude-Olivier FourDroits d'auteur :
Formats disponibles
Le guide Munken du papier non couché
MUNKEN PURE 400 g/m²
MUNKEN PURE ROUGH 120 g/m²
Le guide Munken du
papier non couché
– Un guide technique de référence
pour des résultats de qualité
Chez Arctic Paper Munkedal, nous attachons de l'importance
à chaque phase du processus de production pour obtenir un
résultat de qualité. Chaque personne a sa propre définition et
vision de la qualité et la mise en place d’une communication
claire est essentielle pour atteindre un but commun.
Ce guide vous aidera à éviter les pièges de la production
d'imprimés sur du papier non couché. La mise à disposition
d’un document de référence unique peut améliorer la communi-
cation à chaque étape du processus, en garantissant que tous
les acteurs ont les mêmes attentes par rapport au résultat final.
Ce guide est divisé en quatre chapitres. Il est la mise à jour de
l'ancien guide Munken, destiné à répondre, entre autres, aux
questions suivantes : « Est-ce que j’utilise les bons profils ICC? »,
« Est-ce que l’image est ajustée pour le papier non couché ? »,
« Est-ce que mon imprimeur a besoin d’informations
supplémentaires ? ». afin d’obtenir les résultats escomptés.
Utilisez les conseils de ce guide pour améliorer vos futurs
projets. Comme nous, vous êtes certainement d’avis que, dans
le domaine de la création artistique, nous devrions tous utiliser
un langage commun, celui de la qualité.
MUNKEN PURE ROUGH 120 g/m²
Table des matières
– Art Workshop
Chapitre 1 - Le papier Chapitre 2 - La photogravure
Chapitre 1:1 La composition du papier Chapitre 2:1 Principales problématiques de la
p. 10 Pâte photogravure en fonction du type de papier
p. 10 Charges p. 34 Pourquoi la photogravure a-t-elle une
p. 10 Degré d’humidité incidence sur le résultat final?
p. 10 Adjuvants p. 34 Trame/Linéature
p. 36 Élargissement du point
Chapitre 1:2 La production de papier p. 36 Couverture totale en encre
p. 11 Production
Chapitre 2:2 Les images
Chapitre 1:3 Les propriétés du papier p. 40 Types d’images
p. 12 Papier avec ou sans bois p. 40 Format et qualité de l’image
p. 12 Grammage, épaisseur et bouffant p. 40 Résolution de l’image et pixels
p. 13 Rugosité p. 41 RVB et CMJN
p. 13 Blancheur et teinte p. 41 Types de fichiers
p. 14 Opacité p. 42 Papier et espace colorimétrique
p. 14 Porosité et absorption p. 43 Zones colorées et images
p. 43 Reproductions en noir et blanc
Chapitre 1:4 Sens des fibres & format p. 43 Séparation des six couleurs en hexachromie
p. 16 Sens des fibres p. 43 Préparation de l’image
p. 16 Bobine p. 43 Résumé
p. 16 Format
p. 16 Feuilles & dimensions Chapitre 2:3 Les Profils ICC
p. 46 Introduction
Chapitre 1:5 Le choix du papier p. 46 Calibrage
p. 22 Choix du papier p. 46 Caractérisation
p. 22 Choix de la teinte p. 46 Conversion
p. 22 Opacité de vos imprimés p. 46 Création d’un profil ICC et type de papier
p. 22 Sensation du papier p. 48 Les différents types de profils ICC
p. 23 Rendu des images sur différents p. 48 Profil ICC de sortie papier
types de papier p. 49 Profils ICC génériques et spécifiques
p. 23 Rendu du texte sur différents
types de papier Chapitre 2:4 Les flux de production
p. 23 Longévité p. 50 Les flux de production et la gestion
p. 24 Environnement et recyclage des couleurs
p. 50 CTP et types de papier
Chapitre 1:6 Stockage, manipulation p. 51 La norme ISO
et conditionnement p. 53 Références des images
p. 25 Température et hygrométrie p. 54 Optimisation de l’image
p. 56 Profil ICC non couché
p. 58 Profil ICC couché
p. 60 Séparation des couleurs
p. 66 Trames
p. 68 Noir et blanc/bichromie/trichromie
p. 70 Séchage de l’encre
2 — Art Workshop Table des matières
MUNKEN PURE ROUGH 120 g/m²
Table des matières
– Art Workshop
Chapitre 3 – L’impression Chapitre 4 - La postproduction
Chapitre 3:1 Procédés d’impression Chapitre 4:1 Effets créatifs
p. 80 Offset p. 100 Film à chaud
p. 80 Impression offset feuilles p. 100 Gaufrage
p. 80 Impression offset feuilles UV p. 100 Vernis
p. 82 Impression offset roto avec p. 100 Impression en relief
et sans sécheur p. 101 Pelliculage
p. 82 Flexographie p. 101 Découpe à la forme
p. 82 Impression numérique p. 101 Perforation de trous
p. 83 Les procédés numériques à encre liquide : p. 101 Perforation
l’impression à jet d’encre
p. 83 L’impression numérique à base de toner : Chapitre 4:2 Façonnage
la xerographie et l’impression laser p. 102 Reliure de livre
p. 83 La pré-impression en offset p. 102 Rainage et pliage
p. 102 Reliure
Chapitre 3:2 Impression offset et papier non p. 102 Rognage
couché
p. 90 Les principes de l'impression offset Résumé - rappels
p. 90 Interaction de l’eau, de l’encre et du papier p. 114 Points-clés
p. 90 Types d’encre p. 115 Tableaux récapitulatifs
p. 91 Densité de l’encre et papier non couché p. 116 Mes points-clés
p. 92 Contrepression p. 126 La gamme Munken Design
p. 92 Poudre d’impression et stockage après
l’impression
p. 92 Séchage de l’encre et le papier
p. 93 Vernis sur presse
p. 93 Qualité d’impression sur papier
Table des matières Art Workshop — 3
4 — Art Workshop Chapitre 1 — Le papier
Chapitre
– Le papier
1
Le terme papier est très large. Les variantes sont nombreuses,
chaque papier se distinguant par son aspect visuels, ses
qualités tactiles et techniques. Bien davantage qu’un simple
support, il peut être vecteur d’émotion et conférer une
dimension supplémentaire au message imprimé.
Notre souhaitons démontrer les différences entre les différents
types de papier, plus spécifiquement dans la catégorie des
non-couchés. Un papier non couché n’a pas reçu de traitement
additionnel et présente donc une surface totalement naturelle.
Notre souhait est donc que ces éléments vous permettent de
reconnaître les qualités et les propriétés d’un papier pour
pouvoir choisir en toute connaissance de cause celui qui
convient à votre projet.
Chapitre 1 — Le papier Art Workshop — 5
MUNKEN PURE ROUGH 120 g/m²
6 — Art Workshop Chapitre 1 — Le papier
MUNKEN PURE ROUGH 120 g/m²
Le maître du papier
– Leif Lundgren
Une grande papeterie n’est rien sans ses machines à papier ;
et les machines à papier ne sont rien sans les hommes de l'art
qui les dirigent.
Leif Lundgren est l'un des maîtres du papier à l'usine d'Arctic
Paper Munkedal. La machine à papier de 80 mètres de long
dont il est responsable produit environ 50 000 mètres de papier
par heure. Un peu à la manière d’un contrôleur, toutes les
vingt minutes, Leif et son équipe placent une grande feuille
de papier sur la visionneuse et scrutent attentivement sa
surface pour s’assurer qu’elle est conforme aux normes
élevées de Munken.
Chapitre 1 — Le papier Art Workshop — 7
MUNKEN PURE ROUGH 120 g/m²
8 — Art Workshop Chapitre 1 — Le papier
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1 — Le papier Art Workshop — 9
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1:1
La composition du papier
— De manière simple, on peut dire que le papier se compose de pâte, de charges
minérales, d’eau et de substances chimiques. Les ingrédients sont choisis selon
une recette propre à chaque papier, afin d'obtenir les propriétés voulues.
Pâte Charges Adjuvants
On nous apprend à l’école que le papier provient des Les fibres de cellulose ne sont pas suffisantes à elles Outre les charges minérales, il faut ajouter des
arbres. C’est vrai mais c’est aussi une simplification. seules pour faire du papier. À cet ingrédient principal, produits chimiques pour fabriquer du papier. Ils
Il serait plus juste de dire que la pâte à papier est il faut ajouter des produits minéraux dont la fonc- servent à la fabrication du papier et à conférer au
constituée de fibres de cellulose extraites le plus tion est de boucher les interstices dans le réseau produit fini les propriétés voulues, notamment de
souvent du bois, lequel provient des arbres. On peut complexe formé par les fibres. Ils rendent le papier résistance, imperméabilité et teinte.
aussi extraire la cellulose du coton ou même de plus doux et plus régulier, améliorent la formation,
l’herbe mais on ne s’intéressera ici qu’à la pâte pro- accroissent l’opacité, fixent mieux l’encre, avec une Par exemple, un agent de collage dans la masse per-
duite à partir du bois. Les essences les plus couram- surface plus lisse et plus souple, toutes qualités qui mettra de diminuer l’absorption d’humidité, et un
ment utilisées sont le peuplier, l’eucalyptus, le bou- concourent à une meilleure imprimabilité. papier surfacé (enduit d’une couche d’amidon en
leau, le pin et l’épicéa. On emploie des essences surface) améliore l’aptitude à l’impression et la solidité.
différentes car les propriétés de leurs fibres sont dif-Les charges les plus courantes sont le carbonate de
férentes. Par exemple, les fibres de feuillus sont plus calcium, ou pierre de chaux, et le kaolin (ou l’ar- L’ajout de colorants ou pigments permet de faire en
courtes et améliorent l’opacité et la formation du gile). Le choix de la charge dépend des paramètres sorte que la teinte du papier reste uniforme d’un lot
papier tandis que les fibres de résineux sont plus de papier choisis et du procédé de fabrication. La de production à l’autre, la pâte étant sujette à de fré-
longues et confèrent une meilleure résistance. charge aura une incidence sur les paramètres du quentes variations de couleur. Les azurants optiques
papier comme les teintes, l’opacité, la porosité, la servent à augmenter le degré de blancheur. Les azu-
On distingue deux grandes méthodes pour extraire rigidité, etc. d’où l’utilisation de différents types de rants et les colorants interagissent pour produire
les fibres de cellulose du bois : le procédé chimique carbonate de calcium. Ils varient en fonction de la une teinte finale parfaite.
et le procédé mécanique. façon dont ils sont broyés, de la luminosité d’origine
et du traitement qu’ils ont reçu. GCC et PCC sont L’adjonction de quelques produits chimiques est
Dans le procédé chimique, par lequel on produit des des appellations courantes. indispensable pour créer un papier de qualité stable
pâtes chimiques, les fibres de cellulose sont sépa- et constante.
rées des autres composants du bois au cours d’une Chaque papeterie possède un système de produc-
cuisson réalisée avec des agents chimiques, après tion très sensible qui utilise de grandes quantités Le papier est un produit quasiment 100 %naturel,
réduction en copeaux. On obtient ainsi des fibres d'eau. L’eau du processus peut être acide ou alca- mais comme il y a quelques adjuvants rajoutés, il
solides et de grande pureté, très résistantes au vieil- line/neutre. Le carbonate de calcium est utilisé est essentiel d’effectuer les bons choix pour réduire
lissement. Comme ce procédé utilise quasi exclusi- dans un système alcalin/neutre et produit un papier l'impact sur l’environnement et garantir un produit
vement la cellulose du bois, près de 50 à 55 % du au pH élevé (papier alcalin/ neutre). Le kaolin est final inoffensif. Des contrôles très stricts ont donc
volume de l’arbre, la pâte qui en résulte est qualifiée généralement employé dans un système acide et été mis en place par les autorités locales et par l’UE
de « sans bois ». Les autres parties de l’arbre sont donne une valeur pH faible (papier acide). au moyen du système REACH. Les papiers peuvent
récupérées pour servir de matières premières en également être testées pour évaluer leur innocuité
tant que source d’énergie, ce qui explique qu’au- La longévité du papier dépend partiellement du type en cas de contact alimentaire selon le même prin-
jourd’hui, de nombreuses usines papetières sont de procédé, alcalin/neutre ou acide. Un papier issu cipe que pour les jouets. Ces contrôles et certificats
auto-suffisantes sur le plan énergétique. du procédé acide est plus vulnérable du fait de son sont les meilleurs garantis pour un choix de papier
pH faible, tandis que l’inverse est vrai pour un papier en toute sécurité.
La production de pâte mécanique se fait en pressant basique/neutre : le pH élevé contribue à résister à
le bois entre des meules ou en le broyant jusqu’à ce l’acidité ambiante et donc au vieillissement.
que les fibres se libèrent. D’où l’appellation de la
pâte puisque le procédé est essentiellement méca-
nique. De plus, contrairement à la voie chimique, il Degré d’humidité
utilise d’autres éléments du bois, comme la lignine Le papier contient également de l’humidité, habi-
et les résines, ce qui aboutit à une exploitation de tuellement entre 3 et 7 %. Le degré d’humidité idéal
près de 95 % du volume de l’arbre. La pâte méca- dépend de l’application envisagée et du procédé
nique est également dite pâte « bois », puisque que d’impression prévu.
tous ses composants sont encore présents.
L’hygrométrie s’exprime de deux façons : humidité
Il existe différentes variations de pâtes chimiques et absolue (HA) ou humidité relative (HR). L’humidité
mécaniques. Les deux méthodes peuvent également absolue correspond à la quantité d’eau exprimée en
être combinées pour produire des pâtes dites mi- pourcentage du poids du papier, par ex. 5,5 % du
chimiques, dont un exemple est la pâte chimico- poids total du papier. L’humidité relative est le
thermomécanique (CMTP). Dans la production de pourcentage définissant la saturation en eau du
CMTP, le bois est réduit en copeaux comme avec la papier à une température donnée, par ex., 50–55 %
méthode chimique et subit une cuisson thermique à 20 °C.
et chimique partielle avant la séparation mécanique
de la cellulose. Si la température ou l’hygrométrie de l’air ambiant
se modifient, le papier va libérer ou absorber de
l’humidité. Cela peut entraîner des modifications de
format ou provoquer du gondolage pendant l’accli-
matation et dégrader l’imprimabilité du papier. La
manipulation et le stockage du papier ont donc une
importance capitale, comme nous le verrons plus loin.
10 — Art Workshop Chapitre 1 — Le papier
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1:2
La production de papier
À partir de la pâte de cellulose, le papier est produit en deux temps :
préparation de la pâte et passage dans la machine à papier.
Production
Lors de l’étape de préparation, la pâte est mélangée Ensuite, dans la sécherie, la feuille de papier passe
et traitée pour obtenir les propriétés particulières, par une batterie de cylindres chauffés intérieure-
améliorer les liaisons entre les fibres et la résistance ment par vapeur pour éliminer l’essentiel de l’eau
du papier notamment. Après dilution, elle se com- restante. C’est à ce stade que l’on commence à par-
pose de fibres, agents de collage, carbonate de cal- ler de papier proprement dit. Au sortir de la présé-
cium, colorants et 99 % d’eau. cherie, le papier est surfacé avec une mince pelli-
cule d’amidon, pour en renforcer la résistance et
La fabrication du papier débute avec l’alimentation l’imprimabilité.
de la caisse de tête, point de départ de la machine
à papier, qui projette un jet de pâte sur une toile en Il passe ensuite dans la postsécherie, toujours à
mouvement. La suspension fibreuse subit alors un grande vitesse. Cette étape peut être omise pour
premier égouttage au moyen de caisses aspirantes, le papier non collé.
à travers une ou deux toiles, et la teneur en eau
diminue considérablement. C’est là que la feuille Le papier passe par le calandrage où il est pressé
de papier commence à se former et que les fibres entre des rouleaux pour en lisser la surface. Enfin,
s’orientent principalement dans le sens de la marche. il est enroulé sur un mandrin pour obtenir une
bobine mère qui est ensuite découpée en bobines
La feuille encore humide entre dans la section des filles et en feuilles.
presses, pour éliminer une autre partie de l’eau à
l’aide de cylindres et de feutres. La pression exercée L’ensemble des opérations exécutées par la machine
influence le bouffant, la rigidité, l’opacité, la solidité à papier ne dure qu’un temps très court, de 10 à 30
et la rugosité du produit fini. secondes de la caisse de tête au papier fini. Un
enchaînement très bref au cours duquel la pâte est
séchée et transformée en papier. On peut ainsi définir
la machine à papier comme un grand mécanisme
de déshydratation.
TABLE DE FABRICATION PRESSES SÈCHERIE
Caisse de tête Toile supérieure Présècherie Surfaçage Postsècherie Calandrage/lissage Bobine mère
Toile inférieure
Chapitre 1 — Le papier Art Workshop — 11
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1:3
Les propriétés du papier
— Tous les papiers sont uniques et possèdent des propriétés différentes : des
propriétés cruciales pour la qualité finale de l’imprimé, la façon dont il est perçu
et l'image qu’il véhicule. Le choix du papier est donc important et repose sur des
savoirs.
Grammage, épaisseur
Papier avec ou sans bois et bouffant (main)
Nous avons expliqué les deux méthodes les plus Le grammage, l’épaisseur et le bouffant sont trois La main (ou le bouffant) est un facteur très impor-
importantes de fabriquer de la pâte à papier, la propriétés courantes et essentielles. Elles sont sou- tant pour les livres et détermine largement la per-
mécanique et la chimique. Cette dernière élimine vent évoquées ensemble pour la simple raison ception du résultat final. Pour donner une sensation
pratiquement toutes les substances du bois en qu’elles sont mathématiquement liées. L’épaisseur de livre épais et au contenu généreux, on utilise un
dehors de la fibre de cellulose. Le papier formé avec et le grammage se définissent indépendamment indice de bouffant élevé. On fait le choix inverse si
de la pâte chimique est dit « sans bois » et présente tandis que l’indice de bouffant, la main, est le rap- l’on cherche à publier beaucoup de texte dans un
une grande solidité et une excellente résistance au port entre grammage et épaisseur. Examinons volume raisonnablement mince.
viellissement. chaque terme plus en détail.
La main est aussi, dans certains cas, un paramètre
Un papier sans bois peut satisfaire aux exigences Grammage = épaisseur/bouffant de coût non négligeable. Pour une campagne de
d’un papier permanent (norme ISO 9706) si cer- Le grammage, la mesure la plus courante pour le publipostage, par exemple, l’utilisation d’un papier
tains paramètres sont respectés (teneur maximale poids du papier, s’exprime en poids par mètre carré, légèrement plus bouffant permet de réduire le poids
autorisée en lignine, tampon alcalin du carbonate par ex. 130 g/m². C’est une notion fondamentale sans nuire à la présentation. D’où des économies
de calcium et degré de résistance suffisant). dans le choix d’un papier, même si on l’utilise de substantielles dans les frais de distribution.
manière abusive pour qualifier l’épaisseur alors que
La production de pâte mécanique exploite la majo- celle-ci dépend essentiellement de l’indice de bouf- Nous évoquons souvent le rendement par m² qui
rité du volume de l’arbre et d’autres éléments sont fant du papier. permet de produire un plus grand nombre de livres,
présents dans la pâte avec la cellulose. Un papier de brochures, de publipostage, etc. avec le même
composé à partir d’une telle pâte est dit « avec Epaisseur = grammage x bouffant poids de papier, un meilleur rendement en termes
bois ». Il se caractérise par une bonne résistance, L’épaisseur se mesure en microns (μm, millièmes de papier et de gains financiers.
une excellente opacité et un aspect naturel. de millimètre) et correspond à la distance qui
sépare les deux faces du papier. L’épaisseur est une Nous vous recommandons de comparer différents
Les papiers formés avec des pâtes mi-chimiques notion importante à bien des égards puisqu’elle types de papiers en fonction du message que vous
brouillent la distinction classique entre papier avec affecte la stabilité, le toucher et bien sûr l’épaisseur souhaitez véhiculer et vous constaterez que plus un
et sans bois puisqu’ils héritent de qualités associées de l’imprimé fini. C’est particulièrement vrai pour papier a de la main, plus il est rigide. Un papier cou-
à l’une et l’autre pâte. Si, par définition, ils appar- l’impression de livres, qui peuvent comporter des ché est généralement plus souple qu’un papier non
tiennent à la catégorie des papiers avec bois, ils se centaines de pages. couché avec le même grammage.
comportent souvent comme des sans-bois selon la
fonction souhaitée. Bouffant = épaisseur / grammage
Comme le montre la formule ci-dessus, l’indice de Cette feuille a un indice de bouffant élevé. Elle est aérée,
La définition de sans et avec bois diffère d’une bouffant se définit par le rapport entre l’épaisseur et légère et épaisse. Un indice de bouffant 1,8 x grammage
de 130 g / m² permet d’obtenir une épaisseur de 234 µm.
norme à une autre, mais la plus répandue considère le grammage. L’expression sert à désigner le volume
que le papier sans bois est composé de 10 % de ou la densité du papier exprimée en cm3/g. La défi-
fibres mécaniques au maximum. Le papier fabriqué nition correcte étant « la valeur de densité réci-
pour répondre aux exigences des différentes proque » (g/cm3). Ces formules montrent que le
normes de résistance au vieillissement (ISO 9706, bouffant correspond au volume divisé par le poids
par exemple) peut, en principe, être exempt de et non l’épaisseur divisée par le grammage. Si toute-
toute fibre mécanique. fois le poids et le volume du papier sont exprimés
par m², le même résultat sera obtenu.
Un papier à l’indice de bouffant faible est plus
compact et moins aéré qu’un papier qui possède
La feuille illustrée ci-dessous a un indice de bouffant
un indice de bouffant supérieur. Il est donc mince faible. Elle est mince et lourde. Un indice de bouffant 1,1
et lourd alors qu’un papier bouffant est léger, aéré x grammage de 130 g / m² permet d’obtenir une épaisseur
et épais. de 143 µm.
Comparez l’indice de bouffant 1.4 et 1.13 sur les
pages 16 et 17.
12 — Art Workshop Chapitre 1 — Le papier
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1:3
Les propriétés du papier
Rugosité Blancheur et teinte
On peut comparer la surface d’une feuille de papier À l’instar du vocabulaire des Inuits pour qualifier la Les teintes du papier sont couramment désignées
à un paysage naturel, avec des bosses, cuvettes et couleur et la consistance de la neige, le papier pré- par des termes comme blanc, blanc naturel, blanc
autres reliefs mineurs. Toute cette topographie est sente un large spectre de degrés de blancheur et de bleuté ou crème. La teinte d’un papier peut effecti-
désignée par le terme de rugosité. teintes, des possibilités multiples permettant de vement être décrite dans un modèle colorimétrique
rehausser l’aspect du produit fini. La différence est commun appelé CIE Lab, qui indique le niveau des
Celle-ci s’exprime en ml/min et mesure l’écoule- nette, en effet, entre du papier blanc, écru ou coloré. bleus, jaunes, rouges et verts ainsi que la valeur
ment de l’air entre la surface du papier et un dispo- chromatique. Cette information est souvent utilisée
sitif de mesure en une minute, méthode qui permet Cependant, les pâtes du même type présentent lors du contrôle de la qualité pendant la production,
d’obtenir la valeur Bendtsen. généralement la même blancheur et teinte. C’est mais elle sert rarement à décrire les paramètres du
pourquoi on ajoute des adjuvants chimiques pour papier.
En général, le papier non couché présente une rugo- moduler le degré de blancheur et la teinte du papier.
sité supérieure, une topographie plus accentuée, Les azurants optiques augmentent le degré de blan- La teinte du papier est donc une chose complexe.
que le papier couché. Pour la diminuer, le papier cheur car ils réfléchissent la lumière blanche, ce Les informations fournies dans les spécifications
est compressé et lissé dans une calandre. Il y a un qui donne l’impression que le papier est plus blanc techniques vous seront toutefois d’une grande utili-
rapport entre la main et la rugosité puisqu’un papier qu’il ne l’est réellement. Cet effet peut être facile- té. Une comparaison visuelle pertinente entre des
lissé sera moins bouffant. ment vérifié en utilisant une lampe à rayons UV. teintes de papier repose sur deux éléments fonda-
mentaux : obtenir des échantillons et créer des
Pour obtenir une main plus élevée, il faut dans une La méthode la plus répandue pour décrire les para- conditions d’éclairage appropriées.
certaine mesure atténuer la régularité de la surface mètres optiques d’un papier se base sur la blan-
du papier et le rendre plus rugueux. Ce qui n’est pas cheur CIE, la luminosité ISO et la teinte. Blancheur, Des échantillons de papier de teintes différentes
sans conséquence sur le résultat final. Dans cer- luminosité et teinte sont des propriétés optiques qui sont encore la meilleure façon de déterminer les
tains cas, on cherchera à exploiter une feuille lisse peuvent paraître difficiles à distinguer alors qu’elles paramètres optiques du papier. En l’absence de
et régulière tandis que dans d’autres, l’imprimé se réfèrent à deux choses différentes. références, il est difficile de réaliser une évaluation
véhiculera une sensation tactile plus prononcée, adéquate.
plus brute. La luminosité (ISO) est exprimée en pourcentage
de la lumière, d’une longueur d’onde donnée, dans Lors de l’évaluation des teintes, vous devez égale-
La rugosité est un facteur déterminant pour l’im- la zone bleue du spectre de la lumière (457nm), qui ment utiliser des conditions d’éclairage correctes.
pression, les irrégularités peuvent altérer le rendu. est réfléchie par le papier. Le degré de blancheur Dans l’industrie du papier, nous utilisons le D65
(CIE) est un paramètre voisin, mais qui se mesure comme illuminant et le D50 pour évaluer les cou-
Des normes telles que Bekk, Sheffield et Parker sur plusieurs longueurs d’onde également situées leurs imprimées. Ces deux illuminants ne seront
Print, etc. permettent de mesurer la rugosité du dans la zone bleue et donne une valeur proche de pas toujours disponibles, et à défaut, la méthode
papier avec des méthodes similaires. Lors de la ce que perçoit l’œil humain. Dans la mesure où ces recommandée consiste à utiliser et à comparer les
mesure d’un papier couché, le degré de « lissé » deux paramètres courants renvoient plus ou moins échantillons à plusieurs sources de lumière diffé-
est normalement défini en fonction du procédé à différents niveaux de bleu dans le papier, des rentes.
PPS (Parker Print Smoothness). informations complémentaires sont souvent
requises si d’autres couleurs diffèrent sur le papier. Comparez les teintes de papier sur les pages 96 et 97.
Des papiers de même blancheur peuvent avoir diffé-
rentes teintes de jaune, rouge ou vert.
Des colorants sont ajoutés à la plupart des papiers.
Par exemple, une teinte bleue renforcera l’impres-
sion de blancheur tandis qu’un soupçon de jaune
permettra au papier d’avoir un aspect plus naturel.
Chapitre 1 — Le papier Art Workshop — 13
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1:3
Les propriétés du papier
Opacité Porosité et absorption
L’opacité se définit comme le contraire de la trans- La porosité et l’absorption sont deux facteurs Les fibres du papier non couché absorbent égale-
lucidité. Plus un papier est opaque, moins il est importants pour lesquels le papier couché et non ment les liquides. Ce phénomène est communé-
translucide. Un papier faiblement opaque, comme couché ne présentent pas les mêmes caractéris- ment désigné sous le nom de micro-porosité et
le papier sulfurisé ou le papier calque, laisse passer tiques. Ces deux paramètres ont une influence affecte la façon dont les liquides sont absorbés par
une proportion de lumière élevée. L’opacité dépend majeure sur la façon dont le papier absorbe l’encre le papier.
de la capacité qu’a le papier de distribuer et d’ab- d’impression.
sorber la lumière. Elle peut être modifiée à l’im- L’absorption totale du papier non couché se produit
pression et on parle alors d’opacité de l’imprimé. La porosité et l’absorption ne sont généralement pas à la fois au coeur de la fibre et à la surface, créant
C’est un facteur important à prendre en compte car prises en compte dans le choix d’un papier fin, et un effet de bavure dans toutes les directions.
l’encre pénètre le papier et réduit son opacité, avec elles sont par conséquent rarement indiquées dans
pour conséquence une impression qui se distingue les spécifications techniques. Elles sont davantage Sur le papier couché, la couche superficielle entraî-
à travers la feuille. C’est surtout important pour liées à la façon dont l’encre est absorbée et au rendu nera un comportement d’absorption très différent.
l’impression recto-verso, notamment sur du papier des images sur le papier. La couche est composée de minéraux purs comme
de faible grammage. Il faut donc soigneusement le carbonate de calcium et/ou l’argile avec une cer-
étudier la mise en page, où placer au mieux les Malgré le fait que le papier est constitué de fibres de taine quantité de liants.
textes et les images. cellulose, il est un matériau poreux avec un volume
d’air pouvant atteindre 70 %. Les fibres de cellulose Cette couche est beaucoup plus compacte que le
forment, en effet, un réseau constitué d’interstices réseau fibreux, mais elle est aussi très poreuse au
et de pores. Même si les interstices sont comblés par niveau de la micro-porosité. Cette porosité est liée
des charges, le papier reste un matériau poreux aux interstices entre les particules minérales qui
capable de laisser passer l’air et d’absorber les sont microscopiques. La couche de surface est déve-
liquides. La façon dont le papier absorbe les liquides loppée pour interagir avec les encres d’impression.
est déterminée par la porosité, le surfaçage et le Elle aura un effet de filtrage qui préserve les pig-
traitement de sa surface. ments et une certaine quantité de liants, sur le des-
sus de la surface.
Les surfaces couchées et non couchées sont fonda-
mentalement différentes. La surface du papier non La majeure partie des solvants et des liquides est
couché est à base de fibres naturelles. La porosité et absorbée par la couche superficielle. Les particules
l’absorption résultent de la différence entre les fibres des pigments colorés doivent être plus grandes que
et leur capacité d’absorption. les interstices des micro-porosités pour rester à la
surface. Les liquides sont rapidement absorbés et
une grande quantité pénètre la surface avec un effet
de bavure limité.
Pour résumer : Sur le papier non couché, les sol-
vants et les pigments sont absorbés à la surface du
papier. Cela provoque l’élargissement des points
Le papier couché possède un film minéral qui recouvre
d’encre et accentue l’absorption des pigments colo-
le papier de base. L’absorption des encres est assurée par rés par le papier, ce qui se traduit par un aspect
la micro porosité de ce film. moins brillant de l’encre. Le papier couché absorbe,
en revanche, très rapidement l’encre directement en
laissant les pigments plus ou moins à la surface avec
un aspect très brillant de l’encre.
14 — Art Workshop Chapitre 1 — Le papier
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1 — Le papier Art Workshop — 15
MUNKEN PURE ROUGH 120 g/m²
Chapitre 1:4
Sens des fibres et format
— Comme les poissons qui composent un banc ont tendance à nager ensemble
dans la même direction, les fibres adoptent de préférence le sens de déplacement
de la toile sur la machine à papier pendant la phase de production. Le sens
des fibres est un paramètre crucial pour l'impression et le façonnage. Un sens
du papier erroné dans un livre ou une brochure véhiculera une sensation
désagréable immédiate. Trouver le sens du papier correct est l'une des premières
choses à faire lorsque l’on manipule du papier.
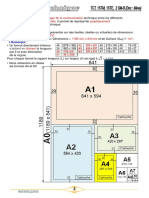
Sens des fibres Format
L’orientation des fibres lors de la phase de produc- À la sortie de la machine à papier, la feuille est bobi-
tion du papier détermine ce que l’on appelle le sens née sur des bobines mères. Si le produit est destiné La série A et la série B sont deux normes courantes. Vous
des fibres et parfois le sens machine par opposition à une presse offset, la bobine est refendue en bobines trouverez ci-dessous un aperçu de leurs similitudes et de
leurs différences. Des versions de ces formats standards
au sens travers. Le papier est plus rigide et se plie filles, ou encore le papier est découpé en feuilles
sont également disponibles et adaptées aux demandes
moins facilement le long de cet axe. Cela affecte les aux dimensions requises. locales ou aux applications spécifiques.
sensations liées au toucher du support imprimé. Par
exemple, une brochure imprimée avec un sens du Feuilles et bobines sont les principaux types de for-
papier incorrect sera moins stable, et, s’il s’agit d’un mat, avec un très grand nombre de sous-groupes qui 1000
livre, les pages sembleront plus rigides et plus diffi- sont soit normalisés soit fabriqués sur mesure en 62 125 250 500
ciles à tourner. fonction des machines de l'imprimeur. Un acheteur B8
est en général assuré de trouver les formats stan- B6
B7
B4
88
Il est facile de connaître le sens machine en posant dards en stock chez son distributeur. Pour une com-
une feuille de papier sur le bord de la table. Le mande sur mesure, le délai sera un peu plus grand
B5
176
B2
papier est plus rigide et se plie plus difficilement car elle devra d’abord être enregistrée et fabriquée à
lorsque les fibres sont perpendiculaire au bord. l’usine.
Un autre astuce consiste à serrer avec les ongles du
pouce et de l’index en glissant le long du bord de la
Bobine B3
353
feuille. Le bord qui se déforme le plus correspond
au sens travers. Les dimensions fournies par le mar- Comme les feuilles, les bobines sont au diamètre et
chant de papier indiquent aussi le sens du fibres, le
1414
à la laize (largeur de la bobine) spécifiés par la com-
chiffre donné en premier (par ex. 210 dans le format mande, mais se caractérisent aussi par le poids et la
210 x 297) indique le côté travers des fibres. Le sens longueur. Les laizes standard sont moins fréquentes
du papier peut être indiqué de différentes façons. mais elles existent. Toutes les bobines sont enrou-
B1
Exemples : indication des dimensions du papier en lées sur un mandrin qui permet leur manipulation
gras, ajout des indications comme « sens long » ou et leur fixation sur les presses d’imprimerie. Les
707
"sens travers", etc. diamètres standard des mandrins sont 70, 76 et
153 mm.
Sens des fibres. Les feuilles peuvent être coupées de telle
sorte que le sens des fibres suive le bord le plus court ou
le bord plus long du papier, influençant ainsi la façon
Feuilles et dimensions
dont les données de dimension sont indiquées. La machine de mise en feuilles découpe le papier
aux dimensions spécifiées dans la commande ou
selon un format standard, et le papier est ensuite
livré sur palettes, dans un emballage unique où 841
toutes les feuilles sont empilées ou en conditionne- 52 105 210 420
ment fractionné, les feuilles étant emballées par A8
rames ou ramettes de 500, par exemple. A6
A7
Sens des fibres dans la machine à papier
A4
74
Comme nous l’avons dit plus haut, les références A5
148
dimensionnelles sont données en fonction du sens
machine. Le premier chiffre correspond au côté
parallèle au sens travers. De nombreux formats
A2
standard sont couramment utilisés dans différents
A3
297
pays. Les fournisseurs les gardent souvent en stock
avec un nombre déterminé de feuilles par palette.
1189
A1
594
297x210 210x297
16 — Art Workshop Chapitre 1 — Le papier
MUNKEN LYNX 150 g/m²
Chapitre 1 — Le papier Art Workshop — 17
MUNKEN LYNX 150 g/m²
18 — Art Workshop Chapitre 1 — Le papier
MUNKEN LYNX 150 g/m²
Le sélectionneur
– Örjan Öhman
La plupart des imprimeurs ont leur papier maison de référence.
Cependant, se tenir informé des potentiels de chaque papier
est un facteur de réussite dans ce secteur d’activité.
Örjan incarne l’homme incontournable. Avec onze ans
d’expérience dans le métier, il est impliqué dans les processus
allant de l’achat du papier à la supervision du façonnage.
Cette approche holistique de la production et sa compréhension
approfondie de toutes les étapes est cruciale dans le choix et
l’achat du papier de l’imprimerie. Passionné de golf, Örjan a
également compris l’intérêt de conserver un niveau de qualité
élevé à chaque étape du processus.
Chapitre 1 — Le papier Art Workshop — 19
MUNKEN LYNX 150 g/m²
20 — Art Workshop Chapitre 1 — Le papier
MUNKEN LYNX 150 g/m²
Chapitre 1 — Le papier Art Workshop — 21
MUNKEN LYNX 150 g/m²
Chapitre 1:5
Le choix du papier
— Le papier est parfois utilisé pour véhiculer des informations sans attacher
aucune importance au papier en lui-même. Le choix se portera alors sur le
papier maison standard. Le support imprimé peut également être un moyen
de servir un projet avec un impact plus important. Le papier devient alors un
élément pivot du message et une synergie peut être créée entre les sensations
recherchées, la teinte, les aspects environnementaux et la reproduction des
images.
Choix du papier Choix de la teinte Sensation du papier
Le choix du support imprimé est tout aussi complexe Pour certaines qualités de papier, des nuances stan- Un aspect important et débattu est la sensation
aujourd’hui que par le passé. Nous disposons actuel- dard ont été développées, comme par exemple, les physique transmise par le papier. La sensation du
lement de nombreux moyens pour diffuser les infor- qualités offset standard et A4. Pour d'autres papiers, papier est une notion subjective d’une personne à
mation et atteindre le public visé. une teinte unique a été développé pour mettre le une autre. Il peut se définir par la sensation ressen-
papier en valeur. La première décision consiste tie à son contact ou son toucher. Il peut être chaud
Le choix du papier utilisé n’est pas toujours facile. donc à opter pour une teinte unique ou non. ou froid, lisse ou rugueux, doux ou rigide, épais ou
Ce choix aura une incidence sur l’impact de l’impri- mince.
mé, et c’est pourquoi un choix réfléchi et conscient Les tons blancs et crèmes sont des teintes de papier
est à préférer. Mais interpréter l’effet des différents très répandues. Le blanc reste toutefois la teinte Votre première réaction lorsque vous touchez un
paramètres techniques du papier sur votre imprimé prédominante actuellement. Il se décline en plu- papier sera la perception de sa chaleur ou de sa froi-
exige réflexion et quelques connaissances. sieurs variantes légèrement bleuâtres. Un papier deur. Il s’agit d’une réaction physique inconsciente à
avec des nuances bleues véhiculera une sensation la manière dont chaque surface de papier éloigne la
Un choix incorrect – ou pas de choix – peut compro- plus froide qu’un papier crème qui possède une chaleur de vos doigts et, bien que cette sensation
mettre l’ensemble du concept. Un choix conscient nuance crème plus chaude. Le papier blanc amé- soit évidente, elle est rarement prise en considéra-
valorise le contenu et fait naître une symbiose entre liore le contraste des images. Un papier crème est tion. Le papier non couché est à base de fibres de
le message de la communication et le message du souvent plus agréable à lire, d’où le choix de cette bois et procure donc une sensation de chaleur. Le
papier. Il rehaussera le résultat final. teinte pour l’impression des romans. papier couché, qui possède une surface à base de
minéraux, véhicule davantage une sensation de
Lors de la sélection du papier dans une production La teinte que nous percevons n’est en fait que le froid.
graphique, deux aspects majeurs doivent être pris reflet de la lumière ambiante sur le papier. Les
en compte : les critères techniques requis pour conditions d’éclairage jouent donc un rôle majeur. Nous utilisons des termes comme sensation natu-
garantir la fonctionnalité et les critères esthétiques, Il est judicieux de réfléchir à l’environnement où relle, de matière, tactile et robustesse pour décrire
plus subjectifs, pour obtenir la convergence du l’imprimé sera utilisé et à tester le papier dans la texture du papier. La rugosité du papier est toute-
papier avec le produit final. D’autres questions différentes conditions d’éclairage (lumière naturelle, fois l’aspect prédominant. Une surface lisse est sou-
peuvent bien entendu être soulevées, comme le ampoule, etc.). Vous remarquerez des variations vent considérée comme offrant une touche plus
prix et la disponibilité, etc., mais le papier sensibles en fonction de la source lumineuse. Notez exclusive, alors qu’une surface plus rugueuse véhi-
constitue la trame de ce guide. que la mesure de la teinte du papier, comme la cule un sentiment plus tactile et naturel. La rugosi-
luminosité ISO et la blancheur CIE, n’englobent té de la surface affectera également, dans une cer-
Nous avons déjà décrit les paramètres techniques pas tous les aspects chromatiques d’un papier. Une taine mesure, les images imprimées et il sera
du papier dans les pages qui précèdent. Dans les comparaison visuelle des feuillets devrait conforter légèrement plus difficile d’obtenir un résultat opti-
paragraphes qui suivent, nous allons tenter de les votre décision finale. mal sur un papier très rugueux. Une surface brute
mettre en rapport avec un point de vue plus subjec- confère souvent un caractère particulier à l’image.
tif du choix du papier. Si nous voulions, à partir
d’un point de vue subjectif, structurer le processus Opacité de vos imprimés La stabilité, la rigidité et l’épaisseur perçues pro-
de sélection du papier, nous commencerions par Un autre paramètre immédiatement perçu de votre viennent de l’épaisseur réelle du papier. Les papiers
son apparence visuelle ou sa teinte, son toucher, imprimé, est l’opacité du papier. Ne perdez pas de possédant un grammage équivalent peuvent être
son mode de reproduction des images, la lisibilité vue que sur un écran d’ordinateur, la face imprimée fabriqués dans différentes épaisseurs et se défi-
du texte et enfin sa longévité. À vos connaissances n’aura aucune influence sur le verso. Sur le papier, nissent par leur indice de bouffant. Un papier avec
de la perception du papier, viendra s’ajouter votre la réalité est autre : le texte et les images imprimés un indice de bouffant élevé a une épaisseur plus
expérience liée à l’utilisation des caractéristiques sur le recto peuvent être visibles sur le verso et importante, à un grammage donné, et il véhiculera
du papier. Alors n’hésitez pas à échanger vos créer des effets indésirables. Vous devez donc choi- une sensation plus stable et plus robuste qu’un
expériences. sir un papier avec un niveau d’opacité suffisamment papier avec un faible indice de bouffant. L’épaisseur
élevé pour vos besoins. d’un papier influera aussi notre perception quant à
la solidité d'un imprimé. Si l’épaisseur est trop
Le niveau d’opacité est influencé par le grammage : faible, vous aurez la sensation d'un imprimé sans
un niveau de grammage élevé augmente l’opacité. tenue ou de qualité inférieure. Si elle est trop éle-
Vous devez parfois trouver un compromis entre le vée, elle peut créer une sensation désagréable et
grammage et l’opacité. Cependant, l’opacité du compliquer le feuilletage des pages d’un livre ou
papier mesurée ne constitue qu’une partie de l’opa- d’une brochure.
cité visuelle sur l'imprimé. L’aspect des images
denses en encre et la structure de la mise en page Le format des imprimés est souvent bien défini en
jouent un rôle essentiel dans ce qu’on appelle l’opa- termes de hauteur et de largeur. Toutefois, l’épais-
cité d’impression. Prenez en compte les types seur affecte significativement notre première
d’images (chargées ou légères) dans la mise en page. impression. Une brochure épaisse et lourde ou une
Choisissez le grammage et l'opacité du papier en brochure fine et légère ne véhiculeront pas les
conséquence. mêmes sensations. En sélectionnant le grammage,
l’épaisseur et le bouffant appropriés, votre imprimé
donnera la meilleure "première impression".
22 — Art Workshop Chapitre 1 — Le papier
MUNKEN LYNX 150 g/m²
Chapitre 1:5
Le choix du papier
Rendu des images sur
différents types de papier Longévité
S’interroger sur le rendu des images sur un autre Est-ce que la longévité du papier est un paramètre
type de papier est une démarche judicieuse qui doit subjectif ? Nous répondons oui à cette question car
être effectuée à un stade précoce. Vous obtiendrez un papier ne va pas uniquement se déchirer ou dis-
des réponses plus fiables en utilisant des références paraître sous l’effet du vieillissement après un cer-
imprimées sur le type de papier choisi. Ces réfé- tain temps. Le vieillissement du papier est toutefois
rences imprimées doivent présenter une qualité inévitable et ce processus sera mis en évidence par
optimale de photogravure et d’impression pour que deux facteurs principaux : le jaunissement et la
vous puissiez en juger de ses possibilités. Lors de diminution de sa résistance. Le support imprimé
vos recherches d'une sensation de papier souhaitée, aura donc à un moment donné un aspect plus
vous devez connaître l’impact des différents types défraîchi. Vous devez donc, normalement tenir
de papiers sur les images imprimées. Les couleurs compte du temps de fraîcheur requis pour votre
sont notamment reproduites de manière différente imprimé. Par exemple, un publipostage a juste
sur les papiers couchés et non couchés. Nous déve- besoin de quelques jours alors qu’une brochure
lopperons ce point plus loin. publicitaire a besoin d’un an ou deux. Un manuel
scolaire, un livre de cuisine ou un roman doivent
La teinte du papier aura également une incidence quant à eux pouvoir être transmis aux générations
sur les images. La teinte de base du papier confère futures.
une certaine tonalité à l’image. Un papier jaune
tonique véhiculera une sensation plus chaude que Le jaunissement est un aspect qui doit générale-
des tons bleus. Le bleu accentue toutefois la blan- ment être pris en compte lors du choix d’un papier
cheur et offre souvent un contraste plus prononcé. avec bois. Cependant, la couleur de chaque type de
papier varie avec le temps. Par exemple, les azu-
rants présents dans le papier blanc s’estompent
Rendu du texte sur légèrement, et même le papier sans bois jaunira pro-
différents types de papier gressivement. Le jaunissement du papier avec bois
peut débuter au bout de quelques jours, selon les
Nous avons indiqué auparavant qu’un papier couleur
conditions d’éclairage auxquelles il est exposé, alors
crème facilite la lecture.Cette affirmation a été
que pour le papier sans bois, ce phénomène peut
confirmée par plusieurs études. L’impression d’un
prendre des décennies.
texte noir avec un bon contraste sur un papier couleur
crème favorise la concentration sur des périodes
En ce qui concerne la résistance du papier, deux
plus longues tout en soulageant vos yeux. Les
aspects doivent être pris en compte : la reliure et
réflexions spéculaires émises par le papier peuvent
l’utilisation prévue. Au niveau de la reliure, la résis-
provoquer des troubles majeurs pendant la lecture
tance du papier joue un rôle important.
du texte. Le papier couché possède un certain degré
de brillance indiqué dans les caractéristiques tech-
Quelques règles de base peuvent être appliquées : le
niques. Cette valeur fournit des informations sur la
papier sans bois est plus résistant qu’un papier avec
réflexion réelle à un angle spécifique (plus la valeur
bois, les grammages élevés sont plus résistants que
est élevée, plus la réflexion est importante). Le
les faibles grammages et le papier non couché sera
papier non couché a tendance à moins réfléchir
plus résistant qu’un papier couché avec le même
directement la lumière car elle est plus dispersée.
grammage. Un autre aspect de résistance doit égale-
L’absence de réflexion améliore significativement la
ment être pris en compte : les variations du papier
lisibilité. La plupart des documents imprimés asso-
suite à son exposition à l’humidité. Le papier peut
cient du texte et des images. Il vous appartient donc
conserver sa résistance dans des conditions
d’évaluer la place du texte par rapport aux images.
humides au moyen de différents traitements dans la
Si votre choix se porte sur le texte, la lisibilité sera
masse et de surfaçage. Malgré cela, il est important
un paramètre essentiel.
de vérifier si le papier sera exposé à l’humidité.
Enfin, il est intéressant de réfléchir à la pérennité
de vos informations lorsque vous choisissez un
papier avec une longévité étendue. Vous n’utiliserez
probablement pas le contenu d’une disquette créée
il y a 15 ans, mais vous continuerez à feuilleter un
livre du même âge. Pensez-vous que vous serez
capable de lire les informations que vous stockez
numériquement aujourd’hui dans 30 ou 50 ans ?
Peut-être, mais nous ne disposons actuellement
d’aucun support numérique fiable à long-terme. En
choisissant le type de papier approprié, vous pouvez
garantir la longévité de vos informations pendant
plusieurs centaines d’années.
Chapitre 1 — Le papier Art Workshop — 23
MUNKEN LYNX 150 g/m²
Chapitre 1:5
Le choix du papier
Environnement et recyclage
La préservation de l’environnement fait aujourd'hui Les fibres de cellulose qui sont traitées et réutili- Se concentrer sur les aspects environnementaux ou
naturellement partie de notre vie. La multiplication sées plusieurs fois finissent par perdre leurs quali- certifications pertinents et les utiliser pour effec-
des rapports sur le réchauffement climatique, le tés. Il faudra donc toujours des fibres neuves ou tuer des comparaisons et des choix judicieux.
rejet de nos déchets et la pollution aquatique éveillent « vierges » pour fabriquer du papier. D’un point de
notre sensibilité écologique. Nous sommes confron- vue environnemental, il est plus logique d’utiliser Voici quelques certifications répandues concernant
tés tous les jours à des choix environnementaux des fibres vierges pour les types de papier de qualité la fabrication de papier :
mineurs et majeurs et en tant que producteur d'im- élevée et de réutiliser les fibres pour des catégories
primés, le choix du papier en fait partie. de papier de qualités inférieures. De cette façon, les —— Certification FSC ou PEFC : certifications qui
fibres seront utilisées au maximum de leur potentiel garantissent que les forêts ont été gérées de
Le papier présente de nombreux avantages pour en réduisant l’utilisation d’adjuvants et d’énergie façon responsable.
l’environnement et son utilisation en tant que sup- lors du processus de recyclage. En bref, pour les —— Écolabel nordique (Le Cygne Noordique) et
port apparaît généralement comme un choix supports imprimés de qualité élevée, il est judi- l’Ecolabel européen : un papier qui est certifié
évident et écologique. Le papier est un matériau cieux, au niveau environnemental, d’utiliser du ou approuvé conformément à ces labels qui
renouvelable, recyclable et biodégradable. papier à base de fibres vierges qui, une fois usagé et répond à des critères environnementaux dans
recyclé, constituera une précieuse source de fibres une perspective de cycle de vie et avec la prise
La particularité du papier d’un point de vue envi- pour le production d’un nouveau papier. en compte d’un large éventail d’aspects
ronnemental est qu’il est produit à partir de fibres environnementaux.
de cellulose. La fibre de cellulose utilisée dans le Même ce guide, fait de fibres vierges et de cassés —— TCF et ECF : signifie que le papier n’a pas été
papier a un cycle de vie en harmonie avec la nature. usine, suit un cycle écologique. Il se transformera blanchi avec du chlore gazeux. Le blanchiment
Il est un matériau hors du commun. Premièrement peut-être en journal d’ici quelques années, quand fait partie du cycle de production de la pâte et
il est chimiquement formé par le carbone, que les vous estimerez en savoir assez sur le papier et les la plupart des usines de pâte ont maintenant
arbres prélèvent dans l’atmosphère sous forme de techniques d’impression. Bien sûr, nous souhaitons
cessé d’utiliser du chlore gazeux pour effectuer
dioxyde de carbone, pendant leur croissance. En que vous puissiez le conserver longtemps, et c’est
cette opération. Il a été remplacé par l’oxygène,
contrepartie du dioxyde de carbone, les arbres pour cela que nous avons choisi un papier sans bois.
libèrent de l’oxygène qui est essentiel à toute forme Si vous le gardez, il se conservera des centaines
l’ozone, le peroxyde d’hydrogène ou des oxydes
de vie terrestre. Grâce à l’absorption du dioxyde de d’années encore. de chlore. Dans le procédé TCF (Total
carbone par les arbres, la fibre de cellulose est une Chlorine Free, totalement sans chlore), la pâte
matière première neutre en carbone. L’empreinte Toute chose a une fin et le cycle de vie des fibres de est blanchie sans l'aide de composés chlorés.
carbone du papier et des supports imprimés est cellulose n’échappe pas à cette règle. Même si elles Dans le procédé ECF (Elemental Chlorine
donc très faible. peuvent être recyclées plusieurs fois, elles finiront Free, sans chlore élémentaire), la pâte est
par atteindre leur fin de vie. Les avantages liés à blanchie sans chlore gazeux, mais l’oxyde de
La fibre de cellulose utilisée dans le papier peut leur essence naturelle sont également évidents. Le chlore est utilisé en combinaison avec, par
également être recyclée et réutilisée. De nos jours, papier peut être incinéré pour produire de l’électri- exemple, de l’oxygène et du peroxyde
il est possible de recycler le papier à près de 100 %. cité ou chauffer des habitations. Le carbone conte- d’hydrogène.
Pour réduire au minimum l’impact de l’industrie nu dans les fibres de cellulose est libéré et redevient —— ISO 14001 et EMAS : systèmes de gestion
papetière sur l’environnement, il est essentiel de le dioxyde de carbone originel avant d’être capturé environnementale mis en place dans de
réutiliser les fibres. par les arbres en pleine croissance. Si le papier se nombreuses papeteries afin d’aborder les
retrouve de manière accidentelle dans la nature, le questions environnementales de manière
Dans le processus de fabrication du papier, les rési- même processus va s’enclencher étant donné que structurée. Un principe important de ce type
dus découlant des changements de qualité et des les fibres de cellulose se dégradent naturellement de démarche est la définition et le suivi des
opérations de rognage sont efficacement pris en d’où l’avantage des matériaux biodégradables. objectifs environnementaux dans le but
charge en les recyclant directement dans le proces- d’améliorer continuellement la performance
sus. Comme il s’agit de papier parfaitement « propre », Le papier est un matériau écologique, mais pour environnementale.
vierge de toute impression ou autre substance, il est choisir le meilleur papier d’un point de vue environ- —— Paper Profile : déclaration de produit
désintégré et mélangé à la pâte pour être réutilisé. nemental, plusieurs aspects doivent être pris en environnementale pour le papier où les
On parle dans ce cas de « cassé » de fabrication (ou considération. Quels sont les impacts sur l’eau de la paramètres environnementaux les plus
"cassé usine") et sa réutilisation accroît le rende- production de papier ? Quelle est l’empreinte car- importants sont indiqués, comme les
ment de l’installation. bone du papier ? Le bois brut provient-il de forêts émissions dans l’air et l’eau, les déchets
gérées de manière durable ? Quelles sont les certifi- envoyés sur des sites d’enfouissement et la
Les mesures les plus efficaces en termes de réduc- cations environnementales du papier ? Toutes ces quantité d’électricité achetée. Les déclarations
tion de l’impact environnemental sont la collecte et questions doivent être posées. selon un profil de papier respectent une
le recyclage d'imprimés et des papiers d’emballage méthode clairement définie afin de pouvoir
par chacun d’entre nous. Le papier imprimé ou usa- Analyser et comparer en détail les différents para- comparer les données.
gé contient presque toujours des impuretés qu’une mètres environnementaux constitue une tâche
papeterie normale n’est pas en mesure de traiter. complexe qui n’apporte pas toujours des réponses Vous disposez donc d’un choix étendu de certifica-
Dans ce cas, il est expédié vers une installation de simples. Selon le point de vue observé, une qualité tions et d’outils pour vous aider à trouver le papier
recyclage équipée des systèmes de nettoyage et de de papier peut être plus adaptée qu’une autre et le plus respectueux de l’environnement. En tant que
désencrage. Le papier récupéré passe par plusieurs inversement. fabricant de papier, nous visons la transparence de
traitements avant de pouvoir entrer dans la compo- nos procédés et de notre politique environnemen-
sition d’un nouveau papier. Il sert surtout à fabri- tale au contact avec nos clients. Cette transparence
quer du papier journal ou du carton, mais on est la garantie d’un choix environnemental approprié.
l’utilise également dans certains papiers d’impres-
sion-écriture.
24 — Art Workshop Chapitre 1 — Le papier
MUNKEN LYNX 150 g/m²
Chapitre 1:6
Stockage, manipulation
et conditionnement
— L’aspect du papier, comme presque tous les autres matériaux, change sous
l’effet du vieillissement et en fonction de son milieu environnant. Le papier est un
matériau naturel vivant qui conditionne l’ouvrage finale. La compréhension de
ces paramètres variables pendant la production est fondamentale pour le
résultat final de l'imprimé.
Température et hygrométrie
Le papier, qui contient une très petite quantité Les emballages en plastique sont de divers types.
d’humidité, est très sensible aux variations de tem- Parmi ceux-ci, le film étirable qui est appliqué par
pérature et d’humidité dans l’air ambiant. Dans les banderolage sur une palette ou une bobine pour for-
environnements humides, les fibres du papier se mer un colis homogène. Le film apporte aussi une
dilatent et provoquent un gonflement de la feuille. protection supplémentaire.
Dans un air sec, par contre, c’est l’inverse qui se
produit et le papier libère son humidité. Ces phéno- Autre enveloppe plastique, le film rétractable.
mènes peuvent altérer les dimensions et provoquer La palette est enveloppée de polyéthylène qui se
du gondolage, ce qui peut se traduire par des diffi- rétracte ensuite sous une source de chaleur. Enfin,
cultés à l’impression. Le papier est donc enveloppé on crée le vide d’air par compression. Avec ce système,
pour le protéger contre le changement d'humidité et la palette est pratiquement emballée sous vide, très
des salissures avant qu’il parvienne chez le client. stable et bien protégée.
L’emballage doit être maintenu même après l’arrivée Le tableau ci-dessous indique les temps de
dans les l’atelier de l’imprimerie. Dès l'ouverture de conditionnement recommandés, en heures, pour
l’emballage, le papier commence à interagir avec le du papier maintenu dans son emballage d’origine,
niveau d’humidité ambiant. Si la température et en fonction des différences entre la température du
l’humidité ne sont pas adaptées, les problèmes men- papier et la température ambiante.
tionnés ci-dessus peuvent se déclencher.
Différences de Volume de papier (m3)
Pour réduire le risque de changement dimension- température
nel, il convient de stocker le papier dans les locaux entre le papier et
où il sera utilisé, pour qu’il s’adapte à la bonne tem- l’environnement
pérature. C’est d’autant plus important lorsque le 0,2 0,4 0,6 1,0 2,0
papier a été transporté sur de longues distances ou
temporairement stocké dans des entrepôts froids ou 5°C 6 8 10 11 12
pendant l’hiver.
6°C 7 9 11 12 13
Il faut savoir que le papier qui a subi une modifica-
tion de ses dimensions ne récupérera pas sa forme 7°C 8 10 12 13 14
originelle, même si on restaure une hygrométrie
correcte. La différence maximale entre l’humidité 8°C 9 11 13 14 15
relative du papier et celle de la salle d’impression ne
9°C 10 14 17 18 21
doit pas dépasser 10 %. Sinon, des problèmes de
traitement du papier peuvent se produire. 10°C 11 15 20 22 24
Dans le cas du papier offset standard, le taux d’hy- 15°C 16 23 28 32 36
grométrie suggéré de la salle des machines doit être
compris entre 40 et 60% avec une température de 20°C 22 33 45 52 60
22 à 23 ° C.
25°C 27 43 64 77 100
Il existe plusieurs types de macules (papier d'em-
ballage) les plus courants étant en papier et en plas- Temps de conditionnement (h)
tique. L’emballage en papier est habituellement un
papier kraft spécial doublé d’un mince film plastique,
dont on recouvre la bobine ou les rames. L’enveloppe
qui en résulte maintient un bon niveau d’humidité
tout en étant imperméable à l’eau. Des flasques en
carton ondulé recouvrent les côtés des bobines.
Chapitre 1 — Le papier Art Workshop — 25
MUNKEN LYNX 150 g/m²
26 — Art Workshop Chapitre 1 — Le papier
MUNKEN LYNX 150 g/m²
Chapitre 1 — Le papier Art Workshop — 27
28 — Art Workshop Chapitre 2 — La photogravure
Chapitre
– La photogravure
2
Il y a quelques années encore, la reproduction graphique
d’images que nous avons coutume d’appeler « photogravure »,
était un métier artisanal d’une grande complexité s’appuyant
sur des années d’expérience et l’utilisation d’un équipement
très sophistiqué.
Aujourd’hui, la partie complexe du travail est assurée par
un ordinateur et un logiciel approprié. La photogravure est
devenue une tâche accessible à tous. Toutefois, pour atteindre
le niveau de qualité requis, en fonction de la demande, le
savoir faire artisanal et le recours à des compétences sont
plus que jamais nécessaires. Une photogravure de qualité et
adaptée au papier améliore les images et permet d'exploiter
le potentiel de chaque type de papier.
Ce chapitre décrit les stades se produisant en amont de
l'impression au niveau du papier et, en particulier, dans
le cadre d’une impression offset feuilles.
Chapitre 2 — La photogravure Art Workshop — 29
MUNKEN LYNX 150 g/m²
30 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX 150 g/m²
Le magicien
– Hasse Axgren
L’application des retouches appropriées et une photogravure
réussie sont étroitement liées à la détermination du comporte-
ment d’un type de papier pour un processus d'impression défini.
L’intérêt manifesté par Hasse pour la photographie l’aide
dans son travail de retouche. Les retouches effectuées dans
le domaine de l’impression n’ont toutefois rien à voir avec
l’amélioration de vos images privées dans Photoshop®. Dans
l’impression, la magie dépend de la convergence entre les
propriétés du papier, de la presse et des encres. L’aspect le plus
important du travail de Hasse est d’être précis en veillant à ne
jamais rien négliger. Et la plus grande récompense ?
Un résultat irréprochable !
Chapitre 2 — La photogravure Art Workshop — 31
MUNKEN LYNX 150 g/m²
32 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2 — La photogravure Art Workshop — 33
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:1
Problématiques de la photogravure
en fonction du type de papier
— Les plus petites modifications peuvent avoir des conséquences déterminantes. Le fruit d’années
d’expérience dans le domaine du papier non couché permet de dégager quelques grandes probléma-
tiques. La prise en compte de celles-ci (élargissement du point, couverture totale en encre et type de
trame) peut faire la différence entre une reproduction réussie et une reproduction ratée.
Pourquoi la photogravure a-t-elle
une incidence sur le résultat final ?
Une bonne photogravure doit reproduire une image Les changements mineurs effectués au stade de la Sur une trame conventionnelle, les points de trame
imprimée sur un type de papier de la meilleure photogravure ont un effet significatif sur l’ensemble sont disposés régulièrement en lignes ou en rangs.
façon possible. Elle doit prendre en compte les para- de la production et sur le résultat final. Ils per- La densité de ces lignes est appelée linéature de
mètres qui influent sur le résultat final. Le niveau mettent de faire la différence entre une reproduc- trame et se mesure en lignes par pouce (LPP/ LPI)
de qualité du résultat final repose en premier lieu tion réussi ou médiocre. Effectuer une bonne photo- ou en lignes par centimètre (l/cm). Plus la linéature
sur la photogravure. gravure n’est pas insurmontable. En revanche, est élevée, plus il est difficile de discerner les points,
comprendre les causes et les effets nécessite une ce qui a pour effet d’améliorer la qualité des détails
La photogravure a une incidence sur deux éléments compréhension des problématiques et des années de l’image. Lorsque les points d’encre représentant
fondamentaux : l’imprimabilité (la qualité d'impres- d'expérience. Nous invitons donc les personnes qui chaque couleur sont imprimés sur du papier, ils
sion) et la machinabilité (le rendement de l'impres- produisent des imprimés à assimiler les bases pour constituent l’image finale. Les points de trame de
sion). La qualité de reproduction de l'image est une communiquer les bonnes informations au moment chaque couleur doivent être disposés selon des
notion subjective. Elle peut faire référence à la pré- opportun. angles bien précis pour éviter l’apparition d’effets
cision de reproduction par rapport à un original ou optiques indésirables comme le moirage.
elle peut refléter un choix artistique. Dans les deux
cas, cette qualité est mesurable suivant certains Trame/Linéature Dans une trame stochastique ou trame FM, les
paramètres tels que l'élargissement du point (dot « Point de trame » et « linéature» sont des termes points ont tous la même taille. Ils sont très petits
gain), la densité et la qualité du repérage etc. courants dans le secteur des arts graphiques, en (10 à 30 microns) et ils sont placés de manière aléa-
impression offset aussi bien que numérique. toire avec différentes fréquences dans les zones
Si la qualité de la photogravure est médiocre avec sombres et claires. Le nombre de points sera faible
un papier non couché, les images seront générale- Une image photographique normale présente des dans les zones les plus claires et élevé dans les
ment plus sombres que prévu avec moins de détails tons continus que les procédés d’impression utili- zones sombres. La trame stochastique permet ainsi
apparents. Les zones sombres peuvent aussi perdre sés, comme la presse, ne sont techniquement pas de reproduire des détails très fins et d’éliminer le
en détail et en contraste. Une autre conséquence est capables de reproduire en l’état en faisant varier les moirage.
la pâleur des couleurs et leur manque de netteté. charges d’encre déposées sur le papier. Pour
Sans parler des retouches de photogravure, la quali- contourner la difficulté et rendre l’image originale
té de l’impression sur un papier non couché est imprimable, on lui applique une « trame» qui a pour
principalement déterminée par l’élargissement du effet de transformer les tons continus en une
point, le choix de la linéature et du type de trame. myriade de petites surfaces discontinues en forme
Ces aspects seront décrits plus loin dans ce chapitre. de points microscopiques. Les points de l’image tra-
mée donnent à l’œil l’illusion d’une image intègre
La machinabilité désigne le niveau ou le statut des avec des dégradés de couleurs de densité différente
éléments suivants : stabilité de la presse, temps de comme dans la réalité.
séchage de l’encre, du maculage au niveau de la
presse. Elle se traduit également par des complica- Ces points de trame sont générés par un générateur
tions au stade de la finition, notamment au niveau d’images tramées ou RIP (Raster Image Processor),
de la reliure. Chaque papier possède des facultés puis exposés sur la plaque d’impression dans le
d’absorption d’encre spécifiques qui nécessitent cadre d’un système CTP (Computer to Plate) qui
d’appliquer des quantités d’encre différentes. Un sera décrit plus loin dans ce chapitre.
excédent d’encre peut occasionner plusieurs pro-
blèmes, comme une augmentation du temps de La taille des points de trame s’échelonne de 1 à 100
séchage, un maculage, au niveau de la presse et au pour cent pour constituer les tramés. On pourra
stade de la reliure. Le principal impact de la photo- ainsi faire varier la densité d’une couleur en modu-
gravure sur la machinabilité concerne la couverture lant la taille des points. Avec un point de trame de
totale en encre, la valeur de densité pour chaque 5 %, le papier sera légèrement coloré. Un point de
couleur quadri et l’équilibre entre la couverture trame de 50 % confère au papier des tons moyens.
totale en encre et la densité. Avec un point de trame de 100 pour cent, les points
sont entièrement confondus pour couvrir totale-
ment la surface et créer ce que l’on appelle un aplat.
Un aplat n’affiche aucun détail qui n’est visible que
si un espace est présent entre les points pour ouvrir
la trame. Les encres offset sont transparentes si
bien que le papier fait toujours office de cinquième
couleur. Une trame doit être « ouverte » pour que la
surface du papier et la couleur apportent de la lumi-
nosité et laissent entrevoir les détails de l’image,
entre les points d’encre imprimés.
34 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:1
Problématiques de la photogravure
en fonction du type de papier
La notion de point de trame est liée à celle de réso-
lution. Les points de trame sont à leur tour subdivi- Trame conventionnelle Une rosette de trame. Les lignes des trames sont
sés en pixels dans le fichier numérique et dont la disposées selon des inclinaisons différentes, les angles de
taille proportionnelle détermine la résolution de trame, pour chaque couleur quadri. Les variations de
l’impression. La résolution se mesure généralement densité d’une couleur sont reproduites en faisant varier
en points par pouce (PPP, DPI = dots per inch), ou la taille du point. Les points qui se chevauchent créent
une nouvelle couleur. La proximité des points de trame
en pixels par pouce (PPP, PPI = pixel per inch). Une génère également l’illusion d’une couleur.
haute densité de trame nécessitera une haute réso-
lution d’impression. Ce point sera décrit en détail
plus loin, mais rappelons que plus la linéature est
élevée, plus le nombre de pixels doit l’être égale-
ment, et que la trame stochastique exige générale-
ment des résolutions beaucoup plus élevées en rai-
son de la taille microscopique des points.
Une nouvelle type de trame appelée « trame hybride
» a fait son apparition et s’impose depuis quelques
années. La trame hybride associe une trame AM
conventionnelle et une trame stochastique FM. La
trame stochastique FM est généralement utilisée
pour les tons plus clairs et la trame AM convention-
nelle est utilisée pour les tons plus sombres. Cela
permet d’obtenir une résolution d’écran supérieure
et une reproduction plus fine des détails à l’impres-
sion afin d’améliorer la qualité globale de l’image
imprimée.
Trame stochastique
Lors de l’impression de quatre couleurs, quatre
trames différentes sont imprimées par superposi-
tion. Par conséquent, afin de s’assurer que les
quatre trames sont correctement placées, les bords
de la feuille imprimée possèdent des lignes de
contrôle ou des réticules pour chaque couleur qua-
dri. Ces lignes doivent se superposer parfaitement
pour éviter tout problème d’alignement et d'aspect
légèrement flou de l’image.
Comparez les différentes trames sur les
pages 66 et 67
Chapitre 2 — La photogravure Art Workshop — 35
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:1
Problématiques de la photogravure
en fonction du type de papier
Élargissement du point
L’élargissement ou l’engraissement du point est un Ces courbes d’élargissement du point peuvent être Le pourcentage total d’encre qui va couvrir le papier
phénomène important à prendre en considération utilisées de différentes manières, mais doivent être est appelé couverture totale en encre (CTE). L’im-
quel que soit le papier utilisé pour l’impression, utilisées au cours du processus. Nous allons en don- pression sur papier non couché exigeant d’augmen-
mais particulièrement dans le cas du non couché. ner un aperçu et également aborder les courbes de ter encore la quantité d’encre, celle-ci deviendra
L’élargissement du point se produit sur tout support papier qui répondent à la norme ISO. C'est un excessive pour donner un résultat satisfaisant. Si
mais il est plus important sur les papiers non cou- ensemble de courbes d’élargissement du point stan- l’on procède malgré tout à l’impression dans ces
chés, notamment en raison de la surface plus dard normalement utilisées dans le système CTP. conditions, on obtiendra une image de piètre quali-
ouverte de cette qualité de papier et de sa capacité Les courbes de compensation issues des tests d’im- té avec des couleurs baveuses, une couverture
d’absorption de l’encre. Le phénomène intervient à pression sur des qualités de papier spécifiques réduite dans les parties sombres, sans compter les
plusieurs stades du processus, d’abord lors de la peuvent être intégrées dans les profils ICC ou utili- problèmes de maculage et des temps de séchage
reproduction des points sur film, puis sur la plaque sées de différentes manières dans le processus. beaucoup trop longs.
d’impression, ensuite au moment où la plaque Dans certains cas, les courbes de la norme ISO, uti-
encrée transfère l’image sur le blanchet en caout- lisées pour compenser le processus d’impression et Pour éviter un encrage excessif du papier, il
chouc, et enfin lorsque l’image est transférée sur le des courbes supplémentaires, peuvent être utilisées convient de fixer une limite à la couverture totale
papier. À chaque stade, le diamètre des points aug- pour chaque type de papier. Il est alors important en encre lors de la séparation de l’image en sélec-
mente légèrement, entraînant un chevauchement qu’elles interagissent correctement. tions. En partant de l’hypothèse d’un équipement
des points ainsi que des couleurs, avec pour résultat d’impression parfaitement calibré et d’une repro-
une perte de détails dans les basses lumières. Dans Si les procédés d’impression restent stables et cali- duction sur film parfaite, la couverture en encre de
la pratique, les images tirées seront sombres et brés, les principales variations dans la production papier non couché ne doit pas excéder 280%. Il est
ternes. L’élargissement du point doit donc être pris d’imprimés seront liées au papier. Ce sera le cas si même recommandé dans la pratique de se baser sur
en considération et compensé au stade de la photo- les images sont sombres et floues suite à l’utilisation une limite de 260%, dans la mesure où l’augmenta-
gravure. d’une compensation incorrecte. Par conséquent, tion de l’encrage produit rarement une amélioration
nous vous recommandons de vérifier que le profil du résultat, mais pose plutôt des problèmes de
Dans le passé, la prise en charge de la compensation ICC correct est utilisé, que les courbes de compen- séchage de l’encre, de maculage et de perte de
du point était une tâche complexe. Cette opération sation appropriées sont mobilisées dans le système détail. Les valeurs indiquées ci-dessus font réfé-
présente actuellement une grande précision, mais CTP et qu’elles sont compatibles. rence au pourcentage de couverture en encre total
trouver le niveau de correction approprié à la quali- obtenu sur le film ou sur la plaque et transféré sur
té du papier spécifique reste problématique. Comparez l’effet de l’élargissement du point entre une le papier.
photogravure sur papier couché et non couché sur les
L’élargissement du point peut varier considérable- pages 58 et 59. Cette précision est d’importance dans la mesure où
ment en fonction de la qualité du papier, mais aussi elle a une incidence sur la couverture en encre
du type de trame, de la linéature de trame, de totale finale découlant de la compensation de l’élar-
l’encre et de plusieurs autres facteurs plus subtils. Couverture totale en encre gissement du point et du traitement de l’image. La
Prendre en charge chaque étape séparément serait Pour pouvoir imprimer une image RVB numérisée, problématique étant posée, comment faire pour
très fastidieux. Par conséquent, la réalisation d’un il faut préalablement la convertir dans les quatre réduire la couverture en encre totale sans nuire à la
test d’impression dans chaque environnement diffé- couleurs du procédé d’impression quadri, qui cor- qualité de l’image ? Les solutions couramment pra-
rent avec la prise en compte de tous les paramètres rectement mélangées, permettent de recréer toutes tiquées ont pour nom UCR et GCR, initiales de
est la méthode recommandée. Un élargissement les couleurs imprimables. Les quatre couleurs pri- Undercolour Removal et Grey Component Replace-
total du point sera défini dans ce qu’on appelle une maires sont le cyan, le magenta, le jaune et le noir ment, c’est-à-dire le retrait des sous-couleurs et le
courbe de compensation de l’élargissement du ou CMJN en abrégé (CMJK pour Cyan, Magenta, remplacement de la composante grise des couleurs.
point. Yellow et Key-colour, c.-à-d. noir, en anglais). Les
techniques actuelles permettent soit de convertir De quoi s’agit-il ? Nous savons qu’un mélange des
Le test est effectué au moyen de barres d’impres- l’image numérique directement dans les quatre cou- trois couleurs; cyan, magenta et jaune, en propor-
sion dans chaque pourcentage de la zone tramée, la leurs CMJN dès le stade de la numérisation sur tions égales donne un gris neutre commun que l’on
taille du point variant entre 1 et 100 %, et également scanner, soit de conserver le format RVB tout au retrouve dans toutes les teintes. Prenons un
un ensemble de barres pour chaque couleur quadri. long du processus et de n’effectuer la séparation exemple : soit une teinte composée à 70% de cyan,
L’élargissement du point inévitable s’affichera sous qu’en phase finale. La séparation consiste à décom- à 50% de magenta et à 50% de jaune. Les 50% des
la forme d’une différence par rapport à la taille poser l’image originale en quatre images dans trois couleurs représentent en fait la composante
d’origine de chaque point. L’élargissement du point chaque couleur constitutive qui une fois reproduites grise de la teinte. Il suffit dès lors de remplacer les
ne sera pas identique sur toute la plage et il n’y aura sur papier restitueront toutes les couleurs et les 3 x 50% de cyan, magenta et jaune par 50% de noir/
aucun élargissement du point à 0 % ou 100 % pour nuances de l’original. Chacune des quatre couleurs gris et d’ajouter les 20% restants de cyan pour obte-
des raisons évidentes. Il sera moins important dans CMJN est transparente. Les points sont imprimés nir la teinte voulue.
des zones moyennement tramées, il augmentera les uns sur les autres, encre sur encre et leur
dans la partie médiane et diminuera de nouveau mélange restitue l’image en couleur. Cette opération aura pour effet de réduire la cou-
dans la plage supérieure de la zone tramée. Le verture en encre de 100%. Les différentes parties
résultat se traduit par une courbe, avec une diffé- Pour l’impression d’images tramées, la juxtaposition d’une image ne requièrent pas toutes de grandes
rence de pourcentage dans chaque pourcentage de de points de différentes couleurs crée l’illusion quantités d’encre mais comportent généralement
la plage tramée variant entre 1 et 100 %. d’une nouvelle nuance. L’opération de séparation une ou plusieurs zones plus sombres. La méthode
nécessite de l’attention et du doigté. Dans des cas UCR/GCR vous permet ainsi de maintenir la cou-
extrêmes cas, l’impression superposée de quatre verture en encre en deçà de la limite recommandée
couleurs d’une couverture de 100 pour cent cha- de 260% sur le papier non couché et d’obtenir un
cune pourra théoriquement donner une couverture encrage plus uniforme, pour éviter les problèmes de
en encre totale de 400 pour cent. séchage des encres et de maculage.
Comparez l’effet de la séparation en quatre sélections
de couleurs avec une couverture en encre totale de 260%
et de 320% sur les pages 62 et 63.
36 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:1
Problématiques de la photogravure
en fonction du type de papier
100% 50% 0%
Élargissement du point
L’illustration montre les points dans trois zones tramées
avec une densité variant de 0 à 100 pour cent selon le
support utilisé (numérique, plaque d’impression et Trame
papier). numérique
Numérique – La première zone tramée affiche des points
bleus et jaunes possédant les tailles d’origine voulues
dans les parties claires, moyennes et foncées de l’image
numérique.
Plaque – La deuxième trame présente deux tailles Plaque
de points : les points jaunes sont dépourvus de ou film
compensation et les points bleus ont été réduits au
moyen de la compensation pour le papier spécifique.
Papier – La troisième trame montre deux tailles de
points et l’effet des points sur le papier. Les points jaunes
ont été élargis par rapport aux valeurs d’origine. Dans
les parties claires et avec des tons moyens, les teintes
sont devenues beaucoup plus sombres. Dans la zone
située au-dessus d’un certain niveau, 85 à 90 %, des
Sur papier
points ont fusionné pour constituer un aplat qui se
traduit par la perte du rendu des détails. Les points
bleus qui représentent les points compensés ont toutefois
retrouvé leur taille souhaitée et seront reproduits avec
une teinte parfaite sans perte du rendu des détails dans
les zones sombres. 100% 50% 0%
L’élargissement du point n’est pas ajusté pour le papier L’élargissement du point est ajusté pour le papier L’élargissement du point est ajusté pour le papier
non couché et les points sont plus gros que prévu. non couché et les points ont la taille appropriée. couché et les points possèdent la taille appropriée.
Sur la surface non couchée, les points d’encre sont
absorbés lentement sur la surface du papier et la taille
des points s’élargit. Les points sont moins nets et les
couleurs légèrement ternes. La compensation de
l'élargissement du point est cruciale pour que les points
d’encre restituent la couleur prévue. Un papier couché
absorbe rapidement les points d’encre. Le pigment reste
essentiellement en surface du couchage, mais les
solvants d’encre sont absorbés dans le couchage avec un
élargissement moindre du point. Les points deviennent
alors plus nets et les pigments d’encre créent un effet
brillant aux couleurs. La compensation appropriée du
point reste toutefois importante.
Chapitre 2 — La photogravure Art Workshop — 37
MUNKEN LYNX ROUGH 120 g/m²
Avez-vous
déjà calculé le
pourcentage
maximal de
couverture en
encre à utiliser
sur du papier
non couché ?
Trouvez la réponse à la page 36.
38 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2 — La photogravure Art Workshop — 39
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:2
Les images
— « Un bon dessin vaut mieux qu’un long discours ». Quel que soit le degré de
vérité du dicton, personne ne contestera que les images constituent l’élément
essentiel du cycle de production graphique. Le choix des images est d'une
importance cruciale, qu’on aurait tort de sous-estimer. Les images et la qualité
du papier déterminent largement la « première impression » que véhicule
l’imprimé.
Types d’images Format et qualité de l’image
Qu’est-ce que une bonne image et qu’est-ce qu’une Du point de vue du papier, vous pouvez utiliser Aujourd’hui, la plupart des images sont prises par
image de qualité élevée ? La réponse dépend de la classification suivante : les appareils photos numériques, même si les appa-
l’œil du spectateur, mais aussi de nos connaissances reils photos argentiques sont encore utilisés. Néan-
photographiques. Notre but n’est pas ici d’entrer —— Couleurs majoritairement sombres et moins, si l’image doit être imprimée, elle devra être
dans les détails de cette discipline artistique, mais denses proches d’une couverture complète tôt ou tard convertie au format numérique, puis
nous allons vous donner quelques pistes de —— Tons moyens avec une majorité de couleurs dans un format imprimable. Lorsque vous effectuez
réflexion et des conseils en gardant en perspective avec des tons moyens une impression sur du papier non couché, des
le papier. —— Tons clairs et lumineux avec une couverture normes de qualité élevées doivent être observées
de couleur minimale tout au long du processus.
Dans le domaine de la reproduction de l’image une —— Images hautes en couleur avec des
question fondamentale se pose : une reproduction couleurs propres Un appareil photo peut capturer des millions de
photoréaliste est-elle vraiment nécessaire? Ce n'est —— Images moins colorées avec des couleurs couleurs. La conservation du plus grand nombre de
rarement nécessaire ou même recherché. Rappe- moins propres couleurs possible commence lors du stockage de
lons cependant que le papier couché a été inventé —— Contraste et définition élevés ou contraste l’image sur le dispositif. La manipulation, le stoc-
pour obtenir une reproduction photoréaliste. Les et définition faibles kage et la compression des images présentent un
papiers couchés ont en effet souvent une texture —— Grand niveau de détails fins ou faible degré/ risque important de perte des informations essen-
plastique et ne possèdent pas les qualités tactiles absence de détails tielles de couleur.
des papiers non couchés. Dans le passé, lorsque la
—— Tons lumineux et brillants (métal, chrome,
photogravure était effectuée manuellement, il était
difficile d’obtenir des résultats intéressants sur du
or, etc.) Résolution de l’image et pixels
papier non couché. Mais, comme nous souhaitons le Les images appartiennent à deux catégories : les
La plupart des images s’inscrivent dans deux ou
montrer dans ce guide, quelques clics suffisent pour images vectorielles ou bitmap.
plusieurs de ces catégories, mais cette technique
définir certains paramètres et orienter le processus
permet d’anticiper et d’éviter les surprises et de sur-
dans la bonne direction. Les images vectorielles ou images vectographiques
monter les obstacles, qu’il s’agisse d’apporter une
attention particulière à une partie ou à l’intégralité ou sous forme de lignes, sont basées sur des formes
Pour les artistes et les employés de la chaine gra- géométriques simples, ou des vecteurs, en deux
de l’image.
phique les connaissances de base sur la matière à dimensions. Elles sont généralement utilisées pour
utiliser sont nécessaires. L’image d’origine n’est en les lignes, le texte, les dessins, les images de CAO,
Les papiers non couchés absorbent l’encre de
fait qu’un élément de l’image finale étant donné que etc.
manière très différente des papiers couchés. Le
le support sur lequel elle est imprimée lui conférera
rendu se traduit par un aspect moins brillant de
une autre dimension visuelle et tactile. Une relation Les images bitmap sont composées de pixels ou
l’encre, une densité d’encre et un contraste infé-
tactile et psychologique va s’installer entre l’image « points de couleur ». Ils constituent les plus petits
rieurs. Le papier non couché restitue une image
et son spectateur. Il faut donc prendre en compte, composants d’une image et forment une cartogra-
beaucoup plus naturelle et véhicule des sensations
lors de la prise de vue ou du choix images, leur phie numérique de couleurs et de luminosité orga-
tactiles. L’impression sur du papier non couché per-
aspect final après l’impression sur du papier non nisée dans une matrice, où chaque « cellule » ou
met de colorer un support naturel, l’image et le
couché. Des références imprimées présentant des pixel, contient les informations nécessaires. Ceci
papier se fondent ensemble pour créer une expres-
images de qualités seront des bons outils pour permet de stocker une image sous forme numérique
sion commune.
appréhender le résultat final. et de l’afficher sur un dispositif numérique (écran
Le papier non couché donne un aspect plus mat et d’ordinateur, par exemple) au moyen de points de
La sélection des images en fonction de leur rendu couleur.
plus terne aux couleurs qui peut parfois être perçu
sur chaque type de papier vous permet d’effectuer
négativement. Ce type de rendu avec un « effet non
des choix judicieux et d’exploiter les caractéris- La résolution d’une image représente le nombre de
couché » est d’ailleurs parfois recherché en utilisant
tiques du papier pour rehausser l’effet de l'image. La pixels par unité de longueur, soit un pouce. Par
des couleurs mates et un niveau de contraste
connaissance et l’expérience sont souvent les fac- exemple, une image constituée de 300 pixels par
moindre. L’impression d’images hautes en couleur
teurs les plus importants dans le choix des images pouce (ppp) possède une résolution de 300 ppp. Le
reste toutefois majoritaire. Nous recommandons
pour un type de papier donné, mais un classement nombre de pixels à l’intérieur d’une zone définie est
alors l’utilisation d’images très colorées avec une
judicieux des images est également très utile. normalement calculé en mégapixels (MP), c’est à
définition et un niveau de contraste supérieurs afin
d’améliorer le contraste entre la surface du papier dire, en millions de pixels. Pour obtenir cette
non couché et l’image et obtenir une impression valeur, il faut multiplier la taille de l’image dans les
plus colorée. Les images sombres et denses peuvent deux sens (hauteur et largeur) par la valeur ppp. Par
avoir tendance à provoquer la perte des détails. La exemple, une image A4 (210 X 297 mm) avec une
prise en compte du résultat final est donc fonda- résolution de 300 ppp aura 2 480 pixels dans le sens
mentale assortie d’une photogravure soigneusement de la largeur (210 mm) et 3 504 pixels dans le sens
préparée. de la hauteur (297 mm). L’image possède donc une
résolution de 8,7 mégapixels (2 480 x 3 504).
Lorsque l’image est agrandie, ses pixels seront éga-
lement proportionnellement mis à l’échelle. Plus les
pixels sont grands, plus leur nombre par pouce
diminue ce qui se traduit par un niveau de résolu-
tion inférieur. Par conséquent, pour conserver une
résolution de 300 ppp sur une plus grande image, le
nombre total de MP devra être augmenté.
40 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:2
Les images
Types de fichiers
Sur un écran d’ordinateur, la demande en ppp est imprimée avec le système CMJN. L’espace colorimé- Les images RVB ou CMJN peuvent être enregistrées
assez faible. Par exemple, une image avec une réso- trique RVB est le plus fiable et le plus performant dans différents types de fichiers. Les types de
lution de 72 ppp s’affichera correctement. Les pour stocker des images numériques, car il contient fichiers sont conçus pour compresser une image et
tailles d’image sont souvent diminuées pour réduire une quantité plus élevée de couleurs que l’espace permettre son traitement par différents logiciels.
la taille du fichier. L’impression sur un support CMJN. Le nombre total de couleurs possibles dans
papier requiert toutefois une résolution environ 4 à les images peut être présenté dans un espace colori- En termes de qualité d’image, il convient de distin-
5 fois plus élevée car les points de trame d’impres- métrique et affichée sur un graphique. guer les formats de fichiers destructeurs et non-des-
sion sont généralement créés à partir de pixels 2x2 tructeurs (ou avec et sans perte). Le format destruc-
(4 pixels). Il est donc recommandé d’avoir une Il existe plusieurs normes et types de systèmes RVB teur supprime des données et des couleurs
valeur deux fois plus grande que celle de la linéa- qui offrent différentes possibilités de gestion de l’es- contrairement au format non-destructeur qui
ture de trame. Par exemple, une linéature de trame pace colorimétrique total (nombre réel des couleurs conserve les données et les couleurs. Dans l’indus-
de 2x150 lpp fournit une résolution de 300 ppp. À affichées). Lors de la prise de clichés, il est donc trie graphique, il est préférable de sauvegarder les
noter également que les points des trames stochas- important de régler l’appareil sur le mode RVB pour images dans des formats non-destructeurs. TIFF et
tiques ont besoin d’une valeur plus élevée parce bénéficier d’un espace colorimétrique plus vaste. RAW sont des formats non-destructeurs très répan-
qu’ils sont beaucoup plus petits que dans les tramesDans le cas contraire, le choix des couleurs sera dus. JPEG est également un format courant mais
conventionnelles. Il est recommandé d’effectuer plus restreint qu’initialement. aux propriétés destructrices. Certains formats ont
une comparaison avec une trame conventionnelle été spécialement développés pour les moniteurs
d’au moins 175 lpp. Le système sRVB est un mode RVB répandu pour d’ordinateurs (GIF et BMP) et sont à éviter dans les
les ordinateurs et les moniteurs. Il possède un flux de production graphique.
Cet aspect est fondamental au niveau du papier car espace colorimétrique plus restreint par rapport
si une image est préparée pour un type de papier, aux systèmes plus récents. AdobeRVB possède ainsi Actuellement, les images et le texte sont retouchés
elle peut s’avérer incompatible avec un autre sup- un espace colorimétrique plus étendu et plus adapté dans des logiciels comme Adobe Photoshop® et
port. Ainsi, pour du papier journal, une résolution aux images utilisées dans la production graphique. InDesign, mais le support final est généralement
d’écran de 80 lpp suffit et les images peuvent être D’autres modes peuvent être utilisés, mais il est pré- enregistré et livré au format PDF (portable docu-
enregistrées en 160 ppp. Les mêmes images impri- férable de choisir celui qui possède l’espace colori- ment format) qui intègre tout le contenu dans un
mées sur un papier de qualité supérieure pouvant métrique le plus important. document unique. Le format PDF s’est imposé
prendre en charge une résolution de 150 lpp ou plus comme une norme internationale pour l’enregistre-
n’offriront pas le même rendu. Il convient donc de ment et la diffusion de documents. PDF/X est un
Les couleurs affichées à l’écran signifient que la lumière
privilégier un niveau de résolution important au colorée est transmise depuis l’écran de l’ordinateur. Un protocole standard qu’il est judicieux de respecter
niveau des images pour prendre en charge tous les calibrage incorrect de l’écran se traduit par des problèmes lors de la création d’un fichier PDF afin de garantir
types de papier ainsi que les linéatures de trame d’affichage au niveau des couleurs. que le fichier PDF fourni à l’imprimeur répondra
élevées. aux problématiques d’impression.
RVB et CMJN
Les données numériques des pixels contiennent des
informations de couleur pour chaque pixel au for-
mat RVB comme CMJN. Dans l’industrie graphique,
RVB et CMJN sont les deux principaux systèmes
colorimétriques utilisés pour gérer les couleurs
dans les images.
Le système RVB communément appelé « modèle de
couleur additive », car il utilise différentes propor-
tions de lumière rouge, verte et bleue à partir, par
exemple, d’un écran d’ordinateur, pour visualiser les
autres couleurs. L’absence de lumière produit du
noir et la réunion des trois couleurs se traduit par
En ce qui concerne les couleurs imprimées sur un sup-
du blanc. Le système CMJN est communément
port papier, l’encre CMJN réfléchit la lumière incidente
appelé « modèle de couleurs soustractives » car le sous forme de couleurs depuis la surface du papier. Par
support réfléchit simplement une partie de la conséquent, le type de source de lumière est important
lumière. car il aura une incidence sur l’aspect des couleurs.
De la même manière, l’encre imprimée filtre la
lumière entrante et produit une couleur en réflé-
chissant uniquement cette partie du spectre. Le
réfléchissement de la totalité du spectre produit du
blanc ou du noir, si aucune couleur n’est réfléchie.
Les couleurs utilisées lors de l’impression en CMJN
sont souvent appelées des couleurs quadri.
Les périphériques qui émettent de la lumière,
comme un écran d’ordinateur, afficheront systéma-
tiquement les images au format RVB et l’encre sera
Chapitre 2 — La photogravure Art Workshop — 41
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:2
Les images
Papier et espace colorimétrique
Dans le domaine de la physique pure, la couleur L’unité standard entre deux couleurs dans l’espace4 couleurs, les couleurs seront recalculées en fonc-
correspond à la lumière émise par un mélange de colorimétrique CIE Lab pouvant être distingué par tion d’une couleur CMJN disponible pour chaque
longueurs d’onde dans le spectre de lumière visible. l’œil humain a été définie à 1. Les limites sont catégorie de papier. Dans la mesure où chaque caté-
L’être humain ne perçoit pas les longueurs d’onde fixées à 100 unités pour chaque axe (L, a et b) gorie possède ses propres limites et que le format
en tant que telles. Il distingue « simplement » du offrant 100³ possibilités et couleurs perceptibles.
CMJN peut gérer moins de couleurs dès le départ,
rouge, du vert et du bleu grâce aux cônes de la Les résultats se sont avérés concluants dans la pra-
certaines couleurs seront inévitablement perdues.
rétine et du noir et du blanc avec d’autres récep- tique. Il faut toutefois souligner qu’il ne s’agit que
L’une des tâches effectuées lors des recalculs est la
teurs ou bâtonnets. L’œil humain est très sensible et d’une approximation de la vision humaine et il estprise en charge des tonalités de couleurs qui ne
permet de distinguer un nombre important de cou- difficile de prévoir le nombre exact de couleurs réel-
s’inscrivent pas dans l’espace colorimétrique CMJN.
leurs. Une étude a été menée sur ce sujet comman- lement perçues. Le modèle mathématique peut être Elle peut être effectuée de trois manières. La pre-
ditée, en 1931, par la Commission internationale de divisé en un nombre illimité de couleurs, mais l’œil
mière méthode dite « relative » consiste à séparer
l’éclairage (CIE). Cette expérience a permis d’élabo- humain ne pourra pas tous les distinguer. simplement les couleurs et à ne pas les prendre en
rer des modèles colorimétriques pour décrire les charge. La deuxième méthode dite « perceptuelle »
couleurs qui peuvent être perçues par l’homme et Le nombre de couleurs d’un fichier numérique peut consiste à recalculer la couleur visuelle la plus
se rapprocher de la vision humaine. être calculé. Par exemple, dans un fichier couleur 8 proche et à remplacer les couleurs non disponibles
bits, 16’7 millions de couleurs peuvent être définies. par les teintes les plus proches possibles. La troi-
Le modèle colorimétrique de base est l’espace Toutes ces couleurs peuvent, en théorie, s’afficher sième méthode dite « relative avec compensation du
colorimétrique CIE Lab, un modèle mathématique sur un écran d’ordinateur moderne, mais elles ne point noir » et la plus répandue actuellement consiste
contenant toutes les couleurs visibles qui peuvent sont pas toutes perceptibles par l’œil humain. Il à utiliser une version de la méthode relative et à
être perçues par l’homme, en affichant les couleurs n’est donc pas possible de distinguer toutes ces cou- séparer les couleurs, mais également à compenser
dans trois dimensions. La lettre « L » correspond à leurs sur un écran et une partie sera encore perdue la tonalité de couleur avec plus ou moins de noir.
la luminance (blanc ou noir) , la composante « a » lors de l’impression sur papier. Une façon d’estimer Chaque type de papier possède son propre espace
correspond à une gamme de couleurs du rouge au le nombre de couleurs est de calculer l’étendu de colorimétrique et utilise une méthode de calcul
vert et la composante « b » correspond à une l’espace colorimétrique (gamut). Un papier couché CMJN spécifique. Nous vous conseillons d’attendre
gamme de couleurs du jaune au bleu. Il s’agit d’une rendra environ 50% des couleurs Adobe RGB com- le dernier moment pour convertir vos images RVB,
définition cartésienne comme dans un graphique. paré à un écran et un papier non couché en rendra de préférence dans AdobeRVB. Si la séparation des
Une autre méthode consiste à décrire une couleur environ 40%. Ceci est dû au fait que les encres couleurs en sélections intervient le plus tard pos-
avec des coordonnées polaires ou la teinte (angle CMJN ne peuvent pas reproduire les nuances de sible, vous aurez un plus grand choix de couleurs
mesuré dans le sens antihoraire à partir du rouge), manière suffisamment précise pour qu’elles soient quel que soit le type de papier utilisé.
la saturation (distance entre le centre de l’espace) toutes différenciables entre elles. Plus le papier est
et la plage de luminance. Elle est également définie ouvert et absorbant, plus l’élargissement du point Ce schéma illustre la gamme des couleurs reproduites
dans le système CIE Lab sous le nom de Lch. Une est important et plus le rendu sera imprécis avec par différents médias et perceptibles par l’œil humain.
couleur spécifique est référencée dans l’espace colo- une perte de nuances.
rimétrique par un ensemble de coordonnées, Lab
ou Lch. Dans la pratique, les périphériques utilisant la cou-
leur, comme les appareils photo, les scanners, les CIE Lab/Œil humain
L’espace colorimétrique CIE Lab est illustré ci-dessous en
imprimantes, etc. ne peuvent pas prendre en charge
deux dimensions avec les coordonnées « a » et « b » et la toutes les couleurs CIE Lab. Ils privilégient plutôt la Écran d’ordinateur, RVB
gamme comprise entre 0 et ± 100. Toutes les couleurs norme sRVB, les modèles colorimétriques AdobeRVB
ont une position dans ces coordonnées. Si la troisième pour l’impression d’encres CMJN.
coordonnée « L » (brillance) est ajoutée, les trois dimensions Papier en CMJN
engloberont toutes les couleurs que vous pouvez imaginer. Lors de la conversion de couleurs entre différents
Cela signifie que toutes les couleurs peuvent recevoir une périphériques ou du format RVB au format CMJN,
valeur numérique donnée avec les coordonnées Lab qui l’espace colorimétrique CIE Lab est souvent utilisé
peuvent être utilisées par les dispositifs techniques. À titre
à un stade intermédiaire, car il est autonome. La
d’exemple, le jaune dans la bande de couleur imprimée de
la partie de l’image possède les valeurs approximatives conversion vise également à conserver un espace
suivantes : L = 86, a = 4, b = 68. Essayez de trouver la colorimétrique aussi vaste que possible pendant
position a et b dans le tableau. l’ensemble du processus pour reproduire une plage
étendue de couleurs dans la mesure où certaines
couleurs peuvent être perdues.
Le nombre total de couleurs qu’un périphérique
peut produire est appelé « gamut » (par exemple,
une qualité de papier imprimée en CMJN). Dans le
domaine de la prise en charge des couleurs pour
chaque type de papier, les plus grandes différences
se situent au niveau des papiers couchés et non
couchés. Lors de la séparation d’une image RVB en
© 2009, X-Rite, xrite.com
42 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:2
Les images
Séparation des six couleurs
Zones colorées et images en hexachromie
Si une image ou un dessin doit être imprimé de Des séparations des couleurs en sélections plus Pour y parvenir, l’augmentation de la saturation des
manière très fidèle, le format CMJN standard risque avancées permettrent également d’élargir la palette couleurs de base est souvent de mise pour préserver
de ne pas reproduire les retouches de photogravure. de couleurs par rapport aux quatre couleurs stan- leur netteté. Une légère augmentation du contraste
Une reproduction rigoureusement exacte des cou- dard. La technique Hexachrome permet notam- permet généralement d’améliorer le résultat final
leurs est souvent exigée pour les logos notamment. ment d’effectuer des impressions en six couleurs compte tenu de la perte du contraste et de la défini-
L’utilisation d’une couleur indexée peut être la solu- (orange et vert en plus). tion sur le papier non couché. L’augmentation de la
tion. Les couleurs indexées sont des couleurs luminosité peut également être envisagée pour com-
mélangées à l’avance dans des proportions précises L’art photographique est entré dans l’ère numérique. penser le risque d’assombrissement des images. Ces
et disponibles dans un large éventail de nuances. Le À ses débuts, la photogravure était une tâche assez ajustements donneront l’illusion d’images plus colo-
système le plus utilisé est le nuancier PMS (Pantone simple consistant à fournir une reproduction la plus rées, d’un espace colorimétrique plus étendu et d’un
Matching System). L’argent, l’or et d’autres couleurs fidèle possible des images par rapport à l’original. contraste plus élevé sur l’image imprimée. Ces
métallisées sont également des couleurs indexées. Cette discipline est aujourd’hui en grande partie tâches peuvent être effectuées dans Photoshop®
Pour garantir une reproduction fidèle des couleurs gérée par des logiciels et les principaux ajustements en RVB ou en CMJN, et impliquent de modifier une
et des nuances, il est important de disposer de sont effectués après la prise de vue. Le photographe partie de l’espace colorimétrique pour améliorer
nuanciers appropriés pour papier non couché lors est donc souvent amené à modifier et à adapter la perception sur le papier.
du choix et de la vérification des couleurs PMS. Sur l’image pour créer un certain effet artistique avant
du papier non couché, appliquez préalablement une la phase de photogravure. Les photograveurs et les
couleur de base appropriée pour créer une base imprimeurs sont confrontés à de nouveaux défis Résumé.
fiable avant d’imprimer les couleurs or ou argent. liés à la reproduction de ces effets artistiques. Les —— L’impression sur un support papier réduit
photographes doivent donc connaître les effets qui significativement l’espace colorimétrique d’une
se prêtent le mieux à un écran et à une impression
Reproductions en noir et blanc sur un support papier.
image. Si cet espace est augmenté à sa taille
maximale dans le fichier source, il le sera
Les images ne sont pas toutes imprimées en cou- également sur l’impression.
leurs. Des images en noir et blanc bien reproduites
sont esthétiques et ont de l’impact. La qualité de la Préparation de l’image —— Conserver une résolution en ppp égale au
double de la linéature de trame.
reproduction et de l’impression doit cependant être La préparation de l’image en vue de l’impression est —— RVB ou CMJN ? Conserver les images au
irréprochable, ce qui pose parfois problème dans la destinée à garantir une reproduction optimale de format RVB le plus longtemps possible, puis les
mesure où l’emploi d’encre noire seule ne suffit pas l’image sur chaque type de papier. Elle ne doit pas convertir au format CMJN à la fin du processus.
toujours à rendre correctement des détails fins, la se borner à reproduire un effet unique sur un écran —— Le format du fichier dépend du logiciel utilisé,
profondeur des noirs et le modelé des formes. ou une épreuve numérique qui ne pourra jamais mais nous vous recommandons de privilégier
être transposé sur du papier. Les épreuves numé- les formats de fichiers non-destructeurs.
Pour obtenir un résultat plus nuancé avec un plus riques ne peuvent pas offrir un rendu identique à —— Taille de l’image imprimée finale : si une image
large éventail de détails fins, une solution consistera celui du papier non couché après l’impression. Par
est agrandie, assurez-vous qu’une résolution
à recourir à la bichromie ou à la trichromie pour conséquent, il est essentiel de déterminer précisé-
ppp est conservée.
obtenir des images couleur en tramés de gris. ment l’effet recherché pour l’image imprimée. Lors
Comme il a été expliqué plus haut, le mélange de la préparation d’une image en vue d’une impres-
d’encres quadri dans les mêmes proportions donne sion, trois choix doivent être pris en considération : Comparez les différents ajustements d’images sur les
du gris. On utilise donc souvent la quadrichromie reproduire l’image le plus fidèlement possible à l’ori- pages 54 et 55.
pour reproduire des images en noir et blanc. ginal, la modifier pour créer un effet ou la modifier
pour améliorer le résultat final sur le papier.
Comme son nom le laisse supposer, la bichromie
utilise deux encres au lieu d’une, la plupart du La préparation de l’image comporte généralement
temps du noir combiné à une autre couleur ou une plusieurs étapes et implique une série de tâches
couleur indexée/PMS. En trichromie, on ajoute une (réglage de l’équilibre chromatique, la saturation, le
troisième encre et une troisième couleur. Il s’agit contraste, la luminosité, etc.) afin de manipuler et
généralement d’un ou de deux noirs mélangés à une d’améliorer l’image. Cette opération autrefois réali-
ou deux couleurs indexées/PMS ou quadri. sée dans l’environnement CMJN, est de nos jours
généralement effectuée en mode RVB. Comme nous
Le papier non couché se prête parfaitement à la l’avons vu auparavant, certains paramètres de base
bichromie et à la trichromie qui représentent sou- auront une incidence sur l’image après son impres-
vent des alternatives lorsqu’il est difficile d’obtenir sion sur un papier non couché. Nous vous conseil-
des noirs satisfaisants pour la reproduction des lons à ce titre de compenser les paramètres qui sont
basses lumières. Ces procédés améliorent le rendu affectés par le papier afin de limiter les effets néga-
des détails et l’impression de noir que ce type tifs et d’intensifier les aspects positifs.
d’image est normalement censé exprimer.
Conseil : ajoutez 40 à 60% de bleu ou une autre
couleur quadri pour accroître la profondeur des
noirs dans les titres notamment.
Comparez les différentes reproductions en noir
et blanc sur les pages 68 et 69.
Chapitre 2 — La photogravure Art Workshop — 43
MUNKEN LYNX ROUGH 120 g/m²
44 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Vous êtes
curieux de
savoir quelle
différence
peuvent faire
les profils ICC ?
Découvrez-le aux pages 48 – 49 et 58 – 59.
Chapitre 2 — La photogravure Art Workshop — 45
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:3
Les profils ICC
— Les profils ICC permettent de simplifier une procédure très complexe. Ils
affichent vos photos avec les mêmes couleurs sur n’importe quel périphérique
ou support (écran, épreuves ou papier). Il passe généralement inaperçu (par
exemple sur votre moniteur, TV ou appareil photo). Dans ce chapitre, nous
allons nous intéresser au profil de la sortie papier qui, s’il est correctement
utilisé, permet d’adapter l’image aux caractéristiques spécifiques du papier.
Création d’un profil ICC
Introduction Caractérisation et type de papier
En 1993, l’ICC (International Color Consortium) Vous pouvez créer un profil ICC en testant la façon Comme nous l’avons déjà vu, la création d’un profil
regroupait une poignée d’entreprises dans le but de dont vos supports (écran ou papier) vont altérer les porte le nom de « caractérisation » sur un support.
simplifier l’échange des données colorimétriques couleurs, en confrontant les couleurs de vos sup- L’utilisation d’un profil ICC idéal devrait, en prin-
dans la chaîne graphique. Les contributions de ports à une norme de référence. C’est ce qu’on cipe, permettre d’imprimer une image parfaite. Ce
l’ICC et l’utilisation des profils ICC sont donc recon-
appelle la caractérisation d’un périphérique. Dans le n’est malheureusement pas tout à fait vrai. Les
nues jusque par les fabricants de papier qui sont domaine de l’impression offset, il s’agit d’imprimer variations sont inévitables, notamment dans les
conscients de leur importance dans l’amélioration une mire d’essai sur une presse et un papier spéci- presses à imprimer à cause de la diversité des types
de la qualité de l’impression finale. fiques. Cette mire contient plusieurs centaines de de papier. Afin de limiter ces variations, un profil
barres de couleur qui seront mesurées par un pho- ICC papier est fourni avec une série de fonctions de
La problématique de la qualité repose sur trois prin- tospectromètre et analysées par un logiciel de créa- photogravure pour gérer les différents paramètres
cipes faisant appel à une compréhension et une tion de profils ICC. Ce processus permettra de du papier. La prise en compte de ces paramètres est
prise en charge appropriée par chaque personne qui déterminer comment votre équipement reproduit et fondamentale parce qu’ils représentent une partie
intervient dans le flux de production. Du scan ou de présente les couleurs avec les paramètres actuelle- significative de ce qui composait , dans le passé, le
l’appareil photo numérique à l’écran ; de l’écran à ment définis. Cette caractérisation permet de créer travail de photogravure et qui sont dorénavant auto-
l’épreuve ; puis de l’épreuve à la presse offset, les un profil ICC. Le profil ICC est une table de traduc- matiquement pris en charge par les profils ICC.
couleurs doivent être respectées et gérées correcte- tion permettant de transformer les valeurs numé-
ment. riques de votre fichier image dans des valeurs cor- Ci-dessous, nous indiquons une série d’options et
rectes. Sur un profil ICC papier, cette table de de paramètres de photogravure qui doit être étudiée
La gestion des couleurs repose sur trois étapes, où traduction sera utilisée lors de la conversion d’une selon le type et la qualité du papier utilisé, avant de
que vous soyez dans la chaîne graphique. Ces étapes image RVB au format CMJN. Nous vous recomman- créer les profils ICC et pendant leur application. Le
sont les suivantes : dons de tester et de conserver les profils ICC adap- choix des profils ICC corrects est crucial, en parti-
tés au papier que vous avez choisi et d’évaluer la culier si vous utilisez différents types de papier,
—— Calibrage nécessité d’en créer de nouveaux. Cette opération comme des papiers couchés et non couchés.
—— Caractérisation doit être effectuée avant le début de la production .
—— Conversion (Séparation) Ces paramètres ont une importance équivalente
autant dans la phase de création que d’utilisation
Conversion (Séparation) des profils ICC. Si les choix diffèrent, par exemple,
Calibrage La conversion consiste à appliquer les corrections au niveau de la linéature de trame ou des valeurs de
Le calibrage implique de paramétrer les systèmes réelles du profil ICC de votre fichier image à la densité entre la création et l’utilisation, le résultat
dans un environnement correct et performant. Si séparation des couleurs en quatre sélections escompté sera différent.
votre écran n’est pas correctement calibré, les cou- (CMJN). La conversion, qu’elle soit réalisée image
leurs ne s’afficheront pas correctement. Rien de par image dans Photoshop®, ou par séquence dans Concernant le choix du papier, les paramètres sui-
pire que d’effectuer des ajustements de couleur sur un flux de travail plus élaboré, consiste à traduire vants sont fondamentaux :
une image alors qu’ils seront très probablement les valeurs colorimétriques de vos documents de
incorrects. Calibrer un outil de la chaîne graphique l’espace de travail dans lequel ces documents ont —— La linéature de trame et le type de trame
c’est l’amener dans un état de fonctionnement choi- été créés vers celui permettant d’obtenir les « —— La valeur de densité
si et faire en sorte qu’il soit maintenu dans cet état bonnes couleurs » sur le système d’impression choi- —— Couverture totale en encre
de marche. si et le papier. Chaque conversion est une transfor- —— Le choix des courbes CTP à utiliser
mation mathématique des fichiers et les valeurs qui
Par exemple, calibrer un écran consiste, avec un sont changées ou perdues ne peuvent plus être récu- À défaut d’effectuer des choix sensés et de les indi-
logiciel et un appareil de mesure appropriés (appelé pérées par la transformation inverse. quer, l’obtention du niveau de qualité souhaité sera
colorimètre), à fixer les paramètres physiques de compromise.
l’écran, qui sont le point blanc, son contraste et son La conversion est utilisée à chaque étape du traite-
niveau de luminosité. Calibrer une presse offset ment et du transfert d’un fichier vers un autre type Un exemple type de situation critique est celui où
consiste à choisir des paramètres précis quant à son de périphérique. Pendant son acquisition du scanner différents opérateurs du processus évoquent l’im-
fonctionnement et à contrôler qu’elle reste sur ces ou de l’appareil de prise de vue vers votre ordinateur. pression réelle et émettent leur avis sur l’intensité
paramètres dans un écart acceptable. Ce sont par À l’affichage sur l’écran lorsque vous ouvrez une ou la densité des couleurs. Si les profils ont été défi-
exemple l’élargissement du point, les valeurs colori- image, une conversion virtuelle est effectuée en nis sur une valeur de densité spécifique, des pro-
métriques et l’échelle de gris. Le respect de la norme tâche de fond sans modifier réellement le fichier. blèmes peuvent survenir en cas de différence avec
ISO 12647 est actuellement un gage de qualité. Dans Photoshop®, vous pouvez convertir vos fichiers les valeurs du profil idéal réel.
Nous insistons pour que les calibrages des écrans du format RVB au format CMJN et procéder à la
et des presses soient régulièrement effectués pour séparation en sélections avec toutes ses conséquences. Nous recommandons d’indiquer clairement les
conserver un niveau de qualité constant. paramètres qui doivent être corrects et les utiliser
Notre recommandation la plus importante est de comme un point de départ au début du processus
vous assurer que le profil ICC correct est utilisé et d’impression. Les différents opérateurs peuvent
de veiller à quel stade il doit être appliqué. Si une bien entendu déroger à ces paramètres s’ils sont
séparation en sélections est effectuée, cette infor- tous conscients des conséquences qui en découlent.
mation devra être communiquée à l’opérateur sui- Pour pus d’informations à ce sujet, consultez le
vant dans le flux de production. Sinon, il ignorera paragraphe « Problématiques de la photogravure en
les changements apportés en amont et risquera fonction du type de papier» au début de ce chapitre.
d’effectuer une nouvelle compensation.
46 — Art Workshop Chapitre 2 — La photogravure
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2 — La photogravure Art Workshop — 47
MUNKEN LYNX ROUGH 120 g/m²
Chapitre 2:3
Les profils ICC
Les différents types de profils ICC
Une grande partie de ce guide est dédiée aux profils Ces paramètres correspondent dans les grandes Plus un profil est précis et mieux les écarts seront
ICC. La raison en est très simple : les principales lignes aux paramètres que la norme ISO 12647 est corrigés. Ainsi, un profil générique aura besoin
opérations d’ajustement de la photogravure sont censée garantir, mais ceux-ci peuvent varier même d’être sécurisé par d’autres moyens (impression
maintenant prises en charge par les profils ICC de s’ils sont strictement garantis et contrôlés. Dans d’une épreuve réelle sur une presse ou mobilisation
sortie papier. Même si les profils ICC sont normali- chaque flux de production, certaines tolérances de l’expérience acquise lors de travaux d’impression
sés, les principales problématiques et paramètres de sont acceptées et également définies par la norme antérieurs). Notez qu’une épreuve virtuelle sur un
base de traitement de l’élargissement du point et de ISO. La compréhension des variations normales écran n’est pas très utile, car les étapes de gestion
la couverture en encre totale, etc., sont accessibles dépend également, dans une certaine mesure, de de l’image après son affichage sur l’écran de l’ordi-
à toutes les personnes qui créent le profil réel. Ain- l’expérience acquise dans le domaine du traitement nateur ne sont pas prises en compte.
si, plusieurs profils seront disponibles pour un type des supports imprimés. Il est donc essentiel de par-
de papier et seront plus ou moins spécifiques à un venir à un consensus précoce sur le niveau de quali- Nous recommandons d’utiliser autant que possible
type de papier, et plus ou moins adaptés aux diffé- té voulu et les écarts tolérés par rapport à une des profils spécifiques, et si des profils plus géné-
rents procédés d’impression. Les profils ICC se épreuve validée. riques sont utilisés, de les tester pour vérifier leur
déclinent dans plusieurs catégories : les profils d’en- fonctionnement et leur aptitude à respecter le
trée des appareils photos ou des scanners, les pro- Un élément important consiste également à définir niveau de qualité que vous souhaitez atteindre.
fils d’affichage pour les écrans d’ordinateurs et les dans quelle mesure le profil choisi gérera l’environ-
profils de sortie pour l’impression et l’épreuvage. nement d’impression choisi. Cet aspect est encore Il est important de rappeler que l’utilisation d’un
Nous allons nous concentrer sur les profils de sortie plus important si les profils sont appliqués sans profil générique ne signifie pas que les résultats
papier. contrôle de l’imprimeur ou s'il reçoit un document seront toujours de moins bonne qualité, mais sim-
prêt à imprimer au format CMJN. plement qu’ils seront plus difficiles à prévoir. Nous
Les profils ICC de sortie sont uniques pour chaque recommandons également d’effectuer un contrôle
type de papier et, par conséquent, il est nécessaire Aucune catégorisation n’a été définie pour les pro- final de l’imprimeur par rapport aux profils à utili-
de comprendre les variables de base définies par les fils ICC de sortie papier, mais nous pouvons distin- ser parce que le but du profil est de corriger l’envi-
profils ICC de sortie papier disponibles. guer deux grandes familles : ronnement d’impression en association avec un
type de papier spécifique.
Les profils ICC standard
Profils ICC de sortie papier —— Presses et types de papier indifférenciés : les Comparez le résultat de l’impression entre deux
En ce qui concerne les profils ICC de sortie papier, profils génériques prennent en charge toutes profils ICC non couchés sur les pages 56 et 57.
il est impératif de déterminer le niveau de spécifici- les presses offset et tous les types de papier.
té. Plus simplement parlant, un profil générique doit Si les profils sont développés dans un
pouvoir être utilisé avec n’importe quelle presse et environnement certifié ISO, le processus sera
type de papier. Un profil spécifique sera ajusté à une mieux défini.
presse et une qualité de papier spécifiques.
Les profils partiellement spécifiques
Chaque profil aura un niveau de généralisation qu’il —— Presse standard et qualités de papier spécifiques :
est déterminant de connaître. L’utilisation d’un pro- les profils génériques prennent en charge toutes
fil ne garantit pas l’absence de problèmes. Un profil les presses offset mais une qualité de papier
ICC de sortie papier est strictement défini pour l’en- spécifique. Si les profils sont développés dans
vironnement dans lequel il a été développé. Chaque un environnement certifié ISO, le processus
écart aura un impact sur la précision de la compen- sera mieux défini.
sation et le résultat ne pourra pas être prédit à 100 %. —— Presses spécifiques et tous types de papier : les
profils génériques prennent en charge une presse
Les profils seront spécifiques ou génériques en fonc-
offset spécifique et un type de papier défini.
tion des critères suivants :
Profils spécifiques
—— Le type du papier (couché ou non couché,
—— Un profil spécifique prend en charge une
qualité du papier, papier couché léger (LWC),
presse offset spécifique et une qualité de
grammage, etc.)
papier spécifique.
—— Le procédé d’impression et de calibrage, l’état
—— Presse et qualité de papier spécifiques avec
CTP, les paramètres et les plaques d’impression,
adaptation au projet : en plus d’être spécifique,
les blanchets, l’encre, etc.
il est également adapté pour, par exemple, une
demande particulière ou une image spécifique.
48 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Chapitre 2:3
Les profils ICC
Profils ICC génériques
et spécifiques
Les profils ICC ont été développés et sont utilisés Ces choix doivent être effectués avec soin car ils Une mise en garde s’impose cependant : les
dans différentes situations. Plusieurs choix sont seront intégrés dans la photogravure pour adapter épreuves couleur pour une impression sur papier
donc possibles lors de la création et l’utilisation certaines caractéristiques du papier. non couché peuvent être trompeuses dans la
du profil. mesure où il est parfois difficile d’y reproduire les
À un stade ultérieur, lors de l’utilisation des profils retouches de photogravure effectuées pour tenir
Quand un profil est créé, plusieurs choix d’essai pour effectuer les séparations en sélections CMJN compte de l’élargissement du point, du papier, des
sur le CTP et sur la presse sont à faire : réelles à partir du mode RVB, une option permet nuances, de la définition, de la linéature de trame et
de gérer les couleurs en dehors de l’espace colori- d’autres paramètres. Cette prudence est particuliè-
—— Linéature de trame métrique CMJN : rement de mise si l’épreuve est tirée sur un support
—— Contrepression différent, présentant une surface très lisse ou cou-
—— La valeur de densité —— Méthode perceptuelle chée. La perception des couleurs de l’image sur
—— Compensation du type de papier CTP —— Méthode relative l’épreuve ne sera pas la même que celle du résultat
—— Méthode relative avec compensation du imprimé.
Si vous utilisez un logiciel de création de profils, point noir
vous aurez accès à un choix plus étendu : La meilleure solution consiste bien entendu à
Nous n’entrerons pas dans le détail de chaque effectuer le tirage de l’épreuve sur la presse et sur le
—— Couverture totale en encre : exprimée en méthode, nous souhaitons simplement indiquer papier qui serviront au tirage effectif. Vous disposerez
pourcentage avec l’utilisation de la méthode qu’elles sont importantes et influenceront le résul- ainsi d’une référence idéale pour décider des ultimes
GCR/UCR (niveau léger, modéré ou lourd) tat final sur le papier. Les variations au niveau des retouches à opérer en photogravure et sur le film
—— Compensation avec des azurants résultats sont souvent influencées par les différents afin d’obtenir un résultat final conforme vos attentes.
—— Gestion du gris neutre choix effectués à ce stade. Même si cette façon de procéder pourra sembler
—— Définition par défaut du mode perceptuel coûteuse, elle s’avérera bien souvent la plus avanta-
ou relatif Épreuves couleur geuse, surtout pour les grands tirages dans la mesure
—— Nombre de bits utilisés pour créer le profil Après le choix du profil ICC, il est de bonne pra- où elle prévient les erreurs et dissipe les malenten-
tique de produire systématiquement une épreuve dus résultant de bons à tirer délivrés sur examen
couleur avant que l’imprimeur ne mette le travail d’épreuves trompeuses produites par d’autres
sur presse afin de vérifier que chaque détail du tra- méthodes.
vail présente l’aspect voulu. La production
d’épreuves se fait normalement sur un certain type Au bout du compte, choisir systématiquement
d’équipement numérique qui peut habituellement l’option la moins chère entraîne parfois des coûts
être ajusté pour obtenir le résultat final sur le insoupçonnés.
papier choisi. Dans la plupart des cas, une épreuve
virtuelle (à l’écran) peut également être envisagée.
DONNÉES IMAGE AJUSTEMENT DES CONVERSION POUR IMPRESSION
IMAGES LES SUPPORTS DE
SORTIE
PROFIL DE LA PROFIL DU SÉPARATION EN COURBES DE IMPRESSION SELON LES
SOURCE RVB MONITEUR SÉLECTIONS PAR COMPENSATION DU RECOMMANDATIONS
LES PROFILS ICC DE PAPIER
SORTIE PAPIER
Chapitre 2 — La photogravure Art Workshop — 49
MUNKEN POLAR 150 g/m²
Chapitre 2:4
Les flux de production
— Le délai de réalisation est très court dans le domaine de la production
graphique grâce aux nouveaux processus de travail et systèmes de flux de
production. Ils constituent un nouveau défi de contrôle du processus, mais aussi
au niveau de la garantie d’une qualité initiale optimale. Il est très important de
ne pas perdre les informations entre les étapes du processus et se rappeler
l’impact du papier sur le résultat.
Les flux de production
et la gestion des couleurs
Concernant le papier, des outils très performants Les deux innovations les plus importantes, outre la Les retouches des images et de photogravure
sont disponibles et capables de garantir que les percée des ordinateurs et des logiciels, a été le déve-doivent être effectuées avant le traitement CTP ou
types de papier pourront être intégrés dans le flux loppement de la norme d’impression industrielle confiées en partie ou complètement au système
de production. Ils intègrent toutefois des principes ISO 12647 et le développement d’un espace colori- CTP. La compensation la plus répandue dans le sys-
et des procédures qui doivent être compris et pris métrique CIE Lab commun, qui est géré par les tème CTP est la compensation d’élargissement du
en charge. Il s'agit notamment de la norme d’im- profils ICC. point. Il est important de noter qu’aujourd’hui,
pression ISO 12647, les profils ICC et le système presque tous les systèmes CTP possèdent une série
CTP. La norme ISO 12647 définit la partie principale du de courbes dites de compensation ou de paramètres
flux de gestion des couleurs, mais limite l’ajuste- de types de papier qui compenseront l’image selon
Tout au long du processus de production, le projet ment à cinq catégories de papier prédéfinies et ne l’un des cinq types de papier ISO. Il est également
passe d’une étape à une autre. fournit aucun détail sur la gestion des couleurs. Les possible de créer des courbes de compensation du
profils ICC ne définissent pas le processus ou le flux point spécifiques à l’imprimante utilisée. Si aucun
Il convient donc de définir clairement les exigences de travail, mais la visualisation et la représentation autre paramètre n’est sélectionné, les images subi-
de ces étapes et de les communiquer afin de garan- des couleurs sur différents supports. Ils permettent ront automatiquement cette compensation de type
tir la qualité finale souhaitée. également d’ajuster les couleurs à chaque support. de papier.
Ils sont utiles pour ajuster les images à chaque type
Cette partie du chapitre traitera principalement des et qualité de papier. Les imprimeurs utilisent Le profil ICC et le type de papier occupent une
processus internes de photogravure et d’impression, actuellement en grande majorité des systèmes de place de premier plan dans l’ensemble du processus
mais les exigences liées aux documents et aux flux de production spécifiques afin de rationaliser de photogravure. Le type de papier doit être déter-
images doivent bien entendu être communiquées le processus. Les flux de production peuvent égale- miné avant d’effectuer les opérations photogravure.
à tout le monde. ment intégrer la norme ISO 12647 ou des profils Une méthode de plus en plus courante consiste à
ICC spécifiques, mais cela diffère d’un imprimeur confier le travail de compensation aux courbes de
La gestion des couleurs dans un flux de production à un autre. compensation CTP pour le processus d’impression
se traduira par la standardisation à un niveau aussi et de confier la compensation du point aux profils
élevé que possible, mais aussi par la gestion des ICC. Vous pouvez également simplement effectuer
paramètres qui varient entre les différentes produc- CTP et types de papier la compensation d’un papier spécifique pour le type
tions. Le type d’image et le type de papier utilisé Quand un document est prêt, approuvé et que sa de papier ISO. Les profils ICC réalisent ensuite la
sont deux paramètres très variables. La question est mise en page est terminée, il peut être préparé pour compensation finale en cas de différences entre la
de déterminer dans quelle étape ils sont traités et l’impression. Il peut être imprimé en numérique sur qualité du papier spécifique par rapport au papier
de connaître la méthode de prise en charge utilisée. une imprimante laser ou à jet d’encre. S’il doit être du standard ISO.
imprimé en offset, il est transféré vers le système
Un flux de production et de gestion des couleurs CTP (Computer to Plate) qui marque la fin de l’exis- Nous vous conseillons de vérifier le type de com-
comprend les éléments suivants : tence numérique des images. Le système CTP se pensation de photogravure qui va être effectué et
compose d’un générateur RIP (raster image proces- d’évaluer son impact sur le système CTP.
—— Un procédé de production défini (par exemple, sing) et d’une imageuse de plaques. Le générateur
ISO 12647). RIP convertit les informations numériques de sorte Si la compensation de photogravure est effectuée en
—— Des outils de gestion des couleurs comme les que l’imageuse de plaques puisse les exploiter. amont, par exemple, sur les images incorporées
courbes de compensation ou les profils ICC. dans un fichier PDF, vérifiez les paramètres qui en
—— Un système de flux de production ou processus Comme nous l’avons vu auparavant, une image peut seront affectés par le type de papier dans le système
(système unique ou ensemble de processus de être enregistrée dans deux modèles chromatiques CTP.
travail défini). différents : RVB ou CMJN. La prise en charge est
assurée à plusieurs étapes du processus. Le système
CTP convertit toutefois les images au format CMJN
en fin de parcours. L’imageuse de plaques CTP utili-
sera des faisceaux laser ou de lumière UV pour
« imprimer » l’ensemble du document sur quatre
plaques d’aluminium (une pour chaque couleur pri-
maire). Il s’agit de plaques d’impression réelles utili-
sées par la presse offset.
La compensation de la photogravure finale a lieu
dans le flux de travail CTP et aucune autre modifi-
cation ne peut être effectuée sur la plaque ensuite.
Les images sont fixées et vous devrez les remplacer
par d’autres images si vous souhaitez apporter des
modifications.
50 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Chapitre 2:4
Les flux de production
La norme ISO
Les normes connaissent actuellement un certain L’un des paramètres est le papier, en particulier
engouement dans tous les secteurs d’activité pour les types de papier, la couleur ou les paramètres
garantir et stabiliser la production et la qualité. optiques et la surface du papier. Les cinq types de
Elles jouent également un rôle clé dans le dévelop- papier standard définis dans la norme ISO 12647
pement continu de l’industrie graphique. sont les suivants :
La norme ISO 12647 intitulée « Technologie gra- 1 — Papier couché brillant sans bois
phique – Contrôle des procédés de production de 2 — Papier couché mat sans bois
séparation couleurs tramées, d’épreuve et d’impres-
sion professionnelle » traite du procédé offset dans 3 — Papier couché brillant en bobine
son deuxième chapitre. 4 — Papier blanc non couché
Il s’agit d’une norme d’impression destinée à garan- 5 — Papier jaunâtre non couché
tir une qualité d’impression stable et prévisible.
Aujourd’hui, la plupart des imprimeurs peuvent Les catégories 4 et 5 concernent le papier non cou-
obtenir cette certification et un nombre croissant ché et sont généralement prises en charge dans le
d’imprimeries entreprend des démarches pour l’ob- processus par le système CTP. Les imprimeurs uti-
tenir. Le client final possède ainsi la garantie de lisent parfois un profil ICC pour la compensation,
profiter d’une norme uniforme et satisfaisante, mais quelle que soit la qualité du papier, et ensuite les
cela ne signifie pas toujours qu’une qualité optimale paramètres du type de papier par défaut.
est atteinte. L’objectif principal reste de garantir
une impression stable et prévisible. Il est toutefois Si aucun type de papier n’a été choisi, le système
utile de l’avoir quand une contrainte spéciale est CTP utilisera le type de papier par défaut qui se
imposée. En principe, il ne devrait y avoir aucune traduit généralement par une compensation pour
différence dans la qualité d’impression entre une le papier couché. Dans ce cas, si vous réalisez des
image imprimée dans une imprimerie et une autre. tirages sur du papier non couché, la photogravure
sera définie pour un type de papier incorrect.
La norme vise à définir et à décrire une série de
paramètres de processus primaires qui ont un Nous vous recommandons vivement de calibrer et
impact sur le processus et le résultat final comme de contrôler correctement tous les procédés d’im-
de suggérer des objectifs et des valeurs à atteindre.pression. Des méthodes autres que les certifications
complètes selon la norme ISO 12647 sont aussi dis-
Elle couvre l’ensemble du processus, de la réception ponibles.
du document numérique, en passant par votre
écran, les épreuves et les versions imprimées, aux Si les procédés sont automatisés, la création d’une
procédés d’impression et au contrôle de la qualité. base de référence identique apparaît incontournable
Elle prend également en compte la température de pour garantir une bonne communication.
couleur de la lumière de l’observateur utilisée lors
de l’analyse des images. Elle définit les cibles à
atteindre et les différences qui auront un impact
lors de la tentative de parvenir à un résultat final
déterminé.
Chapitre 2 — La photogravure Art Workshop — 51
MUNKEN POLAR 150 g/m²
52 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Références des images
– Comparez les résultats des
différentes techniques utilisées
en amont de l’impression
Optimisation de l’image
p. 54 reproduction aussi fidèle que possible de l’original
p. 55 niveaux de saturation et de contraste plus élevés
Profil ICC non couché
p. 56 avec un profil Munken Polar
p. 57 avec un profil ICC ISO non couché
Profil ICC couché
p. 58 avec un profil Munken Polar
p. 59 avec un profil ICC ISO couché
Séparation des couleurs en sélections
p. 60, 62 avec une couverture en encre totale de 260%
p. 61, 63 avec une couverture en encre totale de 320%
Trames
p. 66 trames conventionnelles et hybrides
p. 67 trames conventionnelles et stochastiques
Noir et blanc/bichromie/trichromie
p. 68 Noir et blanc en CMJN
p. 69 niveaux de gris, bichromie et trichromie
Séchage de l’encre
p. 70 encres UV dans une presse H-UV
p. 71 oxydation normale de l’encre sur une presse conventionnelle
Chapitre 2 — La photogravure Art Workshop — 53
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image a été ajustée pour reproduire aussi fidèlement que possible l’original. Trame : 150 lpp.
Couverture en encre totale : 260%. Aucun ajustement de l’image RVB. Pour plus d’informations,
consultez la page 43.
54 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image a été préparée pour acquérir de nouvelles qualités comme un niveau de contraste et de
saturation des couleurs élevés. Trame : 150 lpp. Couverture en encre totale : 260%. Pour plus
d’informations, consultez la page 43.
Chapitre 2 — La photogravure Art Workshop — 55
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image a été séparée en CMJN avec un profil ICC spécialement développé pour Munken Polar.
Trame : 150 lpp. Couverture en encre totale : 260%. Pour plus d’informations, consultez la page 48.
56 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image a été séparée en CMJN avec un profil ICC ISO V2 non couché.
Trame : 150 lpp. Couverture en encre totale : 300%. Pour plus d’informations,
consultez la page 48.
Chapitre 2 — La photogravure Art Workshop — 57
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image a été séparée en CMJN avec un profil ICC spécialement développé pour Munken Polar.
Trame : 150 lpp. Couverture en encre totale : 260%. Pour plus d’informations, consultez la page 48.
58 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image a été séparée en CMJN avec un profil ICC ISO pour papier couché.
Trame : 150 lpp. Couverture en encre totale : 320%. Pour plus d’informations, consultez la page 48.
Chapitre 2 — La photogravure Art Workshop — 59
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Ces quatre images illustrent une séparation en quatre sélections de couleurs avec un GCR modéré
et une couverture en encre totale de 260 %. Pour plus d’informations, consultez la page 36.
60 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Ces quatre images illustrent une séparation en quatre sélections de couleurs avec un GCR modéré
et une couverture en encre totale de 320 %. Pour plus d’informations, consultez la page 36.
Chapitre 2 — La photogravure Art Workshop — 61
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image résulte de la séparation en quatre sélections de couleurs avec une couverture en encre totale de 260 %,
un GCR (TIC) modéré de 260 %. Pour plus d’informations, consultez les pages 36 et 60.
62 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 150 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image résulte de la séparation en quatre sélections de couleurs avec une couverture en encre totale
de 320 %. GCR (TIC) modéré de 320 %. Pour plus d’informations, consultez les pages 36 et 61.
Chapitre 2 — La photogravure Art Workshop — 63
MUNKEN POLAR 150 g/m²
64 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 170 g/m²
Vous souhaitez
voir les effets de
différents types
de trames sur
un papier non
couché ?
Consultez les pages 66 et 67.
Chapitre 2 — La photogravure Art Workshop — 65
MUNKEN POLAR 170 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Trame conventionnelle de 100 lpp. Trame conventionnelle de 133 lpp.
Ces trois images illustrent une image avec trois trames
différentes.
Les images représentées sur la page opposée illustrent
une image avec quatre trames différentes. Pour plus
d’informations sur les différentes trames, consultez
les pages 34 et 35.
Trame hybride.
66 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 170 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Trame conventionnelle de 150 lpp. Trame stochastique de 30 μ.
Trame conventionnelle de 175 lpp. Trame stochastique de 20 μ.
Chapitre 2 — La photogravure Art Workshop — 67
MUNKEN POLAR 170 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Noir et blanc en CMJN.
68 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 170 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Noir et blanc en niveaux de gris. Noir et blanc en bichromie (noir + Pantone 430).
Noir et blanc en trichromie (noir + noir + Pantone 430).
Chapitre 2 — La photogravure Art Workshop — 69
MUNKEN POLAR 170 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image est imprimée avec des encres UV sur une presse H-UV. Couverture en encre totale de 320%.
Pour plus d’informations, consultez la page 80.
70 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 170 g/m²
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
L’image est imprimée avec un niveau d’encre/d’oxydation normal sur une presse conventionnelle.
Couverture en encre totale de 260 %.
Chapitre 2 — La photogravure Art Workshop — 71
MUNKEN POLAR 170 g/m²
Pouvez-vous
différencier une
image correctement
retouchée lors de
la photogravure
sur un papier non
couché d’une image
qui ne l’est pas ?
Découvrez la réponse aux pages 58 et 59.
72 — Art Workshop Chapitre 2 — La photogravure
MUNKEN POLAR 170 g/m²
Chapitre 2 — La photogravure Art Workshop — 73
74 — Art Workshop Chapitre 3 — L’impression
Chapitre
– L’impression
3
Nous abordons ici une étape essentielle dans la production de
l’imprimé, le procédé d’impression. Les ajustements des images
sont achevés, le profil ICC approprié a été choisi, les corrections
résultant de la vérification de l’épreuve couleur ont été effectuées
et le bon à tirer délivré. L’étape suivante, appelée imposition,
consistera à disposer correctement les pages du projet dans la
feuille. On produira ensuite le film et la plaque d’impression, en
omettant même l’étape du film dans le cas d’un système CTP
(computer to plate), on confectionnera les stéréotypes dans le
cas de la flexographie ou on passera directement à l’impression
sur une presse numérique.
Ce guide étant consacré au papier non couché, nous allons
mettre en exergue les ajustements qui sont particulièrement
importants avec ce type de papier.
Chapitre 3 — L’impression Art Workshop — 75
MUNKEN POLAR 170 g/m²
76 — Art Workshop Chapitre 3 — L’impression
MUNKEN POLAR 170 g/m²
La puriste
– Katja Viklund
Une impression réussie se résume souvent à un concept aussi
abstrait qu’un flux de production fluide. Le flux englobe le
papier, les encres, l’imprimante et l’opérateur.
Katja Viklund supervise l’exécution de la presse Komori
Lithrone S40 depuis plusieurs années et le flux n’a plus aucun
secret pour elle. Elle sait aussi qu’il faut de la confiance et de
l’expérience pour contrôler une presse d’imprimerie. Son
équipe peut imprimer 100 000 feuilles en quatre couleurs sur
les deux faces en un seul passage. Pour préserver sa cadence
de travail, Katja profite de son temps libre pour faire du fitness
intense, et cela plusieurs fois par semaine.
Chapitre 3 — L’impression Art Workshop — 77
MUNKEN POLAR 170 g/m²
78 — Art Workshop Chapitre 3 — L’impression
MUNKEN POLAR 170 g/m²
Chapitre 3 — L’impression Art Workshop — 79
MUNKEN POLAR 170 g/m²
Chapitre 3:1
Procédés d’impression
— Quel que soit le procédé d’impression que vous allez choisir, votre maquette
et vos images vont maintenant être transposées sur le papier. Le choix entre
différents procédés d’impression est déterminé par le volume à imprimer,
le coût, les opérations de façonnage à effectuer et la qualité exigée. Dans ce
chapitre, nous allons aborder les procédés d’impression courants. Nous avons
mis en évidence les facteurs les plus importants à considérer lors de la
réalisation de tirages sur du papier non couché.
Offset Offset feuilles
L’offset est le procédé d’impression prépondérant L’offset, feuilles et roto, est le procédé d’impression Afin d’éviter tout maculage, de la poudre est pulvé-
dans le secteur et se décline en plusieurs variantes, le plus courant. Les techniques modernes per- risée sur les feuilles afin d’éviter tout contact entre
toutes basées sur le principe de la lithographie, qui mettent de l’utiliser avec toutes sortes de papiers, elles. Cette technique crée également une couche
joue sur la répulsion mutuelle de l’eau et de l’encre. couchés ou non couchés. L’offset feuilles couvre un d’air entre les feuilles qui permet à l’encre de
C’est la raison pour laquelle on parle parfois d’offset large spectre de travaux, des tirages les plus confi- sécher. Il est important d’utiliser une poudre très
humide. dentiels aux plus gros, mais toujours avec des résul- grenue, sinon les petits grains peuvent rester coin-
tats de haute qualité. Pour toutes ces raisons ainsi cés dans la structure rugueuse du papier non cou-
Le processus se déroule de la manière suivante : que pour les larges possibilités qu’elle offre en post- ché et éliminer la couche d’air avec le risque de
l’encre est transférée sur le papier par l’entremise production, on l’utilise volontiers pour le tirage de créer une image terne.
d’un cylindre revêtu d’une feuille de caoutchouc publications publicitaires, d’affiches et de livres.
appelée blanchet, sur lequel l’image à imprimer a Lorsque les feuilles imprimées sont placées sur des
été reportée (offset en anglais) par la plaque d’im- En schématisant à l’extrême, l’impression offset palettes pour sécher, il y a un risque de maculage si
pression. Pour être opérante, la plaque d’impression feuilles consiste à placer une rame de feuilles de les feuillets sont empilés sur une hauteur excessive.
a été préalablement exposée pour que certaines de papier à l’entrée du processus, à les alimenter dans Il est donc essentiel de faire des palettes de faible
ses parties acceptent l’encre en repoussant l’eau et la machine et à récupérer les feuilles imprimées à hauteur jusqu’à ce que l’encre ait complètement
d’autres repoussent l’encre et acceptent l’eau. Les la sortie. séchée.
points d’encre fixés dans les parties oléophiles et
hydrophobes sont transférés sur le blanchet puis Il va sans dire que de nombreuses opérations ont
sur le papier. lieu dans l’intervalle : la buse d’aspiration prélève le Impression offset feuilles UV
papier feuille à feuille et l’introduit dans la presse.
Certaines presses feuilles possèdent des systèmes
Les principes de base de l’offset sont identiques, La feuille passe ensuite par un ou plusieurs groupes de séchage par UV qui sèchent ou durcissent l’encre
quel que soit le type de presse ou les techniques imprimants. Une unité de couleur ou d’encre est instantanément. Ces systèmes évitent les problèmes
utilisés. Les principales différences résident dans la donc nécessaire par couleur et le nombre d’unités courants liés au séchage et au maculage. L’utilisa-
cadence, la finition et les niveaux de qualité. Nous d'impression varie, mais quatre unités sont néces- tion de ce type de presse reste marginale en raison
allons aborder ces aspects fondamentaux et décrire saires pour créer une image en quadrichromie. des difficultés de manipulation de l’encre et de la
ces principes dans leurs grandes lignes ainsi que chaleur dégagée par la presse. Les nouvelles tech-
leurs interactions avec le papier. Cependant, même si seulement quatre couleurs niques UV en cours de développement minimisent
sont réellement nécessaires pour créer une image, ces problèmes et pourraient avoir un impact signifi-
Les principaux types de procédés d’impression les presses possèdent actuellement davantage d’uni- catif sur l’impression à feuilles dans les années à
offset sont les suivants : tés d’impression. L’utilisation de presses à 5, 6, 8, 10 venir.
ou même 12 couleurs est répandue. Certaines de
—— Offset feuilles ces presses peuvent imprimer recto / verso en Ces nouvelles techniques sont en plein essor et vont
—— Offset roto avec sécheur même temps. Les quatre premières couleurs sont permettre d’effectuer d’importants progrès dans
—— Offset roto sans sécheur d’abord imprimées sur le recto, puis, avec l’aide d’un l’impression et la qualité d’impression. De ce fait,
tambour de retournement situé au centre de la plusieurs parties de ce guide seront peut-être moins
L’impression offset est utilisée pour l’impression presse, les pages sont retournées et imprimées au utiles dans l'avenir! L’encre UV durcit directement
monochrome et quadrichrome (en utilisant une ou verso. Ces presses sont souvent appelées presses à ce qui signifie que l’élargissement du point est infé-
quatre couleurs). Dans l’impression offset, une unité retiration. Il est également possible d’ajouter du ver- rieure et qu’aucun problème de séchage ne se pro-
d’encre par couleur est nécessaire, mais il est égale- nis et/ou une couleur indexée et les couleurs PMS duira. Les deux principaux problèmes des presses
ment possible d’ajouter des couleurs supplémen- simultanément. Les travaux d’impression sophisti- actuelles seront alors éliminés.
taires et du vernis, ce qui augmente les possibilités qués et complexes peuvent ainsi être réalisés sur la
de ce type de procédé. Ces principes seront décrits même presse en un seul passage. Comparez le résultat d’une impression offset feuilles
de manière plus approfondie dans le chapitre suivant. conventionnelle à une impression offset feuilles UV sur
Les possibilités de contrôle et de réglage de l’im- les pages 70 et 71.
pression dans une presse offset feuilles sont égale-
ment étendues et permettent d’obtenir un niveau
de qualité élevé. Les unités sont réglées pour déter-
miner la quantité d’encre à transférer à la plaque
d’impression, puis pour donner une valeur de densi-
té donnée, par couleur. La contrepression est égale-
ment ajustée (pression entre les deux cylindres où
le papier passe).
L’encre utilisée dans l’impression offset feuilles doit
normalement sécher pendant un certain temps par
un phénomène de pénétration dans la feuille et
d’oxydation. Les feuillets sortent généralement
d’une presse feuilles une par une et doivent sécher
individuellement sur une palette. Étant donné que
le temps de séchage peut atteindre 24 heures ou
plus, certaines précautions doivent être prises en
considération.
80 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3 — L’impression Art Workshop — 81
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3:1
Procédés d’impression
Impression offset roto avec
et sans sécheur Flexographie
Pour les très gros tirages (publicités, presse quoti- En flexographie l’impression s’opère « en relief », Dans l’impression offset traditionnelle, les coûts de
dienne ou hebdomadaire), la rotative (offset roto) à la manière d’un tampon, la différence de niveau calage sont élevés, en raison du coût des plaques et
est le procédé le plus répandu. L’impression en entre les parties imprimantes en relief et les parties des délais de démarrage importants. Le prix par
continu à partir de papier en bobines ne permet non imprimantes en creux permettant de reproduire copie est initialement élevé, mais diminue si le
cependant pas d’obtenir un niveau de qualité aussi l’image. On utilise pour ce faire des clichés en poly- nombre de copies augmente. Dans le passé, et encore
élevé que l’impression feuilles et utilise générale- mères ou en caoutchouc portant l’image en relief actuellement, l’impression numérique est principa-
ment des papiers de plus faible grammage. Les pos- que l’on fixe sur un cylindre. La flexographie est lement utilisée pour les petits tirages, mais les pos-
sibilités de façonnage sont également plus limitées. une variante de la typographie. sibilités se sont accrues avec l’amélioration de la
L’avantage majeur du procédé se situe au niveau du technologie et de la qualité.
coût par unité des gros tirages, considérablement Le procédé flexographique s’emploie pour les tirages
plus bas qu’en impression feuilles. au format de la bobine et à très grandes vitesses. L’écart de prix entre l’impression numérique et l’im-
Permettant d’imprimer sur presque tous les supports, pression offset tend toutefois à s’estomper en raison
En impression offset roto, le papier est chargé sur on l’utilise souvent dans l’industrie des emballages d’une capacité croissante et de coûts d’impression
un dérouleur en continu et passe à grande vitesse à et pour la fabrication de livres. Les papiers non inférieurs. Avec l’impression à jet d’encre en parti-
travers tous les éléments de la presse rotative. Les couchés se prêtent parfaitement à l’impression culier, les développements de ces dernières années
presses rotatives offset se partagent en deux grandes flexographique. se sont focalisés sur une vitesse d’impression accrue,
catégories : avec et sans sécheur. et aujourd’hui, la capacité d’une presse à jet d’encre
est comparable à celle d’une presse offset feuilles.
Dans ces deux types de presses, l’impression et les Impression numérique
opérations de façonnage sont effectuées en ligne. L’impression numérique est un terme générique qui L’impression numérique s’est également orientée
Les principales différences entre les deux types de recouvre toute une série de procédés d’impression, vers des modèles économiques révolutionnaires.
presses concernent le mode de séchage de l’encre et où le transfert du texte et des graphismes s’opère L’utilisation de données variables permet notam-
dans une certaine mesure de la qualité requise. La désormais sans support intermédiaire tel que les ment d’exploiter de manière plus efficace les sup-
vitesse de production impose de grandes contraintes plaques d’impression. L’information source peut ports imprimés. Au lieu de réaliser une production
à l’encre qui doit sécher le plus rapidement possible être régénérée à chaque exemplaire imprimé, ce qui et une distribution de masse, les supports de mar-
pour ne pas maculer. permet de remplacer à la volée des passages de textes keting direct peuvent être personnalisés ou ciblés
et des illustrations sans affecter la vitesse d’impres- par groupe. Cette méthode permet ainsi de réduire
Les presses avec sécheur utilisent des sécheurs ou sion. Les informations modifiées sont appelées le volume total de supports et d’obtenir un taux de
des sources de lumière ultraviolette pour sécher « données variables ». Utilisée correctement, cette réponse plus élevé.
l’encre. La qualité du résultat est bonne et l’impres- méthode permet d’accroître sensiblement la valeur
sion sur papier non couché ne pose pas de problème. ajoutée de l’imprimé. L’autre avantage de l’impression numérique est ce
Certaines presses bobines utilisent des encres UV qu’on appelle communément la production à la
spéciales qui ne sèchent pas dans des conditions Deux procédés d’impression numériques sont large- demande, ce qui signifie qu’au lieu de produire un
normales, mais qui durcissent très rapidement en ment répandus, l’impression laser ou xérographie, nombre élevé de copies, par exemple, un livre en
cas d’exposition aux rayons ultraviolets et évitent à base de toner distribué par des charges électrosta- une seule fois, la production initiale peut être plus
tout risque de maculage ou d’autres problèmes de tiques pour transférer l’impression, l’autre, l’impres- restreinte et complétée par des tirages supplémen-
séchage. sion à jet d’encre, à base d’encre liquide où de fines taires , en fonction de la demande à un moment
gouttes d’encre liquide sont pulvérisées à la surface donné. De cette façon, les coûts de stockage seront
Sur les presses sans sécheur, on utilise un autre du papier. D’autres techniques existent aussi et se plus faibles et le risque de se retrouver avec un
procédé pour sécher l’encre, le séchage par absorp- distinguent d’une manière ou d’une autre de ces nombre important d’invendus est éliminé. Sous sa
tion. Cette méthode impose le choix d’encres à deux procédés d’impression numérique prépondé- forme extrême, la production à la demande peut
séchage rapide. Il est donc essentiel de vérifier si le rants (presse HP Indigo, par exemple). consister à produire et à distribuer des copies indi-
papier est compatible avec ces encres et s’il les fixe viduelles d’un livre après son achat sur un site de
correctement. En raison de l’utilisation d’une encre Même si les procédés d’impression numérique pos- vente en ligne par le consommateur.
à séchage rapide, la qualité d’impression est égale- sèdent des différences qui imposent des critères
ment souvent inférieure à celle obtenue avec une particuliers au papier par rapport aux méthodes L’impression numérique possède également une
presse avec sécheur dans les tirages de journaux ou d’impression traditionnelles comme l’impression place précise dans l’environnement bureautique.
de livres monochromes. offset et la flexographie, le développement tech- Que ce soit sous la forme de petites imprimantes de
nique des imprimantes numériques et des qualités bureau ou plus volumineuses, nous sommes une
En impression offset roto, les deux faces du papier de papier s’oriente vers la multi-fonctionnalité. La grande majorité à tirer parti au quotidien des avan-
sont souvent imprimées simultanément blanchet à plupart des nouvelles presses d’impression numé- tages des techniques d’impression numériques pour
blanchet. Dans ce type de presse, le blanchet du rique peuvent prendre en charge une gamme éten- imprimer nos documents.
côté recto jouera, côté verso, le rôle de cylindre de due de papiers, et de nombreux papiers sont, en
pression, et réciproquement, si bien que vous ne plus des procédés d’impression traditionnels, égale- Dans les paragraphes suivant nous décrirons deux
pouvez pas définir la pression d’impression de chaque ment compatibles avec un ou plusieurs procédés procédés d’impression numériques largement
face individuelle. Cela diffère d’une presse à retira- d’impression numérique. répandus; la xérographie ou impression laser et
tion feuilles, où chaque face est imprimée séparé- l’impression à jet d’encre, en ayant en perspective
ment. Comme pour l’impression feuilles, l’utilisa- L’impression numérique présente notamment l’impression sur papier non couché. Nous aborderons
tion de papier non couché requiert une couverture l’avantage de comporter de faibles coûts de démar- également la pré-impression en offset.
en encre plus importante. rage. En principe, le coût par copie ne change pas
en fonction du nombre de tirages.
82 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3:1
Procédés d’impression
Les procédés numériques à
encre liquide : l’impression
à jet d’encre La pré-impression en offset
Comme son nom l’indique, l’impression à jet La chaleur joue un rôle essentiel dans le processus Tout le monde connaît les formulaires destinés à
d’encre consiste à projeter l’encre en gouttelettes d’où l’importance de la teneur en humidité du l’établissement de bilans, de factures ou autres,
sur le papier pour former les points de l’image à papier. Une humidité excessive entraînera en effet incluant des « données variables », c’est-à-dire des
l’aide d’une imprimante. une importante évaporation qui occasionnera un textes et des chiffres personnalisés en fonction
gondolage et un tuilage des feuilles. Un papier trop d’une cible précise. Ces documents sont le plus sou-
Les imprimantes à jet d’encre se répartissent en sec, à l’inverse, causera des problèmes d’électricité vent tirés sur une presse numérique monochrome,
deux catégories. La première regroupe les impri- statique. les textes et les chiffres en noir étant imprimés sur
mantes dites « à jet d’encre continu ». Cette tech- des feuilles ou des bobines de papier préimprimé en
nique consiste à générer les gouttelettes d’encre La conductivité du papier joue également un rôle couleur, tirés une première fois avec le logo de l’en-
sous haute pression et à les guider par charges élec- important : une valeur inadéquate empêchera le treprise par exemple, sur une presse convention-
trostatiques. La deuxième catégorie d’imprimantes toner d’accrocher au papier. La conductivité du nelle. Cette méthode est appelée préimpression.
exploite la technique dite du « jet d’encre contrôlé » papier dépend en partie de sa teneur en humidité.
où les gouttes sont additionnées une par une à la En préimpression, il est essentiel de choisir un
demande. Le jet d’encre contrôlé est la technique Ne perdez pas de vue que la température d’impres- papier non couché se prêtant aux deux procédés
la plus employée pour les imprimantes de bureau sion peut fortement varier d’une machine à une d’impression. Il en est de même de l’encre. Comme
et de textes, le jet d’encre continu convenant mieux autre et que certaines utilisent des systèmes ther- avec les autres procédés numériques, la teneur en
aux impressions plus élaborées et nécessitant une miques impliquant un contact direct avec le papier humidité du papier est un facteur à surveiller. Le
vitesse supérieure. La technologie du jet d’encre tandis que d’autres non. Cette diversité implique tirage en offset des formulaires préimprimés
évolue rapidement : l’offre actuelle s’étend des qu’une teneur en humidité incorrecte pourra se sol- implique une mise en contact du papier avec la
petites imprimantes domestiques bon marché aux der par des effets très divergents suivant le type de solution de mouillage et l’encre, qui fera augmenter
imprimantes grand format de très haute qualité ain- machine utilisé. sa teneur en humidité. Si la teneur en humidité du
si qu’à des machines de grande capacité. D’autres papier vierge est élevée, avant l’adjonction de la
progrès sont en gestation. Pour maintenir la teneur en humidité du papier à solution de mouillage, des problèmes risquent de se
un niveau adéquat, au niveau d’équilibre atteint par produire en aval, au stade de l’impression numérique.
La plupart des types de papier non couchés surfa- acclimatation à la papeterie ou chez le fournisseur,
cés conviennent pour les différents procédés d’im- il est capital de bien refermer l’emballage après Pour cette raison, nous recommandons d’adopter la
pression jet d’encre. L’encre liquide et relativement usage et de réguler le taux d’humidité ambiante plus faible proportion de solution de mouillage pos-
fluide impose des contraintes au papier en termes dans la salle des machines. Vérifiez également si la sible lors du passage initial en offset, même si le
d’absorption et de séchage. Le papier non couché teneur en humidité du papier est compatible avec le papier est conçu pour la préimpression.
normal est très absorbant et la projection des gouttes type de machine utilisé. Les différents types de
d’encre y produira un effet comparable à l’élargisse- papier sont parfois associés à des fichiers « scripts » Pour en savoir plus sur l’impression numérique
ment du point en offset. Pour autoriser un bon ren- permettant de garantir leur congruence avec les de la gamme Munken Design, visitez le site
du des détails, la surface du papier devra par consé- réglages de la presse. Ce procédé d’impression www.arcticpaper.com/digitalprint.
quent faire l’objet de traitements visant à favoriser numérique produit un effet dessiccatif sur le papier
l’absorption de l’encre et son séchage. qu’il conviendra de prendre en compte avant la
postproduction.
L’impression numérique à Le papier non couché se prête à merveille à l’im-
base de toner : la xérographie pression numérique à toner sec, la poudre n’étant
pas absorbée dans le papier et ne posant donc pas
et l’impression laser de problème d’élargissement du point. Il est en
Les imprimantes laser et les photocopieurs utilisent outre possible de travailler avec une couverture en
des techniques d’impression numériques dérivées encre plus importante qu’en offset et par conséquent
de la xérographie. Elles utilisent une poudre sèche, d’obtenir un meilleur rendu de l’image.
le toner, de la couleur à imprimer. Le nombre de
couleurs varie selon les machines, certaines n’utili- Il n’est pas recommandé cependant d’utiliser du
sant que le noir (monochromes) d’autres plusieurs papier non couché trop rugueux, surtout pour l’im-
couleurs. pression couleur, dans la mesure où les techniques
actuelles ne permettent pas d’appliquer le toner de
Le procédé xérographique utilise des charges élec- manière uniforme sur un papier présentant une
triques pour créer l’image. Le toner est chargé élec- surface trop grenue.
triquement tandis que les zones à imprimer sur le
papier reçoivent une charge de polarité inverse à D’autres procédés d’impression numériques
celle du toner de manière à attirer les particules de emploient du « toner mouillé », autrement dit de
poudre et à former l’image. Une fois la poudre en l’encre liquide, comme la presse HP Indigo. Le prin-
place, on la fixe sur le papier, généralement à l’aide cipe est le même qu’avec le procédé à sec, le trans-
d’une source de chaleur qui la fait fondre. Le toner fert de l’encre s’opère par charge électrostatique,
adhère ainsi à la surface du papier plutôt qu’il n’y mais dans ce cas précis en passant d’abord par un
pénètre. On peut le vérifier par le toucher en passant blanchet en caoutchouc, qui l’applique sur le papier.
le doigt sur la surface imprimée.
Chapitre 3 — L’impression Art Workshop — 83
MUNKEN PURE ROUGH 120 g/m²
84 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3 — L’impression Art Workshop — 85
MUNKEN PURE ROUGH 120 g/m²
Vous souhaitez
connaître le
niveau de
densité d’encre
le mieux adapté
au papier non
couché ?
Trouvez la réponse à la page 91.
86 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3 — L’impression Art Workshop — 87
MUNKEN PURE ROUGH 120 g/m²
88 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3 — L’impression Art Workshop — 89
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3:2
Impression offset et papier non couché
— Les imprimeurs possèdent une main d’œuvre qualifiée mais un niveau de connaissances et
d’expérience variables. L’impression sur papier non couché est perçue comme un processus simple
ou complexe selon les imprimeurs. Elle ne présente en fait pas plus de difficultés que l’impression
sur papier couché. Seuls quelques réglages de base spécifiques doivent être effectués.
Les principes de
l’impression offset
En guise d’introduction à l’impression sur le papier Afin de préserver le fragile équilibre encre-eau, la mouillage pour garantir une impression stable et
non couché sur une presse offset feuilles, il est judi- presse offset possède des rouleaux qui recouvrent la lisse. L’eau et le mélange final sont fondamentaux.
cieux de s’intéresser de plus près à son fonctionne- plaque d’impression d’eau et d’encre de façon très Les variations au niveau de la qualité de l’eau
ment. En s’appuyant sur les notions de base indi- précise et contrôlée. peuvent modifier très rapidement les conditions
quées dans les précédents chapitres, le papier non d’impression, même si la solution de mouillage ajou-
couché et les principales questions liées à la photo- La pression d’impression ou contrepression consti- tée reste constante. Une astuce consiste à vérifier
gravure, les recommandations qui suivent seront tue également un aspect important de cette tech- l’eau si la solution de mouillage interagit subitement
plus faciles à comprendre. nique. La feuille de papier passe dans les blanchets mal avec l’encre et le papier.
et un cylindre de contrepression. Le procédé d’im-
Le principe de base de l’offset est d’éviter que pression offset feuilles utilise généralement un Le procédé offset sec ou sans eau constitue une
l’encre à base d’huile et l’eau ne se mélangent. cylindre en acier. Dans l’offset bobines, il s’agit plu- alternative au procédé offset humide. La solution de
L’encre se sépare donc de l’eau. tôt du blanchet de l’unité d’impression opposée. Les mouillage est alors remplacée par des substances
couleurs utilisées dans le procédé offset sont les chimiques appliquées sur la plaque d’impression.
La plaque d’impression se compose de deux zones quatre couleurs CMJN (cyan, magenta, jaune et Cette technique reste toutefois encore marginale.
différentes : l’une attire l’huile et repousse l’eau tan- noir), souvent appelées couleurs quadri. Ces cou-
dis que l’autre attire l’eau et repousse l’huile. Dans leurs sont transparentes et appliquées en couches
le système CTP, l’une des zones de la plaque d’im- superposées, chaque couleur transparaissant à tra- Types d’encres
pression est brûlée. La plaque d’impression exposée vers les autres pour reproduire la gamme des cou- Si vous voulez repeindre votre maison ou peindre
possède donc deux surfaces différentes : une sur- leurs de l’image. un tableau, vous avez le choix entre différentes cou-
face prélève l’encre où l’image doit se trouver et leurs et types d’encres. Pour l’imprimeur, le choix
l’autre prélève l’eau où aucune impression ne doit
apparaître. L’encre est ainsi apposée exactement Interactions de l’eau, du type d’encre est plus important que la couleur
elle-même. La question de l’encre est une science
aux endroits appropriés sur le papier en laissant les de l’encre et du papier à part entière et on pourrait lui consacrer tout un
autres zones intactes. ouvrage. Nous allons donc nous contenter d’une
La mise en corrélation du papier, de l’encre et
courte introduction en développant notre point de
L’offset est un procédé d’impression indirect, autre- de l’eau dans la presse va générer toutes sortes vue à partir du papier.
ment dit la plaque d’impression ne transfère pas d’interactions.
l’encre directement sur le papier, mais sur un blan- Malgré la diversité des types d’encres disponibles,
chet intermédiaire qui applique l’encre sur le papier. Comme nous l’avons vu auparavant, les principes de
les procédés d’impression sur papier reposent sur
En outre, la surface souple du blanchet lui permet l’offset reposent sur la contrainte d’éviter tout
les quatre couleurs quadri CMJN (cyan, magenta,
de mieux suivre les surfaces de papier irrégulières. mélange entre l’huile et l’eau. Pour préserver cet
jaune et noir). Ces couleurs sont transparentes,
Le procédé offset doit son nom à cette technique équilibre, l’eau doit répondre à certaines caractéris-
c’est-à-dire que lorsqu’elles sont imprimées en
indirecte ou technique offset. tiques contrôlées avec précision. L’eau du robinet ne
couches superposées dans diverses tailles de
peut pas être utilisée en l’état. Elle doit être traitée
points, elles se mélangent optiquement et créent
et additionnée d’adjuvants qui contrôlent la viscosi-
une palette étendue de couleurs.
Le cylindre supérieur possède une plaque d’impression, té, le pH, la dureté et la conductivité. L’équilibre
qui prélève la solution de mouillage et l’encre d’impression eau-encre ne sera pas garanti si ces paramètres sont
(A). L’encre est libérée sur le blanchet du cylindre central Chaque procédé d’impression possède également
incorrects. L’eau traitée est appelée eau de mouillage.
(B), qui la transfère ensuite sur le papier. Un cylindre de son propre type d’encre. Des encres spéciales sont
contrepression est situé en bas (C). également disponibles en fonction de processus spé-
Comme nous l’avons également expliqué, l’encre et
cifiques de séchage et du support d’impression prévu.
l’eau ne doivent pas se mélanger même si ce risque
ne peut pas être complètement écarté. Des variations
La couleur de l’encre est constituée de petites parti-
mineures de l’équilibre de l’eau peuvent entraîner
cules de pigments solides.
A un mélange excessif de l’encre et de l’eau. Ce phéno-
mène est plus connu sous le nom d’émulsification.
Les encres utilisées dans les procédés d’impression
Il peut entraîner un certain nombre de problèmes,
offset sont à base de pigments. Elles se distinguent
comme une baisse de la qualité d’impression et un
par leur teneur en solvants et en adjuvants qui
temps de séchage prolongé. L’utilisation d’une eau
varie selon les techniques d’impression et d’autres
non conforme peut également provoquer la décom-
B position du papier et entraîner un peluchage ou un
contraintes. Le composant principal de l’encre est
le solvant (mélange d’huile minérale et d’huile végé-
maculage.
tale). Elle contient également d’autres ingrédients,
comme la résine, la cire, etc. Pour contrôler les pro-
Le papier doit également interagir avec l’eau et
priétés de séchage, des adjuvants comme le cobalt
l’encre. Il doit capter un certain volume d’eau pour
et le manganèse sont également utilisés.
maintenir un équilibre correct entre l’encre et l’eau
C et pour préserver la propreté des blanchets dans les
Le mécanisme d’impression offset est fascinant.
zones non imprimées. Il est important de trouver le
L’encre doit être capable de résister au contact
dosage eau-encre approprié pour chaque type et
de l’eau tout en préservant la liaison du pigment
qualité de papier.
à l’huile. Pour que l’encre sèche rapidement, la
concentration en pigments dans l’encre doit être
La solution de mouillage joue un rôle stratégique
la plus élevée possible afin de garder une épaisseur
dans le processus d’impression lithographique. La
de film d’encre très mince. L’encre offset contient
plupart des problèmes dans le domaine de l’impres-
généralement ± 25 % de pigments, alors l’encre
sion offset sont liés à un déséquilibre chimique
flexographique n’en contient que 10 à 12 %.
entre l’eau et l’encre. Par conséquent, nous recom-
mandons de contrôler soigneusement l’eau de
90 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3:2
Impression offset et papier non couché
Lorsque l’encre entre en contact avec le papier, La densité de l’encre permet de mesurer indirecte- La couverture en encre totale et la densité de l’encre
elle se divise en deux parties : le diluant (à base ment l’épaisseur d’encre réelle que vous appliquez sont donc étroitement liées et le problème d’encrage
d’huile minérale) pénètre rapidement dans le papier sur le papier. Elle est mesurée avec un équipement excessif ne doit pas être pris en charge au niveau de
et réduit le volume d’encre présent à la surface. spécial (densitomètre ou photospectromètre, par la presse, mais lors de la photogravure. Les problèmes
exemple). Ces dispositifs permettent de mesurer les d’encrage excessif surviennent généralement lors
Ce processus est appelé la prise de l’encre. Le pig- différences de densité de couleur entre le papier des procédés d’impression en quadrichromie car les
ment qui est lié à la résine et à l’huile végétale reste d’impression et chacune des quatre couleurs CMJN. couleurs sont imprimées par superposition.
en surface et sèche par oxydation (d’où l’importance Cela explique la présence des barres de couleurs
de l’air entre les feuilles imprimées). L’oxydation quadri ou bandes de couleurs, sur le bord de chaque Nous vous recommandons de conserver une couver-
des huiles est un processus lent qui prend plusieurs feuille imprimée. ture en encre totale relativement faible et une densité
heures et dépend de la température. relativement élevée. Si la couverture en encre est
La plage de densités dans l’impression offset est maintenue entre 250 et 260 %, la densité pourra
Le choix entre une encre à prise lente ou rapide comprise entre 0,0 et 2,0. Elle est nettement moins être augmentée de 0,2-0,3 unités ou plus par cou-
dépend du substrat. Une surface très ouverte étendue que dans les photographies analogiques, où leur selon les cibles de la norme ISO. Vous obtien-
comme le papier non couché nécessite une prise les densités peuvent atteindre 4,0. La norme ISO drez ainsi des images plus colorées, mais aussi une
plus lente (quantité de diluant ou d’huile minérale émet différentes recommandations et les impri- flexibilité accrue pour augmenter la densité sur la
inférieure) alors qu’un papier synthétique, qui meurs ont souvent leurs propres cibles. Pour chaque presse, si nécessaire.
exclut toute prise, nécessite une encre qui sèche profil ICC créé, une cible devrait également être
uniquement par oxydation. définie. Notez que la densité de l’encre diminue à Nous avons assisté au cours des dernières années,
mesure que l’encre sèche. La mesure de la densité à de nombreux développements dans la correspon-
Chaque encre possède une formulation unique pour directement sur la presse lorsque l’encre est encore dance des couleurs et le contrôle du procédé. L’ap-
répondre à la technique d’impression, au type de humide se traduira par une valeur plus élevée que proche habituelle de mesure des valeurs de densité
substrat et aux exigences particulières, comme le sur le support imprimé final. des couleurs quadri est moins précise que la
temps de séchage et de prise, la brillance, la résis- méthode Lab de mesure directe. Les spectromètres
tance au frottement et l’intensité de la couleur. Les Sur le papier couché, la couche de pigments reste qui mesurent en continu les valeurs Lab et commu-
fournisseurs d’encre proposent un choix étendu à la surface, de sorte qu’une densité élevée est très niquent ces données aux systèmes automatisés de
d’encres adaptées à chaque processus et permettant facile à obtenir même avec une quantité d’encre contrôle des presses, sont devenus abordables. Par
de répondre aux contraintes imposées par l’effet relativement faible. Sur le papier non couché, les conséquent, la méthode de mesure définie par CIE
final recherché. L’évolution actuelle en faveur d’une pigments d’encre sont absorbés. Pour obtenir des Lab s’est imposée comme une technique alternative
teneur plus élevée en pigments est intéressante et valeurs de densité d’encre équivalentes, il faudra de contrôle de la quantité d’encre sur le papier pen-
peut intensifier les couleurs avec un certain effet utiliser davantage d’encre. dant l’impression qui remplace la valeur de densité.
esthétique. La norme ISO 12647 est définie au niveau du labo-
Un faible niveau de densité est généralement ratoire CIE contrairement à la densité. Dans les
recommandé pour le papier non couché en raison années à venir, nous allons assister à une évolution
Densité de l’encre et du risque d’encrage excessif du papier. majeure vers la correspondance colorimétrique CIE
papier non couché Lab, tout simplement parce qu’elle est plus proche
Un papier avec un encrage excessif ne peut plus de la perception humaine.
L’œil humain est un organe très sensible qui peut
absorber d’encre, le temps de séchage peut être très
facilement distinguer une couleur plus dense
long et cela peut provoquer des risques de maculage.
qu’une autre. Comme nous l’avons vu auparavant, L’illustration ci-dessous représente une bande de contrôle
Si la photogravure a été correctement réalisée et des couleurs type utilisée pour vérifier la valeur de
les valeurs de densité conditionnent la densité réelle
que la couverture en encre totale est faible, l’effet de densité. Les bandes de contrôle des couleurs englobent
de la couleur. Cette question suscite souvent des
superposition sera réduit et le volume d’encre appli- toutes les couleurs utilisées dans le processus, comme
critiques virulentes parce que le moindre écart va
qué sur les zones à risque sera également inférieur. les couleurs CMJN et/ou Pantone, et affichent souvent la
devenir flagrant.
Le papier absorbera ensuite mieux l’encre sur la trame dans des tons moyens compris entre 40 et 50 % et
couche restante et une densité relativement élevée dans des tons supérieurs variant de 75 à 80 %.
Par conséquent, il s’agit d’un des facteurs les plus
sur le papier non couché pourra être obtenue sans
importants à prendre en compte lors de l’évaluation
risque d’encrage excessif.
d’un résultat d’impression. La densité de l’encre est
la mesure de l’épaisseur d’une couche d’encre sur le
papier. Plus la couche est épaisse et plus les cou-
leurs sont denses.
Start 100 5 95 25 75 50 50 75 25 95 5 100 100 5 95 25 75 50 50 75 25 95 5 100 cmy100 C+Y cmy50 M+Y cmy75 P C+M cmy25 Stop
X-Rite unified wedge PSO JCS2007 v1.0
Chapitre 3 — L’impression Art Workshop — 91
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3:2
Impression offset et papier non couché
Contrepression
La contrepression correspond à la pression entre varier, mais il est recommandé d’augmenter initiale- Deux aspects environnementaux influent égale-
le blanchet et le cylindre d’impression par lequel le ment la contrepression de 20 à 30 microns. Cette ment sur le temps de séchage : la température et
papier transite au niveau de la presse. La réduction valeur pourra être supérieure ou inférieure selon le l’humidité. Une température plus basse et un taux
de la distance entre les deux permet d’augmenter la cas. Toutefois, si une zone pleine manque d’homo- d’humidité relative supérieur vont augmenter le
pression et presse l’encre dans les irrégularités de généité et présente un effet marbré, il est judicieux temps de séchage. Par conséquent, il est important
la surface du papier. d’augmenter la pression. Une augmentation exces- de stocker les supports imprimés dans un environ-
sive de la pression risque d’accroître légèrement nement adapté pendant la phase de séchage.
Sur une presse moderne, une pression est normale- l’élargissement du point à un certain moment.
ment définie par défaut pour que la différence entre
L’illustration présente deux tailles de poudre
ces cylindres soit légèrement inférieure à celle de la
Exemple A : la contrepression est faible et l’encre ne antimaculage. La première est trop petite et ne crée pas
valeur d’épaisseur réelle du papier. Le caoutchouc l’espace nécessaire entre les feuilles imprimées. La
couvre pas toute la structure superficielle du papier.
souple utilisé pour fabriquer les blanchets crée une seconde affiche un grain plus grenu, qui crée un espace
pression sur le papier et contraint l’encre à couvrir suffisant pour éliminer le risque de maculage et créer
uniformément toutes les petites irrégularités pré- une couche d’air qui permet à l’encre de sécher
sentes à la surface du papier. correctement par oxydation.
Sur le papier non couché, les irrégularités superfi-
cielles sont plus marquées que sur le papier couché.
Les paramètres par défaut de la presse concernent
le papier couché. Les blanchets ne seront donc pas
en mesure de pousser l’encre dans les irrégularités
superficielles plus marquées et risquent de générer Exemple B : la pression est plus élevée et le blanchet
des points estompés et un effet marbré. souple suit la surface rugueuse du papier non couché .
L’encre recouvre toute la surface et presse également Séchage de l’encre et papier
Il est très important d’augmenter cette pression à l’encre sur le papier.
Comme nous l’avons vu auparavant, trois grands
un niveau où la totalité de la structure du papier procédés d’impression offset sont disponibles avec
sera correctement recouverte. Lorsque la contre- différentes techniques de séchage de l’encre. Nous
pression est augmentée, l’encre est également pouvons ajouter à cette liste, les encres UV qui dur-
mieux pressée dans le papier, ce qui améliore les cissent instantanément suite à une exposition à la
capacités de séchage. lumière UV. En impression offset bobines, le
séchage est un problème mineur en raison de l’utili-
La valeur par défaut dans une presse correspond sation de solutions spéciales qui sèchent l’encre.
souvent à 10 microns de moins que l’épaisseur du D’autres aspects importants doivent bien entendu
papier. La contrepression peut être modifiée en aug- être pris en compte, mais pour le papier non cou-
mentant la valeur de contrepression réelle. Dans
certains cas, il peut s’avérer plus facile d’entrer une
Poudre d’impression et stockage ché, les principales difficultés sont liées à l’impres-
épaisseur de papier inférieure sur la presse. Selon le après l’impression sion offset feuilles.
niveau de rugosité du papier, la valeur requise peut Les feuilles sortent les unes après les autres de la Avec le procédé offset feuilles, le séchage est cru-
presse et doivent sécher. De la poudre d’impression cial, car l’encre met un certain temps à sécher après
est pulvérisée sur les feuilles afin d’éviter tout contact l’impression et les caractéristiques de séchage
entre elles et tout risque de maculage pendant la dépendent de l’encre et du papier. La photogravure
phase de séchage qui peut varier entre 24 heures occupe une place essentielle dans le mode d’appli-
et plus. Une couche d’air est ainsi créée entre les cation de l’encre sur le papier et sur son séchage. Si
feuilles, ce qui favorise le séchage de l’encre par les opérations de photogravure ont été correcte-
oxydation. ment effectuées, le principal impact sur le séchage
avec le papier non couché sera lié au type d’encre
Il est important d’utiliser une poudre grenue pour utilisé.
éviter tout risque d’accumulation dans la structure
rugueuse du papier non couché et de destruction L’encre sèche en deux temps avec le procédé offset
de la couche d’air susceptible de générer une image feuilles : prise et oxydation. La prise implique l’ab-
terne. sorption des solvants d’encre par le papier en lais-
sant les pigments et les liants sécher en surface.
Lors du dépôt des feuilles imprimées sur des palettes L’oxydation des solvants signifie que les solvants
pour les faire sécher, un risque de maculage est pos- (huiles) seront oxydés à l’état sec suite à une réac-
sible si les feuilles sont empilées sur une hauteur tion avec l’oxygène.
excessive. Cela est lié à la pression générée au
niveau de la base des palettes. Il est donc essentiel Les différentes encres pour l’impression offset
de maintenir une faible hauteur au niveau des feuilles peuvent être classées par catégories, en
palettes jusqu’à ce que l’encre ait complètement fonction de la proportion de séchage effectuée par
séchée. prise et par oxydation.
Les encres à séchage sans oxydation, parfois appe-
lées « encres fraîches », sont destinées à ne pas
sécher dans la presse ou dans le bidon. Leur avan-
tage réside dans les temps de démarrage et d’arrêt
de la presse.
92 — Art Workshop Chapitre 3 — L’impression
MUNKEN PURE ROUGH 120 g/m²
Chapitre 3:2
Impression offset et papier non couché
Les encres qui sèchent partiellement par oxydation D’autres astuces judicieuses peuvent être prises en ou de jaune. L’examen des zones grisées des
sont appelées « encres semi fraîches ». Elles sèchentcompte lors de l’évaluation de la qualité d’impres- images permet de déterminer si l’équilibre
par oxydation sans toutefois sécher trop rapidement sion. La photogravure et l’impression sont destinées des couleurs a été correctement pris en
dans la presse ou dans le bidon. à prendre en charge plusieurs paramètres. Une prise charge.
en charge correcte de ces derniers vous permet
Les encres qui sèchent par oxydation sèchent prin- d’évaluer la qualité de l’impression sur le papier non
E — Détails dans les zones sombres : certains
cipalement ou complètement par oxydation et sont couché : détails ont-ils été perdus dans les zones plus
souvent appelées « encres à séchage par oxydation » sombres ? Sur le papier non couché, certains
ou « encres à séchage rapide ». A — Réalisme des couleurs : les couleurs de peau, détails de l’image seront inévitablement
les fruits, les arbres, le ciel, etc., sont faciles à perdus, mais une prise en charge appropriée
Le choix d’une encre implique souvent de parvenir reconnaître et doivent être fidèles à la réalité de l’élargissement du point peut pallier ce
à un compromis sur d’autres aspects, comme le si le réalisme est l’objectif poursuivi. risque.
temps de séchage, le nettoyage dans la presse ou la F — Détails fins: ils sont plus difficiles à
fonctionnalité et l’impression sur papier.
B — Clarté et luminosité des couleurs :
si l’élargissement du point n’est pas reproduire sur le papier non couché, mais
correctement pris en charge, les couleurs est-il possible de distinguer les détails les
Sur le papier non couché, nous déconseillons vive- plus fins ou les détails ont-ils été perdus et le
ment l’utilisation d’encres fraîches dans la mesure vives peuvent créer une légère sensation de
manque de netteté. contraste est-il trop faible ?
où l’oxydation constitue l’étape de séchage la plus
importante avec ce type de papier. Les encres qui C — La bande de contrôle des couleurs : le niveau G — Zones en surbrillance : si l’élargissement du
sèchent sans oxydation ont généralement besoin de densité est-il correct et assez élevé ? point est excessif, les points d’appui peuvent
d’une prise correcte au niveau du film or, avec le être augmentés à un niveau tel que les zones
papier non couché, le risque de prise incomplète
D — Tons gris neutres : les zones sensées être claires ne brilleront plus.
d’une partie de l’encre sur le papier non couché et grises affichent un soupçon de rouge, de bleu
H — Aplats : sont-ils uniformes et sans marbrures ?
que l’encre reste humide à la surface est important.
En l’absence de séchage par oxydation, l’encre peut
rester humide pendant un certain temps.
Vous trouverez ci-dessous une feuille de test utilisée
par Arctic Paper.
Vernis sur presse
L’application d’un vernis de presse est une méthode
de protection répandue d’un support imprimé, au
stade final ou en vue de la postproduction. Sur le
papier non couché, il est appliqué à des fins de pro-
tection mais l’effet visuel est pratiquement imper-
ceptible. Le vernis de presse peut être à base d’huile
H C
ou d’eau. A B A D
Le vernis de presse consiste à recouvrir la feuille
imprimée de vernis, qui peut être séché dans la
presse en utilisant une lumière infrarouge ou le
même procédé qu’avec l’encre normale. Il sèche
ensuite sur l’encre et la protège lors de la phase de G F E
postproduction. Il permettra également de protéger
la surface du papier sur le support prêt à imprimer. D
Il est important de se rappeler que l’unique effet
obtenu sur le papier non couché, est un effet protec-
teur. Il peut également altérer légèrement la teinte
du papier dans les zones non imprimées.
Qualité d’impression
sur le papier
L’évaluation de la qualité d’impression sur le papier
est une tâche complexe et entièrement subjective. Il
s’agit également d’une question de point de vue et
de profession. L’imprimeur, le graphiste et l’utilisa-
teur final ou le consommateur n’observeront pas le
produit final sous le même angle. L’important est
que le résultat final réponde aux attentes de tous les
acteurs. La compréhension commune de l’objectif à
atteindre est donc cruciale. La réalisation d’une
épreuve couleur est un excellent moyen d’avoir un
point de référence à un stade précoce du processus.
Chapitre 3 — L’impression Art Workshop — 93
94 — Art Workshop Chapitre 4 — La postproduction
Chapitre
– La postproduction
4
Un produit imprimé est rarement commercialisable lorsqu’il
sort de la presse. Il lui faut encore passer par la postproduction,
un terme générique désignant des éventuels effets créatifs,
le façonnage et la reliure, qui interviennent en aval de l’impression.
Elle exige cependant de prendre une série de décisions bien en
amont. En effet, les opérations qu’il conviendront d’effectuer
auront une incidence sur d’autres facteurs, notamment sur le
choix du papier.
Comme toujours, il est recommandé d’en fixer les modalités
le plus tôt possible. Nous allons à présent nous intéresser aux
méthodes de postproduction appliquées au papier couché.
Chapitre 4 — La postproduction Art Workshop — 95
MUNKEN PURE ROUGH 120 g/m²
96 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Le perfectionneur
– Dennis Johansson
Les finitions et la reliure sont essentiels pour obtenir de beaux
résultats. Un travail de postproduction et de façonnage bâclé
peut altérer la perception globale d’un produit imprimé.
Dennis travaille dans le domaine du papier depuis toujours.
Il a toujours aimé son travail et est ravi d’assister à l’évolution
du papier et à l’amélioration de sa qualité. La qualité du papier
joue un rôle central dans les opérations de postproduction
comme le dépôt de vernis, le rainage et la découpe. Fan de sport
depuis son enfance, Dennis reconnaît la valeur d’une équipe
solide dans le domaine sportif comme dans les ateliers
d’impression.
Chapitre 4 — La postproduction Art Workshop — 97
MUNKEN POLAR ROUGH 120 g/m²
98 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4 — La postproduction Art Workshop — 99
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4:1
Effets créatifs
Dans le processus de conception global, plusieurs techniques permettent de
—
rehausser l’aspect des supports, comme le film à chaud, le gaufrage et la
découpe à la forme. Ces opérations interviennent après l’impression, mais elles
doivent cependant être planifiées à l’avance et accompagnées d’une évaluation
des possibilités qui sont offertes. Ici nous présentons l’univers créatif dans le
domaine du papier.
Film à chaud Vernis
Le film à chaud est le dépôt sur le papier d’une Le vernis est avec le pelliculage l’un des procédés Les qualités de papier non couché peuvent être ver-
mince pellicule décorative appliquée à chaud par les plus couramment employés pour protéger la sur- nies aux UV pour rehausser l’effet, même si les
pression. La pellicule présente généralement un face d’un papier. L’application du vernis s’effectue effets peuvent être différents de ceux observés sur
aspect doré ou argenté mais il existe également des selon plusieurs méthodes, les plus répandues étant le papier couché. La porosité du papier non couché
finitions nacrées ou structurées. Ne jamais superpo- le vernis UV partiel sur presse sérigraphique, le ver- améliore la pénétration de vernis dans le papier, en
ser les feuilles et toujours attendre que l’encre ait nis total ou direct sur la presse à imprimer. détruisant l’effet visuel. Par conséquent, plusieurs
complètement séché avant de procéder au dépôt du couches sont nécessaires. La première couche
film à chaud pour éviter les problèmes d’adhérence. Le vernis a deux finalités : la protection et l'embel- (amorce) joue le rôle de barrière alors que la couche
lissement de l'imprimé. La première ne devrait pro- supérieure fait office de vernis.
Il est conseillé d’utiliser la poudre anti-maculante duire aucun effet visuel, mais conférer des proprié-
avec parcimonie lors de l’impression. Cette recom- tés d’étanchéité pour éviter la décoloration et Dans la mesure où le vernis total d’une feuille est
mandation s’applique également à d’autres tech- favoriser une finition rapide et le pliage. La deu- souvent décevant, le vernis UV partiel est recom-
niques de postproduction, comme le vernis ou le xième finalité est destinée à créer un effet visuel mandé. Cette méthode permet d’appliquer le vernis
pelliculage. Il est parfois nécessaire de retirer la marqué ou d’autres types de vernis offrant d’autres sur certaines zones du papier, comme une image ou
poudre en faisant passer la feuille dans une presse effets (libération d’odeurs/de senteurs parfumées, un logo. Vous ne devez pas vous attendre à obtenir
d’impression sans encre ou eau. La poudre est variation selon le niveau de chaleur ou effet nacré) des résultats spectaculaires et originaux avec le ver-
ensuite captée par les blanchets en caoutchouc. sont courants. nissage par retouches UV sur le papier non couché.
Il est toutefois essentiel d’amorcer au préalable la
Dans le contexte de la dorure, de nouvelles tech- Le vernis peut être appliqué de plusieurs façons, feuille et d’appliquer une ou plusieurs couches de
niques permettent à présent de combiner la dorure la technique la plus simple consiste à utiliser une vernis pour obtenir un résultat parfait.
et le gaufrage, ou d’utiliser différentes quantités de presse avec du vernis (c.-à-d. de l’encre incolore).
pigment pour obtenir une dorure teintée. Les couches de vernis peuvent être imprimées Le pliage après le dépôt d'un vernis pose parfois des
comme n’importe quelle autre image, à la seule problèmes. Le vernis étant plutôt dur et moins
différence que les couches de vernis sont générale- flexible que le pelliculage, le pliage du papier risque
Gaufrage ment minces (3 g/m²) et que l’effet visuel est minime. d’occasionner une cassure à la couche supérieure.
Le gaufrage crée des différences de niveau ou reliefs Cette technique donne toutefois de bons résultats On préviendra ce problème en rainant le papier à
sur la surface du papier dans un but décoratif. pour les vernis de protection où la difficulté consiste l’endroit du pli.
L’empreinte est appliquée sur une estampeuse à à obtenir une épaisseur spécifique constante, car
aucun moyen ne permet de déterminer facilement
l’aide d’une matrice ou plaque à gaufrer.
l’épaisseur du vernis, comme avec un densitomètre, Impression en relief
On distingue fondamentalement deux types de gau- par exemple. Pour ce procédé, la presse doit être complétée par
frage : le gaufrage en relief et le gaufrage en creux. un module d’impression en relief à chaud avec four.
Le gaufrage en relief consiste à créer le motif déco- Aujourd’hui, le dépôt du vernis est souvent réalisé Après l’impression normale, une poudre chimique
ratif en surélevant des parties du papier par rapport dans une unité de vernis en ligne dédiée. Il s’appa- est répandue sur l’encre fraîche déposée sur la
à la surface avoisinante. Le gaufrage en creux forme rente davantage à la technique de la flexographie feuille. La feuille ainsi conditionnée passe dans le
le motif en créant des dépressions dans la surface qu’à l’impression offset. Le vernis peut être une four où l’encre et la poudre fusionnent et se dilatent
du papier. Le gaufrage sculpté permet de créer diffé- émulsion à base d’eau (dispersion acrylique) durcie pour créer un relief après séchage et solidification.
rents niveaux. Plus sophistiquée, cette méthode avec un couteau à air chaud pour fournir un Le procédé est également appelé thermogravure et
nécessite l’emploi de plaques à gaufrer. Lorsque l’on séchage instantané. permet l’utilisation de toutes les couleurs du nuan-
commande une plaque à gaufrer, il est important de cier Pantone. L’impression en relief convient sur-
bien préciser le type de papier que l’on a l’intention Cette technique crée une couche de vernis très tout pour la reproduction de traits fins et de textes.
d’utiliser et les effets que l’on souhaite. Le type de homogène grâce à l’anilox, qui fournit un débit Il n’est logiquement pas possible d’appliquer un gau-
papier revêt une importance cruciale pour le gau- constant au niveau du système. L’effet visuel est peu frage ou appliquer un film à chaud sur une impression
frage. Un papier épais et souple donnera normale- marqué et la couche de vernis possède une épais- en relief ni d’imprimer en relief sur une dorure à chaud.
ment les meilleurs résultats. seur moyenne (10 g/m² humide correspond à 6 g/m² L'impression en relief est surtout utilisée pour les
à sec). Les vernis à l’eau offrent un rendu souple et cartes de visite et les invitations à des cérémonies.
La résistance du papier est un autre critère impor- brillant qui ne pose aucun problème de pliage et de
tant qu’il faut prendre en compte. À ce point de vue, reliure ultérieurs. Le vernis de gaufrage est une autre méthode qui
les papiers sans bois sont généralement recomman- offre les mêmes effets. Cette technique est plus lar-
dés étant donné leur meilleure résistance à l’éclate- Un vernis sérigraphique peut être appliqué sur n’im- gement répandue pour les pages de couverture et
ment. Pour prévenir le risque de rupture du papier, porte quel substrat en couches très épaisses. Le ver- les titres. Le vernis est appliqué lors de la sérigra-
il est essentiel de le gaufrer en appliquant une pres- nis peut être à base d’eau, de solvants ou durci aux phie sur les textes et les logos qui ont d’abord été
sion adéquate. Le gaufrage requiert des essais sur le UV. Le durcissement aux UV fournit un séchage imprimés sur une presse conventionnelle.
type de papier à utiliser. Il convient à cette fin d’éta- instantané en formant une couche de vernis très
blir de bonnes relations de collaboration avec l’im- dure susceptible de se fissurer lors du pliage. La couverture de ce guide est décorée avec un vernis
primeur et le graveur de plaque avant de procéder de gaufrage pour rehausser le graphisme.
au gaufrage. À noter également que gaufrage sur Le vernis UV nécessite souvent l’application d’une
papier couché est plus difficile à réaliser en raison amorce sur le papier non couché. Cette amorce (à
du manque de souplesse de sa surface. base d’eau) est souvent appliquée dans un système
de vernissage flexographique en ligne, tel que décrit
Une nouvelle technique de gaufrage a été récem- ci-dessus. Toutes les techniques permettent d’effec-
ment introduite sur la base de la découpe au laser. tuer des retouches de vernis, la méthode flexogra-
Au lieu de découper complètement le papier, le laser phique étant la plus coûteuse à cause des plaques
le coupe partiellement pour créer un bas-relief. flexographiques 3D.
100 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4:1
Effets créatifs
Pelliculage Découpe à la forme
Le pelliculage consiste à déposer une fine pellicule La découpe à la forme est souvent utilisée pour
de polyester sur la surface du papier. Cette méthode rehausser l’aspect, la présentation ou le message
donne de bons résultats sur le papier non couché. d’un produit imprimé. On utilise une presse avec
Comme le vernissage, elle procure une meilleure une matrice spéciale pour découper la forme sou-
protection contre les salissures et l’usure ainsi haitée dans le papier, fenêtre ronde dans la couver-
qu’une meilleure résistance au pliage. ture révélant une partie de page intérieure, ou
encoches permettant d’indexer des dossiers. La
Le pelliculage ne procure pas le même fini de sur- découpe à la forme est également utilisée pour créer
face que le vernissage. Le résultat dépendra en par- des étiquettes autocollantes tout en laissant le sup-
tie du matériau utilisé. Il en existe en finition mate, port intact. Actuellement, les motifs et les formes
brillante ou structurée. Le choix sera guidé par la complexes peuvent être découpées à l’aide de la
rugosité du papier. technique laser.
Pour le pelliculage de papier non couché, vous
obtiendrez les meilleurs résultats en choisissant un Perforation de trous
papier à grain fin. Une surface trop rugueuse s’oppo- La perforation de trous à la lisière du document
sera en effet à la bonne adhérence de la pellicule et permet de le ranger dans un classeur à anneaux.
pourra produire un voile laiteux et grisâtre, surtout En arts graphiques, on utilise à cette fin une perfo-
sur les surfaces sombres. ratrice spéciale assez différente des modèles de
bureau.
Comme pour le vernis, il importe de veiller à ne pas
vaporiser trop de poudre anti-maculante durant le
processus d’impression. Les excédents risquent en Perforation
effet de nuire à la bonne adhérence du film et d’alté- La perforation est un système de prédécoupe du
rer l’aspect de l’imprimé. papier fréquemment employé pour permettre
aux utilisateurs de détacher plus facilement des
Il existe deux sortes de films de pelliculage : les pages, coupons, talons et autres souches. L’opéra-
films prédécoupés et les films à découper pendant tion consiste à percer une suite de petits trous et
le processus. Avec le papier non couché, il est géné- s’effectue souvent sur une presse à plat équipée
ralement préférable d’employer des films non prédé- d’une règle à perforer ou à l’aide d’un filet raineur,
coupés, sauf s’il s’agit d’imprimés tirés sur presse un outil qui ressemble un peu à une lame de
numérique. En effet, le silicone et le toner présents scie dentée.
dans les encres des presses numériques empêchent
le film d’adhérer convenablement. Dans ce cas utili-
sez des films prédécoupés en appliquant une tempé-
rature élevée.
Ne perdez pas de vue que le papier réagit aux chan-
gements de température et d’humidité ambiante,
mais pas le film de pelliculage. De ce fait, procéder
au pelliculage avant que l’encre soit complètement
sèche ou dans des conditions d’humidité ambiante
anormales pourrait poser des problèmes.
Le contrecollage est une variante du pelliculage qui
consiste à coller ensemble plusieurs feuilles pour
constituer une entité plus épaisse. En collant par
exemple deux feuilles de 150 g/m² ensemble, on
obtiendra une nouvelle feuille d’un peu plus de 300
g/m² (la colle pesant également quelques grammes).
Plusieurs matériaux peuvent être utilisés pour ce
faire : carton, papier fort, film de plastique ou
feuille de métal.
La couverture de ce guide est pelliculé mat pour
offrir de la robustesse et une protection supplémentaire
afin de résister à un usage répété.
Chapitre 4 — La postproduction Art Workshop — 101
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4:2
Façonnage
— La plupart des sites de production sont dotés d’une ligne d’assemblage et vous
devez généralement attendre le stade final pour apprécier réellement le résultat
de tous les efforts qui ont été mis œuvre. Dans une production graphique, la
reliure constitue la dernière phase du processus. Les feuilles imprimées et
la couverture sont alors reliées pour créer un livre, un magazine ou un autre
type d'imprimé.
Reliure de livre Reliure
Avant d’aborder les opérations et les techniques La phase finale consistant à rassembler les pages avant d’encoller la couverture. On rogne
de reliure, de rainage et de pliage, il est nécessaire en un livre ou un autre produit imprimé est appelée d’abord les pages intérieures à la bonne
de revenir au stade précédant le tirage sur presse, reliure. La reliure regroupe plusieurs opérations à dimension, selon que la couverture est souple
c’est-à-dire l’imposition. L’imposition consiste à l'aide d'un large éventail de méthodes. Nous allons ou rigide. La reliure cousue convient pour tous
organiser les pages les unes par rapport aux autres passer en revue les plus courantes et aussi faire les types de papier dans la mesure où l’on
pour qu’elles apparaissent dans le bon ordre. Le quelques remarques relatives à la combinaison de n’emploie pas de colle pour assembler les
nombre de pages qu’il est possible de disposer sur différentes qualités de papier dans un livre. feuillets et les cahiers. Cette technique a été
une même feuille varie selon la taille de la presse et utilisée pour réaliser cette brochure, mais avec
le format de l'imprimée. Selon les cas, on pourra en Comme nous l’avons vu, le papier est très sensible un dos ouvert. Elle est souvent désignée sous le
disposer 4, 8, 16, 32 ou 64 pages dans la feuille. aux variations d’humidité. Si pour une quelconque nom de reliure française.
Les pages devront être positionnées convenablement raison, différentes qualités de papier sont réunies —— La piqûre par soudure combine le principe de
pour se succéder dans le bon ordre dans le produit fini. dans un livre, il est important de s’assurer que le la reliure cousue et de la reliure collée. Chaque
taux d’humidité de tous les cahiers est identique. cahier est agrafé au dos à l’aide d’un fil en
Sinon, la couverture du livre sera pliée, le livre se
Rainage et pliage gondolera ou ses bords s’abîmeront.
plastique qui fond avec la colle. Une fois que
tous les cahiers ont été agrafés, on les colle à la
Le pliage peut être divisé en deux processus dis- couverture. Le papier non couché se prête bien
tincts : le pliage des pages intérieures et le pliage —— La piqûre, ou l'agrafage, est la technique de à cette technique comme à celle de la reliure
de la couverture. reliure la plus courante et la moins onéreuse : sans couture, dans la mesure où la colle
on l’utilise principalement pour la confection pénètre facilement dans les feuilles et garantit
Le pliage des pages intérieures de l'imprimé est réali- de brochures et d’autres imprimés simples. ainsi une excellente adhérence des cahiers au
sé dans une plieuse au moyen d’un chargeur comme Outre son faible coût, cette méthode a le dos de la couverture.
avec la presse d’imprimerie et les sections à plier mérite d’être rapide, facile à exécuter et de
sortent à l’autre extrémité.
—— La reliure spirale se décline en plusieurs
convenir à tout type de papier. Les feuillets de variantes : la reliure en serpentin de fil
l’imprimé et la couverture sont réunis par un métallique, la reliure spirale classique et la
Le feuillet est normalement imprimé et plié, tel que fil métallique en forme d’agrafe qui les traverse
mentionné ci-dessus, en 4 à 64 pages par feuille reliure spirale plastique CBG. Ces techniques
de part en part, comme des documents de ont en commun de prévoir, avant la reliure
imprimée, le nombre le plus courant étant 16 ou 32. bureau. Cette méthode de piqûre se décline en
Plus le nombre de pages est élevé, plus le nombre de proprement dite, un rognage à bonnes
deux variantes principales : la piqûre à cheval dimensions des feuillets et la perforation de
plis effectués est important assorti d’un risque et la piqûre à plat. En piqûre à cheval, les
accru de cassure au niveau des plis. Pour y remé- trous à leur lisière. La reliure spirale,
agrafes traversent les feuillets à l’endroit du pli, disponible en différentes couleurs et formes,
dier, le papier doit être coupé dans les plis pour lais- en piqûre à plat elles passent de la face
ser l’air s’échapper et permettre de plier le papier. formant un dos ou non, est ensuite engagée
supérieure à la face inférieure du fascicule. dans les trous.
Selon le grammage, l’indice de bouffant et le nombre
—— La reliure sans couture, ou reliure dos carré
de pages, la prise en compte correcte de cet aspect
collé (thermoplastique), est une méthode
jouera un rôle plus important. Il est facile d’évaluer
ce risque en testant différents types de papiers avec
courante pour relier brochures et livres avec Rognage
un nombre de pages variable. une grande pagination. Les papiers non Dans la plupart des chaînes de production, le
couchés s’y prêtent à merveille dans la mesure rognage final représente l’ultime opération. Au
Il est particulièrement important de respecter le où ils absorbent bien la colle et garantissent cours du processus, les feuilles ont déjà été rognées
sens de la fibre pour que le livre puisse être ouvert ainsi une bonne adhérence. Il existe de à plusieurs reprises selon la taille et la méthode de
et refermé sans difficulté. Si la fibre n’est pas paral- nombreux types de colle en fonction de finissage mais pas encore au format exact. Une fois
lèle au dos, les pages risquent de se dilater et d’em- l’équipement et du papier choisis. Certaines l'imprimé et relié, les pages doivent encore faire
pêcher que le livre se referme correctement, ce qui techniques d’impression numérique appliquent l’objet d’un rognage final pour égaliser les bords
n’est certainement pas l’effet recherché. des huiles ou des cires siliconées sur le papier et leur donner un aspect attrayant.
pour conférer des propriétés hydrofuges à l’eau
Le pliage de la couverture implique généralement ou à la colle. Des types de colle spécifiques
un pliage pour obtenir 4 pages au final. La couver- doivent alors être utilisés pour éviter que les
ture est également généralement en papier ou en pages des livres se détachent. Le procédé de
carton avec un grammage élevé et, le papier est dos carré collé consiste à assembler d’abord les
parfois si épais qu’il peut être difficile de le plier feuillets intérieurs du produit imprimé en
sans provoquer des fissures et des irrégularités. cahiers puis d’en couper le dos sur trois
Le risque commence avec un grammage de papier millimètres environ. On enduit ensuite de
d’environ 150 à 170 g/m2. Il est toutefois variable colle le dos des feuillets et on y applique la
selon la qualité du papier utilisé. Pour y remédier, couverture. Ce procédé est souvent employé
on raine le papier avant de le plier. L’opération pour la reliure de livres de poche à couverture
consiste à écraser le papier à l’aide d’un filet souple ou cartonnée.
raineur le long du pli. —— La reliure cousue, est la méthode de reliure la
plus solide et la plus ancienne mais également
Il est particulièrement important de rainer le papier la plus coûteuse. Prenez un livre ancien dans
partout où des images ou des aplats traversent le votre bibliothèque et examinez la reliure.
pli, c’est-à-dire aux endroits où les fissures suscep- Presque à coup sûr, vous constaterez qu’il a été
tibles de se former seront particulièrement visibles. relié à l’aide de fil de lin. Avec cette méthode,
Pour les procédés d’impression impliquant une des- on réunit les feuillets pliés en cahiers dans le
siccation du papier, dans les presses numériques, bon ordre et au lieu de les assembler par
par exemple, il est recommandé de rainer les
collage ou par agrafage, on les coud ensemble
papiers même de faible grammage avant de les plier.
102 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4 — La postproduction Art Workshop — 103
MUNKEN POLAR ROUGH 120 g/m²
104 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4 — La postproduction Art Workshop — 105
MUNKEN POLAR ROUGH 120 g/m²
Vous vous-êtes
déjà demandé
comment
effectuer des
retouches de
vernis optimales
sur un papier
non couché ?
Trouvez la réponse à la page 100.
106 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4 — La postproduction Art Workshop — 107
MUNKEN POLAR ROUGH 120 g/m²
108 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4 — La postproduction Art Workshop — 109
MUNKEN POLAR ROUGH 120 g/m²
110 — Art Workshop Chapitre 4 — La postproduction
MUNKEN POLAR ROUGH 120 g/m²
Chapitre 4 — La postproduction Art Workshop — 111
MUNKEN POLAR ROUGH 120 g/m²
112 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Maintenant
vous avez
parcouru tous
les chapitres.
Ci-dessous, vous
trouverez un
rappel des points
essentiels.
Voir page 114.
Résumé — Aide-mémoire Art Workshop — 113
MUNKEN PURE 150 g/m²
Aide-mémoire
Points clés
— Le contenu de ce guide peut être synthétisé en quelques lignes. Vous pouvez
utiliser ces informations pour ne rien oublier ou en guise d’introduction pour un
point qui vous intéresse. Pour bien comprendre chaque conseil fourni, nous vous
invitons à lire l’intégralité du guide.
Le papier et les images Encre et eau de mouillage Temps de séchage
—— Les ajustements des images peuvent améliorer —— Utilisez le type d’encre correct pour le papier —— L’environnement de séchage, la température et
la qualité perçue. Pensez à augmenter la afin d’éviter des temps de séchage prolongés, l’humidité dans la presse et l’environnement
saturation et le contraste. des risques de maculage et des problèmes de de stockage après impression influencent
—— La couverture en encre totale effectuée dans machinabilité. Il est recommandé d’utiliser significativement le temps de séchage de
le cadre des retouches de photogravure doit une encre adaptée aux papiers non couchés ou l’encre. Si la température est trop basse et que
être diminuée pour répondre aux contraintes couché mat qui sèche par oxydation. Les le taux d’humidité relative est trop élevé, le
du papier non couché. Vérifiez que le profil encres universelles peuvent être utilisées, mais processus de séchage sera ralenti.
ICC possède une valeur de couverture en les encres fraîches doivent être évitées. —— L’encre offset sèche de deux façons : par
encre totale correcte. —— Le tirant de l’encre doit être normal. Un tack absorption et par oxydation. Leur importance
—— L’élargissement du point effectué lors de la trop élevé peut provoquer un effet d’arrachage est variable selon le type de papier utilisé
phase de photogravure doit être compensé. et de peluchage. (couché ou non couché).
Veillez à utiliser les courbes correctes dans le —— Les propriétés de l’eau de mouillage sont —— La fixation de l’encre correspond à son
profil ICC et/ou les courbes de compensation primordiales pour garantir une bonne absorption dans le papier. Sur le papier non
du papier dans le système CTP. fonctionnalité de la presse. L’obtention du pH, couché, la phase initiale de fixation peut durer
—— La linéature de trame ne doit pas être trop du niveau de dureté et de conductivité corrects entre 6 et 8 heures. Pendant ce processus,
élevée. Une méthode alternative consiste à est cruciale, car ces paramètres influencent l’encre reste humide et le tirant de l’encre est
utiliser une trame stochastique pour améliorer l’imprimabilité et le processus de séchage. faible, mais il est généralement possible
la définition. d’imprimer la deuxième face ou d’effectuer
—— Un épreuvage doit être réalisé avant l’impression Pour plus d’informations, consultez le chapitre une impression « à l’humide ». L’encre devient
sans oublier qu’une épreuve à l’écran ou numé- sur l’impression. ensuite collante et le papier ne pourra plus être
rique ne montre pas le résultat final. Seul un manipulé jusqu’à ce qu’il soit complètement sec.
épreuvage réalisé sur une presse sera fiable. —— L’oxydation de l’encre signifie que l’encre va
—— La communication est essentielle pour garantir Pendant l’impression réagir avec l’oxygène dans l’air et créer une
que tous les aspects qui précèdent sont pris en —— Sur le papier non couché, une contrepression encre sèche et solide. La plupart des encres
charge et placés sous la responsabilité d’une supérieure est nécessaire. Une pression trop offset possèdent un certain niveau de séchage
personne attitrée de sorte que tous les acteurs faible peut empêcher l’encre de recouvrir par oxydation. Selon le niveau d’oxydation de
concernés disposent des informations et de la complètement la surface et entraîner une perte l'encre, cette phase et le temps de séchage
documentation pertinentes. de définition et un effet de marbrure. Si cela varient. L’oxydation de l’encre dure normalement
se produit, vous devez augmenter la pression jusqu’à 24 heures, mais en fonction du niveau
Pour plus d’informations, consultez le chapitre jusqu’à l’obtention d’une impression homogène. d’oxydation de l’encre, 48 heures peuvent être
sur la photogravure. —— Une contrepression faible provoquera nécessaires. L’encre qui a été développée pour
également la stagnation de l’encre à la surface le papier non couché possède un degré
du papier et augmentera le risque de maculage d’oxydation élevé et donc un temps de séchage
Le papier dans l'atelier avant et le temps de séchage. plus court, tandis que les encres fraîches ont
l’impression —— Lorsque vous abordez la question de la densité un niveau d’oxydation très faible et un temps
de l’encre dans la presse, ne perdez pas de vue de séchage très long. Au cours de la phase
—— L’humidité et la température dans l'atelier d’oxydation, toute manipulation du papier
devraient être aussi proches que possible du que le papier non couché a besoin d’une quantité
d’encre supérieure pour obtenir le même niveau imprimé doit être évitée.
papier. L’environnement de stockage et
d’impression idéal doit posséder un taux de densité que le papier couché. Par conséquent,
d’humidité relative compris entre 40 et 60 % la recommandation pour le papier non couché Pour plus d’informations, consultez le chapitre
et une température de 20° C. consiste à opter pour une densité plus faible sur l’impression.
—— Conservez le papier dans son emballage afin d’éviter tout risque d’encrage excessif.
d’origine avant l’impression. Les différences de Toutefois, si la photogravure a été correctement
température entre le papier et l’environnement effectuée et la couverture en encre totale est
d’impression peuvent facilement provoquer des faible, la densité d’encre peut être conservée à
problèmes de machinabilité. un niveau relativement élevé.
—— Un papier froid aura également une influence — — De la poudre d’impression doit être utilisée
sur son interaction avec l’encre. L’encre sera pour le papier non couché et il est important
plus froide donc le tirant (ou le tack) tout d’utiliser une poudre très grenue. Les grains
comme l’absorption seront perturbés. créent une couche d’air entre les feuilles, ce
—— Une presse à froid et une encre froide après qui améliore le séchage et l’oxydation et évite
une durée d’immobilisation prolongée peuvent le risque de maculage par dépôt entre les
augmenter le tirant de l’encre et provoquer un feuillets.
effet de peluchage et de liaison au démarrage. — — Une fois les palettes imprimées stockées,
il est essentiel de maintenir une faible hauteur
d’empilement jusqu’à ce que l’encre ait
Pour plus d’informations, consultez le chapitre sur complètement séché. Autrement, il existe un
le papier.
risque de maculage en raison de la pression
exercée sur l’extrémité inférieure des palettes.
Pour plus d’informations, consultez le chapitre
sur l’impression.
114 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Aide-mémoire
Tableaux récapitulatifs
Préparation en amont de l’impression
Papier non couché avec Papier non couché avec Papier couché bouffant Papier couché mat Papier couché demi-mat Papier couché brillant
un indice de bouffant un indice de bouffant
élevé faible
Couverture totale en –260% –260% –270% –280% 280–320% –320%
encre
Linéature lpp 85–120 133–150 150–175 175 175 200
Élargissement du Selon un test individuel ou les courbes de papier standard ISO 12647
point
Type d’encre De préférence des De préférence des Encres à fixation Encres à fixation Encres à fixation Encres à fixation
encres qui sèchent par encres qui sèchent par normale pour papier normale pour papier normale pour papier normale pour papier
oxydation pour papier oxydation pour papier couché ou encres couché ou encres couché ou encres couché ou encres
non couché. Les encres non couché. Les encres universelles. universelles. universelles. universelles.
universelles peuvent universelles peuvent
être utilisées mais le être utilisées mais le
séchage sera plus long. séchage sera plus long.
Les encres fraîches Les encres fraîches
déconseillées. déconseillées.
Solution de Recommandation générale :
mouillage Utiliser un système propre et stable.
IPA : max. 10 % ou moins de préférence (la température est également importante, sinon l’alcool s’évapore trop vite).
Solutions de mouillage : ca. 2–3%.
Conductivité : 1000–1500 µS. (Une conductivité excessive signifie généralement que l’eau de mouillage est contaminé ou possède une teneur en sel trop élevée).
Dureté : 8 – 12 dB
pH : 5.0–5.6
Important :
Certaines solutions de mouillage nécessitent différents paramètres et cibles, comme par exemple, la solution de mouillage sans IPA.
Respecter les recommandations des fournisseurs de solutions de mouillage.
Conditionnement du papier
Différences de température 5° C 6° C 7° C 8° C 9° C 10° C 15° C 20° C 25° C
Nombre d’heures pour 500 kg
de papier
10 h 11 h 12 h 13 h 17 h 20 h 28 h 45 h 64 h
Ce tableau est une simplification, mais il offre un aperçu du temps requis pour qu’une palette normale atteigne le point d’équilibre entre le papier et le
milieu environnant.
Dans la presse
Non couché Non couché Couché Couché Couché
Indice de bouffant élevé Indice de bouffant faible Bouffant Mat et demi-mat Brillant
Contrepression 20 – 30μ 20 – 30μ 20 – 25μ 15 – 25μ 10 – 20μ
Densité de l’encre N : 1.5 N : 1.5 N : 1.75 N : 1.85 N : 1.85
C : 1.25 C : 1.25 C : 1.45 C : 1.55 C : 1.55
M : 1.25 M : 1.25 M : 1.40 M : 1.50 M : 1.50
J : 1.15 J : 1.15 J : 1.25 J : 1.35 J : 1.35
Remarque : la densité sera différente en raison des cibles différentes, mais ces niveaux garantiront une machinabilité correcte dans la presse et une
bonne qualité d’impression. À noter également que les valeurs vont diminuer dans des conditions sèches par rapport à des conditions humides et la
différence entre l’encre sèche et humide sera plus élevée sur le papier non couché que sur le papier couché. Les cibles suivantes concernent l’encre
humide.
Poudre d’impression Min 30 μ Min 30 μ Min 30 μ 20 - 30μ 20 - 30μ
Séchage de l’encre
Non couché Non couché Couché Couché Couché
Indice de bouffant élevé Indice de bouffant faible Bouffant Mat et demi-mat Brillant
Fixation Jusqu’à 6 à h Jusqu’à 6 à h – – –
Séchage par oxydation 6 à 24 h (48 h*) 6 à 24 h (48 h*) Jusqu’à 24 h (48 h*) Plus de 24 h (48 h*) Jusqu’à 24 h (48 h*)
Impression du verso Impression à l’humide, Impression à l’humide, – – –
pendant les premières pendant les premières
heures. heures.
Après séchage complet Après séchage complet
jusqu’à 24 à 48 heures. jusqu’à 24 à 48 heures.
Lors de l’impression d’images volumineuses et sombres, et si vous utilisez une densité d’encre très élevée, prévoyez un temps de séchage plus long.
Notez que la phase d’oxydation sur le papier couché n’affectera que la postproduction ; l’encre sera sèche au niveau de la surface au bout de quelques heures seulement.
Résumé — Aide-mémoire Art Workshop — 115
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
116 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
Résumé — Aide-mémoire Art Workshop — 117
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
118 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
Résumé — Aide-mémoire Art Workshop — 119
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
120 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
Résumé — Aide-mémoire Art Workshop — 121
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
122 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
Résumé — Aide-mémoire Art Workshop — 123
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
124 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Aide-mémoire
Mes points clés :
Résumé — Aide-mémoire Art Workshop — 125
MUNKEN PURE 150 g/m²
Aide-mémoire
Qualités de la gamme Munken Design
utilisées dans ce guide
Couverture Pages 1 à 16
MUNKEN PURE 400 g/m² MUNKEN PURE ROUGH 120 g/m²
Pages 17 à 32
MUNKEN LYNX 150 g/m²
Pages 33 à 48 Pages 49 à 64 Pages 65 à 80
MUNKEN LYNX ROUGH 120 g/m² MUNKEN POLAR 150 g/m² MUNKEN POLAR 170 g/m²
Pages 81 à 96
MUNKEN PURE ROUGH 120 g/m²
126 — Art Workshop Résumé — Aide-mémoire
MUNKEN PURE 150 g/m²
Pages 97 à 112
MUNKEN POLAR ROUGH 120 g/m²
MUNKEN PURE 150 g/m²
Bear in mind
Key knowledge
— The key knowledge in this guide can be summarised in a few short tips. This
information can be used as a checklist or an introduction to a topic you may find
useful. To fully understand each tip, we recommend studying the whole guide.
Paper and image material Ink and damping water Drying time
— Image adjustments can improve perceived — Use the correct ink type for the paper to avoid — Drying environment, temperature and humidi-
quality, so consider increasing saturation and prolonged drying, set off and runability prob- ty in the press and storage environment after
contrast. lems. It is optimal to use a specially adopted print will influence the ink drying time dra-
— Total ink coverage (TIC) as part of the repro ink for uncoated that dries mainly by oxida- matically. If the temperature is too low and the
adjustment must be decreased to suit uncoated tion. Universal inks can be used, but duct fresh relative humidity too high, it will slow down
paper. Ensure that the ICC profile has the cor- inks should be avoided. the drying process.
rect TIC value. — Ink tack should be normal, ink tack can vary — Offset ink dries in two ways: ink setting and
— Dot gain as part of the repro adjustment needs and if it’s too high, it might cause picking and the oxidation, and the importance of them will
to be compensated for. Ensure that the correct linting. differ on uncoated and coated.
curves are used in the ICC profile and/or paper — Damping water properties are very important — The ink setting is the actual absorption of ink
compensation curves in the CTP. for good functionality in the press. Securing into the paper. On uncoated paper, the first set-
— Screen ruling should not be too high, and an the correct pH, hardness and conductivity is ting phase will take up to 6–8 hours. During
alternative is to use a stochastic screen for bet- crucial, because it will influence the printabili- this time, the ink is still wet and the ink tack is
ter definition. ty and the drying process. low, but it’s most often still possible to print the
— Proofing should be done before printing, how- second side, printing “wet in wet”. At a certain
ever a soft proof on screen or on a digital proof, point, the ink gets to tacky and then it will not
doesn’t show the final result, only a true press See more in the printing session be possible to handle the paper until it’s com-
proof will show that. pletely dry.
— Communication is vital to ensuring it’s clear During printing — Oxidation of ink means that the ink will react
how the above will be handled and by whom, so with oxygen in the air and create a solid dry
— On uncoated paper, a higher back pressure is
that all involved get the right information and ink. Most offset inks have a certain level of dry-
needed. Too low a pressure can cause the ink
documentation. ing by oxidation. Depending on the level of oxi-
to not fully cover the surface, resulting in loss
dation in the ink type, this phase and drying
of definition and mottling. If this happens,
See more in the repro session time will vary. The oxidation of ink can nor-
increase the pressure until you reach an even
mally take up to 24 hours, but depending on
print.
Paper and print room before — Low backpressure will also make more ink stay
the level of oxidation in the ink, up to 48 hours
may be needed. Ink that is developed for
printing on the paper surface and this can increase the
uncoated paper has a high degree of oxidation,
risk for set off and a longer ink drying time.
— Humidity and temperature in the print room meaning a shorter drying time, whereas duct
— When dealing with ink density in the press,
should be as close to the paper as possible. A fresh inks have very low oxidation, meaning a
remember that uncoated paper needs more ink
good print and storage environment is at a rela- very long drying time. During the oxidation
to reach the same density as on a coated paper.
tive humidity of 40–60% and at a temperature phase, all handling of the printed paper should
Therefore, the recommendation for uncoated
of 20°C. be avoided.
paper is a lower density to avoid over inking.
— Condition paper in the original wrapping
However, if the repro is correct and the total
before printing. Differences in temperature
ink coverage is low, the ink density can be kept
between the paper and the print environment
relatively high.
could easily give runability problems.
— Print powder should be used for uncoated
— Cold paper will also influence the paper and
paper, and it’s important to use quite a coarse
ink interaction, the ink will be colder and the
grained powder. The right sized granulates cre-
tack and absorption will not be normal.
ate a good air column between the sheets,
— A cold press and cold ink after a long stand still
which improves the drying and oxidation, as
can give a higher ink tack, which can cause
well as avoids ink set off between the sheets.
picking and linking during a start up.
— After stocking the printed pallets, it is vital to
keep the stacks as low as possible until the ink
has completely dried. Otherwise, there is a risk
See more in the paper session
of ink set off due to the pressure created in the
lower end of the pallets.
See more in the printing session
114 — Art Workshop Summary — Bear in mind
Pages 113 à 128
MUNKEN PURE 150 g/m²
Résumé — Aide-mémoire Art Workshop — 127
MUNKEN PURE 150 g/m²
Colophon
Le guide Munken
du papier non couché
Gamme Munken Design Grammage g/m2 Teintes Bouffant
Munken Polar Rough 90 100 120 150 170 300 b Blanc vif 1.4
Munken Polar 80 90 100 120 130 150 170 200 240 300 b 400 b Blanc vif 1.13
Munken Lynx Rough 90 100 120 150 170 300 b Blanc naturel 1.4
Munken Lynx 70d 80 90 100 120 130 150 170 200 240 300 b 400 b Blanc naturel 1.13
Munken Pure Rough 90 100 120 150 170 300 b Crème 1.4
Munken Pure 80 90 100 120 130 150 170 200 240 300 b 400 b Crème 1.13
b
Papier contrecollé
d
Production non standard. Commande de 10 tonnes minimum. Veuillez contacter votre représentant.
Les informations fournies dans cette publication sont considérées comme exactes au moment de l’impression. Toutefois, Arctic Paper se réserve le droit d’apporter des
changements qui pourraient être provoqués par des circonstances imprévues, sans préavis, ce qui peut avoir une incidence sur l’exactitude de ces informations, qui sont
donc uniquement fournies à titre indicatif.
Si vous souhaitez commander des échantillons ou une maquette pour votre prochain projet, consultez directement www.arcticpaper.com/dummyshop
© Arctic Paper. Design : Grow, Suède. Imprimeur : Göteborgstryckeriet Presse : Komori Lithrone S40. Trame : FM 20µ. Encre : Hostmann-Steinberg Resista Eco.
Reliure : Förlagshuset Nordens Grafiska.
Tous les papiers Munken sont disponibles avec les certifications FSC TM et PEFC.
Certificats et rapports : FSC TM, PEFC, ISO 14001, EMAS, Paper Profile.
128 — Art Workshop Colophon
FR
Le design est dans notre nature.
Utiliser les papiers Munken est un engagement pour la qualité
du design, le détail et la nature. Imprimé sur du Munken, votre
projet sera 10% design sur des papiers 100% naturels.
www.arcticpaper.com
Vous aimerez peut-être aussi
- Document 1 10 Modification Du Point de TrameDocument5 pagesDocument 1 10 Modification Du Point de TrameOlivier NikièmaPas encore d'évaluation
- Gabarit FT Serigraphie Premium Vin Rose PDF 137081Document1 pageGabarit FT Serigraphie Premium Vin Rose PDF 137081Lionel PereiraPas encore d'évaluation
- Impression Et Imprimante ch16Document9 pagesImpression Et Imprimante ch16lamiabouaitazPas encore d'évaluation
- Ecotank Et 2830 DatasheetDocument2 pagesEcotank Et 2830 DatasheetLau BrnPas encore d'évaluation
- Trames Et Points de TrameDocument15 pagesTrames Et Points de TrameMoncef GueddariPas encore d'évaluation
- EcoTank L1300 DatasheetDocument2 pagesEcoTank L1300 Datasheetralf ralfPas encore d'évaluation
- Ecotank Et 2856 DatasheetDocument2 pagesEcotank Et 2856 DatasheetLau BrnPas encore d'évaluation
- Epson Ecotank l3250 Imprimante Multifonction A Reservoirs Rechargeables c11cj67408Document2 pagesEpson Ecotank l3250 Imprimante Multifonction A Reservoirs Rechargeables c11cj67408yassinffzefPas encore d'évaluation
- Concevoir: Son Livre deDocument15 pagesConcevoir: Son Livre deSafae El AlaouiPas encore d'évaluation
- L'impression 3D | un guide étape par étape: Le guide pratique pour les débutants et les utilisateursD'EverandL'impression 3D | un guide étape par étape: Le guide pratique pour les débutants et les utilisateursÉvaluation : 4 sur 5 étoiles4/5 (1)
- imagePROGRAF TM-340Document2 pagesimagePROGRAF TM-340Quentin MaesPas encore d'évaluation
- Partiel EFCD Janv 2020 - S4Document16 pagesPartiel EFCD Janv 2020 - S4Mounir GoudjilPas encore d'évaluation
- Proposition Cag Mai 2015Document4 pagesProposition Cag Mai 2015Roua WalhaPas encore d'évaluation
- Partiel EFCD Janv 2020 - S4Document15 pagesPartiel EFCD Janv 2020 - S4Mounir GoudjilPas encore d'évaluation
- Edition Etching Rag 162638Document5 pagesEdition Etching Rag 162638AsterixPas encore d'évaluation
- Expression Home XP 247 DatasheetDocument2 pagesExpression Home XP 247 DatasheetshamsoudinPas encore d'évaluation
- Animate 6e Fichier PedagogiquepdfDocument176 pagesAnimate 6e Fichier Pedagogiquepdfzmvtm95gd2Pas encore d'évaluation
- Apprendre Photoshop 2Document1 pageApprendre Photoshop 2Joudar YoussefPas encore d'évaluation
- Imprimante 3en1 EPSON L486 Couleur WiFiDocument4 pagesImprimante 3en1 EPSON L486 Couleur WiFiChokri HamoudaPas encore d'évaluation
- DNP Avantages FR HDDocument2 pagesDNP Avantages FR HDDjuPas encore d'évaluation
- Cours Et Activites Photographie NumeriqueDocument9 pagesCours Et Activites Photographie NumeriquemaelPas encore d'évaluation
- Imprimerie: Techniques Utilisées Pour L'impression: Les Cours A ProposDocument2 pagesImprimerie: Techniques Utilisées Pour L'impression: Les Cours A Proposrakotoarivony hajasoaPas encore d'évaluation
- Coloration de Graphes Quelques ContributionsDocument86 pagesColoration de Graphes Quelques ContributionsbaazizPas encore d'évaluation
- Epson v500Document2 pagesEpson v500Service Geoloc EgloffePas encore d'évaluation
- Eff 2020 v2 CorrectionDocument11 pagesEff 2020 v2 Correctionsalahaabou2001Pas encore d'évaluation
- Frverftip 01 PraktischetipsbijhetschilderenashxDocument36 pagesFrverftip 01 PraktischetipsbijhetschilderenashxperfilstshibalPas encore d'évaluation
- Imageprograf TM 350 355Document2 pagesImageprograf TM 350 355Quentin MaesPas encore d'évaluation
- Catalogues - 2014 - Files - HACHETTE ECOLES 2014.PDF (PDFDrive)Document88 pagesCatalogues - 2014 - Files - HACHETTE ECOLES 2014.PDF (PDFDrive)Didier DidierPas encore d'évaluation
- Gabarit FT Serigraphie Eco30 PDF 136955Document1 pageGabarit FT Serigraphie Eco30 PDF 136955anthony cassanPas encore d'évaluation
- Cours PhotoshopDocument6 pagesCours Photoshopilitch.otsokaPas encore d'évaluation
- CA Ateliers ArtDocument60 pagesCA Ateliers Artmoutched100% (1)
- Imprimante Photo Epson l1800 A3 Systeme de Reservoir c11cd82403Document2 pagesImprimante Photo Epson l1800 A3 Systeme de Reservoir c11cd82403supplytech.infosPas encore d'évaluation
- La Compression JpegDocument13 pagesLa Compression Jpeghamza tourabiPas encore d'évaluation
- TD Image PDFDocument2 pagesTD Image PDFeya drihmi0% (1)
- Impri Man TeDocument15 pagesImpri Man TeJV JVPas encore d'évaluation
- La Des: GestionDocument32 pagesLa Des: GestionNAWALE OFFICIELPas encore d'évaluation
- Image NumériqueDocument37 pagesImage NumériqueamiemanelPas encore d'évaluation
- Epson Stylus sx230 Fiche TechniqueDocument2 pagesEpson Stylus sx230 Fiche TechniqueForus LiPas encore d'évaluation
- PrepressDocument14 pagesPrepressp4z46fhkgvPas encore d'évaluation
- © 2012 Pearson France - Adobe® Photoshop® CS6 - Adobe PressDocument21 pages© 2012 Pearson France - Adobe® Photoshop® CS6 - Adobe PressAenarionJDPas encore d'évaluation
- Imprimante A3 Couleur Jet D Encre Epson Its l1300Document2 pagesImprimante A3 Couleur Jet D Encre Epson Its l1300nfscmbPas encore d'évaluation
- Cours Informatique ImagerieDocument5 pagesCours Informatique ImagerieCadet francilienPas encore d'évaluation
- Ipf770 MFPDocument2 pagesIpf770 MFPbenjamin.delmas.33400Pas encore d'évaluation
- La Composition Et CouleurDocument20 pagesLa Composition Et CouleurTimothee MukuntoPas encore d'évaluation
- Proforma Omicron Pro 951Document1 pageProforma Omicron Pro 951Kennedy BouakiePas encore d'évaluation
- Catalogue COLOPDocument60 pagesCatalogue COLOPThierry FlukePas encore d'évaluation
- Epson Guide ReferenceDocument426 pagesEpson Guide Referencecatherine genetPas encore d'évaluation
- Fiche Technique - EPSIMJ29322 - 1Document2 pagesFiche Technique - EPSIMJ29322 - 1Ahmed HassanePas encore d'évaluation
- Cours Monde3D 2017 01-IntroDocument29 pagesCours Monde3D 2017 01-IntroimedPas encore d'évaluation
- EL4 - Traitement D'images Et Vision DS2 - 2017-2018Document4 pagesEL4 - Traitement D'images Et Vision DS2 - 2017-2018Wilson ScientifiquePas encore d'évaluation
- Programme Multimedia PaoDocument2 pagesProgramme Multimedia PaoFaniry Nyaina FayahPas encore d'évaluation
- Animate 1reannee Fichier Pedagogique WebDocument220 pagesAnimate 1reannee Fichier Pedagogique WebRoymari UrbinaPas encore d'évaluation
- Plombier Guide Pour ImmoDocument116 pagesPlombier Guide Pour Immodoublea.archiPas encore d'évaluation
- EFF 2021 V1 CorrectionDocument12 pagesEFF 2021 V1 CorrectionAch SaïdPas encore d'évaluation
- BichromieDocument4 pagesBichromieNana PourPas encore d'évaluation
- Chapitre3 ImageDocument25 pagesChapitre3 ImageIchrak Ben NejmaPas encore d'évaluation
- Solution de Bureau Élégante Pour Utilisation Personnelle: i-SENSYS MF3010Document2 pagesSolution de Bureau Élégante Pour Utilisation Personnelle: i-SENSYS MF3010kara allal saidPas encore d'évaluation
- Exercices M07 NumérisationDocument1 pageExercices M07 NumérisationHassan El100% (1)
- Guide D'utilisation: ImpressionDocument198 pagesGuide D'utilisation: ImpressionOlivier BrunierPas encore d'évaluation
- Formation Photoshop Pack Initiation5jDocument1 pageFormation Photoshop Pack Initiation5jJoe bel KeïPas encore d'évaluation
- Seance A P Autoportrait Mise en SceneDocument3 pagesSeance A P Autoportrait Mise en Scenehouda.saaliPas encore d'évaluation
- PerspectiveDocument18 pagesPerspectiveLaurent DurandPas encore d'évaluation
- اطروحة دكنوراه التموقع التنافسي للعلامة التجاريةDocument285 pagesاطروحة دكنوراه التموقع التنافسي للعلامة التجاريةadigui2801Pas encore d'évaluation
- CNC2022 Chapitre 3 Programmation Des MOCNDocument45 pagesCNC2022 Chapitre 3 Programmation Des MOCNSalem Al farhaniPas encore d'évaluation
- Coisas Que Você Precisa Saber em FrancêsDocument5 pagesCoisas Que Você Precisa Saber em FrancêsAnonymous TvjDrsfmXPas encore d'évaluation
- Vincent Van GoghDocument2 pagesVincent Van GoghLes Archives TeleramaPas encore d'évaluation
- Le Livre Adobe Photoshop CS6 Pour Les Photographes Du Numérique de Scott KelbyDocument464 pagesLe Livre Adobe Photoshop CS6 Pour Les Photographes Du Numérique de Scott KelbyBedria KayaPas encore d'évaluation
- Test de Geographie Monde 2Document6 pagesTest de Geographie Monde 2mona ChouchanePas encore d'évaluation
- Charte Graphique Complet Aina PhotographyDocument14 pagesCharte Graphique Complet Aina PhotographyNy Aina AndrianinaPas encore d'évaluation
- Schéma Complet Projet Poste de MarquageDocument18 pagesSchéma Complet Projet Poste de MarquageSediki ZakariaPas encore d'évaluation
- 59 59 Charte Signaletique r1Document29 pages59 59 Charte Signaletique r1Teo HocqPas encore d'évaluation
- 6 - Fiche Cours ImpressionDocument8 pages6 - Fiche Cours ImpressionBaya LamariPas encore d'évaluation
- Ce Document Es1Document59 pagesCe Document Es1ChaibouGarbaBarkirePas encore d'évaluation
- Blouse Camelia InstructionsDocument7 pagesBlouse Camelia InstructionssarhlisahraPas encore d'évaluation
- ©architectes - CH: Centre Commercial Coop "Le Câro"Document4 pages©architectes - CH: Centre Commercial Coop "Le Câro"Rah IîmPas encore d'évaluation
- Formation PhotoDocument2 pagesFormation PhotoHadjaissa NouarPas encore d'évaluation
- EcritureDocument41 pagesEcriturelewisroPas encore d'évaluation
- Camusat BrandBook 2019 FRDocument22 pagesCamusat BrandBook 2019 FRFZ MjdPas encore d'évaluation
- MarieDocument14 pagesMarieHelcias NevesPas encore d'évaluation
- Ba El WatermarkDocument5 pagesBa El Watermarksikda sokaPas encore d'évaluation
- Coloring 1 PDFDocument2 pagesColoring 1 PDFKhalid ASSOUPas encore d'évaluation
- 01 Affiche DevisDocument4 pages01 Affiche Devisrivasnataly350Pas encore d'évaluation
- Escargot Arc en Ciel Amigurumi PDF Patron GratuitDocument6 pagesEscargot Arc en Ciel Amigurumi PDF Patron Gratuitlolo16000Pas encore d'évaluation
- Dessin Technique CoursDocument10 pagesDessin Technique Coursnkapsseu njami hiler100% (1)
- Calques Cotation Et TextesDocument4 pagesCalques Cotation Et Textesousman coulibalyPas encore d'évaluation
- Ezt5 05 Raccourcis MBDocument4 pagesEzt5 05 Raccourcis MBConnie ChanPas encore d'évaluation
- Dessin Technique 3 Ab CapDocument97 pagesDessin Technique 3 Ab CapElaveidem CyclopéPas encore d'évaluation
- Kit Pokemon CompletDocument28 pagesKit Pokemon Completantoine delage (PixelisS)Pas encore d'évaluation
- IPT Tutorat 11 Illustrator 1Document14 pagesIPT Tutorat 11 Illustrator 1Astou DioufPas encore d'évaluation
- Charte Identifiant Partenaire Bleu Ciel D EdfDocument6 pagesCharte Identifiant Partenaire Bleu Ciel D EdfTeo HocqPas encore d'évaluation