Académique Documents
Professionnel Documents
Culture Documents
02 Olivier
Transféré par
Jawad ChCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
02 Olivier
Transféré par
Jawad ChDroits d'auteur :
Formats disponibles
ELABORATION DES MATERIAUX COMPOSITES : PROCEDES ET SIMULATIONS
ASSOCIEES.
Ph. Olivier, Ch. Paris, F. Boyer, I. El Sawi, G. Bernhart
Institut Clment Ader, Universit de Toulouse, UPS, INSA, ENSTIMAC, ISAE
IUT Paul Sabatier, Dpt. GMP, 133C Av. de Rangueil, B.P. 67701, 31077 Toulouse CEDEX 4.
Tlphone : 05 62 25 88 36, Tlcopie : 05 62 25 87 47
philippe.olivier@iut-tlse3.fr, fboyer@insa-toulouse.fr, christophe.paris@mines-albi.fr,
gerard.bernhart@mines-albi.fr, ihab.el-sawi@iut-tlse3.fr
Mots cls : Composites matrice organique, autoclave, porosits, contraintes rsiduelles
1. INTRODUCTION
1.1 Liminaire
Le texte du prsent article synthtise lessentiel du contenu du tutorial de 2h00 donn le lundi
23/01/2011 dans le cadre du colloque MECAMAT - Aussois 2011. Premirement, compte tenu du
temps imparti, un bref panorama des mthodes de production avec leurs domaines de faisabilits sera
prsent loral. Deuximement, des schmas de simulation associs trois procds de production :
autoclave, enroulement filamentaire puis, mise en uvre de composites matrice thermoplastique
fibres longues seront exposs. Enfin, lexpos se focalisera sur la technique de production par moulage
au sac vide et cuisson en autoclave. Laccent sera mis sur le rle des modles dans la production des
pices composites ainsi que sur les problmes de la simulation de cintique de raction, de gestion des
contraintes rsiduelles de cuisson et de dveloppement des porosits ou endommagements initiaux.
1.2 Objectifs de cet article
En ce qui concerne cet article, le choix a t fait de prsenter que lintroduction du cours savoir :
les procds et leurs domaines de faisabilit ;
les cots pour la production dune pice gnrique ;
les gnralits sur quelques uns des modles employs.
2. LES PROCEDES : GENERALITES
2.1 Procds / formes commerciales des matriaux
L'obtention de pices stratifies en matriaux composites hautes performances ( matrice
thermodurcissable ou thermoplastique) demande gnralement des conditions de temprature, de
pression et/ou de vide runies avec des moyens de production tels que les autoclaves ou les presses
plateaux chauffants. Ces outils de production (autoclave tout particulirement) sont extrmement
coteux du point de vue de leur achat, de leur fonctionnement (lectricit consomme, pression dazote,
produits denvironnement de la pice produire) et de leur entretien qui est rglement par le cadre du
code du travail relatif aux appareils pression de gaz (ou APG). Cest pourquoi depuis plusieurs annes,
nombre dindustriels sorientent vers dautres procds trs souvent moins onreux en termes
dinvestissement (acquisition), de cots de fonctionnement et dentretient pour produire des pices de
structure en composites hautes performances. Le lecteur trouvera dans les deux ouvrages suivants tous
les lments de comprhension technique des diffrents procds industriels de production des pices
composites : (F.C. Campbell, 2004) (A. Brent Strong, 1989).
2.2 Les procds leurs domaines dapplication : quels renforts pour quel procd ?
Lessentiel est de saisir au-del de toute considration de cots (sur lesquels nous allons revenir)
que procds et formes commercialement disponibles des constituants lmentaires sont intimement lis
comme essaie de le montrer le Tableau 1. Un lien peut tre tabli entre deux paramtres matriaux qui
sont la viscosit de la matrice polymrique et le facteur de forme des renforts et les procds de
fabrication. Ces deux paramtres permettent en fonction de leurs niveau de cibler tel ou tel procd.
Cest ce que met en vidence la Figure 2.
2.3 Economie des procds : combien a cote ? Y a-t-il un procd la fois discount et top
quality ?
Par ailleurs, les cots des procds ne peuvent que difficilement tre dissocis de ceux des matires
premires. En effet, il y a un facteur 6 entre le prix (au kg) dun rouleau de primprgn unidirectionnel
de fibres de verre et celui dun nappe unidirectionnelle primprgne de fibres de carbone type haut
module. Il faut donc comprendre que les constituants lmentaires (fibres de renfort / matrice), le
procd de production et son outillage, les qualits de la pice finale (V
f
%, proprits. mcaniques,
physiques, ) et les chelles de production (tailles des pices et de la srie) sont totalement
interdpendants.
Procds
Formes
des
renforts
Moulage
contact
Projection
simultane
Pultrusio
n
Injection
de TP
Moulage
compression
(poinon /
matrice)
Enroule
nt
filament.
RTM
VARTM
Infusion,
RFI,
SCRIMP
Drapage
manuel /
autom.
+
autoclave
Tech.
Autom.
Plac
nt
.
fibres
Discontinus
MATs secs
B.M.C.
S.M.C.
Granuls TP
chargs
Hextool
Orients
Roving sec
Roving
prepreg (TD)
Roving
prepreg (TP)
Tissu 2D sec
Tissu 2D
prepreg (TD)
Tissu 2D
prepreg (TP)
Tissu 2,5D
ou 3D sec
Prforme
sche
N.C. tissu
sec
N.C. prepreg
(Hexfit)
Nappe UD
sche
Nappe UD
prepreg (TD)
Tricot /
Tresse sec
Tableau 1 : Relations entre quelques procds de mise en uvre et les formes
commerciales des constituants lmentaires. Hextool (Aubry, 2001). On note TP matrice
thermoplastique et TD matrice thermodurcissable.
En termes de cots, une industrie pourrait apporter plus de prcisions que ce qui est propos ci-aprs,
nanmoins, en prenant en considration les outils de production dont lInstitut Clment Ader (ou ICA)
dispose (et donc assure les cots dacquisition, de fonctionnement et dentretien) on peut tablir la
comparaison de la Figure 4. Pour cette comparaison nous sommes partis de lhypothse de production
de la pice dcrite sur la Figure 3. Nous y avons fait tat des cots des matriaux (approvisionnements
en fibres de carbone et matrice poxy), des machines (avec une hypothse de fonctionnement sur 20 ans
pour rpartir le cot dacquisition), des outillages (considrs en acier type S235), des consommables
(produits denvironnement) et de la main duvre (niveau 40/h).
Figure 2 : Lien entre quelques procds et les constituants lmentaires : viscosit de la matrice et
facteur de forme du renfort
Pour le procd drapage manuel, moulage au sac vide et cuisson en autoclave, la pression autoclave
est dazote. La mthode de dtermination des cots est celle propose par T.G. Gutowski (T.G.
Gutowski, 1994) reprise par M.G. Bader (Bader, 2002) et dcrite dans le diagramme de la figure 3. On
notera que M.G. bader propose aussi dintgrer un processus de slection des matriaux en dterminant
leurs proprits spcifiques (utilisation des diagrammes dAshby). Toutefois, sur nos propositions de
cots un avertissement simpose : les cots pris en compte ici sont ceux que nous rencontrons dans nos
approvisionnements (base 2008 / 2009) en tant que laboratoire universitaire et sont peut tre trs
diffrents de ceux obtenus par de trs gros consommateurs industriels. Comme le montre la figure 4 on
constatera que ds que lon considre une srie de pices (1000) produites sur le mme outillage et une
priode de temps de 10 ans dutilisation des quipements, cest le cot de la matire premire qui reste
prpondrant dans le prix dune pice composite comme celle prise ici en exemple.
V
i
s
c
o
s
i
t
d
e
l
a
m
a
t
r
i
c
e
o
r
g
a
n
i
q
u
e
(
p
o
l
y
m
r
e
)
[
P
a
.
s
]
Facteur de forme du renfort
10
-2
10
2
10
4
1
10
6
Fibres courtes distributions alatoires
BMC SMC Moulage par compression (poinon / Matrice)
Mats ou tissus secs, nappes UD sches
RTM, Infusion, RFI
INJECTION de thermoplastiques
fibres courtes (< 2 mm)
Mches de fils secs ou primprgns
ENROULEMENT FILAMENTAIRE
Prepreg tisss ou UD matrice Thermodurcissable
PRESSE-CLAVE ou AUTOCLAVE
Composites matrice thermoplastique +
fibres longues UD Primprgns
PRESSE ou AUTOCLAVE
Fibres courtes (mats)
Moulage au contact/projection simultane
Feuilles mouler thermoplastique fibres courtes
Presse poinon/matrice
10 1000 10000
1000
1
0
0
0
8 25%
25%
50%
Figure 3 : Pice carbone / poxy (Vf 50%) prise comme objectif de production pour lestimation des
cots (exposs dans la figure 2). Dimensions en mm.
0
500
1000
1500
2000
2500
3000
Autoclave TD Infusion + autoclave Infusion + tuve RTM (plateaux
chauffants)
Procds
C
o
t
s
(
)
Matriau
Appareil
Main d'oeuvre
Outillage
Figure 4 : Comparaison des cots pour la production de la pice de la figure 1 en fonction du procd.
Daprs (M.G. Bader) avec cots appareils ICA.
Figure 5 : Mthode de dtermination des cots de production des composites propose par Gutowski et
enrichie par Bader.
Slection du procd, des
fibres,
de leur forme commerciale
et de la matrice
Limites de la Vf%
Calcul des
proprits
Modules, coeff.
Poisson,
Section pice,
masse, paisseur
matire
premire
procd
(machine, )
total pice
Pice : , masse
3. POSITION DES MODELES DANS LES PROCEDES
3.1 Gnralits sur les modles
Quand on pense composites matrice organique que ce soit thermodurcissable ou thermoplastique, un
certain nombres de problmes que lon peut percevoir sur les quelques informations contenues dans
la Figure 2 apparaissent. Ils ont bien entendu trois sources majeures qui sont lies aux proprits des
constituants lmentaires mais aussi la gomtrie de la pice produire et sa qualit attendue. Nous
allons donc ci-aprs tenter den donner les lments majeurs.
3.2 Echanges de chaleur : TP faire fonder puis solidifier TD aller de liquide solide vitreux
En ce qui concerne les polymres, le problme numro un est celui de leur caractre isolant
thermique, ce qui est particulirement vrai pour les thermoplastiques (ou TP) dont les transformations en
cours de production ne gnrent pas de chaleur contrairement aux thermodurcissables (ou TD) qui vont
eux en produire (souvent il sagit de ractions autocatalytiques) au sein mme de la matire. On imagine
donc immdiatement que les problmes du producteur seront de grer au mieux ces comportements soit
disolant complet du dbut la fin de la production (avec parfois un changement dtat pour les TP semi
cristallins), soit disolant devenant ensuite source de chaleur. Dans tous les cas la base de dpart des
modles reste lquation de la chaleur laquelle, suivant le cas, on ajoute des termes pour le
changement dtat (TP, cristallisation quation (1)) ou de source interne de chaleur (TD, raction
exothermique, quation (2)).
( )
& : + = Q div
dt
d
H
dt
dT
C
p
(1)
(2)
Avec pour lquation (1) H lenthalpie de cristallisation et pour lquation (2) crite de faon
unidimensionnelle suivant laxe z - H
Tot
, lenthalpie de raction (source exothermique) et d/dt la
vitesse de raction. Dans lquation (1) le mme terme est la vitesse de cristallisation .Les autres termes
sont le flux de chaleur Q, la capacit calorifique du polymre ou du composite C
p
ou C
c
, sa masse
volumique ou
c
, son coefficient de conductivit thermique
c
. Dans lquation (1) et & sont
respectivement les tenseurs de contrainte et vitesse de dformation. On peut juger la vue de ces deux
quations, en particulier celle relative aux composites matrice thermodurcissable du nombre de
paramtres exprimentaux apprhender. Il est dautant plus grand que le coefficient de conductivit
thermique , la masse volumique , et le C
p
voluent en cours de polymrisation avec le degr
davancement de la raction (). Les objectifs recherchs avec les modles thermique sont donc de
simuler ce qui se produit dans le matriau afin soit de dfinir des conditions de temprature optimales
soit dviter le rebut de la pice qui peut devenir le sige de phnomnes non matriss.
3.3 Viscosit : quels paramtres procds pour injecter, infiltrer, infuser, remplir le volume ?
Le second problme des polymres pendant leur mise en uvre est leur changement dtat qui va passer
de solide viscolastique fluide visqueux pour les TP ou bien de liquide de faible masse molculaire
solide vitreux (en passant par un gel) pour les TD. On comprend l que lon touche alors des
problmes de suivi et de modlisation des volutions de la viscosit () qui varie avec la temprature
pour les TP et avec la temprature et le degr davancement de la raction pour les TD. Connatre la
viscosit et son volution, cest dterminer en partie le paramtre pression du procd. Cest aussi
concevoir un moule. En effet, si on se rapporte la Figure 2, on imagine facilement que les niveaux de
pression appliquer sont sans commune mesure entre la mise en mouvement dun fluide trs visqueux
(cas des TP ltat fondu > 1000 Pa.s) et dun polymre a peine dix fois plus visqueux que leau. De
l en dcoule la conception des outillages et de leurs systmes dtanchit.
[ ] [ ]
t
C T) T(z t
z
T) T(z t H
d
dt
c c c c
Tot
( ) ( , , ) ( , , ) ( ) = +
2
3.3.1 Matrices thermoplastiques
Pour les TP suivant la plage de temprature considre, plusieurs modles classiques peuvent tre
employs tels la loi dArrhnius (quation (3)), la loi de Williams, Landel et Ferry (ou WLF en 1955
(quation (4))) ou encore des lois comme celle de Turnbull et Cohen en 1961
'
0 0 '
1 1
( ) exp
a
s
s
E
T
R T T
( | |
=
( |
\
(3)
= a
T ref
(4)
avec : quation (3) E
a
, nergie dactivation, R, cte. des gaz parfaits,
'
s
T temprature de rfrence et
) (
'
0 s
T viscosit du polymre la temprature de rfrence.
Et quation (4) a
T
facteur de glissement WLF tel que :
Log a
C T Tref
C T Tref
T
( )
( )
( )
=
+
1
2
; C
1
, C
2
, constantes de
WLF, T temprature et T
ref
, Temprature de rfrence.
3.3.2 Matrices thermodurcissables
Pour les matrices thermodurcissables, du fait de la raction de rticulation la viscosit est initialement
basse (jusqu 10-2 Pa.s pour certains systmes poxy) et crot rapidement (quation (5)) :
( )
(
+
|
|
\
|
. ,
0
K
T R
E
T (5)
O
0
est la viscosit initiale avant raction de rticulation, E
h
, nergie dactivation de la viscosit, R,
cte. des gaz parfaits, T, temprature, K
, coefficient et a degr davancement de la raction.
Si on ne prend pas en considration laccroissement de la viscosit du polymre TD (type poxy) avec
lavancement de la raction (ce peut tre suffisant pour suivre des phases dinjection sur des systmes
dont la viscosit reste constante pendant leur injection) et que ce mme polymre conserve possde un
comportement newtonien quand elle nest pas charge, alors on peut employer la loi de Carreau
(quation (6)). Au travers des paramtres n et , on pourra prendre en considration la prsence de
particules dans le polymre comme par exemple des nanocharges.
2
1
.
0
.
) ( 1
) ( ) (
) ( ) , (
+ =
n
T T
T T
(6)
.Dans cette quation reprsente un paramtre caractristique des temps de relaxation du polymre (en
s
-1
), n est lindice de rhofluidt. Si le fluide est newtonien n = 1. Enfin,
0
est viscosit initiale et & la
vitesse de cisaillement.
3.4 Ecoulements de polymre TD : quelles conditions pour remplir le volume ou modifier V
f
% ?
Dans les procds dits voie liquide, la matrice qui est soit injecte (RTM) soit aspire (infusion) vient
mouiller les renforts secs et combler la porosit (volume non occup par les renforts). Quelles conditions
doivent tre appliques en termes de pression, de vide. Quelle stratgie pour les points dinjection sur un
moule donn ? Arrivera-t-on remplir le moule sans manques et zones sches ? Ce sont autant de
questions auxquelles les modlisations dcoulement de rsine tentent de rpondre.
3.4.1 Procds RTM et Infusion de Rsine (type SCRIMP)
On peut classer les procds en deux catgories selon que lon va mettre en uvre un renfort sec
(roving, textile) ou bien un renfort dj imprgn. Dans le premier cas, pour les matrices TD on va
tudier les coulements dun fluide dans un milieu poreux. Pour cela emploiera la loi de Darcy (tablie
en 1856 quation (7)) comme crite pour un milieu anisotrope et donnant la vitesse V
i
:
|
|
\
|
=
3
3
2
2
1
1
1
x
P
S
x
P
S
x
P
S V
i i i i
(7)
Avec i = 1, 2 ou 3 et S
ij
les composantes du tenseur de permabilit du milieu poreux constitu par les
fibres sches ; P la pression et la viscosit.
Lquation (8) est analogue celle de lcoulement dun fluide newtonien dans une canalisation ou entre
des plateaux parallles. En partant du rsultat pour un coulement dans une canalisation et en emploi le
diamtre hydraulique, on peut obtenir lquation de Carman-Kozeny (tablie ds 1937). Elle montre la
dpendance entre les termes du tenseur de permabilit S
ij
et la fraction volumique de fibres V
f
(ou bien
la porosit du milieu c'est--dire (1-V
f
).
( )
( )
(
(
=
2
3
1
f
f
ij
f
ij
V
V
K
R
S (8)
Avec K
ij
, les constantes de Kozeny, R
f
, le rayon de la fibre de renfort. Une des difficults est lie au fiat
que dans le composite en cours de production on assiste des variations locales de permabilit qui
peuvent tres dues des dformation des fibres (formes complexes de la pice), des mouvements de
fibres. Les permabilits peuvent aussi varier avec un gradient local de pression (Coulter, 1988).
3.4.2 Ecoulement de polymre TD : autoclave
Pour la production de stratifis au moulage sous vide en autoclave, il stablit un rgime dcoulement
(qui peut tre tridimensionnel suivant les produits denvironnement) et qui limine les excs de rsine
et contrle ainsi la fraction volumique de fibres. Dans ce cas, lquation de Darcy reste la base de la
modlisation. Les coulements (Q) sont provoqus vers les produits denvironnement (plis absorbeurs)
par le gradient de pression (P) stablissant entre la surface suprieure du stratifi et sa surface infrieure
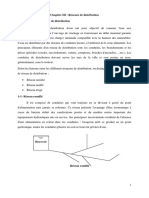
en contact avec le moule (Figure 6).
Figure 6 : Ecoulement de rsine dans le cas de la production par moulage sous vide en autoclave
3.4.3 Ecoulement de polymre TD : RFI (resin film infusion)
Dans le cas de la production de composites par le procd Resin Film Infusion ou RFI, on peut
considrer (comme par exemple dans le cas du matriau HEXFIT dHexcel Composites France cf.
www.hexcelcomposites.com) trois milieux initialement distincts au dbut de la production de la
pice (Figure 7 exemple pour un stratifi de 6 plis en RFI). On se trouve en effet en prsence, vis--vis
de lcoulement de rsine, dun domaine contenant des interfaces (cf. Figure 7). Dans de tels cas la
stratgie consiste conserver bien entendu la loi de Darcy dans les zones comportant les renforts et la
complter avec la loi de Stokes dans les zones constitues uniquement de rsine (Blest, 1999)
Cette pression est ncessaire essentiellement lassurance dune bonne adhsion entre les couches (et
par voie de consquence dun niveau lev de contrainte la rupture en cisaillement interlaminaire). Par
ailleurs, la pression est aussi un outil prventif du dveloppement des porosits ou endommagement
initiaux. De plus, la pression fournie par lautoclave est aussi supporte par le rseau fibreux (par
exemple les fibres des plis unidirectionnels qui vont constituer la pice stratifie). Cette pression gnre
Bagging film
Filler Paste
Release f ilm
Perforated film
Vacuum
Bleeder
Peel ply Silicon mo ld Absorber
Bagging film
Filler Paste
Release f ilm
Perforated film
Vacuum
Bleeder
Peel ply Silicon mo ld Absorber
Q
P
aut.
une contrainte de flexion
f
sur les fibres localement encastres dans la rsine (suivant leur pas
dondulation) sur des zones de matrice (quation 7) (Gutowski, 1987) (Dave, 1987).
Figure 7 : Les diffrents milieux du procd RFI. Exemple pour un stratifi qui comportera 6 plis.
(7)
Avec : E
f
, module de flexion des fibres,
Va
, fraction volumique de fibres maximale, V
f
, fraction
volumique de fibre relle dans le stratifi, V
0
, fraction volumique de fibres du primprgn et
4
= L/(h-
f
). Dans cette relation L est la longueur entre deux encastrements (pas dondulation), h la flche
(amplitude de londulation) et
f
le diamtre dune fibre de renfort.
4. MOTS DE CONCLUSION
Cest un aperu bien partiel que nous avons essay de donner dans ces quelques pages. Par exemple, le
problme de la pression est aussi crucial sur les empilements de tissus secs. Bien dautres aspects
seraient voquer pour que le panorama puisse tre complet.
REFERENCES
Aubry J., HexMC : Bridging the gap between prepreg and SMC. Reinforced plastics, June, (2001),
pp. 38-40.
Bader M.G., Selection of composite materials and manufacturing routes for cost-effective
performances. Composites Part A, 33, (2002), pp. 913-934.
Blest D.C., McKee S., et Al. , Curing simulation by autoclave resin infusion. Composites Science and
Technology, 59, (1999), pp.2297-2313.
Campbell F.C., Manufacturing processes for advanced composites. Published by Elsevier, Oxford,
UK, 2004. ISBN 1-8561-7415-8.
Coulter J.P., Geri S.I., Resin impregnation of fiber performs with variable permeability. Composites
Science et Technology, 48, (1988), pp.122-136.
Gutowski T.G. et Al., Consolidation experiments for laminate composites . Journal of Composite
Materials, 21(7), (1987), pp. 650-669.
Dave R., Kardos J.L., A model for resin flow during composite processing part 2 : Numerical analysis
for unidirectional graphite/epoxy laminates. Polymer Composites, 8, April, (1987).
Gutowski T.G., Hoult D, Dillon G, Neoh E-T, Muter S, Kim E, Tso M., Development of a theoretical
cost model for advanced composite fabrication . Composites Manufacturing, 5, (1994), pp. 231-239.
Springer G.S., The role of models in manufacturing thermosetting and thermoplastic matrix
composites. In: Proceedings of ASME the manufacturing science of composites, Manufacturing
International88. Atlanta, Georgia, 17 April, 1988, Vol. IV, pp.1-5.
4
0
4
1
1
3
(
(
=
f
a
f
f
f
V
V
V
V
E
Renforts secs
Renforts primprgns
Film de rsine
Vous aimerez peut-être aussi
- TP ThermodynamiqueDocument10 pagesTP ThermodynamiqueBeto Trejo Avila100% (1)
- Lexique Francais Anglais Mots HydrauliqueDocument11 pagesLexique Francais Anglais Mots HydrauliqueZe Lotfi100% (1)
- 5 FiltrationDocument31 pages5 Filtrationseifoo seifooPas encore d'évaluation
- Activation Des PuitsDocument24 pagesActivation Des PuitsANGEL FANTA91% (11)
- f22 Calcul Pression MaxiDocument2 pagesf22 Calcul Pression Maxilouis666frPas encore d'évaluation
- Cours 7 - Ecoulement Supersonique Bidimensionnel, Stationnaire, Adiabatique, D Un Fluide Non-VisqueuxDocument117 pagesCours 7 - Ecoulement Supersonique Bidimensionnel, Stationnaire, Adiabatique, D Un Fluide Non-VisqueuxRou MàissàPas encore d'évaluation
- Chapitre 7 Etude de L'installationDocument21 pagesChapitre 7 Etude de L'installationAmir AmiroPas encore d'évaluation
- Note de Calcul - Fosse (24!11!2014)Document8 pagesNote de Calcul - Fosse (24!11!2014)Ryta ChraibiPas encore d'évaluation
- Circuits Hydrauliques-Travaux PratiquesDocument27 pagesCircuits Hydrauliques-Travaux Pratiques720 M vuesPas encore d'évaluation
- Rapport de Stage: Station D'épuration Step El-KermaDocument17 pagesRapport de Stage: Station D'épuration Step El-KermaGenie des procede Promotion 2022Pas encore d'évaluation
- Série c1 2nde LDocument2 pagesSérie c1 2nde LANTOINE THIAREPas encore d'évaluation
- Dynamique Fluides ReelsDocument61 pagesDynamique Fluides Reelsrania joundiPas encore d'évaluation
- CAREL Regul-Présentation-K.air-FRDocument58 pagesCAREL Regul-Présentation-K.air-FRRoger AklPas encore d'évaluation
- Cours Thermique L3 PDFDocument45 pagesCours Thermique L3 PDFEL BAKRI KHALID100% (1)
- Polaires 2Document15 pagesPolaires 2Elias BOYERPas encore d'évaluation
- Equations For Heat Transfer in Boilers FRDocument12 pagesEquations For Heat Transfer in Boilers FRbelvine makougoumPas encore d'évaluation
- TD Equilibre 23-24Document2 pagesTD Equilibre 23-24diderPas encore d'évaluation
- Chapitre 1 SechageDocument29 pagesChapitre 1 Sechageferiel zianiPas encore d'évaluation
- Chauff EauDocument11 pagesChauff Eauamirdz76Pas encore d'évaluation
- Chapitre 1Document20 pagesChapitre 1moussPas encore d'évaluation
- Calcul Des Conduites D 'EvacuationDocument51 pagesCalcul Des Conduites D 'EvacuationMahalmadaneTourePas encore d'évaluation
- Impact D'un Jet-1Document7 pagesImpact D'un Jet-1saidiPas encore d'évaluation
- Principes de La Lyophilisation - Le LyophilisateurDocument250 pagesPrincipes de La Lyophilisation - Le Lyophilisateurjose sanchezPas encore d'évaluation
- Mini - Projet de Contruction - Metallique KOUAKOU Et OUSMANEDocument19 pagesMini - Projet de Contruction - Metallique KOUAKOU Et OUSMANEMorad EL MrabetPas encore d'évaluation
- Introduction RugositeDocument2 pagesIntroduction RugositeMariaPas encore d'évaluation
- E T ChaleurDocument6 pagesE T ChaleurZaki LhsPas encore d'évaluation
- 6 Laachache Hyd Urbaine GTUDocument20 pages6 Laachache Hyd Urbaine GTUcoulibalyPas encore d'évaluation
- F7215 1 02 16 - WHC Katalogversion252Document4 pagesF7215 1 02 16 - WHC Katalogversion252Ala Eddine MarzouguiPas encore d'évaluation
- TD5 MDFDocument2 pagesTD5 MDFcosinusPas encore d'évaluation
- Projet Final Chauffage CentralDocument52 pagesProjet Final Chauffage CentralSAYEPas encore d'évaluation