Vous aimerez peut-être aussi
- Python pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingD'EverandPython pour les hackers : Le guide des script kiddies : apprenez à créer vos propres outils de hackingÉvaluation : 5 sur 5 étoiles5/5 (1)
- Comptabilite Analytique D 'ExploitationDocument39 pagesComptabilite Analytique D 'ExploitationMohamed Diarras100% (4)
- Cours Sur Les Cartes de Controle - SPCDocument5 pagesCours Sur Les Cartes de Controle - SPCMeryem BelhassanePas encore d'évaluation
- Conception automobile: Les Grands Articles d'UniversalisD'EverandConception automobile: Les Grands Articles d'UniversalisPas encore d'évaluation
- Exercices de ProbabilitesDocument20 pagesExercices de Probabilitesfcbsma93100% (2)
- L' Appréciation des performances au travail: De l'individu à l'équipeD'EverandL' Appréciation des performances au travail: De l'individu à l'équipeÉvaluation : 5 sur 5 étoiles5/5 (1)
- Traité d'économétrie financière: Modélisation financièreD'EverandTraité d'économétrie financière: Modélisation financièrePas encore d'évaluation
- Optimiser le coût du risque crédit - sous Bâle 3, IFRS 9 et la BCE - exemple en banque de détailD'EverandOptimiser le coût du risque crédit - sous Bâle 3, IFRS 9 et la BCE - exemple en banque de détailPas encore d'évaluation
- Carte de ContrôleDocument34 pagesCarte de Contrôlesa sa100% (2)
- Livret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62D'EverandLivret 2 - Dossier validation VAE - Responsable de travaux Réseaux télécoms Très Haut Débit: 2023, #62Pas encore d'évaluation
- Maitrise Statistique Du Procédé PDFDocument26 pagesMaitrise Statistique Du Procédé PDFAhmed Arif100% (1)
- Carte de Controle VFDocument18 pagesCarte de Controle VFHoussame NaimPas encore d'évaluation
- TD N° 2 MQ - RéponsesDocument8 pagesTD N° 2 MQ - RéponsesHafida SaalhiPas encore d'évaluation
- RapportDocument25 pagesRapportDraw MagicPas encore d'évaluation
- Exo Calcul Stochastique CorrigésDocument152 pagesExo Calcul Stochastique CorrigésRicky RickPas encore d'évaluation
- College Metrologie Les EnjeuxDocument32 pagesCollege Metrologie Les EnjeuxmetrologuesenherbePas encore d'évaluation
- Évaluation du potentiel humain dans les organisationsD'EverandÉvaluation du potentiel humain dans les organisationsPas encore d'évaluation
- Le S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des ProcédésDocument27 pagesLe S.P.C.: Statistical Process Control, Surveillance Des Procédés en Continu Ou Maîtrise Statistique Des Procédésboubka100% (1)
- Performance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsD'EverandPerformance économique des politiques publiques: Évaluation des coûts-avantages et analyse d'impacts contrefactuelsPas encore d'évaluation
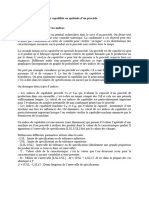
- 2 Cours Capabilité PDFDocument6 pages2 Cours Capabilité PDFNassim RabaouiPas encore d'évaluation
- Cours2015-2016Processus AlatoiresDocument90 pagesCours2015-2016Processus AlatoiresKhd AchPas encore d'évaluation
- Examen 2013 Correction PDFDocument10 pagesExamen 2013 Correction PDFNassim RabaouiPas encore d'évaluation
- Detection Estimation Information PDFDocument119 pagesDetection Estimation Information PDFgaussnadalPas encore d'évaluation
- Dossier-08-Thème-51-EL GOURARI Aya-2714Document6 pagesDossier-08-Thème-51-EL GOURARI Aya-2714azertyPas encore d'évaluation
- Les CapabilitesDocument4 pagesLes CapabilitesMouradPas encore d'évaluation
- Chapitre 6 LteDocument7 pagesChapitre 6 LteelongsergePas encore d'évaluation
- 1Document39 pages1abdelali ELFAIZPas encore d'évaluation
- Reflexion Strategique - Calcul de Fiabilité Structurale Par La Méthode de Monte CarloDocument12 pagesReflexion Strategique - Calcul de Fiabilité Structurale Par La Méthode de Monte CarlokevinbbkPas encore d'évaluation
- Cours Management Qual It É A 4Document78 pagesCours Management Qual It É A 4Gaëlle No'osi TchendjePas encore d'évaluation
- Manuel de Cours Secteur: Administration, Gestion & CommerceDocument92 pagesManuel de Cours Secteur: Administration, Gestion & CommerceAchraf QarrotPas encore d'évaluation
- Formation SPC StructuresDocument29 pagesFormation SPC StructuresZaid Chkir100% (1)
- QACCC002K - en Mecanismos PDFDocument17 pagesQACCC002K - en Mecanismos PDFGerardoPas encore d'évaluation
- Module 3 ICAM Module Qualité SUIVI STATISTIQUE DUNE PRODUCTIONDocument59 pagesModule 3 ICAM Module Qualité SUIVI STATISTIQUE DUNE PRODUCTIONLucas ArchilaPas encore d'évaluation
- QualitéDocument4 pagesQualitéAziz GuewarPas encore d'évaluation
- R&R - Répétabilité & Reproductibilité - Pour Évaluer Un Système de MesureDocument8 pagesR&R - Répétabilité & Reproductibilité - Pour Évaluer Un Système de MesureFDAZEPas encore d'évaluation
- Validation CroiséeDocument9 pagesValidation CroiséeInconnu ZozoPas encore d'évaluation
- P2-Conce InterDocument50 pagesP2-Conce InterHerve HAPALIPas encore d'évaluation
- Partie1 CaeDocument42 pagesPartie1 CaeISMAEL ZOUHRIPas encore d'évaluation
- M13 - Comptabilité Analytique d'ExploitationTER-TSCDocument40 pagesM13 - Comptabilité Analytique d'ExploitationTER-TSCHASSANPas encore d'évaluation
- Cap A Bi LiteDocument2 pagesCap A Bi LitesaintmhPas encore d'évaluation
- Chapitre 3 Capabilite Machine ProcessusDocument12 pagesChapitre 3 Capabilite Machine ProcessusGhofrane GhofranePas encore d'évaluation
- Limite de Détection - AspDocument15 pagesLimite de Détection - Aspabdelhakim ougaidaPas encore d'évaluation
- FinaleDocument18 pagesFinaleHoussame Naim100% (1)
- Cours spc2Document21 pagesCours spc2Abdelghani AririPas encore d'évaluation
- Quel Indicateur de Capabilité Utiliser: Le PPK Ou Le CPK ?Document13 pagesQuel Indicateur de Capabilité Utiliser: Le PPK Ou Le CPK ?Oumaima JadlaouiPas encore d'évaluation
- Chapitre 1 Capabilite Machine ProcessusDocument12 pagesChapitre 1 Capabilite Machine ProcessusMohamed BchihyPas encore d'évaluation
- Le CND Par GC Et CGDocument2 pagesLe CND Par GC Et CGEl Mehdi AkhatarPas encore d'évaluation
- Capabilité CAE 22Document15 pagesCapabilité CAE 22Bouzine IkramPas encore d'évaluation
- Beamex White Paper - New Methods For Calibrating Loops FRADocument7 pagesBeamex White Paper - New Methods For Calibrating Loops FRAN'cho Marius AssiPas encore d'évaluation
- Tec Doc Product I Que 200204Document17 pagesTec Doc Product I Que 200204Rodrigue patrice Njounhassi koagnePas encore d'évaluation
- MSP-Capabilité (2023)Document30 pagesMSP-Capabilité (2023)mohamed HanouniPas encore d'évaluation
- Evaluation Final Statistique Learning .Partie2Document4 pagesEvaluation Final Statistique Learning .Partie2alzahradakirPas encore d'évaluation
- Ingenieur Genie Electrique ElectrotechniDocument1 pageIngenieur Genie Electrique Electrotechnikhlifa mohamedPas encore d'évaluation
- Validation de Méthode NGS - FR FINAL CompiléDocument18 pagesValidation de Méthode NGS - FR FINAL CompiléfatihaPas encore d'évaluation
- DR12VMC Protocole Val ChimieDocument30 pagesDR12VMC Protocole Val ChimieCynthia EspinosaPas encore d'évaluation
- GA Mini Projet BounouadarDocument37 pagesGA Mini Projet BounouadarAya BounouadarPas encore d'évaluation
- Séance N°4 MSPDocument27 pagesSéance N°4 MSPAbdoul Karim TOUNKARAPas encore d'évaluation
- TP3 Mi204 Santos Scardellato Pimenta FRDocument17 pagesTP3 Mi204 Santos Scardellato Pimenta FRDoente PedroPas encore d'évaluation
- Maîtriser le Développement Full Stack : Du Front-End Éblouissant au Back-End RobusteD'EverandMaîtriser le Développement Full Stack : Du Front-End Éblouissant au Back-End RobustePas encore d'évaluation
- Appliquer le modèle de Rasch: Défis et pistes de solutionD'EverandAppliquer le modèle de Rasch: Défis et pistes de solutionPas encore d'évaluation
- Exos STA230Document60 pagesExos STA230Moctar Mdbsfamille Fall100% (1)
- Risque D'estimation Et Choix de Portefeuille Dans Le Cadre Des Moments Partiels InferieursDocument32 pagesRisque D'estimation Et Choix de Portefeuille Dans Le Cadre Des Moments Partiels InferieursB.I100% (3)
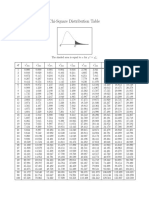
- 100715O524008281118Tabel Chi Square PDFDocument1 page100715O524008281118Tabel Chi Square PDFAndi MaulanaPas encore d'évaluation
- Polycopié UE4 2017-2018 (Définitif)Document154 pagesPolycopié UE4 2017-2018 (Définitif)Romain BuiPas encore d'évaluation
- Tables RessourcesDocument27 pagesTables RessourcesdcanabalgPas encore d'évaluation
- Cartes Du ControleDocument10 pagesCartes Du ControleAyman AymanPas encore d'évaluation
- Variable Continue Impri Mable 1Document31 pagesVariable Continue Impri Mable 1slim yaichPas encore d'évaluation
- Transmission EISTI Guy-Almouzni PDFDocument209 pagesTransmission EISTI Guy-Almouzni PDFDocPas encore d'évaluation
- TD StatistiqueDocument2 pagesTD StatistiqueSarra AtrousPas encore d'évaluation
- These PG MtpsDocument139 pagesThese PG MtpsMohamed LatifiPas encore d'évaluation
- Racines de Polynômes À Coefficients Aléatoires AnlyseDocument7 pagesRacines de Polynômes À Coefficients Aléatoires AnlysebrahimPas encore d'évaluation
- Correction TD2 S3 2020 2021Document4 pagesCorrection TD2 S3 2020 2021uyuiPas encore d'évaluation
- Cours Hydrologie Générale - CH 08Document15 pagesCours Hydrologie Générale - CH 08abdelhamidPas encore d'évaluation
- ModeleLineaireEt Extensions PDFDocument328 pagesModeleLineaireEt Extensions PDFEphremPas encore d'évaluation
- StatistiqueDocument17 pagesStatistiqueDonald S. BensonPas encore d'évaluation
- Metrologie Capteur S1 CHAP2 ETUDIANTDocument22 pagesMetrologie Capteur S1 CHAP2 ETUDIANTHamza ZitouniPas encore d'évaluation
- Variables Aléatoires Et Lois UsuellesDocument18 pagesVariables Aléatoires Et Lois UsuellesleotunisiaPas encore d'évaluation
- Cours simulationVERMETDocument16 pagesCours simulationVERMETandy kcPas encore d'évaluation
- EconometrieL3 2016Document51 pagesEconometrieL3 2016Lilian HancuPas encore d'évaluation
- Cours Méthodologie de Recherche Expérimentale Ver 17-5-2020Document109 pagesCours Méthodologie de Recherche Expérimentale Ver 17-5-2020jpxPas encore d'évaluation
- Simulation Avec ARENADocument65 pagesSimulation Avec ARENANabil Belkasem100% (1)
- Plan de Cours de Module: Echantillonnage Et EstimationDocument10 pagesPlan de Cours de Module: Echantillonnage Et EstimationJamila ridaPas encore d'évaluation
- Les Différents Types de Produit (CDS, ITraxx, CDS First Default)Document157 pagesLes Différents Types de Produit (CDS, ITraxx, CDS First Default)Theonlyone01100% (1)
- Fic 00153Document3 pagesFic 00153walid hdcPas encore d'évaluation
- Chapitre 4Document32 pagesChapitre 4Ham SoloPas encore d'évaluation