Vous aimerez peut-être aussi
- Mesure Et Controle Dimensionnel - 3pagesDocument3 pagesMesure Et Controle Dimensionnel - 3pagesHamza NazihaPas encore d'évaluation
- Controle Chemises PistonDocument4 pagesControle Chemises PistonLyes IazibenePas encore d'évaluation
- Contrôle Des Dimensions LinéairesDocument21 pagesContrôle Des Dimensions LinéairesHOUSSAME NAIMPas encore d'évaluation
- 2372 10CLdocDocument3 pages2372 10CLdoceyaPas encore d'évaluation
- Fiche Controle 1B Tachéomètre Leica Mars 2019Document1 pageFiche Controle 1B Tachéomètre Leica Mars 2019Rozay Tarax RedouteyPas encore d'évaluation
- Tech1 02 MetrologieDocument5 pagesTech1 02 MetrologieFredPas encore d'évaluation
- Fiche de Verification Equipements de MesureDocument2 pagesFiche de Verification Equipements de MesureArnaud KotchofaPas encore d'évaluation
- MGP M04Document12 pagesMGP M04Mohamed EzzahirPas encore d'évaluation
- Calibres UtilDocument2 pagesCalibres UtilAnis SuissiPas encore d'évaluation
- 2 Pied À CoulisseDocument2 pages2 Pied À CoulisseSalah SamihPas encore d'évaluation
- 2 Contrôle Géo PDFDocument8 pages2 Contrôle Géo PDFAmine BrahmiPas encore d'évaluation
- 2 Contrôle GéoDocument8 pages2 Contrôle GéoNS ADPas encore d'évaluation
- Cours MMT ProfDocument31 pagesCours MMT ProfFiras AjmiPas encore d'évaluation
- Berkov - Métrologie Industrielle - Mir - 1987Document137 pagesBerkov - Métrologie Industrielle - Mir - 1987Hicham YangPas encore d'évaluation
- Instruments de Mesure Et Contrôle MécaniquesDocument8 pagesInstruments de Mesure Et Contrôle Mécaniqueshello you100% (1)
- SYL - 808 - F - Comparateurs A LevierDocument3 pagesSYL - 808 - F - Comparateurs A LevierFatima MharchiPas encore d'évaluation
- Appuis PoteauxDocument4 pagesAppuis PoteauxAbdelhak CHAFIKIPas encore d'évaluation
- 5 Conception Des PortiquesDocument4 pages5 Conception Des PortiquesHambali SalissouPas encore d'évaluation
- Contrôle Et MesureDocument31 pagesContrôle Et MesureNassi MaPas encore d'évaluation
- Métrologie Dimensionnelle Et SurfaceDocument47 pagesMétrologie Dimensionnelle Et SurfaceTomas Muller TipsPas encore d'évaluation
- Cry Cab FR 0509Document2 pagesCry Cab FR 0509felkamalPas encore d'évaluation
- Pro-Pied A CoulisseDocument5 pagesPro-Pied A Coulissemichel0% (1)
- ETALONNAGEDocument2 pagesETALONNAGEMeriem IdirPas encore d'évaluation
- Comment Utiliser Le Pied À Coulisse PDFDocument8 pagesComment Utiliser Le Pied À Coulisse PDFtoudjaPas encore d'évaluation
- Concentricité VilebrequinDocument4 pagesConcentricité VilebrequinFlo MarinePas encore d'évaluation
- MétrologieDocument12 pagesMétrologieELMustaphaELMoukhtari100% (1)
- Tolérances GéoDocument14 pagesTolérances GéoNS ADPas encore d'évaluation
- CaliperDocument1 pageCaliperÍśkặŋdặř Ặdặɱŏu100% (1)
- 3 MicromètreDocument2 pages3 Micromètreعالي موسي صارPas encore d'évaluation
- Solutions de Controle en MétrologieDocument102 pagesSolutions de Controle en MétrologieMorhand HizzirPas encore d'évaluation
- Calibre CoulisseDocument6 pagesCalibre CoulissebottiotherPas encore d'évaluation
- Digitale Buegelmessschraube Micromar 40 ErDocument1 pageDigitale Buegelmessschraube Micromar 40 Ermohamed.mehouchi1210Pas encore d'évaluation
- MetrologieDocument38 pagesMetrologieallardPas encore d'évaluation
- CH1-2 Instrument de Mesure en Métrologie Dim.Document12 pagesCH1-2 Instrument de Mesure en Métrologie Dim.kelsey bowlesPas encore d'évaluation
- Ramus Vannes MuralesDocument12 pagesRamus Vannes MuralesCherif GhalebPas encore d'évaluation
- Cours 08 - Métrologie - Rugosité, Controle Filet Et MMTDocument40 pagesCours 08 - Métrologie - Rugosité, Controle Filet Et MMTalexBPas encore d'évaluation
- STG K 200: SonelgazDocument23 pagesSTG K 200: Sonelgazbouabdallah larefPas encore d'évaluation
- Fiche de Controle Du Ferraillage D'un PieuDocument1 pageFiche de Controle Du Ferraillage D'un Pieukostit mohamedPas encore d'évaluation
- Qualification MGP Metrologie Dimensionnelle Et GeometriqueDocument29 pagesQualification MGP Metrologie Dimensionnelle Et GeometriqueHamza Naziha100% (1)
- Controle Des PreformesDocument5 pagesControle Des PreformesNadyaPas encore d'évaluation
- Symetrie ProfDocument2 pagesSymetrie ProfMakrem CherifPas encore d'évaluation
- Chapitre 5 Etalonnage PDFDocument37 pagesChapitre 5 Etalonnage PDFdiengPas encore d'évaluation
- Tableaux High Torque Station - 20-07-23Document4 pagesTableaux High Torque Station - 20-07-23haithemlabidi4Pas encore d'évaluation
- FT Portable MP130 FR 21-07-23Document2 pagesFT Portable MP130 FR 21-07-23sayf growfloPas encore d'évaluation
- Procedure D'etalonnageDocument10 pagesProcedure D'etalonnageNabil EL AtfaouiPas encore d'évaluation
- Ferraillage - 13 04Document1 pageFerraillage - 13 04Ihab ErrahmouniPas encore d'évaluation
- ControleDocument4 pagesControleOlss BbzoPas encore d'évaluation
- Gamme Usinage Tournage ExempleDocument2 pagesGamme Usinage Tournage ExempleAhmed Janati Idrissi94% (18)
- Notice Prise de Mesure Volet Roulant RenovationDocument2 pagesNotice Prise de Mesure Volet Roulant RenovationMr RepthPas encore d'évaluation
- 1-Calibres Soudage PDFDocument4 pages1-Calibres Soudage PDFFrançois Leroy0% (1)
- Suspensions - Trains - Géométrie: CaractéristiquesDocument13 pagesSuspensions - Trains - Géométrie: CaractéristiquesBruno 9449Pas encore d'évaluation
- GFTCDocument1 pageGFTCOusmane SowPas encore d'évaluation
- Autocontrôle ChantierDocument5 pagesAutocontrôle ChantierStéphane BERTUZZIPas encore d'évaluation
- Bernette DINA5-Brosch B30-Serie FRDocument12 pagesBernette DINA5-Brosch B30-Serie FRJean MovakaPas encore d'évaluation
- Calibre de ControlesDocument3 pagesCalibre de ControlesRzdx 991100% (2)
- Contrôle FiletagesDocument7 pagesContrôle FiletagesLaversinPas encore d'évaluation
- Detection - Localisation CaracterisationDocument6 pagesDetection - Localisation CaracterisationRabeh Bàten100% (1)
- L'usure de L'outil - PROFDocument7 pagesL'usure de L'outil - PROFDave De Clercq100% (1)
- L'usure de L'outil - PROFDocument7 pagesL'usure de L'outil - PROFDave De Clercq100% (1)
- Elaboration ApefDocument6 pagesElaboration Apefkldmnt100% (1)
- Les Calibre À Limites - PROFDocument3 pagesLes Calibre À Limites - PROFDave De ClercqPas encore d'évaluation
- I So Statism Epris MeDocument27 pagesI So Statism Epris Mesaded05100% (1)
- M1 Fabrication Des Pièces Simple en TournageDocument76 pagesM1 Fabrication Des Pièces Simple en TournageBadr El Rhazzali100% (1)
- WC Versobcu350Document16 pagesWC Versobcu350qsrgqfsdgdfgqsdgPas encore d'évaluation
- Tarif Soval 2023 B WebDocument136 pagesTarif Soval 2023 B Webbethofenyoussef1Pas encore d'évaluation
- Expose Materiau 3Document13 pagesExpose Materiau 3EssohPas encore d'évaluation
- Epreuve Af t1 1er GR 2023Document6 pagesEpreuve Af t1 1er GR 2023seckmamependa65Pas encore d'évaluation
- Synth NH3 EDoc RDocument2 pagesSynth NH3 EDoc Rlilia Bennaceur FarahPas encore d'évaluation
- TD 1 Commande Séquentielle 2023Document11 pagesTD 1 Commande Séquentielle 2023pythagoretenkamPas encore d'évaluation
- Topsolid'Woodcam: Lamello ClamexDocument36 pagesTopsolid'Woodcam: Lamello Clamexcool.litesh4uPas encore d'évaluation
- Chapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GDocument49 pagesChapitre 3 Fabrication Assistée Par Ordinateur 3 - Code GAs ScofPas encore d'évaluation
- 8.5 Bor.Document2 pages8.5 Bor.Piedroit D'orPas encore d'évaluation
- Notes de Cours UC 2013Document65 pagesNotes de Cours UC 2013Ali EL KihelPas encore d'évaluation
- 624 068 AideauxcalculsDocument12 pages624 068 AideauxcalculsBø ÑyPas encore d'évaluation
- Les Procedes de FabricationDocument22 pagesLes Procedes de FabricationOuahid Kaddaoui0% (1)
- I - Objet:: Sonelgaz Transport Du Gaz 1 Sur 8Document8 pagesI - Objet:: Sonelgaz Transport Du Gaz 1 Sur 8BensmatPas encore d'évaluation
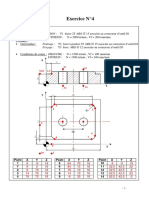
- Exercice 4 CorrigDocument2 pagesExercice 4 CorrigsiniorPas encore d'évaluation
- Soudure AluminothermiqueDocument23 pagesSoudure AluminothermiqueImed MarroukiPas encore d'évaluation
- NDP 39 PDFDocument1 pageNDP 39 PDFHanenHanenPas encore d'évaluation
- Guide Produits 2014 PDFDocument3 pagesGuide Produits 2014 PDFj1.ferhatPas encore d'évaluation
- Cahier Des Charges: Technical SpecificationsDocument8 pagesCahier Des Charges: Technical SpecificationsGaby Neagoe NitulescuPas encore d'évaluation
- TDS - Paper WS - METALVAC LABEL WS - FRDocument3 pagesTDS - Paper WS - METALVAC LABEL WS - FRSundar MoorthiPas encore d'évaluation
- Catalogue FeiderDocument44 pagesCatalogue FeiderDidier Schott50% (2)
- PAP PIPI Pipe Standards LeeuwenDocument52 pagesPAP PIPI Pipe Standards Leeuwenyannickjan2005Pas encore d'évaluation
- Rapport de Stage MistaDocument43 pagesRapport de Stage MistaWASSIMPas encore d'évaluation
- Fonctions Preparatoires GDocument12 pagesFonctions Preparatoires GAmadou DiawaraPas encore d'évaluation
- A. Définition de L'idée de Projet: Fabrication D'une Borne Incendie Type SecDocument2 pagesA. Définition de L'idée de Projet: Fabrication D'une Borne Incendie Type SechichemPas encore d'évaluation
- VEVOR JMY8-70 User ManualDocument12 pagesVEVOR JMY8-70 User Manualjean pierre poitevin0% (1)
- Salice Charnieres-Universelles FraDocument20 pagesSalice Charnieres-Universelles FraBertrand TardifPas encore d'évaluation
- Solution Exam - FM 2021Document5 pagesSolution Exam - FM 2021AbdessalamPas encore d'évaluation
- Teslia Equipements Fiches Techniques 2014Document54 pagesTeslia Equipements Fiches Techniques 2014Brahim MidounePas encore d'évaluation
- Les Cycles de FraisageDocument32 pagesLes Cycles de Fraisageرفيق طرشونPas encore d'évaluation
- Les Filles aux Bouclettes: Patron Crochet AmigurumiD'EverandLes Filles aux Bouclettes: Patron Crochet AmigurumiÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Les Êtres Vivants Dépendent De La Mécanique QuantiqueD'EverandLes Êtres Vivants Dépendent De La Mécanique QuantiquePas encore d'évaluation
- Longboard Dancing - Figures et Pas de Danse - RegularD'EverandLongboard Dancing - Figures et Pas de Danse - RegularPas encore d'évaluation
- Le sablier d or: ou le temps universel entre le sable d hier et celui de demainD'EverandLe sablier d or: ou le temps universel entre le sable d hier et celui de demainPas encore d'évaluation