Académique Documents
Professionnel Documents
Culture Documents
RAPPORT-SOCOGHAF Fini
Transféré par
saimone sadakTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
RAPPORT-SOCOGHAF Fini
Transféré par
saimone sadakDroits d'auteur :
Formats disponibles
UNIVERSITE NAZI BONI
------------
INSTITUT UNIVERSITAIRE DE TECHNOLOGIE (IUT)
------------
Département de GENIE MECANIQUE ET PRODUCTIQUE
RAPPORT
De stage pour l’obtention du
DIPLOME UNIVERSITAIRE DE TECHNOLOGIE
En GENIE MECANIQUE ET PRODDUCTIQUE
Thème :
ETUDE DU PROCEDE DE DECOUPE PLASMA CNC
*HPR 400 XD
Effectué du 07 juin au 06 Août 2021 à SOCOGHAF
Présenté par : DIALLO Abdou Ramane
Maitre de Stage Directeur de rapport
M. HAMMOUDA MEHDI m. BAZEMO Xavier
Directeur de l’usine Enseignant à L’IUT
Année universitaire 2019 – 2020
Période de rédaction de rapport : du 30 JUIN AU 10 Aout 2021
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
SOMMAIRE
DEDICACE ..................................................................................................................................... iii
REMERCIEMENT ............................................................................................................................iv
SIGLES ET ABRÉVIATIONS .............................................................................................................. v
LISTES DES FIGURES.......................................................................................................................vi
LISTES DES TABLEAU.....................................................................................................................vii
PREAMBULE ................................................................................................................................ viii
INTRODUCTION GENERALE ........................................................................................................... 1
CHAPITRE I : PRESENTATION DE LA SOCOGHAF ........................................................................... 2
1.DECOUVERTE .......................................................................................................................... 2
2.HISTORIQUE ET EVOLUTION .................................................................................................. 2
3.ORGANISATION DE L’USINE ................................................................................................... 3
3.DESCRIPTION DES ACTIVITES DE L’USINE : CENTRE DE HARDOX WEARPARTS ...................... 6
CHAPITRE II : ETUDE DU PROCEDE DE COUPE AU PLASMA .......................................................... 7
I) PRESENTATION DU PROCEDE PLASMA .................................................................................. 7
II- MACHINE ET LOGICIEL ........................................................................................................ 16
III.- COMPARAISON AVEC D’AUTRES PROCEDES DE DECOUPE : ............................................. 23
CHAPITRE 3 : BILAN DU STAGE .................................................................................................... 28
I-DEROULEMENT DU STAGE .................................................................................................... 28
II-OBSEVATIONS ET SUGGESTION ........................................................................................... 30
CONCLUSION GENERALE ............................................................................................................. 32
LES RÉFÉRENCES BIBLIOGRAPHIQUES ......................................................................................... 33
ANNEXES ......................................................................................................................................vii
ABDOU RAMANE DIALLO ii
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
DEDICACE
A mes très chers parents, par leur : amour, sacrifice, patience, soutien
moral et matériel depuis mon enfance jusqu’à ce jour ;
A mes frères et sœurs.
ABDOU RAMANE DIALLO iii
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
REMERCIEMENT
Je tiens à remercier Dieu tout puissant de m’avoir donné la santé, la volonté et la
force pour mener ce travail à terme.
Tout d’abord toute ma reconnaissance à la SOCOGHAF et à mon encadreur de de
Rapport qui m’a aidé dans ce travail, sans oublier tous mes enseignants du Département
de Génie Mécanique, je ne peux que leurs exprimera gratitude et mon profond respect.
A monsieur BAZEMO XAVIER mon Directeur de rapport.
A monsieur HAMIDOU KABRE Chef de Département Génie Mécanique.
A monsieur HAMMOUDA MEHDI, pour avoir bien voulu examiner ce Modeste
travail.
Je présente mes vifs remerciements à mes parents et à ceux qui m’ont aidé de
Prêt ou de loin à l'élaboration de ce travail,
Mes remerciements les plus sincères à mes camarades de classe et amis.
A tous merci.
ABDOU RAMANE DIALLO iv
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
SIGLES ET ABRÉVIATIONS
UNB : Université Nazi Boni
IUT : Institut Universitaire de Technologie
DUT : Diplôme Universitaire de Technologie
GMP : Génie Mécanique et Productique
DAO : Dessin Assisté par Ordinateur
CAO : Conception assisté par Ordinateur
MOCN : Machine à Commande Numérique
CNC : Computer Numerical control
DFN : Fichier Définition numérique
AC : Alimentation courant Alternatif
DC: Alimentation courant continue
ASC: American Standard Circuit
SPEP-NC: STEP Compliant Numerical control
TIG: Tungsten Inert Gas
ABDOU RAMANE DIALLO v
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
LISTES DES FIGURES
Figure 1 : Organigramme ................................................................................................. 3
Figure 2 : parc de machine ............................................................................................... 4
Figure 3 : définition du Plasma....................................................................................... 10
Figure 4 : découpe Plasma .............................................................................................. 11
Figure 5 : première étape Opération automatique « précision »..................................... 12
Figure 6 : deuxième étape de l'opération automatique ................................................... 12
Figure 7 : troisième étape de l'opération automatique. ................................................... 13
Figure 8 : quatrième étape de l'opération automatique. .................................................. 13
Figure 9 : cinquième étape de L’opération automatique ................................................ 13
Figure 10 : Qualité de coupe........................................................................................... 17
Figure 11: Coûts de fonctionnement .............................................................................. 18
Figure 12: Polyvalence ................................................................................................... 19
Figure 13: Fiabilité ......................................................................................................... 19
Figure 14: Installation ..................................................................................................... 21
ABDOU RAMANE DIALLO vi
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
LISTES DES TABLEAU
Tableau 1 : spécification.............................................................................................................. 20
ABDOU RAMANE DIALLO vii
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
PREAMBULE
L’Université NAZI Boni a été créer le 19 Septembre 1995 par le décret n°95-
340/PRESS/MESSRS sous la dénomination, du centre Universitaire polytechnique de
bobo Dioulasso (CUPB) puis devient le 16 mai 1997 Université polytechnique de bobo
Dioulasso (UPB) et prend le Nom de l’Université Nazi Boni (UNB) en 2017. Elle est
composée d’une grande école de trois (03) Instituts de formation et de recherche, soit
respectivement l’ESI, l’IUT, l’IDR, l’INSSA, UFR/ST, UFR/SJPEG, l’UFR/SHLAM
notre formation s’est déroulée au sein de l’institut qui est L’institut Universitaire de
Technologie (IUT). L’IUT est structuré en deux sections :
❖ La section Tertiaire :
Cette section comprend deux départements :
o Département de gestion, constituer des filières Marketing et Gestion
commercial (MGC) et Finance comptabilité et gestion des entreprise
(FCGE) ;
o Département de secrétariat de direction et communication d’Enterprise. Il
comprend les filières de Secrétariat de direction (SD)et communication
d’entreprise (CE).
❖ La section industrielle :
Cette section comprend quatre (04) DEPARTEMENTS QUI SONT :
o Le Département génie mécanique et productique (GMP)
o Le départements génie industriel et maintenance (GIM)
o Le Département de Génie électrique (GE)
o Le Département de génie civil (GC)
En application de la directive numéro 03/2017/CM/UEMOA Portant l’application du
système de licence-master-doctorat (LMD) dans les établissements d’enseignement
supérieur au sein de l’UEMOA et du décret numéro 2008/645/PRESS/PM/MERSS
portant l’organisation de l’enseignement supérieur, l’université NAZI BINO a adopté à
partir de l’année 2010-2011, le LMD comme système d’enseignement.
Ainsi l’Institut universitaire de technologie (IUT) a pour objectif de former les
étudiants dans les domaines techniques et leurs faciliter l’adaptation dans le milieu
professionnel. Elle avait un cycle d’une durée de trois (03) ans pour assurer la formation
de ses étudiants mais depuis l’année universitaire 2013-2014, elle est revenue au système
classique c’est à dire d’une durée de deux (02) ans. La validation du diplôme universitaire
de technologie (DUT) est soumise à l’élaboration d’un rapport suite à un stage pratique
de deux mois. Le présent document répond à cette exigence.
ABDOU RAMANE DIALLO viii
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
INTRODUCTION GENERALE
En vue de l’obtention du diplôme de DUT pour l’étudiant, il est requis un stage
de deux (02) mois en entreprise. Le stage a pour objectif la découverte du milieu
professionnel par une immersion de l’étudiant au sein de l’entreprise. C’est dans cette
optique que nous avons été accueilli au sein de la Société de Commercialisation
GHASSOUB ET FRERE (SOCOGHAF). Ce rapport est donc le résultat du travail que
nous avons effectué pendant deux (02) mois de stage sur la période du 07 Juin 06 août
2021. Durant notre stage au CENTRE DE HARDOX WEAPARTS nous avons été
chargés de travailler à la conception en bureau d’étude/méthode en tant qu’opérateur
CNC.
La fabrication mécanique en générale connait à l’heure actuelle un
développement considérable, sur le plan technologique et économique, rapidité
d’exécution et bonne précision, ce qui a permis un meilleur rendement quant à l’utilisation
du produit ajouter, à cela un gain sur le plan de la finance et le temps de réalisation, le
respect des cotes dimensionnelles, pour arriver à avoir une conformité quasi totale des
pièces réalisé dans différents domaines. Et en particulier dans les mécanos soudés et qui
sont très employés surtout dans les différents domaines : l’automobile, aéronautique,
médicale, sidérurgique, et ferroviaire… Ces dites technologies sont reflétées dans :
Le jet de plasma : flux de particules ionisées,
L’oxycoupage : jet d’oxygène parfois accompagné de poudre de fer,
Le Laser : jet de lumière (flux de photons),
L’éélectroérosion : pièce et outil sont placés dans un liquide diélectrique et sont
reliés à un générateur.
. Ce rapport s’articule sur la définition et l’étude du procédé de coupage au plasma
qui occupent une place très importante au sein des entreprises nationales spécialisés dans
le domaine et qu’on considère comme un choix idéal pour la tôlerie, et la coupe des fortes
épaisseurs. Dans ce contexte on va étudier les spécificités et les principes du plasma, une
étude comparative avec d’autres procédé de découpe, enfin Comment opter pour un
réglage correct qui nous permet d’obtenir un rendement optimal avec une bonne qualité
de pièces.
ABDOU RAMANE DIALLO 1
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
CHAPITRE I : PRESENTATION DE LA
SOCOGHAF
1.DECOUVERTE
SOCOGHAF est une entreprise spécialisée dans la distribution des matériaux
ferreux et non ferreux, fondée en 1989 à BOBO-DIOULASSO au BURKINA-FASO.
Elle ne cesse de s'accroitre et sa notoriété ne fait plus aucun doute dans le domaine des
matériaux de construction.
SOCOGHAF a un parc d’acier qui répons a tous les besoins des professionnels de
l’industrie, des mines, et du bâtiment : tôle noir, tôle inox, tôle d’usure, fer plat, poutrelle,
tubes caillebotis, fer à bétons, tubes Galva, fer plein, tôle bac, aciers spéciaux.
2.HISTORIQUE ET EVOLUTION
SOCOGHAF qui était initialement dans la revente des matériaux depuis 1989
s’est lancé dans la production de la tôle et des profils pour répondre plus facilement aux
besoins de ses clients. C’est en 2018 que l’Usine de Fabrication a été implanté et labelisé
CENTRE DE HARDOX WEARPARTS. Equipé de la dernière technologie avec des
machines à commande numérique.
ABDOU RAMANE DIALLO 2
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
3.ORGANISATION DE L’USINE
DIRECTEUR D'USINE
SERVICE CHARGE SERVICE SERVICE RESSOURCES
D'AFFAIRE PRODUCTION MAINTENANCE HUMMAINES
BURREAU
D'ETUDE/METHODE
CHAUDRONNERIE MAGAZIN
Figure 1 : Organigramme
3.1BUREAU D’ETUDE/METHODE
En intégrant toutes les exigences du cahier des charges, les équipes techniciens
analysent le besoin et conçoivent le projet. Équipé de stations 3D avec les logiciels de
CAO AUTOCAD, SOLIDWORKS et le logiciel de ProNest pour imbrication des
programmes pour les découpes plasma, ils développent en pensant dès le départ de l’étude
à la réalisation du produit dans leurs ateliers. Les techniciens prennent en charge tous les
calculs de résistance des matériaux du plus élémentaire au calcul par éléments finis. Le
bureau d’études assure le management complet du projet. L’intégration du bureau
d’études et de la production est un atout fondamental pour l’optimisation des coûts de
réalisation. Le bureau de méthode est l’interface entre la ligne de production et le bureau
d’étude. Il définit les gammes d’usinage et les temps nécessaire à la production, et met en
œuvre les moyens nécessaires (machines, operateur, matériels et les équipements…) et
définit les coûts de production.
ABDOU RAMANE DIALLO 3
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
3.2 ATELIER DE CHAUDRONNERIE/PARK DES MACHINES
Classé parmi les entreprises sous-traitance en métallurgie, les ateliers de
chaudronnerie permettent de couvrir l’ensemble des activités de mise en œuvre des
métaux en feuille des tubes et des profilés pour produire des équipements affectés aux
secteurs des industries : automobile, tuyauterie, tôlerie manutention…
Plasma cutting CNC Rouleuse CNC
Plieuse CNC Perceuse CNC
Figure 2 : parc de machine
3.3 SERVICE MAINTENANCE
La mission du département de maintenance “ Prévenir et empêcher l’interruption
des opérations de production et maintenir l’équipement dans un état tel qu’il puisse opérer
ABDOU RAMANE DIALLO 4
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
efficacement et ce, au coût global le plus bas pour l’entreprise de façon à maximiser le
rendement des investissements”.
Dans une entreprise, il existe un grand nombre de matériels différents qui sont liés ou non
à la production. C’est dans ce contexte qu’apparaît la nécessaire polyvalence des
techniciens de maintenance ainsi que leurs capacités d’adaptation. La liste (non
exhaustive) qui suit permet de se rendre compte de la variété des actions qui constituent
souvent le quotidien de la mission d’un service maintenance :
· La maintenance des équipements, bien sûr : actions correctives et préventives,
dépannages, réparations et révisions.
· L'amélioration du matériel, dans l'optique de la qualité, de la productivité ou de la
sécurité.
· Les travaux neufs : participation au choix, à l'installation et au démarrage des
équipements nouveaux.
· Les travaux concernant l'hygiène, la sécurité, l'environnement et la pollution, les
conditions de travail, la gestion de l'énergie, …
· Des travaux de reconversion de locaux, de déménagement, de démolition...
· L'exécution et la réparation des pièces de rechanges.
· L'approvisionnement et la gestion des outillages, des rechanges...
· Des prestations diverses, pour la production (réalisation de montages, par exemple)
ou pour tout autre service.
L'entretien général des bâtiments administratifs ou industriels, des espaces verts, des
véhicules...
Le service maintenance doit donc maîtriser le comportement des matériels en gérant les
moyens nécessaires et disponibles. C’est là que l’importance de la mutation de l’entretien
traditionnel vers une logique de maintenance prend toute son importance.
ABDOU RAMANE DIALLO 5
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
3.4 SERVICE CHARGE D’AFFAIRE
Le chargé d’affaire réalise le pilotage et le suivi d’une affaire à forte valeur
technique et financière (produit, équipements, installations prestations, solution) le chargé
d’affaire est le lien entre le client et l’entreprise par la prise en charge des aspects
commerciaux, technique et financiers. Il est chargé du développement commercial,
gestion et suivi des projets, et la négociation et rédaction des contrats.
3.5 SERVICE DES RESSOURCES HUMAINES
Le chargé des ressources humaines réalise des tâches liées à la gestion quotidienne
du personnel : du recrutement à l’intégration, en passant par l’élaboration du contrat de
travail, la paie, l’organisation de réunion, la tenue de tableau de bord sociaux. Au
quotidien, les taches sont multiples : gérer les contrats de travail et la paie, développé les
compétences individuels et collectives, repérer les talents et les fidéliser, animer les
relations sociales et désamorcer les conflits, définir une politique de management
performante
3.DESCRIPTION DES ACTIVITES DE L’USINE : CENTRE
DE HARDOX WEARPARTS
Le CENTRE DE HARDOX WEARPARTS possède un atelier de chaudronnerie
et de construction métallique avec un parc de machine moderne et performante pour
répondre parfaitement aux besoins suivants :
➢ DECOUPE PLASMA ET OXYCOUPAGE HAUTE DEFINITION : découpe
plasma jusqu’à 50 mm, oxycoupage jusqu’à 200mm, Chanfreinage automatique
type V jusqu’à 50mm/45 degré.
➢ USINAGE CNC : Perçage, fraisage, lamage, taraudage CNC pour Acier jusqu’à
dureté 500 HB.
➢ PLIAGE : une presse plieuse CNC de 600T plis avec précision des tôles jusqu’à
3,1 ML (Meta linéaire).
➢ ROULAGE : une rouleuse CNC à 04 rouleaux pour des viroles cylindriques et
coniques jusqu’à 3ML.
ABDOU RAMANE DIALLO 6
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
CHAPITRE II : ETUDE DU PROCEDE DE COUPE
AU PLASMA
I) PRESENTATION DU PROCEDE PLASMA
1-HISTORIQUE DES SYSTÈMES PLASMA
Le coupage au plasma a été développé au milieu des années 50 par un ingénieur
de développement d’Union Carbide nommé Bob Gage. Union Carbide avait conçu une
torche de soudage TIG hélium appelée Heliarc pour le soudage de l’acier inoxydable et
d’alliages exotiques. Gage comprima l’arc de soudage avec une buse et augmenta le flux
de gaz. En faisant cela, il créa assez d’élan pour le gaz et de chaleur pour que l’arc puisse
couper au travers du matériau. Gage obtint alors un brevet pour le coupage à l’arc plasma
en 1957. Au départ, le plasma était utilisé pour couper l’acier inoxydable, ce dernier ne
pouvant être coupé à l’oxygaz. La qualité de coupe et la fiabilité des premiers systèmes
plasma étaient médiocres de plus, à la fin des années 50 et début des années 60, ils ne
répondaient qu’à un besoin très spécifique dans un marché relativement restreint. L’acier
inoxydable n’était qu’une très petite partie de l’ensemble total de production d’acier dans
le monde ; l’acier au carbone et les aciers spéciaux en constituaient plutôt la majeure
partie. La plupart des clients donc n’achetaient de système de coupage plasma que par
nécessité. À la fin des années 60, plusieurs compagnies effectuaient des recherches sur le
coupage au plasma. L’acier inoxydable n’était pas la seule avenue pour le coupage plasma
: il présentait aussi un avantage marqué en termes de vitesse de coupe par rapport à
l’oxygaz sur l’acier au carbone. La qualité de coupe du plasma sur l’acier au carbone
n’était pas fameuse, mais si le plasma pouvait devenir une option viable pour la coupe de
l’acier au carbone, le marché du plasma grandirait rapidement. Toutefois, les chercheurs
se devaient de trouver une réponse à la question : pourquoi quelqu’un voudrait-il acheter
un plasma à la place de l’oxygaz pour couper de l’acier au carbone ? La solution était
donc de diriger les recherches sur l’amélioration de la qualité de coupe. Un
perfectionnement suivait l’autre. L’addition d’un gaz écran améliora la durée de vie des
pièces consommables. Changer par la suite le gaz écran par un écran d’eau permit une
durée de vie encore meilleure. L’utilisation de l’eau traça la route pour le coupage plasma
à injection d’eau : faire tourbillonner l’écran d’eau améliora la vitesse de coupe, la qualité
ABDOU RAMANE DIALLO 7
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
de coupe et la durée de vie des consommables. Bien qu’il y avait encore des défis
importants vis à vis de la formation de scories, il devenait clair que le plasma deviendrait
une alternative à l’oxygaz pour couper de l’acier au carbone. Le défi suivant consistait à
pouvoir faire, de manière systématique, des coupes de haute qualité à l’aide du plasma.
Même jusque dans les années 70, les systèmes plasma étaient dispendieux, peu fiables et
spécialisés en coupe d’acier inoxydable. Les consommables pouvant durer plus de 100
amorçages étaient rares. Les opérateurs n’étaient jamais certains de ce qui allait arriver
au moment d’appuyer sur le bouton de mise en marche. Les différences de composition
du métal affectaient grandement la qualité de coupe. Les fabricants de systèmes plasma
avaient besoin de trouver une méthode de coupage qui fonctionnait bien sur toutes les
variétés d’acier au carbone. La solution était le coupage au plasma oxygène, qui utilisait
l’oxygène pour créer une réaction chimique additionnelle avec l’acier au carbone. La
qualité de coupe s’améliora et les opérateurs étaient en mesure de faire des coupes ayant
peu ou pas de scories. Il y avait toutefois un compromis à faire : l’oxygène produisait un
arc plus chaud ce qui usait plus rapidement les consommables. Les acheteurs aimaient les
vitesses de coupe plus rapides mais étaient frustrés par les pertes de temps de production
causées par les changements incessants de consommables. En 1983, ce problème fut réglé
par l’injection d’eau qui refroidissait la buse et faisait durer les consommables plus
longtemps. Depuis les années 80, il y a eu plusieurs avancées importantes en technologie
de coupage au plasma. Les torches plasma manuelles qui utilisait l’air comme gaz de
procédé rendait le plasma accessible aux ateliers qui n’avaient pas accès aux bouteilles
de gaz. Peu après, le mécanisme d’amorçage des systèmes plasma manuels a été
redessiné, supprimant le besoin de hautes fréquences pour l’amorçage. La nouvelle
conception d’amorçage par contact permettait d’avoir de plus petites pièces dans
l’appareil. Réduire le format et le nombre de pièces des blocs d’alimentation fit une
différence énorme en termes de poids. En comparaison, un bloc d’alimentation pour le
coupage manuel en 1985 pesait près de 200 kg : aujourd’hui, il y a des systèmes manuels
qui ne pèsent que 10 Kg seulement ! Il y a 25 ans, quelques personnes croyaient qu’il n’y
aurait plus d’améliorations majeures à apporter au procédé de coupage plasma.
Maintenant, plus de 50 ans après sa conception initiale, nous savons que les fabricants de
plasma ne sont pas près d’épuiser les capacités du plasma. Pendant qu’il n’y a eu aucun
développement technologique notable dans le champ du coupage oxygaz depuis plusieurs
ABDOU RAMANE DIALLO 8
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
années, le coupage plasma continue de poursuivre son envolée. Les dernières 10 années
seulement ont été témoin d’avancées rapides dans la qualité de coupe, la durée de vie des
consommables et la polyvalence du plasma. Le plasma est maintenant un procédé de
coupage thermique fiable et rentable. Et, les recherches actuelles donnent à penser que
les capacités du plasma s’amélioreront encore davantage.
2-DÉFINITION DU PLASMA
Pour mieux expliquer le fonctionnement du coupage Plasma, il faut commencer
par répondre à la question fondamentale « Qu’est-ce que le Plasma ? » En termes simples
: le Plasma est le quatrième état de la matière. Généralement, on pense à la matière comme
ayant trois états : solide, liquide et gazéifié. La matière change son état lors de
l’introduction de l’énergie, comme la chaleur. Par exemple, l’eau change son état solide
(glace) vers l’état liquide lorsqu’une certaine quantité de chaleur y est introduite. Si le
niveau de la chaleur augmente, l’état change à nouveau vers l’état gazeux (vapeur). Mais,
si le niveau de la chaleur augmente à nouveau, le gaz qui compose la vapeur deviendra
ionisé et électriquement conducteur, devenant du Plasma. Le coupage Plasma fonctionne
avec ce gaz électriquement conducteur pour transférer de l’énergie à partir d’une source
de courant sur les matériaux conducteurs, ce qui entraîne un procédé plus propre et plus
rapide par rapport au procédé oxycoupage. La formation de l’arc plasma commence
lorsqu’un gaz, tel que l’oxygène, l’azote, l’argon ou l’air comprimé est poussé dans
l’orifice de la buse de la torche. Un arc électrique généré par une source d’alimentation
externe est ensuite introduit à ce flux de gaz sous haute pression, ce qui est communément
ABDOU RAMANE DIALLO 9
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
appelé : « jet de plasma ». Le Plasma atteint immédiatement des températures jusqu’à
22000ºC, perçant très rapidement les pièces (de travail) et soufflant le matériau fondu.
IONISATION DU GAZ
ARC ELECTRIQUE
E ENERGTHERMIQUE
TENERGIE
CINETIQUE
FUSION &EXPULSION
DU METAL
-
Figure 3 : définition du Plasma
3-L'IONISATION
L'ionisation est l'action qui consiste à enlever ou ajouter des charges à un atome
ou une molécule. L'atome ou la molécule perdant ou gagnant des charges n'est plus neutre
électriquement. Il est alors appelé ion. Elle peut être due à :
• Des causes physiques telles qu'un niveau élevé de potentiel électrique, la présence de
radiations, ou une température élevée.
• Des causes chimiques, telles qu'une dissolution dans un solvant polaire ; ou à la
structure même de la matière : dans les sels fondus et les liquides ioniques, ou dans les
structures cristallines dans lesquelles les atomes peuvent ne plus être uniformément liés
à une molécule précise. Les applications sont nombreuses :
• Décontamination alimentaire ;
• Modifications des plastiques ;
ABDOU RAMANE DIALLO 10
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
• Stérilisation des matériels médicaux ;
• Étude des matériaux ;
• Propulsion spatiale, etc.
4-PRÉSENTATION DU PROCEDE
Le plasma est en train de devenir la technologie de coupe préférée dans le monde
entier. La découpe plasma permet un procédé de coupe plus rapide que l'oxycoupage pour
les petites épaisseurs et est utilisable avec tous les matériaux conducteurs, y compris
l'acier doux, l'acier inoxydable et l'aluminium. Avec l'introduction des nouveaux systèmes
plasma développés tels que le HiFocus et le HyDefinition de respectivement Kjellberg ®
et Hypertherm® qui donne à l'arc de plasma plus de stabilité et d'énergie. Les résultats de
coupe avec une qualité encore plus élevée sont désormais possibles. La technologie haute
définition donne à l'arc plasma une plus grande stabilité et énergie et ainsi une meilleure
qualité de coupe est possible. Le plasma haut définition offre même des résultats de
qualité similaires à ceux des découpes faites au laser en termes d’angularité et de bavure
et même de meilleurs résultats avec des valeurs de rugosité.
Figure 4 : découpe Plasma
ABDOU RAMANE DIALLO 11
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
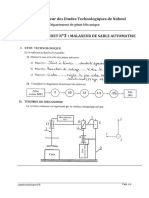
5. PRINCIPE : OPÉRATION CNC
L'électrode et la buse ne sont pas en contact à l'intérieur d'une torche plasma «
précision », mais isolés entre eux par un « joint » lequel a des petits orifices d'aération qui
transforme le gaz plasma dans un vortex tourbillonnant.
Quand le générateur est sous tension, celui-ci va produire un courant et initie le
pré débit du gaz à travers la torche. La buse est connectée temporairement au potentiel
positif du générateur, l'arc pilote et l'électrode reste négative.
Figure 5 : première étape Opération automatique « précision »
Ensuite, une étincelle à haute fréquence est créée par l'Arc pilote, le gaz plasma
devient ionisé et électriquement conducteur, entraînant dans le courant de l'électrode
jusqu'à la buse, ainsi l'arc pilote du plasma est généré.
Figure 6 : deuxième étape de l'opération automatique
Lorsque l'arc pilote entre en contact avec la pièce (laquelle est reliée à la terre par
les lamelles de la table de coupage) le courant circule entre l'électrode et la pièce à
découper, la haute fréquence s'éteint et le circuit de l'arc pilote s'ouvre.
ABDOU RAMANE DIALLO 12
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Figure 7 : troisième étape de l'opération automatique.
Le générateur augmente la puissance du courant DC jusqu'à l'ampérage de
coupage sélectionnée par l'opérateur et remplace le pré débit de gaz par le réglage du débit
optimale pour ma matière à découper. Un deuxième gaz de protection est aussi utilisé, il
circule à l’extérieur de la tuyère et de la protection de buse.
Figure 8 : quatrième étape de l'opération automatique.
La forme de la buse de protection et le diamètre de la tuyère, oblige le gaz de
protection à contracter l'arc plasma davantage, ce qui entraîne une coupe plus nette, des
dépouilles d'angles très faibles et des traits de coupe plus fins.
Figure 9 : cinquième étape de L’opération automatique
ABDOU RAMANE DIALLO 13
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
6-LES COMPOSANTS DU SYSTÈME PLASMA
➢ Alimentation : Le générateur plasma convertit la tension du courant AC
monophasé ou triphasé en tension continue DC. Cette tension DC est responsable
du maintien de l’arc pendant la coupe, elle régule également la sortie du courant
exigé en fonction du type de matériau et de l’épaisseur à travailler.
➢ Amorçage de l’Arc : Le circuit de l’ASC produit une tension de 5000V AC à 2
MHz environ. Cette tension génère un arc pilote dans la torche et va ainsi créer
l’amorçage.
➢ Torche Plasma : La fonction de la torche plasma est celle d’offrir l’alignement
et le refroidissement des consommables. Les pièces nécessaires à la création de
l’arc plasma sont l’électrode, la tuyère et la buse.
Un corps de buse peut être utilisé pour améliorer la qualité du coupage. La majorité
des systèmes de coupage plasma sont regroupés dans deux catégories : « Conventionnel
» ou de « précision ». Les systèmes de plasma « conventionnel » utilisent typiquement
l’air comprimé comme gaz, la forme de l’arc est essentiellement définie par l’orifice de
la buse. L’ampérage approximatif de ce type de coupage plasma est de 12-20K ampères
par pouce carré. Tous les systèmes manuels sont de type « conventionnel », ils sont aussi
utilisés dans certaines applications où les tolérances des pièces sont plus indulgentes aux
systèmes de plasma « conventionnel ». Les systèmes de plasma « précision » (courant à
haute densité) ont été conçus et fabriqués afin de produire et offrir des coupes plus
précises et de plus haute qualité. La conception de la torche et des consommables sont
plus complexes et des pièces supplémentaires y sont inclues pour focaliser et former
davantage l’arc. L’ampérage approximatif de ce type de coupage plasma est de 40-50K
ampères par pouce carré
7-LES AVANTAGES DE DÉCOUPE PLASMA
La découpe au plasma peut convenir pour différents métaux durs sur de plus larges
épaisseurs que le laser. Beaucoup plus rapide également, elle est néanmoins moins précise
et offre une qualité de bordure moindre que les autres méthodes de découpe. Les
équipements sont plutôt coûteux, et il ne faudra pas oublier d'investir en plus pour la
sécurité (protections et locaux aménagés avec ventilation), mais la vitesse d'exécution et
ABDOU RAMANE DIALLO 14
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
la productivité de la machine rentabilise très vite l'investissement. Comme la découpe
laser, les réglages varient en fonction du matériau. Les installations PLASMA ont pour
avantage de pouvoir découper des épaisseurs fines et des matériaux inoxydables, à la
différence du procédé par oxycoupage. En effet, tous les matériaux conducteurs
d’électricité pourront être utilisés par le PLASMA. Concernant les épaisseurs, il y a peu
de contraintes de nos jours. Avec ce procédé, il est possible de couper jusqu’à environ 40
mm sur certaines installations. On considère que le plasma est une découpe électrique qui
ne nous donne pas de coupeaux. En plus, le procédé plasma ne demande pas trop de temps
ce qui nous pousse à recourir à ce dernier. Pour les inconvénients de ce procédé on peut
résumer que ce n’est pas une technique de précision ce qui donne une inclinaison de
l’ordre de 0.2 mm, plus des frais très élevés de l’outillage.
8-LES RISQUE DE DÉCOUPE PLASMA
La sécurité sur un banc de découpe PLASMA sera primordiale. Les risques sont
assez nombreux.
– Du fait, de l’intense lumière dégagée par l’arc électrique, vous risquez le coup d’arc si
vous n’utilisez pas une cagoule ou un masque.
– La chaleur dégagée par l’arc électrique nécessite à l’opérateur de se prémunir contre
les brulures thermiques en portant des gants.
– Certaines installations peuvent être bruyantes et nécessiteront le port d’un casque anti-
bruit.
– Les évacuations de fumées seront mises en route pour éviter de respirer les poussières
et les fumées engendrées par la coupe.
– Lors de la manutention des tôles, les chaussures de sécurité protègeront le découpeur
des éventuelles chutes.
ABDOU RAMANE DIALLO 15
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
II- MACHINE ET LOGICIEL
1-MACHINE
1.1-INTRODUCTION
Une machine-outil à commande numérique (MOCN, ou simplement CN) est une
machine-outil dotée d'une commande numérique. Lorsque la commande numérique est
assurée par un ordinateur, on parle parfois de machine CNC pour computer numerical
control, francisé en « commande numérique par calculateur »
1.2-GÉNÉRALITÉ
Par extension, on appelle « commande numérique » l'armoire de commande
recevant le programme d'usinage sous forme d'un ruban perforé (systèmes des années
1950 à 1980), d'une bande magnétique (systèmes des années 1970 à 1985), ou de données
issues d'un ordinateur. On désigne parfois ainsi la machine complète équipée d'un tel
dispositif. On parle d'un tour à commande numérique, ou d'une fraiseuse à commande
numérique, par opposition à un tour conventionnel ou une fraiseuse conventionnelle, dont
les mouvements sont commandés manuellement ou par un dispositif automatisé d'une
façon figée. Les machines-outils spécialisées (aléseuses-perceuses, fraiseuses) à
commande numérique ont évolué en centres d'usinage à commande numérique permettant
d'usiner des formes complexes sans démontage de la pièce. Ces centres d'usinage sont
généralement équipés de magasins d'outils (tourelles, tables, chaînes) sur lesquels sont
disposés les différents outils. Les changements d'outils équipant la (ou les) tête(s)
d'usinage sont programmés en fonction de la définition numérique de la pièce. Le fichier
de définition numérique (qu'on appelle aussi DFN, définition numérique, numérisation
ou même tout simplement « num ») est un fichier informatique généré par CAO
(Conception assistée par ordinateur), qui remplace de plus en plus le plan sur la
traditionnelle planche à dessin. Sur ces définitions doivent ensuite être calculés des
parcours d'outil au moyen de logiciels de FAO (Fabrication assistée par ordinateur). Ces
parcours sont alors traduits par un logiciel dit « post-processeur » (généralement adossé
au logiciel de FAO) dans un langage compréhensible par la « commande numérique » et
appelé : langage de programmation. On parle de programmation de commande
numérique. En usinage, ce langage de programmation obéit, pour une part, à la norme
ABDOU RAMANE DIALLO 16
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
ISO 6983 (RS274D, 1980). Il existe cependant d'autres standardisations plus récentes (par
exemple STEP-NC).
1.3- MACHINE : HYPERTHERM HYPERFORMANCE HPR400XD
Le système plasma polyvalent HPR400XD HyPerformance® a été conçu et
construit pour un rendement et une productivité maximum pour les opérations de coupe
x-y, de chanfreinage et robotiques. Le système polyvalent 400 A associe des vitesses de
coupe rapides, un cycle de traitement rapide, des changements rapides et une grande
fiabilité et apporte une qualité de coupe HyPerformance incomparable de coupe de l’acier
doux, plus la capacité de traiter l’aluminium et une qualité de coupe inégalée de l’acier
inoxydable
Qualité de la coupe supérieure et constante
• Le système HyPerformance plasma coupe des pièces de précision avec une qualité de
coupe supérieure et constante
• La technologie HyDefinition® aligne et concentre l’arc plasma pour une coupe plus
puissante et précise jusqu’à 80 mm (3,2 po).
• La nouvelle technologie HDi™ fournit une qualité de coupe HyDefinition sur l’acier
inoxydable mince, avec un angle supérieur vif, des surfaces finies brillantes et une
angularité supérieure avec moins de variation dans l’angle
• La technologie brevetée True Hole™ (système aux gaz automatiques uniquement)
produit une qualité de trou nettement meilleure comparée à tout ce qui était réalisable
auparavant avec le plasma
Figure 10 : Qualité de coupe
ABDOU RAMANE DIALLO 17
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Des coûts de fonctionnement minimisés
• La technologie LongLife® augmente de manière significative la durée de vie des
consommables et assure une qualité de coupe HyDefinition constante.
• De plus grandes vitesses de coupe vous permettent de produire plus de pièces par heure
; une meilleure qualité de coupe élimine quasiment le coût des opérations secondaires.
• La technologie brevetée PowerPierce® nous permet de percer des matériaux plus épais
qu’auparavant et de remplacer la technologie plus lente de coupe par oxygaz.
Figure 11: Coûts de fonctionnement
Polyvalence à toute épreuve
• Coupe, chanfreine et marque l’acier au carbone, l’acier inoxydable, l’aluminium et les
autres métaux avec une précision HyDefinition
• Une conception modulaire facilite les mises à niveau de la source de courant pour
augmenter les capacités du système lorsque les besoins changent
ABDOU RAMANE DIALLO 18
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Figure 12: Polyvalence
Fiabilité de pointe de l’industrie
• Système simple et robuste avec 50 % de pièces en moins par rapport à la plupart des
systèmes concurrents
• La meilleure qualité de fabrication et des tests exhaustifs assurent que tous les systèmes
Hypertherm répondent aux normes de qualité les plus exigeantes.
Figure 13: Fiabilité
ABDOU RAMANE DIALLO 19
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
SPECIFICATION
Tableau1 : spécification
Capacité de coupe de Sans scories 38 mm (1-1/2 po)
l’acier doux Perçage de production 50 mm (2 po)
Capacité de coupe 80 mm (3,2 po)
maximum
Capacité de coupe de Perçage de production 45 mm (1-3/4 po)
l’acier inoxydable Perçage maximum** 75 mm (3 po)
Capacité grossière 80 mm (3,2 po)
Capacité de coupe de Perçage de production 45 mm (1-3/4 po)
l’aluminium Capacité grossière 80 mm (3,2 po)
Vitesse Spécifications du 12 mm (1/2 po)
(acier doux) système au courant de 4430 mm/m
sortie le plus élevé (170 po/min)
Angle de coupe Plage ISO 9013* 2–4
Soudabilité Prêt à souder
Gaz du processus Acier doux 02/Air, 02/02
par matériau Ar/Air
(Plasma/protection)
Acier inoxydable H35/N2, N2/N2, H35-N2/N2, F5/N2
Ar/Air, Ar//N2
H35/N2, Air/Air, H35-N2/N2
Aluminium Ar/Air, Ar/N2
Intensité pendant le Tous les processus ne 30 – 400
processus sont pas disponibles
(Coupe) pour tous les matériaux
* ISO 9013 est une norme qui définit la qualité de coupe des pièces coupées
thermiquement. Plus le niveau est bas (1 est le plus bas), plus l’angle sur la face coupée
sera petit. L’angle de coupe au niveau 4 est meilleur qu’au niveau 5.
** La capacité de perçage maximale nécessite l’utilisation d’une console de gaz
automatique et du procédé de contrôle du mouvement. Se reporter à la documentation
technique pour plus de détails.
ABDOU RAMANE DIALLO 20
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Figure 14: Installation
ABDOU RAMANE DIALLO 21
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
ABDOU RAMANE DIALLO 22
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
2-LOGICIEL : ProNest
ProNest est un logiciel d’imbrication CAO/FAO en tête de l’industrie, utilisé pour la
coupe mécanique de niveau avancé. Il procure une solution unique pour tous les besoins
de coupe de profils, y compris au plasma, au laser, au jet d’eau et à l’oxygaz. ProNest
aide les transformateurs de métaux et les fabricants à augmenter leurs économies de
matériaux, accroître leur productivité, réduire leurs coûts de fonctionnement et améliorer
la qualité des pièces en offrant le meilleur niveau d’expertise de coupe.
III.- COMPARAISON AVEC D’AUTRES PROCEDES DE
DECOUPE :
Le plasma, l’oxycoupage, le laser ou le jet d'eau ?
1-INTRODUCTION
Il existe de nombreux procédés de découpe des tôles d'acier doux. Certains
conviennent à l'automatisation contrairement à d'autres. Certains conviennent à des tôles
plus fines et d'autres des plus épaisses. Certains procédés sont plus rapides que d'autres.
Il existe aussi une divergence de coûts et de précision. Cet article aborde rapidement les
quatre procédés principaux utilisés sur les machines de coupe commande numérique. Il
compare les points forts et points faibles de chaque procédé puis donne quelques critères
à étudier afin de décider celui qui conviendra le mieux à votre application.
2-COUPAGE PLASMA
Le coupage plasma est un excellent procédé pour la découpe des tôles en acier
doux, offrant des vitesses bien plus élevées que le coupage à l’oxycoupage, au détriment
de la qualité des bordures. C'est pourquoi le plasma est délicat. Selon le courant
découpage, en général, la qualité des rebords est idéalement comprise entre 0,25cm et
3,8cm. La perpendicularité générale des rebords commence à en pâtir lorsque la plaque
est très fine, ou à l'inverse très épaisse (hors de la plage mentionnée), même si
l'homogénéité des rebords et les performances de la scorie restent assez bonnes.
L'équipement au plasma peut être onéreux comparé à une torche d’oxycoupage, car un
système complet exige une alimentation, un refroidisseur d'eau (sur les systèmes
ABDOU RAMANE DIALLO 23
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
supérieurs à 100 A), une commande de gaz, des têtes de torche, des flexibles et câbles et
la torche elle-même. Toutefois, la productivité accrue du plasma et l’oxycoupage
rentabilise en un rien de temps le coût du système. Vous pouvez effectuer de la découpe
au plasma avec plusieurs torches à la fois, mais le facteur coût supplémentaire est
généralement limité à deux torches. Toutefois, certains clients optent pour trois voire
quatre systèmes plasma sur une machine. Il s'agit généralement de fabricants de produits
haut-de-gamme qui découpe un gros volume des mêmes pièces sur des lignes de
production.
3-DÉCOUPE À L'OXYCOUPAGE
La découpe à l’'oxycoupage, ou la découpe à la flamme est de loin le procédé le
plus ancien pouvant être utilisé sur l'acier doux. Il est généralement perçu comme un
procédé simple, son équipement et ses consommables sont relativement bon marché. Une
torche d'oxycoupage est capable de couper des tôles très épaisses. Elle est principalement
limitée par la quantité d'oxygène pouvant être fournie. Il n'est pas rare de pouvoir couper
36 voire 48 pouces d'acier à l'aide d'une torche d’oxycoupage. Toutefois, lorsqu'il s'agit
de coupage de plaque d'acier, la grande majorité du travail est effectuée sur des plaques
de 12 pouces d'épaisseur maximum. Lorsqu'elle est bien réglée, une torche d’oxycoupage
découpe une surface lisse et carrée. Une faible quantité de scorie se forme sur le bord
inférieur, et le bord supérieur n'est que très légèrement arrondi par les flammes de
préchauffe. Cette surface convient parfaitement à de nombreuses applications sans
traitement supplémentaire. L’oxycoupage est idéal pour les tôles d'une épaisseur
supérieure à 2,5 cm. Il peut être utilisé sur toutes les épaisseurs inférieures jusqu'à 0,25
cm d'épaisseur mais avec difficulté. Il s'agit d'un procédé relativement lent frôlant les
50cm par minute sur un matériau de 2,5 cm. Un des autres avantages de l’oxycoupage est
que vous pouvez utiliser facilement plusieurs torches à la fois, augmentant ainsi votre
productivité
4-DÉCOUPE AU LASER
Le procédé de découpe laser convient à la découpe de l'acier doux d'une épaisseur
variant d'environ 3,2 cm. Au-delà d'une barrière de 2,4 cm, tout doit être correct pour
ABDOU RAMANE DIALLO 24
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
fonctionner avec fiabilité y compris le matériau (acier qualité laser) pureté du gaz, état de
la tuyère, qualité du faisceau. Le laser n'est pas un procédé très rapide, car sur l'acier doux
il s'agit tout simplement d'un procédé de combustion qui utilise l'extrême chaleur d'un
faisceau laser ciblé au lieu d'une flamme à préchauffage. Par conséquent, la vitesse est
limitée par la vitesse de la réaction chimique entre le fer et l'oxygène. Le laser reste
toutefois un procédé très précis. Il crée une largeur d'entaille très fine, et par conséquent,
il peut découper des contours très exacts et des petits trous très précis. La qualité du rebord
est généralement très bonne, avec des entailles et lignes extrêmement petites, des rebords
très carrés et très peu, voire aucune scorie. L'autre avantage du procédé laser est sa
fiabilité. La durée de vie du consommable est très longue et l'automatisation de la machine
excellente, si bien que de nombreuses opérations de découpe pourraient être effectuées
dans le noir. Imaginez une situation où vous n'auriez qu'à : charger une plaque de 10’ x
40’ de 1/2” d'acier sur la table, appuyer sur le bouton démarrer, et puis le soir, rentrer
chez vous. Le lendemain matin, vous trouverez des centaines de pièces coupées et prêtes
à être déchargées. Étant donnée la complexité du transport de faisceau, les lasers au CO2
ne permettent pas de découper avec plusieurs torches sur la même machine. Toutefois,
grâce à des fibres laser, il est possible de découper avec plusieurs têtes.
5-DÉCOUPE AU JET D'EAU
La découpe au jet d'eau permet d'obtenir une bonne découpe de l'acier doux et de
donner une découpe lisse et extrêmement précise. La précision de la découpe au jet d'eau
peut dépasser celle de la découpe au laser car les bords sont plus lisses et ne sont pas
déformés par la chaleur. Par ailleurs, le jet d'eau n'implique pas de contrainte d'épaisseur
contrairement à la découpe laser et plasma. La limite pratique de la découpe au jet d'eau
se situe autour de 15 à 20cm, étant donnée le temps nécessaire pour couper cette épaisseur
et la tendance du jet d'eau à dévier. L'inconvénient de la découpe au jet d'eau est son coût
de fonctionnement. Les coûts des équipements de départ sont généralement un peu plus
élevés que ceux du plasma car une pompe à multiplicateur coûte cher. Toutefois, ils ne
sont pas aussi élevés que ceux des équipements laser. Malgré tout, le prix par heure de la
découpe au jet d'eau est bien plus élevé, d'abord à cause du coût des grenats abrasif qui
rentre dans la découpe. La découpe au jet d'eau permet de découper à l'aide de plusieurs
têtes, action pouvant même être effectuée à l'aide d'une seule pompe à multiplicateur.
ABDOU RAMANE DIALLO 25
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Toutefois, chaque tête de découpe supplémentaire exige un débit d'eau supplémentaire
qui requiert soit une pompe plus grande, soit un orifice plus petit.
6- CRITÈRES SUR LESQUELS ON DOIT SE BASER POUR
DÉCIDER DU PROCÉDÉ À UTILISER
A-Épaisseur
• L'épaisseur du matériau est inférieure à 0,20 cm, utilisez le laser.
• L'épaisseur du matériau est inférieure à 0,31cm, utilisez le plasma ou le laser.
• L'épaisseur du matériau est inférieure à 0,63cm, utilisez le jet d'eau, le plasma ou le
laser.
• L'épaisseur du matériau est supérieure à 20cm, utilisez l’oxycoupage
• L'épaisseur du matériau est supérieure à 5cm, utilisez l’oxycoupage ou le jet d'eau.
• L'épaisseur du matériau est supérieure à 3,17cm, utilisez le plasma, l'oxycoupage ou le
jet d'eau.
B - Précision et qualité des bords
Acceptez-vous la qualité des bords découpés au plasma ? La plupart des produits
fabriqués à partir de plaques d'acier peuvent tout à fait être soudés au plasma. • Acceptez-
vous la zone thermiquement affectée de l’oxycoupage du plasma ou du laser ? Sinon,
utilisez le jet d'eau.
C - La productivité ou le coût
• Si le taux de production est le facteur le plus important, évitez la découpe au jet d'eau.
• Si un faible investissement de départ et des coûts de fonctionnement réduits sont les
facteurs les plus importants, intéressez-vous plutôt à l'oxy-gaz. Actuellement les pièces
permettent une découpe à 2 ou 4 torches voire plus L'oxycoupage devient alors plus
intéressant que le coupage plasma ou laser. La découpe à plusieurs torches plasma est
possible, mais devient onéreuse lorsqu'il s'agit du premier investissement pour l'ensemble
de cet équipement. Grâce à la découpe au jet d'eau, plusieurs tuyères peuvent être utilisées
ABDOU RAMANE DIALLO 26
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
avec une seule pompe à multiplicateur si cette dernière présente un débit suffisamment
élevé pour soutenir plusieurs têtes. La découpe laser se limite traditionnellement à une
seule tête de découpe. Aujourd'hui, la fibre laser ouvre la porte à la découpe à plusieurs
têtes. La découpe multi-procédée, ou l'utilisation de deux procédés de découpe sur la
même pièce, est une notion qui sème le trouble dans les calculs de coûts. Les procédés
que la logique associe le plus sont la découpe au jet d'eau et au plasma, ou la découpe au
jet d'eau et à l'oxycoupage. Grâce à la nouvelle technologie de fibre optique, il est
désormais possible d'associer le laser au plasma ou le laser à l'oxycoupage. L'avantage de
la découpe multi-procédés, c'est de pouvoir utiliser le procédé le plus lent et le plus précis
pour les contours, et de basculer sur le procédé le plus rapide et économique pour les
autres parties. Le résultat produit des pièces avec toute la précision nécessaire, à un coût
bien plus faible que si vous aviez utilisé le procédé haute précision pour couper l'ensemble
de la pièce. Enfin la plage d'épaisseur associée aux fonctionnalités de ces quatre procédés
rend le choix difficile pour n'importe quelle pièce d'acier doux. Par conséquent, les
fabricants ou les centres de services spécialisés dans l'acier qui ont besoin de découper un
large panel de matériaux finissent par acquérir des machines équipées d'au minimum deux
procédés de coupage. Parfois, le seul moyen de trouver le meilleur procédé pour une pièce
en particulier c'est de les tester tous afin de constater celui qui fonctionne le mieux
ABDOU RAMANE DIALLO 27
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
CHAPITRE 3 : BILAN DU STAGE
Notre stage s’est déroulé au sein de la chaudronnerie de SOCOGHAF à titre de
stagiaire dessinateur-machiniste, nous intégrant à leur métier.
I-DEROULEMENT DU STAGE
1.TACHES REALISES
Notre stage nous a permis de réaliser les objectifs que nous nous étions
fixés au début. Il nous a permis en effet de comprendre et de pouvoir
transmettre notre compréhension à travers ce rapport.
Nous pouvons dire que nos objectifs personnels sont atteints, nous
pouvons citer :
• Réalisation et lancement des programmes de découpage et
d’usinage
• La réalisation et l’interprétation de plans ;
• La lecture et interprétation des plans ;
• La vérification et le contrôle des pièces usinées en conformité avec
les spécifications et les dimensions ;
• La manipulation des machines ;
• Gestion des stocks des consommables et des outils d’usinage ;
• Le maintien en état de propriété des zones de machines et
l’application des règles de sécurité.
• Préparation de la matière première pour la fabrication selon les
dimensions requises.
ABDOU RAMANE DIALLO 28
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
2.APPORT PERSONNEL
Le stage nous a été bénéfique sur tous les points et nous espérons
continuer sur cette dynamique pour réellement apprendre la pratique pour
compléter la théorie.
Sur le Plan Professionnel :
Sur ce plan, nous avons pu nous familiariser avec le monde professionnel qui
est assez différent du monde universitaire. Nous avons :
• Appris les règles de la profession, les horaires et le règlement intérieur
de la société,
• Compris qu’il faut respecter les mesures de sécurité et de sureté pour
éviter les accidents de travail,
• Acquis une expérience professionnelle,
• Appris la responsabilité professionnelle car nous avons des missions
à effectuer.
Sur le Plan Académique :
Nous avons pu :
• Concilier la théorie et la pratique,
• Faire la pratique,
• Améliorer nos connaissances.
Sur le Plan Social :
Sur ce plan, nous avons interagi avec un personnel de divers horizons
mais nous pouvons le crier haut et fort que ce personnel a été accueillant,
ouvert et surtout familial. Nous avons reçu :
• Une bonne ambiance familiale,
• Des relations et des connaissances,
• Une ouverture d’esprit avec toutes les connaissances apprises,
• Une amélioration de la vie en communauté.
ABDOU RAMANE DIALLO 29
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Nous avons eu certaines difficultés au début car étant amateur avec la
pratique et un peu renfermé, cela s’est dissipé avec le temps et le
comportement merveilleux du personnel. Dans l’ensemble, le stage a été une
réussite.
II-OBSEVATIONS ET SUGGESTION
1-OBERVATIONS
Les deux (02) mois de stage se sont déroulés dans un environnement
favorable à l’apprentissage.
Au cours de notre stage nous avons remarqué que certaines personnes
s’efforçaient vers l’excellence ; c’est le cas de l’équipe technique de la
chaudronnerie. L’usine est dirigée par un directeur très dynamique et des
techniciens qui se donnent au maximum. Nous avons beaucoup apprécié ce
service du fait qu’il accorde beaucoup d’importance à ses stagiaires et les
accompagne par des conseils pratiques en leur permettant de participer à
chacune de leurs tâches. Cependant nous avons constaté que ce service
connait quelques insuffisances que nous tenons à soulever.
o Manques de personnels,
o Manques d’outils pour la maintenance,
o Manques d’équipements de bases,
o Manques de réunions réguliers pour soulever les difficultés,
o Mauvaise organisation.
2-SUGGESTIONS
Bien que la chaudronnerie possède des machines de dernière
génération il manque néanmoins des outils de base qui sont indispensables
pour le bon fonctionnement de l’entreprise. Augmenté le nombre de
ABDOU RAMANE DIALLO 30
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
matériels le plus utilisé comme les clefs et acquérir de nouveaux matériels
adaptés à certaines opérations comme une scie, une presse hydraulique…
Nous proposons également des réunions hebdomadaires avec les
équipes de production pour lever les insuffisances à chaque étape de
différents projets.
ABDOU RAMANE DIALLO 31
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
CONCLUSION GENERALE
Pour conclure, ce stage a été très enrichissant car il m’a permis de
découvrir le secteur de la chaudronnerie ses acteurs, ses contraintes… C’est
un métier qui est de plus en plus oublié par les générations.
Malgré l’évolution technologique que connait actuellement le
domaine de fabrication on cherche à apporter des améliorations et essayons
toujours de traiter les éventuelles lacunes et les points négatifs. Notre rapport
de fin d’étude a relaté la méthode de coupe de fortes épaisseurs très évoluée
et a aussi évoqué sa spécificité, le principe de fonctionnement, ainsi que les
différents points essentiels et l’étude comparative suit à laquelle on a eu la
certitude que le plasma est plus rentable. Sans oublier les capacités de
l’oxycoupeur point de vue rendement et conception. Nous avons aussi
évoqué la commande numérique très développée qui nous a énormément
aidé au travers notre travail nous avons constaté la réalité du domaine et
nous avons également acquis des connaissances sur l’étude technico-
économique.
Enfin à travers notre stage nous avons acquis une expérience qui nous
sera très bénéfique dans notre vie professionnelle.
ABDOU RAMANE DIALLO 32
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
LES RÉFÉRENCES BIBLIOGRAPHIQUES
Documents et ouvrages :
[1]. ‘‘ manuel d’instructions ’’ Hypertherm Révision 4 – Juin 2015
[2]. ‘‘ Analyse, gestion et implantation d’atelier’’ Kévin Pasquier DUT GMP De
l’université Angers-Cholet 2017
[3]. ‘‘ mécatronique automobile’’ présenté par Franck ZOUGRANA, DUT GMP
IUT/UNB 2020
[4]. ‘‘mise au point d’une pondeuse semi industrielle de parpaings’’ présenté par
BELEM Jean Obed, rapport du Diplôme de Licence professionnelle en Génie Industriel
à Institut Supérieur de Technologies (IST) 2019
Sites internet :
[5] HyPerformance HPR 400 XD
https://www.hypertherm.com/hypertherm/hyperformance/hyperformance-hpr400xd/,
consulté le 22 Juillet 2021.
[6] Etude comparative des procédés de coupage, https://biblio.univ-
annaba.dz/ingeniorat/wp-content/uploads/2018/10/Hemissi-Mohamed-Hichem.pdf,
https://www.hypertherm.com/hypertherm/hyperformance/hyperformance-hpr400xd/,
consulté le 30Juillet 2021.
[7] Le coupage plasma
http://rdm.cnrs.fr/spip.php?action=acceder_document&arg=283&cle=7ac9ac7c1b57
244e52a1387d96337a802336bf94&file=pdf%2F28_09_augeraud.pd, consulté le 04
Août 2021.
ABDOU RAMANE DIALLO 33
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
ANNEXES
Annexe 1 : ACIER DE CONSTRUCTION : Comparaison de procédés
Vitesse.de coupe en m/min
ABDOU RAMANE DIALLO vii
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Annexe 2 : ACIER INOXYDABLE : Comparaison de procédés
Vitesse.de coupe en m/min
Épaisseur en mm
ABDOU RAMANE DIALLO viii
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Annexe 3 : ALLIAGE ALUMUNIUM : Comparaison de procédés
Vitesse.de coupe en m/min
Épaisseur en mm
ABDOU RAMANE DIALLO ix
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
Table des matières
DEDICACE ..................................................................................................................................... iii
REMERCIEMENT ............................................................................................................................iv
SIGLES ET ABRÉVIATIONS .............................................................................................................. v
LISTES DES FIGURES.......................................................................................................................vi
LISTES DES TABLEAU.....................................................................................................................vii
PREAMBULE ................................................................................................................................ viii
INTRODUCTION GENERALE ........................................................................................................... 1
CHAPITRE I : PRESENTATION DE LA SOCOGHAF ........................................................................... 2
1.DECOUVERTE .......................................................................................................................... 2
2.HISTORIQUE ET EVOLUTION .................................................................................................. 2
3.ORGANISATION DE L’USINE ................................................................................................... 3
3.1BUREAU D’ETUDE/METHODE .......................................................................................... 3
3.2 ATELIER DE CHAUDRONNERIE/PARK DES MACHINES ..................................................... 4
3.3 SERVICE MAINTENANCE .................................................................................................. 4
3.4 SERVICE CHARGE D’AFFAIRE ........................................................................................... 6
3.5 SERVICE DES RESSOURCES HUMAINES ........................................................................... 6
3.DESCRIPTION DES ACTIVITES DE L’USINE : CENTRE DE HARDOX WEARPARTS ...................... 6
CHAPITRE II : ETUDE DU PROCEDE DE COUPE AU PLASMA .......................................................... 7
I) PRESENTATION DU PROCEDE PLASMA .................................................................................. 7
1-HISTORIQUE DES SYSTÈMES PLASMA ................................................................................ 7
2-DÉFINITION DU PLASMA .................................................................................................... 9
3-L'IONISATION ................................................................................................................... 10
4-PRÉSENTATION DU PROCEDE .......................................................................................... 11
5. PRINCIPE : OPÉRATION CNC ............................................................................................ 12
6-LES COMPOSANTS DU SYSTÈME PLASMA........................................................................ 14
7-LES AVANTAGES DE DÉCOUPE PLASMA ........................................................................... 14
8-LES RISQUE DE DÉCOUPE PLASMA................................................................................... 15
II- MACHINE ET LOGICIEL ........................................................................................................ 16
1-MACHINE.......................................................................................................................... 16
2-LOGICIEL : ProNest ........................................................................................................... 23
ABDOU RAMANE DIALLO x
UNIVERSITE NAZI BONI GENIE MECANIQUE ET PRODUCTIQUE
Institut Universitaire de technologie
III.- COMPARAISON AVEC D’AUTRES PROCEDES DE DECOUPE : ............................................. 23
1-INTRODUCTION ................................................................................................................ 23
2-COUPAGE PLASMA ........................................................................................................... 23
3-DÉCOUPE À L'OXYCOUPAGE ............................................................................................ 24
4-DÉCOUPE AU LASER ......................................................................................................... 24
5-DÉCOUPE AU JET D'EAU ................................................................................................... 25
6- CRITÈRES SUR LESQUELS ON DOIT SE BASER POUR DÉCIDER DU PROCÉDÉ À UTILISER 26
CHAPITRE 3 : BILAN DU STAGE .................................................................................................... 28
I-DEROULEMENT DU STAGE .................................................................................................... 28
1.TACHES REALISES ............................................................................................................. 28
2.APPORT PERSONNEL ........................................................................................................ 29
II-OBSEVATIONS ET SUGGESTION ........................................................................................... 30
CONCLUSION GENERALE ............................................................................................................. 32
LES RÉFÉRENCES BIBLIOGRAPHIQUES ......................................................................................... 33
ANNEXES ......................................................................................................................................vii
ABDOU RAMANE DIALLO xi
Vous aimerez peut-être aussi
- TFM M23 Mathematiques Et Mecanique appliquees-FM-TFMDocument103 pagesTFM M23 Mathematiques Et Mecanique appliquees-FM-TFMAhmed DjebbiPas encore d'évaluation
- TP Calcul Pousse SeringueDocument6 pagesTP Calcul Pousse Seringueapi34Pas encore d'évaluation
- 5194 Epreuve E5 Bts Ip Europlastic Juin 2013 SujetDocument28 pages5194 Epreuve E5 Bts Ip Europlastic Juin 2013 SujetAnonymous rvGgpvvqPas encore d'évaluation
- Capteurs Mecanique ProfDocument7 pagesCapteurs Mecanique ProfAbidi YoussefPas encore d'évaluation
- NF EN 755-2: Aluminium Et Alliages D'aluminium - Barres, Tubes Et Profilés Filés - Partie 2: Caractéristiques MécaniquesDocument50 pagesNF EN 755-2: Aluminium Et Alliages D'aluminium - Barres, Tubes Et Profilés Filés - Partie 2: Caractéristiques MécaniquesJeremy AmarPas encore d'évaluation
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Les Liaisons Cinématiques Sur CATIA V5Document37 pagesLes Liaisons Cinématiques Sur CATIA V5abir bzPas encore d'évaluation
- Étude Et Conception D'un Moteur À Combustion Interne À Quatre TempsDocument101 pagesÉtude Et Conception D'un Moteur À Combustion Interne À Quatre TempsWendkouni Josoé OUEDRAOGOPas encore d'évaluation
- (Tec) (TD) Reducteur Roue Vis Sans FinDocument5 pages(Tec) (TD) Reducteur Roue Vis Sans Finisrael melchisedechPas encore d'évaluation
- TD 3 Loi Entrée Sortie Par Fermeture GéométriqueDocument4 pagesTD 3 Loi Entrée Sortie Par Fermeture GéométriqueChokri AtefPas encore d'évaluation
- TD2 SysTriEqui PDFDocument2 pagesTD2 SysTriEqui PDFYASSINE ICHAMRAN100% (1)
- Pfe GM 0039Document79 pagesPfe GM 0039ridhajamel100% (1)
- Cisaille HydrauliqueDocument13 pagesCisaille HydrauliqueMarmar DosPas encore d'évaluation
- Catalogue Graissage 20083Document36 pagesCatalogue Graissage 20083Nacer NacerPas encore d'évaluation
- 1306 160 p32 PDFDocument12 pages1306 160 p32 PDFMohamed Amine SaadaPas encore d'évaluation
- C2 PDFDocument12 pagesC2 PDFMustaphaPicassoPas encore d'évaluation
- Sujet E2 Metropole Bac Pro Melec Juin 2023Document11 pagesSujet E2 Metropole Bac Pro Melec Juin 2023kateb.documentsPas encore d'évaluation
- Rapport MINI PROJETDocument36 pagesRapport MINI PROJETوليد الصحراويPas encore d'évaluation
- Technologie UNITE DE BOUCHAGE DES BOUTEILLES DE LAIT - 2ème Sciences (2011-2012) MR Walid (Full Permission)Document5 pagesTechnologie UNITE DE BOUCHAGE DES BOUTEILLES DE LAIT - 2ème Sciences (2011-2012) MR Walid (Full Permission)Kamel TayahiPas encore d'évaluation
- dm1 MathsDocument14 pagesdm1 Mathssamim1971Pas encore d'évaluation
- FabricationMecaniqueS4LicenceGM PDFDocument64 pagesFabricationMecaniqueS4LicenceGM PDFImap FinnPas encore d'évaluation
- Pneumatique Elkhalidy 2Document125 pagesPneumatique Elkhalidy 2bottiotherPas encore d'évaluation
- Transmission de PuissanceDocument10 pagesTransmission de PuissanceHamda TriguiPas encore d'évaluation
- Cablage Pneumatique Cycle Carre EleveDocument7 pagesCablage Pneumatique Cycle Carre EleveBin saf Ali100% (1)
- Dimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)Document10 pagesDimensionner Un Circuit Hydraulique Pour Une Presse - 40T (Feuille de Calcul)lynda jerbiaPas encore d'évaluation
- Guide de Maintenance Et Reparation Des Arbres de Transmission PDFDocument25 pagesGuide de Maintenance Et Reparation Des Arbres de Transmission PDFakrealphonsePas encore d'évaluation
- Tribologie MasterDocument15 pagesTribologie MasterabderazakPas encore d'évaluation
- M13Programmation Reglage Et Conduite Des MOCN Version 1Document212 pagesM13Programmation Reglage Et Conduite Des MOCN Version 1Soufiane TouilPas encore d'évaluation
- Dr. Belmajdoub Fouad: WWW - Fst-Usmba - Ac.maDocument573 pagesDr. Belmajdoub Fouad: WWW - Fst-Usmba - Ac.maHamza BabaouiPas encore d'évaluation
- Rapport P6-3 2009 17Document28 pagesRapport P6-3 2009 17Bilal FitsemPas encore d'évaluation
- TP 30 227Document7 pagesTP 30 227WalidPas encore d'évaluation
- TP 51 6 PDFDocument4 pagesTP 51 6 PDFdz filmPas encore d'évaluation
- Harrouche Fateh PDFDocument148 pagesHarrouche Fateh PDFderghalPas encore d'évaluation
- Copie FinaleDocument120 pagesCopie Finalezehii ghofranPas encore d'évaluation
- 9 Veaux TrainsDocument268 pages9 Veaux TrainsKhalil MokhPas encore d'évaluation
- Corrig Examen Technologie de Construction 1GM Iset Nabeul 2012 PDFDocument6 pagesCorrig Examen Technologie de Construction 1GM Iset Nabeul 2012 PDFHanane TounsiPas encore d'évaluation
- Moteurs LsDocument56 pagesMoteurs LsYEKINI Abdul MadjidPas encore d'évaluation
- Rapprot Presse FinalDocument35 pagesRapprot Presse FinalSahbi KraiemPas encore d'évaluation
- Rapport AbaqusDocument27 pagesRapport Abaquselgheryb_choukri100% (1)
- 2 Les EmbrayagesDocument28 pages2 Les EmbrayageseslochPas encore d'évaluation
- Reducteur A Vis Sans FinDocument18 pagesReducteur A Vis Sans FinImane ElkhoukhPas encore d'évaluation
- I-Mise en Situation:: (Voir Livre de TP Page 19) ConclusionDocument3 pagesI-Mise en Situation:: (Voir Livre de TP Page 19) Conclusionhammamin2008Pas encore d'évaluation
- Compte Rendu TP FAO AvancéeDocument9 pagesCompte Rendu TP FAO AvancéemahdiPas encore d'évaluation
- Les Douille À Billes PDFDocument50 pagesLes Douille À Billes PDFNadia DridiPas encore d'évaluation
- Sujet:: Train D'atterrissageDocument46 pagesSujet:: Train D'atterrissageygPas encore d'évaluation
- Histoire de La MachineDocument19 pagesHistoire de La MachineAbdelilah El GmairiPas encore d'évaluation
- h1 Faucheuse RotativeDocument4 pagesh1 Faucheuse RotativeAbdelhafid OmariPas encore d'évaluation
- DistributeursDocument7 pagesDistributeursdayangPas encore d'évaluation
- Mémoire Bouzidi Et DerraouiDocument72 pagesMémoire Bouzidi Et Derraouihouyam hamdiPas encore d'évaluation
- Bougoffa Ramez Mohamed LamineDocument87 pagesBougoffa Ramez Mohamed LamineRodolphe SounouPas encore d'évaluation
- Poulies Et Courroies de Transmission. Données Numériques. (O)Document23 pagesPoulies Et Courroies de Transmission. Données Numériques. (O)DiesePas encore d'évaluation
- Vibrations Et Contraintes Alternées Dans Les Turbo PDFDocument17 pagesVibrations Et Contraintes Alternées Dans Les Turbo PDFfz100% (1)
- Elaboration D'un Simulateur CNCDocument92 pagesElaboration D'un Simulateur CNCMatrix_2010100% (2)
- 1-Conception Et Analyse Des Syst MécDocument6 pages1-Conception Et Analyse Des Syst Méchamza100% (1)
- Pfe FinalDocument83 pagesPfe FinalghassenPas encore d'évaluation
- HumidaireDocument92 pagesHumidaireAristidePas encore d'évaluation
- Chapitre 1 - Procédé de FabricationDocument10 pagesChapitre 1 - Procédé de Fabricationالسعيد بوحملةPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Support Du Cours Fours IndustrielsDocument56 pagesSupport Du Cours Fours IndustrielsAustin C Lynch100% (1)
- Laboratoire D'électrotechnique: 1. Charge Et Décharge Du Condensateur Sous Tension RectangulaireDocument23 pagesLaboratoire D'électrotechnique: 1. Charge Et Décharge Du Condensateur Sous Tension RectangulaireLéo GallacioPas encore d'évaluation
- Chapitre 2Document83 pagesChapitre 2Midou MhmdPas encore d'évaluation
- HSEDocument95 pagesHSESalissou Salha100% (1)
- Comprehension Et Expression OraleDocument30 pagesComprehension Et Expression Oraleيوسف عسلي67% (3)
- Chapitre 1Document10 pagesChapitre 1Haboussi MeriemPas encore d'évaluation
- Rapport Final (1) - CopieDocument44 pagesRapport Final (1) - Copiefatima zahra lmaalemPas encore d'évaluation
- TD2 Variables Aleã AtoiresDocument2 pagesTD2 Variables Aleã AtoiresismailasanguesowPas encore d'évaluation
- Guide Technique 2013 BUSCADocument292 pagesGuide Technique 2013 BUSCAmatheuroquencourt100% (1)
- 1519 Problmes Conomiques Comprendre L Conomie MondialeDocument124 pages1519 Problmes Conomiques Comprendre L Conomie MondialeThomas le sage100% (1)
- P1 MHS DFM C Us01 CR 0001 - 09 - A PDFDocument322 pagesP1 MHS DFM C Us01 CR 0001 - 09 - A PDFNoelia GarcíaPas encore d'évaluation
- Uc 15 CPUDocument7 pagesUc 15 CPURayan En-NougaouiPas encore d'évaluation
- Commande Vectorielle Sans Capteur Mécanique de La Machine SyDocument96 pagesCommande Vectorielle Sans Capteur Mécanique de La Machine SyAbdou Juventus100% (1)
- Note de Calcul Reseau GazDocument1 pageNote de Calcul Reseau GazDjamal Mohammedi100% (1)
- Turboexpander For LNG PlantDocument9 pagesTurboexpander For LNG PlantArsa Setya DewantaPas encore d'évaluation
- EconometrieDocument118 pagesEconometrieIbtissam JoubaPas encore d'évaluation
- Programme de Révisions DST n4Document2 pagesProgramme de Révisions DST n4lola21035Pas encore d'évaluation
- BenchmarkDocument7 pagesBenchmarkSonia YameogoPas encore d'évaluation
- TD1 Ci1 Ro 2020 2021Document2 pagesTD1 Ci1 Ro 2020 2021nicolas100% (1)
- FF Electronique m2Document7 pagesFF Electronique m2yaminoPas encore d'évaluation
- IntegrationDocument71 pagesIntegrationAkpo ArmandPas encore d'évaluation
- Philip Pettit Isaiah BerlinDocument32 pagesPhilip Pettit Isaiah BerlinRoberta Soromenho NicoletePas encore d'évaluation
- Fiche Maths Terminale 1Document1 pageFiche Maths Terminale 1Pierre100% (1)
- Emploi Du Temps M1 - S2 - 2021-2022Document1 pageEmploi Du Temps M1 - S2 - 2021-2022TOUBAL SEGHIR NadhirPas encore d'évaluation
- La Phrase InterrogativeDocument4 pagesLa Phrase Interrogativesamirfun2006Pas encore d'évaluation
- Les Fausses Confidences, Marivaux Acte I Scène 14 AnalyseDocument1 pageLes Fausses Confidences, Marivaux Acte I Scène 14 AnalyseSuper YakiwPas encore d'évaluation
- TDN1etude D'un Reseau D'assnissement D'un Ville TouristiqueDocument6 pagesTDN1etude D'un Reseau D'assnissement D'un Ville TouristiqueSmaïl KhelifaPas encore d'évaluation
- ThoriedesfilsdattenteV1 Anisimov LimniosDocument16 pagesThoriedesfilsdattenteV1 Anisimov LimniosCharif MohamedPas encore d'évaluation
- Exposé de INF564 - 3Document3 pagesExposé de INF564 - 3HilairePas encore d'évaluation
- CH3 Conversion de Lénergie ÉolienneDocument7 pagesCH3 Conversion de Lénergie ÉolienneSalmi Nour E'ddinePas encore d'évaluation