Vous aimerez peut-être aussi
- Rapport de StageDocument35 pagesRapport de StageAyoub Halla100% (7)
- Corriges Mécanique Lève Moto EtDocument2 pagesCorriges Mécanique Lève Moto EtDavid Jay100% (1)
- Normes D'installation Des Enseignes Lumineuses (NF C15-150-X)Document2 pagesNormes D'installation Des Enseignes Lumineuses (NF C15-150-X)gillourun0% (2)
- Gamme de ProductionDocument29 pagesGamme de ProductionYoussef90% (31)
- TSMFM Fin de Formation 2014 v1Document15 pagesTSMFM Fin de Formation 2014 v1Ami ne100% (1)
- AFP10L0PF09Document2 pagesAFP10L0PF09DJAMEL EDDINE DJAFNIPas encore d'évaluation
- AFP10L0PF01Document2 pagesAFP10L0PF01DJAMEL EDDINE DJAFNIPas encore d'évaluation
- AFP10L0PF08Document2 pagesAFP10L0PF08DJAMEL EDDINE DJAFNIPas encore d'évaluation
- AFP10L0PF07Document2 pagesAFP10L0PF07DJAMEL EDDINE DJAFNIPas encore d'évaluation
- AFP10L0PF04Document2 pagesAFP10L0PF04DJAMEL EDDINE DJAFNIPas encore d'évaluation
- Piece Gamme Fabrication 280Document26 pagesPiece Gamme Fabrication 280Usi redPas encore d'évaluation
- Traitement SurfaceDocument10 pagesTraitement SurfaceKhaled OuniPas encore d'évaluation
- Sec E3a 2010 Si PSIDocument52 pagesSec E3a 2010 Si PSIIvano BalicPas encore d'évaluation
- Usinage UnitaireDocument8 pagesUsinage UnitaireKouam kamguaingPas encore d'évaluation
- Pratique TSMFM 2007 CorrigéDocument17 pagesPratique TSMFM 2007 Corrigéayoub gannniPas encore d'évaluation
- Lecon 8 Contrat de PhaseDocument5 pagesLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- Puissance de Coupe2Document6 pagesPuissance de Coupe2yousseftrimech4871Pas encore d'évaluation
- Module M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021Document27 pagesModule M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021corentin ltPas encore d'évaluation
- Fiche Technique GX155Document1 pageFiche Technique GX155Zouaoui Mohamed DhiafallahPas encore d'évaluation
- Pratique TSMFM2Document9 pagesPratique TSMFM2KrimoPas encore d'évaluation
- Caplp Ext 2023 GM Opt Prod Epreuve 1Document87 pagesCaplp Ext 2023 GM Opt Prod Epreuve 1Silver679Pas encore d'évaluation
- 1139 51000 CRL401Document22 pages1139 51000 CRL401Felipe CamusPas encore d'évaluation
- Dsi BKDocument4 pagesDsi BKismail.belkassehPas encore d'évaluation
- Detude Amdec Pour Une Raseuse: InitialisationDocument19 pagesDetude Amdec Pour Une Raseuse: Initialisationahmed.mathlouthiPas encore d'évaluation
- Qb31 Document Tehcnique 99031 01 Revision 00 150219Document15 pagesQb31 Document Tehcnique 99031 01 Revision 00 150219Stefano PerelliPas encore d'évaluation
- Tendeur de Scie ProjetDocument7 pagesTendeur de Scie ProjetBENTATA RacimPas encore d'évaluation
- Chapiii - Etude de Phases PDFDocument7 pagesChapiii - Etude de Phases PDFBONNE JÉRÉMIEPas encore d'évaluation
- TSMFM FF V1-2014 - ÉnoncéDocument15 pagesTSMFM FF V1-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- 16-Bouteille 6436Document2 pages16-Bouteille 6436med chabanePas encore d'évaluation
- L'amdec ApplicationDocument9 pagesL'amdec ApplicationbottiotherPas encore d'évaluation
- APEFDocument15 pagesAPEFHibat AllahPas encore d'évaluation
- Contrat de PhaseDocument3 pagesContrat de PhaseElmehdi kellaPas encore d'évaluation
- Pro 2014Document13 pagesPro 2014Crazy ytPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 2ème Info (2009-2010) MR BouchkatiDocument5 pagesDevoir de Synthèse N°1 - Technologie - 2ème Info (2009-2010) MR BouchkatiOumaima AbdelwahedPas encore d'évaluation
- Term. STI GMP PRODUCTIQUE CUH5Document11 pagesTerm. STI GMP PRODUCTIQUE CUH5Nabil JlassiPas encore d'évaluation
- ExamenDocument21 pagesExamensoufiane OkPas encore d'évaluation
- Sujet Productique Mai 2014 PDFDocument21 pagesSujet Productique Mai 2014 PDFsoufiane Ok100% (2)
- PalettisationDocument4 pagesPalettisationAbdellah AminePas encore d'évaluation
- Fiche Plan de Controle de Façonnage Et Mise en Place Des ArmaturesDocument6 pagesFiche Plan de Controle de Façonnage Et Mise en Place Des ArmaturesYao Albert KouakouPas encore d'évaluation
- TSMFM Fin de Formation 2014 V1Document17 pagesTSMFM Fin de Formation 2014 V1Abdo DahbyPas encore d'évaluation
- Guide de Contrôle Coupe 18-11-15Document1 pageGuide de Contrôle Coupe 18-11-15HAKIM SAADIPas encore d'évaluation
- Chapitre 1 Elaboration D - Une Gamme D - UsinageDocument19 pagesChapitre 1 Elaboration D - Une Gamme D - UsinageTouhemi Ben SadokPas encore d'évaluation
- Fuji 7Document11 pagesFuji 7Anissa LamraniPas encore d'évaluation
- F134 Perceuse SensitiveDocument5 pagesF134 Perceuse SensitiveFrancis BECPas encore d'évaluation
- Study ViewerDocument4 pagesStudy Vieweryou tube100% (1)
- 1nug31306 Notice 2077-1Document12 pages1nug31306 Notice 2077-1essakimohamed59Pas encore d'évaluation
- Tp1 FestoDocument6 pagesTp1 FestoChanol NoupaPas encore d'évaluation
- Assemblage FiletéDocument23 pagesAssemblage FiletéSmail MendaciPas encore d'évaluation
- Efmg4 IAODocument7 pagesEfmg4 IAOIsmail BlackPas encore d'évaluation
- B.T. Entretien Préventif: Observations Designation Des OperationsDocument3 pagesB.T. Entretien Préventif: Observations Designation Des Operationshola holaPas encore d'évaluation
- TP 3 Licence2 CoffeeDocument4 pagesTP 3 Licence2 CoffeeSayf BouyeddaPas encore d'évaluation
- 04 - Formation GTCMPS & DCS Architecture Du SystemeDocument157 pages04 - Formation GTCMPS & DCS Architecture Du SystemeKamel KOURDI100% (1)
- MetroDocument26 pagesMetroelbrakbanse17Pas encore d'évaluation
- Plan de Surveillance SiteDocument7 pagesPlan de Surveillance SiteMeeD ChOKIPas encore d'évaluation
- CE-EP-140+150 FOPS-ROPS P150E Cabine Étroite SIAC (Signés JLD 18-02-2021) para Equipos 33Document2 pagesCE-EP-140+150 FOPS-ROPS P150E Cabine Étroite SIAC (Signés JLD 18-02-2021) para Equipos 33abeldbgPas encore d'évaluation
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- Elaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueDocument9 pagesElaboration D'un Avant Projet de Fabrication (APEF) - Méthode AnalytiqueMakrem CherifPas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- 35 XV 0701Document4 pages35 XV 0701med chabanePas encore d'évaluation
- TSMFM1 FF - Corrigé Pratique 2010 V1 VCDCDocument14 pagesTSMFM1 FF - Corrigé Pratique 2010 V1 VCDCĶhąļìđ MįřïPas encore d'évaluation
- Plateforme 3P700 ET 2P300 - 57.0303.5128 - 12Document114 pagesPlateforme 3P700 ET 2P300 - 57.0303.5128 - 12CedPas encore d'évaluation
- Fonction Transmettre Transmission de Puissance Engrenages ExercicesDocument4 pagesFonction Transmettre Transmission de Puissance Engrenages ExercicesZyneb EttalebiPas encore d'évaluation
- CPI1 CONST TD Exercices EngrenagesDocument4 pagesCPI1 CONST TD Exercices Engrenagesyassine lakhalPas encore d'évaluation
- Chapitre 2 Liaison Complete ProfDocument8 pagesChapitre 2 Liaison Complete ProfchaudronnierPas encore d'évaluation
- 9 1 Lista de Peças TASKI Ergodisc 165 PDFDocument29 pages9 1 Lista de Peças TASKI Ergodisc 165 PDFHildenira SousaPas encore d'évaluation
- Scie À Sol FS130 - FS170: R:/technik/techdoku/english/fs/130-170/02821700989.inddDocument42 pagesScie À Sol FS130 - FS170: R:/technik/techdoku/english/fs/130-170/02821700989.inddb7tzwipoPas encore d'évaluation
- 08 - TD TPM TRSDocument5 pages08 - TD TPM TRSRaoufSiniPas encore d'évaluation
- SebringDocument2 pagesSebringtbalaz22Pas encore d'évaluation
- Generalites OsteosynthesesDocument118 pagesGeneralites Osteosynthesesabdel rocPas encore d'évaluation
- DésalignementDocument2 pagesDésalignementKhaireddine Saada KhelkhalPas encore d'évaluation
- Courroies Solutions1 PDFDocument9 pagesCourroies Solutions1 PDFmessiPas encore d'évaluation
- Applications - Fondation SuperficielleDocument6 pagesApplications - Fondation SuperficielleNarimane BoulkariaPas encore d'évaluation
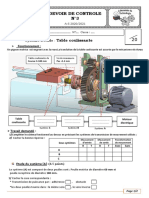
- Devoir de Controle N°3: Table CoulissanteDocument2 pagesDevoir de Controle N°3: Table CoulissanteTarekMostapha100% (1)
- VerinDocument1 pageVerinSerge bonel DafonsecaPas encore d'évaluation
- Planning TP-IMT1 S5-22-23 PDFDocument1 pagePlanning TP-IMT1 S5-22-23 PDFfatima zohra El KassimiPas encore d'évaluation
- Présentation Theme 4Document33 pagesPrésentation Theme 4Mamadou lamine CissePas encore d'évaluation
- Construction Mécanique 2Document75 pagesConstruction Mécanique 2yassir aboulcaidPas encore d'évaluation
- (K) SELM - Levage Et ManutentionDocument164 pages(K) SELM - Levage Et ManutentionpierrePas encore d'évaluation
- Caracterisation - TPDocument10 pagesCaracterisation - TPBen Ngoie kisulaPas encore d'évaluation
- Série Guidage en Rotation PDFDocument7 pagesSérie Guidage en Rotation PDFTaieb BentaherPas encore d'évaluation
- Conception D'un Bâtiment Sur Arche OssatureDocument19 pagesConception D'un Bâtiment Sur Arche OssatureMed amine HammoudaPas encore d'évaluation
- 01 Synth Se de Fondations Superficielles R3CI 1700211333Document9 pages01 Synth Se de Fondations Superficielles R3CI 1700211333Bebel AzooPas encore d'évaluation
- Ren SC 1 81220020Document36 pagesRen SC 1 81220020NicodemusArdiawanAkselDariusPas encore d'évaluation
- TD #1 Assemblages Poutre-PoteauDocument47 pagesTD #1 Assemblages Poutre-PoteauEagle EyePas encore d'évaluation
- Transmissions Par Poulies Et CourroiesDocument27 pagesTransmissions Par Poulies Et Courroiesjaafar alPas encore d'évaluation
- Malaxeur EtuCine1Document4 pagesMalaxeur EtuCine1hhhhhhhhPas encore d'évaluation
- RJ 29.07.2020 PDFDocument9 pagesRJ 29.07.2020 PDFAmi NePas encore d'évaluation
- Corrigé Bac 2Document27 pagesCorrigé Bac 2Lucas ROGUETPas encore d'évaluation