Vous aimerez peut-être aussi
- 9' - Cours 9' Les Applications Du LaserDocument2 pages9' - Cours 9' Les Applications Du LaserLokman HamzaPas encore d'évaluation
- Université de Boumerdes: Université M'hamed Bougara - Faculté Des SciencesDocument12 pagesUniversité de Boumerdes: Université M'hamed Bougara - Faculté Des Sciencesباتشينو ٱلPas encore d'évaluation
- Soudage Laser 1-Le Rayonnement Laser PDFDocument5 pagesSoudage Laser 1-Le Rayonnement Laser PDFSourour TrabelsiPas encore d'évaluation
- Le Procede D Usinage Par LaserDocument10 pagesLe Procede D Usinage Par LaserMustapha KamelPas encore d'évaluation
- Formation Soudage Laser OpérateurDocument71 pagesFormation Soudage Laser Opérateurslimamri100% (3)
- Exposé Du Soudage Au LaserDocument37 pagesExposé Du Soudage Au Laserassoua kloliè konanPas encore d'évaluation
- Découpe Laser Et PlasmaDocument14 pagesDécoupe Laser Et PlasmaSeydou SissokoPas encore d'évaluation
- Introduction Le LaserDocument14 pagesIntroduction Le LaserSeydou SissokoPas encore d'évaluation
- Diode LaserDocument4 pagesDiode LaserAsmaa BouhlelPas encore d'évaluation
- Diode LaserDocument5 pagesDiode Laseraek300Pas encore d'évaluation
- Usinage LaserDocument2 pagesUsinage Lasersalah eddine bekhelifaPas encore d'évaluation
- Usinage Chimique Ultrason ElectroerosionDocument9 pagesUsinage Chimique Ultrason Electroerosionsimplet24Pas encore d'évaluation
- Tout ExamsDocument11 pagesTout Examsinssaf boudouasssalPas encore d'évaluation
- Laser ExposerDocument9 pagesLaser ExposerChaimâa HaliPas encore d'évaluation
- These Finale GaumeDocument202 pagesThese Finale Gaumeaboudidjaafar100% (1)
- Présentation LASERDocument25 pagesPrésentation LASERntabazabeni8Pas encore d'évaluation
- Découpe LaserDocument18 pagesDécoupe LaserFatine Essafi100% (2)
- Chap 6 EmetteurDocument15 pagesChap 6 EmetteurOumar Mandodjo100% (1)
- PCSI TIPE LaserDocument11 pagesPCSI TIPE LaserRachid BenjalouajaPas encore d'évaluation
- C2 PDFDocument12 pagesC2 PDFMustaphaPicassoPas encore d'évaluation
- SFN 2007005Document14 pagesSFN 2007005MarevaPas encore d'évaluation
- Université Mouloud Mammeri de Tizi OuzouDocument12 pagesUniversité Mouloud Mammeri de Tizi OuzouWalid NecibPas encore d'évaluation
- E UltrasonDocument18 pagesE UltrasonZakaria Moutaouakkil100% (2)
- Continuité Leçon LaserDocument7 pagesContinuité Leçon LaserSi Mo WacPas encore d'évaluation
- VibrationDocument59 pagesVibrationmahmoudmain_24273317Pas encore d'évaluation
- ChapIV RadioDocument21 pagesChapIV RadioHananePas encore d'évaluation
- L'Usinage Par ElectroerosionDocument12 pagesL'Usinage Par Electroerosionmaino67% (6)
- 1 Cours Tube À Rayons X 2021 DR SEGUENI 1Document4 pages1 Cours Tube À Rayons X 2021 DR SEGUENI 1Dam YonPas encore d'évaluation
- Chapitre 3 LASER OptoélectroniqueDocument7 pagesChapitre 3 LASER OptoélectroniqueRahimoRhm100% (1)
- Introduction Au Soudage LaserDocument4 pagesIntroduction Au Soudage LaserRAIESPas encore d'évaluation
- CM Techniques Caracterisation 2023Document114 pagesCM Techniques Caracterisation 2023cissegaoussou01Pas encore d'évaluation
- Chapitre 5Document8 pagesChapitre 5MohamedBenKacemPas encore d'évaluation
- Electro ErosionDocument27 pagesElectro ErosionYouness El Hamri50% (2)
- Cours ChaudronnerieDocument168 pagesCours ChaudronnerieLinaPas encore d'évaluation
- Diodes LasersDocument23 pagesDiodes LasersAli AlFiguigui0% (2)
- LaserDocument7 pagesLasernour1960Pas encore d'évaluation
- Elaboration Des Couches Minces HL 19Document12 pagesElaboration Des Couches Minces HL 19Mohamed BenrahalPas encore d'évaluation
- Laser ExposerDocument6 pagesLaser Exposerchaimaa haliPas encore d'évaluation
- Usinage AvancéDocument7 pagesUsinage AvancémballaPas encore d'évaluation
- Ajp-Rphysap 1985 20 3 157 0Document7 pagesAjp-Rphysap 1985 20 3 157 0Joresse NdassiPas encore d'évaluation
- O31920 Basesphysiques RXDocument16 pagesO31920 Basesphysiques RXsonhaye lantamPas encore d'évaluation
- Microscope Électronique À Balayage (MEB) (En Anglais Scanning Electron Microscopy (SEM) )Document13 pagesMicroscope Électronique À Balayage (MEB) (En Anglais Scanning Electron Microscopy (SEM) )IBTISSAM ZBIRI100% (2)
- Chap IIIDocument12 pagesChap IIIwanisguellati07Pas encore d'évaluation
- Diffraction Des Electrons LentsDocument32 pagesDiffraction Des Electrons LentsMed Khdaoui80% (5)
- Chapitre 2Document19 pagesChapitre 2razielPas encore d'évaluation
- Optique IntegreeDocument140 pagesOptique IntegreekofostcePas encore d'évaluation
- Microscope Me BDocument3 pagesMicroscope Me BNour El Houda SlamaPas encore d'évaluation
- Cours Tube À Rayons X 2021 DR SEGUENI 1Document3 pagesCours Tube À Rayons X 2021 DR SEGUENI 1Maram BoughabaPas encore d'évaluation
- Effet Corona - WikipédiaDocument5 pagesEffet Corona - Wikipédiabenben31Pas encore d'évaluation
- Phy 19 LaserDocument7 pagesPhy 19 Lasermarcos requenaPas encore d'évaluation
- 2019 MP Des Pinces OptiquesDocument7 pages2019 MP Des Pinces Optiquesyousfi majdPas encore d'évaluation
- CoursDocument20 pagesCoursdk0906Pas encore d'évaluation
- Chapitre-1 - Production Des Rayons XDocument45 pagesChapitre-1 - Production Des Rayons Xtaoufik srhiriPas encore d'évaluation
- LMDDocument12 pagesLMDoussama lifePas encore d'évaluation
- CHAP1 Us ElectroerosionDocument11 pagesCHAP1 Us ElectroerosionKhaLed BenKaPas encore d'évaluation
- Tp2 PhototransistorDocument7 pagesTp2 PhototransistorSaad RemchaniPas encore d'évaluation
- Théorie et conception des filtres analogiques, 2e édition: Avec MatlabD'EverandThéorie et conception des filtres analogiques, 2e édition: Avec MatlabPas encore d'évaluation
- TP L'usureDocument8 pagesTP L'usureLokman HamzaPas encore d'évaluation
- TP Expérience de ReynoldsDocument4 pagesTP Expérience de ReynoldsLokman HamzaPas encore d'évaluation
- TP SoufflerieDocument5 pagesTP SoufflerieLokman HamzaPas encore d'évaluation
- Introduction Aux Ondes UltrasonsDocument1 pageIntroduction Aux Ondes UltrasonsLokman HamzaPas encore d'évaluation
- Objet: Compte Rendu de La Visite Technique Au Niveau Des Date de MissionDocument5 pagesObjet: Compte Rendu de La Visite Technique Au Niveau Des Date de MissionLokman HamzaPas encore d'évaluation
- VisgositéDocument7 pagesVisgositéLokman HamzaPas encore d'évaluation
- 8 - Cours 8 Le Formage ÉlectromagnétiqueDocument2 pages8 - Cours 8 Le Formage ÉlectromagnétiqueLokman HamzaPas encore d'évaluation
- 4 - Cours LA RECTIFICATIONDocument8 pages4 - Cours LA RECTIFICATIONLokman HamzaPas encore d'évaluation
- 7 - Cours 7 FORMAGE DES METAUX PAR HAUTE ENERGIEDocument5 pages7 - Cours 7 FORMAGE DES METAUX PAR HAUTE ENERGIELokman HamzaPas encore d'évaluation
- 3 - APPAREIL DIVISEUR Cours Master ConstDocument8 pages3 - APPAREIL DIVISEUR Cours Master ConstLokman HamzaPas encore d'évaluation
- Cours CNDDocument133 pagesCours CNDLokman HamzaPas encore d'évaluation
- 2 - Cours LE BROCHAGEDocument6 pages2 - Cours LE BROCHAGELokman HamzaPas encore d'évaluation
- Republique Algerienne Democratique Et PopulaireDocument8 pagesRepublique Algerienne Democratique Et PopulaireLokman HamzaPas encore d'évaluation
- Hourdis de PontsDocument34 pagesHourdis de Pontskhengui100% (1)
- TD Hydrogeologie PDFDocument13 pagesTD Hydrogeologie PDFbrice mouadje100% (1)
- Merged 20200621 021907Document52 pagesMerged 20200621 021907Serge bonel DafonsecaPas encore d'évaluation
- Math CDocument5 pagesMath CiyadhPas encore d'évaluation
- Fiche Exercices Jour Semaine Mois CP OyM0f84GDocument2 pagesFiche Exercices Jour Semaine Mois CP OyM0f84GGuyPas encore d'évaluation
- B Oscillateurs Et OndesDocument33 pagesB Oscillateurs Et OndesjPas encore d'évaluation
- الامتحان الوطني في مادة الفيزياء والكيمياء 2016 علوم فيزيائية ترجمة فرنسية الدورة العاديةDocument17 pagesالامتحان الوطني في مادة الفيزياء والكيمياء 2016 علوم فيزيائية ترجمة فرنسية الدورة العاديةjouaitiPas encore d'évaluation
- 2022 MP Rapport Ecrit Maths B (X)Document7 pages2022 MP Rapport Ecrit Maths B (X)Yassin MoakherPas encore d'évaluation
- Physique TP5 ProfDocument2 pagesPhysique TP5 ProfImed LatrechPas encore d'évaluation
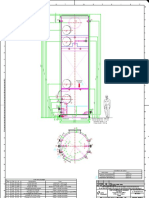
- Plan de Détail Du Stripeur SRV 2200 - 3M en PPH/SVR + Calorifuge + Enveloppe en SVRDocument1 pagePlan de Détail Du Stripeur SRV 2200 - 3M en PPH/SVR + Calorifuge + Enveloppe en SVRBen Abdallah BecemPas encore d'évaluation
- Similitudes 4ème Mathématiques 1Document9 pagesSimilitudes 4ème Mathématiques 1Mohammed GharabPas encore d'évaluation
- DTU 23.5 - Planchers À Poutrelles en Béton - P1-2 - Mai 2019Document13 pagesDTU 23.5 - Planchers À Poutrelles en Béton - P1-2 - Mai 2019sautier_thomasPas encore d'évaluation
- Polycope Proba Stat VF2021Document35 pagesPolycope Proba Stat VF2021ouhssaineyoussef69Pas encore d'évaluation
- Cotes Tolérancées - PROF NASRI PDFDocument7 pagesCotes Tolérancées - PROF NASRI PDFiman khadirPas encore d'évaluation
- TP 2 SolutionDocument8 pagesTP 2 SolutionAristarque M.Pas encore d'évaluation
- Etude Du Comportement Des Engrenages.Document100 pagesEtude Du Comportement Des Engrenages.dermouchirachid91Pas encore d'évaluation
- TP Fluent Aile AvionDocument3 pagesTP Fluent Aile Avionhouda elmoudane100% (1)
- Couples de Forces - CopieDocument28 pagesCouples de Forces - CopiefontainePas encore d'évaluation
- Hydrometrie: Mesure de Debits Liquides Mesure de Debits SolidesDocument87 pagesHydrometrie: Mesure de Debits Liquides Mesure de Debits SolidesoussamaPas encore d'évaluation
- Copie de Introduction IlyesDocument3 pagesCopie de Introduction Ilyesabed mrzPas encore d'évaluation
- Corrigé de L'épreuve Du 27 JuinDocument2 pagesCorrigé de L'épreuve Du 27 JuinAime Christian N'drinPas encore d'évaluation
- Le MouvementDocument3 pagesLe Mouvementfarouk benjemaaPas encore d'évaluation
- Plan de Cours - KORICHI MaaroufDocument8 pagesPlan de Cours - KORICHI MaaroufBenyoucef AmelPas encore d'évaluation
- Formulation Faible - Wikipédia PDFDocument11 pagesFormulation Faible - Wikipédia PDFvictorienPas encore d'évaluation
- Simil 001 FDocument3 pagesSimil 001 Fⴰⴱⵓ ⴰⵍⴰⴻ100% (1)
- These JCQDocument159 pagesThese JCQMed larbi MustaphaPas encore d'évaluation
- DL Béton Précontraint HJDocument10 pagesDL Béton Précontraint HJHAMZA KANANEPas encore d'évaluation
- Exercice Arithmétique Bac SDocument4 pagesExercice Arithmétique Bac SMae AboPas encore d'évaluation
- FR Lexique Math Juillet2015Document49 pagesFR Lexique Math Juillet2015Lari PetersonPas encore d'évaluation
- Ipe 80Document2 pagesIpe 80Hosni MdiniPas encore d'évaluation