Vous aimerez peut-être aussi
- Électrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsD'EverandÉlectrotechnique | Pas à Pas: Bases, composants & circuits expliqués pour les débutantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Technologie de l’acier: Les Grands Articles d'UniversalisD'EverandTechnologie de l’acier: Les Grands Articles d'UniversalisPas encore d'évaluation
- Procèdes de SoudageDocument27 pagesProcèdes de SoudageFethi BELOUIS100% (2)
- Microscope Électronique À BalayageDocument29 pagesMicroscope Électronique À BalayageS0UM0H100% (1)
- Théorie et conception des filtres analogiques, 2e édition: Avec MatlabD'EverandThéorie et conception des filtres analogiques, 2e édition: Avec MatlabPas encore d'évaluation
- Programme de Technologie Terminale F3Document31 pagesProgramme de Technologie Terminale F3Bill Pitinguele95% (22)
- Materiaux MetalliquesDocument58 pagesMateriaux MetalliquesDjm Alg100% (1)
- Guide Pratique Du Soudeur MMADocument106 pagesGuide Pratique Du Soudeur MMAslimamriPas encore d'évaluation
- 120-Guide Pratique Du Soudeur ARC MMA ESABDocument106 pages120-Guide Pratique Du Soudeur ARC MMA ESABChokri AtefPas encore d'évaluation
- Chapitre 02Document4 pagesChapitre 02abd erahimPas encore d'évaluation
- NF Dtu 45.2 P1-2 PDFDocument11 pagesNF Dtu 45.2 P1-2 PDFYounes YounesPas encore d'évaluation
- Cours Technologie Et Maintenance Des Appareils Radiologiques-Partie 2Document158 pagesCours Technologie Et Maintenance Des Appareils Radiologiques-Partie 2MOHAMED ABOUELOUAFAPas encore d'évaluation
- Electro ErosionDocument27 pagesElectro ErosionYouness El Hamri50% (2)
- Formation Soudage Laser OpérateurDocument71 pagesFormation Soudage Laser Opérateurslimamri100% (3)
- Comment Un Coupeur Plasma TravailleDocument24 pagesComment Un Coupeur Plasma TravailleAyoub Abdessalem Djebbar100% (1)
- Chapitre II Usinage Par ÉlectroérosionDocument14 pagesChapitre II Usinage Par ÉlectroérosionMehdi HassinePas encore d'évaluation
- Soudure A L'arc Notions de Base2Document43 pagesSoudure A L'arc Notions de Base2artustPas encore d'évaluation
- Arc ÉlectriqueDocument10 pagesArc Électriquemaatouguiabdelkader04Pas encore d'évaluation
- Chapitre-1 - Production Des Rayons XDocument45 pagesChapitre-1 - Production Des Rayons Xtaoufik srhiriPas encore d'évaluation
- Electro EroosionDocument14 pagesElectro EroosionyakoubboudiafPas encore d'évaluation
- Electro Erosion Elefil PrincipeDocument13 pagesElectro Erosion Elefil PrincipeRamzi Hajjaji100% (1)
- Diffraction Des Electrons LentsDocument32 pagesDiffraction Des Electrons LentsMed Khdaoui80% (5)
- Microscope Électronique À BalayageDocument30 pagesMicroscope Électronique À BalayageIBTISSAM ZBIRIPas encore d'évaluation
- Les Procedes ElectrolytiquesDocument8 pagesLes Procedes ElectrolytiquesJean-Pierre EssimiPas encore d'évaluation
- Applications de La Supraconductivite Dans Les Grands Appareils Pour La PhysiqueDocument8 pagesApplications de La Supraconductivite Dans Les Grands Appareils Pour La Physiqueهذا اناPas encore d'évaluation
- CHAP3 Us ElechimDocument15 pagesCHAP3 Us ElechimKhaLed BenKaPas encore d'évaluation
- 2 Le Soudage À Larc À Lélectrode EnrobéeDocument26 pages2 Le Soudage À Larc À Lélectrode EnrobéeIslem SoukeurPas encore d'évaluation
- Présentation Soudage Par Faisceau D'électronsDocument21 pagesPrésentation Soudage Par Faisceau D'électronsMadani MecheriPas encore d'évaluation
- 02-PR DES-CERF - Systéme RX-2018Document50 pages02-PR DES-CERF - Systéme RX-2018Zorba ZorbaPas encore d'évaluation
- Usinage Chimique Ultrason ElectroerosionDocument9 pagesUsinage Chimique Ultrason Electroerosionsimplet24Pas encore d'évaluation
- HHHH HHHHDocument11 pagesHHHH HHHHÂhmêď ÎbřàhïmPas encore d'évaluation
- Microscope Électronique À Balayage (MEB) (En Anglais Scanning Electron Microscopy (SEM) )Document13 pagesMicroscope Électronique À Balayage (MEB) (En Anglais Scanning Electron Microscopy (SEM) )IBTISSAM ZBIRI100% (2)
- Tube RadiogeneDocument8 pagesTube RadiogeneMoez JaouediPas encore d'évaluation
- Soudage en Phase LiquideDocument32 pagesSoudage en Phase Liquidesayr0sPas encore d'évaluation
- Smaw 1Document33 pagesSmaw 1Nassim GougamPas encore d'évaluation
- Soudage À LDocument8 pagesSoudage À LAmira HamzaPas encore d'évaluation
- Conductivité Electrque - EngeneeringDocument6 pagesConductivité Electrque - Engeneeringisam-eddine.babouriPas encore d'évaluation
- Consruction M1-4Document26 pagesConsruction M1-4yakoubboudiafPas encore d'évaluation
- 3 PR Des-Cerf - RX-2017Document87 pages3 PR Des-Cerf - RX-2017EttienPas encore d'évaluation
- 1.1 - TP 1 Electrolyse PolycopeDocument1 page1.1 - TP 1 Electrolyse PolycopeboussadiaanesPas encore d'évaluation
- 7 Soudage Arc SubmergéDocument17 pages7 Soudage Arc SubmergéIslem SoukeurPas encore d'évaluation
- Tube A Rayonex-160514120613Document30 pagesTube A Rayonex-160514120613des rimPas encore d'évaluation
- Cours M1EEA Papier 2013 PDFDocument68 pagesCours M1EEA Papier 2013 PDFlahceneliysaPas encore d'évaluation
- Fabri Cellule PhotovoltaiqueDocument14 pagesFabri Cellule PhotovoltaiqueChaibou AmadouPas encore d'évaluation
- 9 - Cours 9 Applications Industrielles Du Laser AggrandiDocument4 pages9 - Cours 9 Applications Industrielles Du Laser AggrandiLokman HamzaPas encore d'évaluation
- Exposés de TCE Sur La Résistances À Couche Métallique: Nom Et Prénom de GroupeDocument9 pagesExposés de TCE Sur La Résistances À Couche Métallique: Nom Et Prénom de Groupeعالم الاختلافPas encore d'évaluation
- 1 Description de L'arc Électrique.Document8 pages1 Description de L'arc Électrique.Billel Soti100% (1)
- Arc ÉlectriqueDocument27 pagesArc Électriqueikrame100% (1)
- ElectroerosionDocument20 pagesElectroerosionJalal Raougui100% (2)
- C2 PDFDocument12 pagesC2 PDFMustaphaPicassoPas encore d'évaluation
- Materiaux Gel - Cours 1Document127 pagesMateriaux Gel - Cours 1Sena NsekePas encore d'évaluation
- Bobina de Tesla 1Document8 pagesBobina de Tesla 1Kayl DreckPas encore d'évaluation
- Usinage AvancéDocument7 pagesUsinage AvancémballaPas encore d'évaluation
- Poly SC 1516Document12 pagesPoly SC 1516olntayriPas encore d'évaluation
- 1 Cours Tube À Rayons X 2021 DR SEGUENI 1Document4 pages1 Cours Tube À Rayons X 2021 DR SEGUENI 1Dam YonPas encore d'évaluation
- SAEEDocument3 pagesSAEEAhmed LamouchiPas encore d'évaluation
- Soudage MMA - TelwinDocument6 pagesSoudage MMA - Telwinvsdfsd258Pas encore d'évaluation
- Tube RX PDF 2Document33 pagesTube RX PDF 2houdalimane6Pas encore d'évaluation
- Chap 6 Usinage Par Electrolyte.Document9 pagesChap 6 Usinage Par Electrolyte.Jean-Pierre EssimiPas encore d'évaluation
- Effet Corona - WikipédiaDocument5 pagesEffet Corona - Wikipédiabenben31Pas encore d'évaluation
- TP 3 Chémi PhisiqueDocument3 pagesTP 3 Chémi PhisiqueBøũdįāf Khäwlå100% (1)
- SimplexDocument3 pagesSimplexHouda BourimechPas encore d'évaluation
- Lot 4 3 Couvertures Mc3a9talliquesDocument26 pagesLot 4 3 Couvertures Mc3a9talliquesKarif HeliPas encore d'évaluation
- Soudage TIG - WikipédiaDocument24 pagesSoudage TIG - WikipédiaLoic MfonziePas encore d'évaluation
- CMDocument8 pagesCMhraibimedazizPas encore d'évaluation
- Liste Des Agents N'ayant Pas Encore Fait Leur Visite Medicale Annuelle 2021Document6 pagesListe Des Agents N'ayant Pas Encore Fait Leur Visite Medicale Annuelle 2021Meite MoustaphaPas encore d'évaluation
- Outil MeuleDocument1 pageOutil MeuleAbdoulaye BaPas encore d'évaluation
- Memento Technique Mau Fix 1 Lnew1Document484 pagesMemento Technique Mau Fix 1 Lnew1bastophePas encore d'évaluation
- Matière PlastiqueDocument5 pagesMatière PlastiqueMar WaPas encore d'évaluation
- Brochure ProcoDocument24 pagesBrochure Procolecar dantaryPas encore d'évaluation
- Mémoire M2 Ayoub Laaroussi Génie MétallurgiqueDocument67 pagesMémoire M2 Ayoub Laaroussi Génie Métallurgiqueakramkko1234Pas encore d'évaluation
- Les Elements NormalisésDocument16 pagesLes Elements NormalisésKlode BKPas encore d'évaluation
- Novaporte 2022 01 - Fra Eng 2Document12 pagesNovaporte 2022 01 - Fra Eng 2jrouettePas encore d'évaluation
- Dépliant Sikaplan - Accessoires-Mise - en - Oeuvre - 2016 VO BDFDocument12 pagesDépliant Sikaplan - Accessoires-Mise - en - Oeuvre - 2016 VO BDFRaoufPas encore d'évaluation
- Annexe A Descriptif Technique - 1Document17 pagesAnnexe A Descriptif Technique - 1Ahmed DebchiPas encore d'évaluation
- Expose PCM Frittage AluminothermieDocument34 pagesExpose PCM Frittage AluminothermieAboubacar Sidiki TangaraPas encore d'évaluation
- CPP + Etn Sopralene JointDocument13 pagesCPP + Etn Sopralene JointIslam-Lotfi Hadj-ArabPas encore d'évaluation
- Mise en Forme MateriauxDocument4 pagesMise en Forme MateriauxMohand Oulhadj ChalaliPas encore d'évaluation
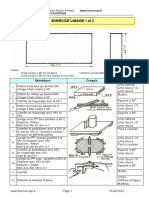
- Exercice Limage 1 Et 2: Opérations Croquis OutilsDocument2 pagesExercice Limage 1 Et 2: Opérations Croquis OutilsrabbajPas encore d'évaluation
- CCTP Lot #10 Menui IntDocument12 pagesCCTP Lot #10 Menui IntNabil OthmaniPas encore d'évaluation
- Futur Ceramiques PDFDocument15 pagesFutur Ceramiques PDFFida ForkanePas encore d'évaluation
- Notice Defonceuse GOF1250CE GOF1250LCE BoschDocument16 pagesNotice Defonceuse GOF1250CE GOF1250LCE Boschthierry louttePas encore d'évaluation
- 3-Abdellatif Khazma CV FFFF (Francais.M)Document5 pages3-Abdellatif Khazma CV FFFF (Francais.M)Abed KhazmaPas encore d'évaluation
- Interactions G Outil6Document3 pagesInteractions G Outil6Christine NessimPas encore d'évaluation
- Product Selector 2006 FDocument40 pagesProduct Selector 2006 FKousso Eugenie AtchiePas encore d'évaluation
- Exercices - Serie 2 - Elts de Machines CI1 2022 - 2023Document4 pagesExercices - Serie 2 - Elts de Machines CI1 2022 - 2023Sheeya FilaliPas encore d'évaluation
- Bosch Blau 3-13 FR LightDocument24 pagesBosch Blau 3-13 FR LightTruecaller CallerPas encore d'évaluation
- ST192ADocument14 pagesST192ARiyad BENZIANPas encore d'évaluation