Vous aimerez peut-être aussi
- Cours de MOCNDocument71 pagesCours de MOCNHouari Pachika91% (11)
- TD3 RoulementsDocument1 pageTD3 RoulementsSylla BoyzPas encore d'évaluation
- Choix de Pignon CrémaillèreDocument4 pagesChoix de Pignon CrémaillèreAminr FarhatPas encore d'évaluation
- BTS2005 2 ComplementsDocument17 pagesBTS2005 2 Complementssaded05Pas encore d'évaluation
- Cisaille HydrauliqueDocument13 pagesCisaille HydrauliqueMarmar DosPas encore d'évaluation
- TP Carte de ControleDocument15 pagesTP Carte de ControleYasmine YasminePas encore d'évaluation
- Positions de SoudageDocument1 pagePositions de SoudageFares Hayder100% (6)
- Hydraulique Industrielle - Cours PDFDocument103 pagesHydraulique Industrielle - Cours PDFMohamedAyoub60% (5)
- Cazeneuve CT 200Document20 pagesCazeneuve CT 200Ayoub BOUFTINI100% (1)
- Userguide Jeulin MultimetreDocument16 pagesUserguide Jeulin MultimetreAteDopicPas encore d'évaluation
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Fonction MiroirDocument6 pagesFonction MiroirEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- Cycle Fanuc Tournage PDFDocument16 pagesCycle Fanuc Tournage PDFAminChaariPas encore d'évaluation
- 1A Devoir de Synthèse N°2 - TM 2014Document6 pages1A Devoir de Synthèse N°2 - TM 2014Kamel TayahiPas encore d'évaluation
- DPDocument5 pagesDPLASSOUEDPas encore d'évaluation
- PMOCN Doc ÉleveDocument16 pagesPMOCN Doc Élevedayzen jiffPas encore d'évaluation
- CNC MP 3Document13 pagesCNC MP 3siniorPas encore d'évaluation
- CFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)Document3 pagesCFAO - FM - TP4 - Fraisage 3 Axes (Opérations Multiples)MustaphaPicasso100% (1)
- Sinumerik810820 Mill FRDocument90 pagesSinumerik810820 Mill FRDick ManPas encore d'évaluation
- Répertoire Des ModulesdigitalisésDocument87 pagesRépertoire Des ModulesdigitalisésHamza ChaloutPas encore d'évaluation
- SchemaDocument10 pagesSchemaAntoine PattynPas encore d'évaluation
- Exercice 3Document3 pagesExercice 3Ahmed DjebbiPas encore d'évaluation
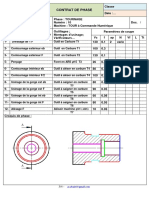
- 3-Contrat de Phase N°10Document1 page3-Contrat de Phase N°10Makrem CherifPas encore d'évaluation
- Fraisage A Commande NumériqueDocument13 pagesFraisage A Commande NumériqueYassine ĐesTrôỷỹPas encore d'évaluation
- Gamme D'usinageDocument7 pagesGamme D'usinageSawssen GuidaraPas encore d'évaluation
- Crampon nlm2 PDFDocument5 pagesCrampon nlm2 PDFAyman ElbarrakPas encore d'évaluation
- Les PREF, DEC, Et Jauges OutilsDocument42 pagesLes PREF, DEC, Et Jauges OutilsAbichou IssaPas encore d'évaluation
- ASSEMB Mors MobileDocument1 pageASSEMB Mors MobileMahrez ZaafouriPas encore d'évaluation
- La Gamme D'usinageDocument2 pagesLa Gamme D'usinageĶhąļìđ MįřïPas encore d'évaluation
- Exercice Etau Pour MVDocument2 pagesExercice Etau Pour MVYoussef YouriPas encore d'évaluation
- RAPPORT DE STAGE (Réparé) - 1Document17 pagesRAPPORT DE STAGE (Réparé) - 1Yannds Nkolo100% (1)
- 9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceDocument6 pages9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceHadi Ben SaïdPas encore d'évaluation
- Gamme Dusinage 2Document2 pagesGamme Dusinage 2Ayoub JedouiPas encore d'évaluation
- Contole2 Usinage ComplexeDocument1 pageContole2 Usinage ComplexeMOHAM BELHOUDA100% (1)
- 2 TD Avpef PDFDocument1 page2 TD Avpef PDFtagne simo rodriguePas encore d'évaluation
- Devoir de Synthèse N°1 2017 2018 (MR Ghorbel Mamdouh) PDFDocument7 pagesDevoir de Synthèse N°1 2017 2018 (MR Ghorbel Mamdouh) PDFPiere EbrahimPas encore d'évaluation
- Exercice 4Document2 pagesExercice 4Ahmed DjebbiPas encore d'évaluation
- 11720120710161753Document9 pages11720120710161753Youssef Ben KhemisPas encore d'évaluation
- PFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFDocument98 pagesPFF Chafik Bilal Elyargui 2020-2021 - Groupe 1 PDFMouad BottePas encore d'évaluation
- 2 Exercice Corrigé Dessin Technique NormesDocument2 pages2 Exercice Corrigé Dessin Technique NormesAly GAMALEDDYNPas encore d'évaluation
- Catalogue Porte Outils Et Plaquettes 2019Document28 pagesCatalogue Porte Outils Et Plaquettes 2019yanis berkane100% (1)
- 16trigo2 PDFDocument3 pages16trigo2 PDFvivianesezinePas encore d'évaluation
- Cycles Preprogrammes ProfDocument12 pagesCycles Preprogrammes Prof0001fredPas encore d'évaluation
- Dessin D'ensb 1Document5 pagesDessin D'ensb 1Ali Ben SlamaPas encore d'évaluation
- Dcn1 2020 3t1 Presse A Sertir CorrectionDocument4 pagesDcn1 2020 3t1 Presse A Sertir CorrectionGuiliassPas encore d'évaluation
- Exam Tech CN PR 2019 v1Document2 pagesExam Tech CN PR 2019 v1Parc ElyesPas encore d'évaluation
- 1-Commande D'un Afficheur Et Un PortaileDocument15 pages1-Commande D'un Afficheur Et Un PortaileBarchan Yâ SînPas encore d'évaluation
- 3 Gu BC PDFDocument2 pages3 Gu BC PDFtagne simo rodriguePas encore d'évaluation
- TD Cisaillement ÉnoncéDocument3 pagesTD Cisaillement ÉnoncéJasser OueslatiPas encore d'évaluation
- TD 1 Chaines de CotesDocument4 pagesTD 1 Chaines de CotesAbdelmajid AittalebPas encore d'évaluation
- Exercices PneuDocument3 pagesExercices PneuAlexis JamesPas encore d'évaluation
- Lecon A2-1 - Système CombinatoireDocument9 pagesLecon A2-1 - Système CombinatoireElmokh LassaadPas encore d'évaluation
- TD-3 Train ÉpicycloïdalDocument1 pageTD-3 Train Épicycloïdalchouchene100% (2)
- Devoir de Synthèse N°1 2015 2016 (MR Baazaoui Abderraouf)Document5 pagesDevoir de Synthèse N°1 2015 2016 (MR Baazaoui Abderraouf)Ahlem Rmida Ben HmidaPas encore d'évaluation
- Les Cycles de FraisageDocument32 pagesLes Cycles de Fraisageرفيق طرشونPas encore d'évaluation
- TD La Commande Numerique Des Machines OutilsDocument2 pagesTD La Commande Numerique Des Machines OutilsWilliam DechangPas encore d'évaluation
- Chap 4 PneumatiqueDocument6 pagesChap 4 Pneumatiqueمحمد زينايPas encore d'évaluation
- 9 Isostatisme 2007Document38 pages9 Isostatisme 2007AlMahdi_ElFaro_2418Pas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- TP Fraisage Embase ESR Phase 10 CUVDocument14 pagesTP Fraisage Embase ESR Phase 10 CUVbep.mpmiPas encore d'évaluation
- TP Fraisage Alesage TESIDocument10 pagesTP Fraisage Alesage TESIhe200gabPas encore d'évaluation
- TSMFM Fin de Formation 2014 V1Document17 pagesTSMFM Fin de Formation 2014 V1Abdo DahbyPas encore d'évaluation
- Théorie et pratique du treuil: Treuils fixes et mobilesD'EverandThéorie et pratique du treuil: Treuils fixes et mobilesPas encore d'évaluation
- 2610f Production A Commande Numerique FraisageDocument16 pages2610f Production A Commande Numerique FraisageBoutef El Hachemi0% (1)
- Initiation CNDocument22 pagesInitiation CNMecanichal SteelPas encore d'évaluation
- Cours-Codeurs-moteurs I4811 v070 PDFDocument5 pagesCours-Codeurs-moteurs I4811 v070 PDFMohamedAyoubPas encore d'évaluation
- Definitions Origines Et Vecteurs 02Document1 pageDefinitions Origines Et Vecteurs 02MohamedAyoubPas encore d'évaluation
- Calibrage Mach3Document8 pagesCalibrage Mach3qqazertyPas encore d'évaluation
- Mécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCDocument354 pagesMécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCMohamedAyoub100% (1)
- Les Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesDocument6 pagesLes Origines Et Systèmes de Coordonnées - Tutoriels Makerslide MachinesMohamedAyoubPas encore d'évaluation
- Mécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCDocument354 pagesMécanique de Précision - Travaux Pratiques D'usinage Sur Une Fraiseuse CNCMohamedAyoub100% (1)
- Initiation CNDocument22 pagesInitiation CNMecanichal SteelPas encore d'évaluation
- La Commande NumeriqueDocument18 pagesLa Commande NumeriqueqaadilPas encore d'évaluation
- Fonctionnement MOCN PDFDocument16 pagesFonctionnement MOCN PDFMohamedAyoubPas encore d'évaluation
- CNCDocument70 pagesCNCMohamedAyoub100% (2)
- Realisation Moules Injection PlastiqueDocument15 pagesRealisation Moules Injection Plastiquemaino100% (4)
- Cycles Preprogrammes ProfDocument12 pagesCycles Preprogrammes Prof0001fredPas encore d'évaluation
- Cours Prog - 2 PDFDocument120 pagesCours Prog - 2 PDFmahergarfa90% (10)
- CNC Tournage FraisageDocument109 pagesCNC Tournage FraisageNaoufel FARES100% (1)
- Mecan M 2012 PDFDocument102 pagesMecan M 2012 PDFMohamedAyoubPas encore d'évaluation
- Fonctionnement MOCN PDFDocument16 pagesFonctionnement MOCN PDFMohamedAyoubPas encore d'évaluation
- GENIE MECANIQUE. Semestre 5 PDFDocument105 pagesGENIE MECANIQUE. Semestre 5 PDFamr100% (6)
- Initiation CNDocument22 pagesInitiation CNMecanichal SteelPas encore d'évaluation
- Cours-Codeurs-moteurs I4811 v070 PDFDocument5 pagesCours-Codeurs-moteurs I4811 v070 PDFMohamedAyoubPas encore d'évaluation
- Chapitre 3 Programmation IsoDocument25 pagesChapitre 3 Programmation IsoMohamedAyoubPas encore d'évaluation
- Mocn 2 PDFDocument46 pagesMocn 2 PDFBentchikou MohPas encore d'évaluation
- Chapitre 3 Programmation Iso PDFDocument17 pagesChapitre 3 Programmation Iso PDFMohamedAyoub0% (1)
- CN 1Document8 pagesCN 1Hozepha Bhai BarmalPas encore d'évaluation
- La Commande NumeriqueDocument18 pagesLa Commande NumeriqueqaadilPas encore d'évaluation
- Pfe GM 0142Document190 pagesPfe GM 0142Erraji HichamPas encore d'évaluation
- Rapport Final PDFDocument60 pagesRapport Final PDFJeremy Le Prophète100% (1)
- Guide D'utilisation de La E-Disa Version Aout 2014Document28 pagesGuide D'utilisation de La E-Disa Version Aout 2014Gondwanais Lamda0% (1)
- TD 4Document1 pageTD 4beckerrolandhPas encore d'évaluation
- 0021863665Document2 pages0021863665PuiulPas encore d'évaluation
- La Preuve Électronique PDFDocument5 pagesLa Preuve Électronique PDFBernard BASSEPas encore d'évaluation
- tp4 rdm6Document7 pagestp4 rdm6ABDESSAMAD EZZALMADIPas encore d'évaluation
- Notre Univers Est-Il Une Simulation InformatiqueDocument13 pagesNotre Univers Est-Il Une Simulation Informatiquejpl2504Pas encore d'évaluation
- TEEO, DR NEBIEDocument38 pagesTEEO, DR NEBIEAbdoul Karim Lankoandé100% (2)
- St02 2016 Gaude Marie-Sophie MimDocument44 pagesSt02 2016 Gaude Marie-Sophie MimAlma Malak100% (1)
- Sarlam ConvergenceDocument32 pagesSarlam ConvergenceABELWALIDPas encore d'évaluation
- Res CelDocument2 pagesRes Celasma nsiriPas encore d'évaluation
- Examen 2019 - 1Document4 pagesExamen 2019 - 1PFEPas encore d'évaluation
- Convertisseur Multi Niveaux, Topologie Et Technique de La CommandeDocument88 pagesConvertisseur Multi Niveaux, Topologie Et Technique de La CommandeAkram FettouchePas encore d'évaluation
- Elektor n°473 2018-09-10Document116 pagesElektor n°473 2018-09-10alex bousquetPas encore d'évaluation
- Hyg HADDAD SAMIA - pdf6351101127676011697Document93 pagesHyg HADDAD SAMIA - pdf6351101127676011697Oualid LaribiPas encore d'évaluation
- Serie DexercicesDocument4 pagesSerie DexerciceswalidPas encore d'évaluation
- Activites Mise Au Travail Rapide CE1Document4 pagesActivites Mise Au Travail Rapide CE1Azhari YounessPas encore d'évaluation
- TP Sur ArboresenceDocument9 pagesTP Sur ArboresenceMeriam IbPas encore d'évaluation
- Cahier de Réseau-Chapitre 1 - Généralités Sur Les Réseaux InformatiquesDocument15 pagesCahier de Réseau-Chapitre 1 - Généralités Sur Les Réseaux InformatiquesCyriaque NascimentoPas encore d'évaluation
- Vademecum Logistique AchatDocument9 pagesVademecum Logistique AchatOumaima AmgharPas encore d'évaluation
- Vierge SignalDocument34 pagesVierge SignalPascalDelvauxPas encore d'évaluation
- RIDODocument100 pagesRIDOmiguelangelngc5Pas encore d'évaluation
- CFR MANUEL-SIMPLIFIE CHILLER UCH FR Rel1.0Document30 pagesCFR MANUEL-SIMPLIFIE CHILLER UCH FR Rel1.0Pascal NicolletPas encore d'évaluation
- Diagrame Faw Xiali 1.1 by MR Djalal 2021Document3 pagesDiagrame Faw Xiali 1.1 by MR Djalal 2021Cherifi Mouffaq100% (2)
- Cours SE Windows - BTS1 PDFDocument174 pagesCours SE Windows - BTS1 PDFStanghost HackPas encore d'évaluation
- Trigonométrique AcDocument2 pagesTrigonométrique AcAbdelilah El GmairiPas encore d'évaluation
- D50317FR20 38 FDocument5 pagesD50317FR20 38 FFary NdongPas encore d'évaluation
- La Gestion Informatise de La Bibliothèque de L'université Du Sahel (Mali)Document59 pagesLa Gestion Informatise de La Bibliothèque de L'université Du Sahel (Mali)TounkaraPas encore d'évaluation
- Cours de SimulationDocument56 pagesCours de SimulationMarttyMcFly100% (2)