Académique Documents
Professionnel Documents
Culture Documents
Cours Prog - 2 PDF
Transféré par
mahergarfaTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Cours Prog - 2 PDF
Transféré par
mahergarfaDroits d'auteur :
Formats disponibles
0
REPEBLIC TUNISIENNE
MINISTERE DE LENSEIGNEMENT SUPERIEURE ET DE LA RECHERCHE
SCIENTIFIQUE
ECOLE NATIONALE SUPERIEURE DES INGENIEURS DE TUNIS
DEPARTEMENT DE GENIE MECANIQUE
MODULE :
TECHNOLOGIE DE LA COMMANDE NUMERIQUE
NIVEAU :
1
ERE
ANNEE
COURS INTRGRE PREPARE PAR :
OTHMANI ROMDHANE
MAITRE ASSITANT A ENSIT
ANNEE UNIVERSITAIRE 2012/2013 VERSION 2
1
SOMMAIRE
Rappels et actualisation des connaissances.......
Introduction la commande numrique..
Les rfrentiels machines...
Les fonctions dusinage..
La programmation sur M.O.C..N.
Les principes gnraux de la programmation.
Les cycles de tournage...
Les cycles de fraisage.
La programmation structure...
La programmation paramtre......
Fonctions diverses en Fraisage
Les Programmation en Gomtrie de Profil..
2
Plan de la leon
Titre : Rappels et actualisation des connaissances
Objectifs :
Actualiser les connaissances
Elments de contenu :
- La documentation de fabrication
- Le contrat de phase
- Les oprations lmentaires dobtention des pices mcaniques
- Les paramtres de coupe
- Les outils de coupe
- Exercices
Pr requis :
Les mthodes dusinages conventionnels
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
- Actates
Dure : 1h30
Bibliographies :
Technique de lingnieur, trait Gnie mcanique B6270
Guide du technicien en productique
Guide de fabrication mcanique
Guide technique SANDIK
Evaluation :
A la fin de la sance ltudiant doit tre capable de rdiger un contrat de phase
3
RAPPELS ET ACTUALISATION DES CONNAISSANCES
I- La documentation de fabrication
Afin dachever sa fabrication, une pice passe par trois tapes :
BUREAU DETUDE
Conception :
- Etude du cahier des charges
Dessin de dfinition
BUREAU DES METHODES
Analyse :
- Programmation
- Moyens de production
- Nomenclatures des phases
- Contrats de phase
ATELIER DE PRODUCTION
Mise en uvre
- Ralisation des outillages
- Rglage machine
- Prparation des bruts
- Lancement de la production
Pices destines latelier dassemblage
4
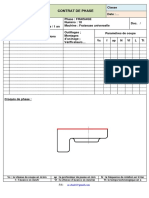
I-Le contrat de phase
Cest un document qui regroupe lensemble des informations ncessaires la
ralisation dune phase
I-1 Informations contenues dans le contrat de phase
1. Informations gnrales :
- numro de phase
- dsignation de la phase (tournage, fraisage, rectification)
- machine utilise
- renseignements relatif la pice : nom, matire, tat du brut, nombre de
pice fabriquer
2. Informations indiques sur la silhouette de la pice
- surfaces usines en trait fort,
- mise en position seconde partie de la norme,
- reprage des surfaces usiner,
- rfrentiel de programmation,
- outils et leurs cycles
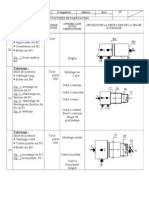
3 Informations relatives aux oprations
- les paramtres de coupe
- les caractristiques des outils de coupe,
- les porte-outils,
- les instruments de contrle.
I-2 Norme de Mise en position dune pice
Le seconde partie de la norme NF E 04.013 dfinie sur la partie graphique des
contrats de phase, les symboles reprsentant les lments dappuis et de maintient des
pices durant les oprations dusinage.
Composition du symbole
5
6
I-3 Isostatisme
Un solide qui ne possde aucune contrainte, possde six degrs de libert, trois
translations et trois rotations. Le systme de reprage utilis correspondra aux rgles
du tridre direct repr X, Y, Z.
REPRESENTATION DU DISPOSITIF DEGRES DE
LIBERTE
EMPECHES
NOMBRE DE
CONTACTS
THEORIQUES
APPUI PLAN
X Y Z
T
R
Trois points non
aligns sur le plan
APPUI LINEAIRE
X Y Z
T
R
Deux points sur un
plan ou sur une
droite.
CENTRAGE LONG
X Y Z
T
R
Quatre points non
aligns sur un
cylindre long
CENTRAGE COURT
X Y Z
T
R
Deux points sur
une ligne courbe
BUTEE
X Y Z
T
R
Un point sur une
surface quelconque
7
II- Oprations lmentaires dobtention des pices mcaniques
Scier Cisailler
Percer Couler
Tourner Laminer
Raboter Etirer
Fraiser Forger
II- Les paramtres de coupe
Tournage
8
Symbole Dsignation Unit Expression
Vc Vitesse de
coupe
m.mn
-1
Dpend du couple outil pice et de
lopration
N Vitesse de
rotation
tr.mn
-1
c
1000V
N
D
=
t
f Avance par tour mm.tr
-1
2
Max
f
Ra
8r
c
=
ap Profondeur de
passe
mm Dpend du coupeau mini et de la
plaquette, de la puissance de la machine
D Diamtre usin mm
Fraisage
Symbole Dsignation Unit Expression
Vc Vitesse de coupe m.mn
-1
Dpend du couple outil pice et de
lopration
N Vitesse de rotation tr.mn
-1
c
1000V
N
D
=
t
Vf Vitesse davance mm.mn
-1
Z
Vf f .Z.N =
Z Nombre de dent
ap Profondeur de passe
axiale
mm Dpend du coupeau mini et de la plaquette,
de la puissance de la machine
ae Profondeur de passe
radiale
mm Dpend du diamtre de la fraise
D Diamtre de la fraise mm
9
Plan de la leon
Titre : Introduction la commande numrique
Objectifs :
Connatre lenvironnement dune machine outil commande numrique
Elments de contenu :
- Introduction
- Domaine d'utilisation des MOCN
- Les machines-outils
- Les types de trajectoires
- Les commandes numriques (C.N.)
- Les diffrents modes de programmation
Pr requis :
Les mthodes et moyens dusinages conventionnels
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
- Actates
- Centre dusinage CH300 (Ralmca)
- Tour commande numrique T2 (Ralmca)
- Cellule flexible (labo automatique)
Dure :1h30
Bibliographies :
Guide du technicien en productique
Mmotech de commande numrique
Guide pratique dusinage
Evaluation :
Lvaluation portera sur la comparaison dune machine outil conventionnelle et celle
commande numrique, les modes de programmation et les types de trajectoires, les
rglages.
10
INTRODUCTION A LA COMMANDE NUMERIQUE
1. Introduction
Une Machine-Outil Commande Numrique (M.O.C.N.) est une machine d'usinage
cycle automatique programmable.
Le terme "commande numrique" est gnrique et a t retenu parce que la machine
est commande par des "consignes" numriques fournies par un calculateur. En
d'autres termes, on peut dire que les organes mobiles de la machine sont motoriss et
qu'un automatisme assure la commande et dans la plupart des cas le contrle de la
position et/ou de la vitesse.
Ce type de machine se compose ainsi de deux parties complmentaires (Figure 1) :
- la partie oprative (c'est la machine-outil : elle agit directement sur le produit
raliser);
- la partie commande (c'est la commande numrique : elle permet d'laborer des
ordres en fonction des consignes et des comptes-rendus).
Figure 1 : schma de principe dune MOCN
Ainsi la M.O.C.N. commande et contrle ses mouvements, mesure ses dplacements
avec une prcision constante. En supposant une bonne mise en uvre du processus, la
Partie commande
Communication avec
les autres ordinateurs
Communication avec
loprateur
Partie oprative
Produit
Produit + valeur
ajoute
Ordre
Compte rendu
11
qualit devient constante et dpend principalement de la prcision de la machine et du
degr de sophistication des automatismes. Un exemple de non-qualit serait une
mauvaise surveillance (pannes ou bris d'outils) ou le non-contrle de l'usure des
outils.
2. Domaine d'utilisation
Les M.O.C.N. conviennent surtout la fabrication des petites et moyennes sries
renouvelables (Figure 2). Elles permettent la ralisation, sans dmontage, de pices
complexes comportant beaucoup d'oprations d'usinage.
Ce type de machine se situe mi-chemin entre les machines conventionnelles trs
"flexibles" (souple d'utilisation) rserves aux travaux unitaires (prototypes,
maintenance) et les machines transferts, trs productives, rserves aux grandes
sries.
Figure 2: Domaine dutilisation des M.O.C.N.
3. Les machines-outils
3.1. Architecture mcanique
Un axe est un degr de mobilit de la machine participant aux dplacements de la
pice par rapport l'outil ou l'inverse.
La cinmatique des machines-outils est lie au principe de gnrations des surfaces
(plan, cylindre...). Les machines commande numrique de bases (tours, fraiseuses)
ont une cinmatique identique aux machines conventionnelles (tours parallles,
fraiseuses universelles).
12
Les centres d'usinages (centre de tournage ou centre de fraisage) possdent au moins
un axe supplmentaire (broche ou table rotative commande numriquement).
En d'autres termes :
un tour est une machine deux axes. La broche n'est pas comptabilise, elle
donne le mouvement de coupe;
une fraiseuse est une machine trois axes. La broche n'est pas comptabilise,
elle donne le mouvement de coupe;
un centre de tournage possde au moins trois axes. La broche peut tre
asservie en position et dans ce cas le mouvement de coupe est donn par un
outil tournant;
un centre de fraisage possde au moins quatre axes. Par exemple, un plateau
rotatif asservi en position ou une table index able donne le quatrime axe. La
broche n'est pas comptabilise, elle donne le mouvement de coupe.
D'une manire gnrale, un centre possde un changeur d'outils.
De part leurs nombres d'axes, certains centres d'usinages permettent ainsi la
ralisation complte de pices sur la mme machine (une seule phase avec diverses
oprations : tournage, fraisage, perage, taraudage, dtourage, gravure...).
Remarques : les dnominations 2 axes 1/2 ou 2D1/2 sont utilises parfois pour
dsigner une machine trois axes ou une F.A.O. qui gnre des trajectoires dans le plan
par interpolation linaire et circulaire. La "troisime" dimension n'est utilise que pour
changer de plan d'interpolation.
Malgr l'impossibilit d'excuter des interpolations circulaires dans l'espace 3D par
des machines dites "2 axes 1/2", il est possible avec ce type de machines de gnrer et
de contrler des trajectoires linaires dans l'espace et par consquent de raliser des
surfaces gauches en utilisant pour la gnration du code ISO une
F.A.O. 3D surfacique. L'usinage est dans ce cas obtenu par une fraise bout
hmisphrique et la F.A.O. contrle l'erreur de corde et l'erreur de crte.
3.2. Prslection des M.O.C.N.
Les M.O.C.N. permettent l'usinage de pices de formes diversifies. Un classement
par famille de pices permet d'effectuer une premire slection du type de machine.
On recherche faire un maximum d'usinage sans dmontage de la pice pour viter
les dispersions dues la mise en position des pices sur les montages d'usinage.
La slection finale de la machine s'effectue en tenant compte des dimensions des
pices usiner, de la puissance ncessaire la broche, des capacits de la machine...
13
3.3. Stockage et gestion des outils
Machines de tournage :
- tourelles voluables
Inconvnient : nombre d'outils limit.
- magasins chanes
Avantage : nombre d'outils important. Inconvnient : peu rapide.
Machines de fraisage :
- chargeurs plateaux :
Inconvnient : capacit limite mais les plateaux peuvent tre interchangeables
automatiquement.
- changeurs chanes :
Grande capacit, rechargement par un robot outil par outil, capacit encore
accrue en utilisant 2 chanes.
3.4. Chargement-dchargement de la M.O.
Les machines de tournage sont gnralement couples un robot. Les machines de
fraisage sont quipes gnralement d'un carrousel de palettes ou d'un systme
linaire de palettisation. Dans ce cas, les pices sont stockes avec leurs montages et
celles-ci peuvent tre identifies par un codage des palettes (code binaire par bute,
par proximtrie, code barres, codage par pistes magntiques, codage par tiquettes
lectroniques).
4. Les commandes numriques (C.N.)
A partir d'un programme d'usinage tabli par un oprateur, le directeur de commande
numrique (D.C.N.) fournit des ordres aux servocommandes des axes de la machine.
Le systme comprend un ou plusieurs microprocesseurs prprogramms pour
lexcution des fonctions de la C.N.
Le parcours de la trajectoire programme s'effectue en dplaant l'outil par rapport
la pice. Outre le calcul des trajectoires des outils, la plupart des D.C.N. permettent de
tenir compte des vnements extrieurs (prise en charge de la synchronisation d'un
robot de chargement-dchargement des pices, contrle des outils, contrle des
cotes...).
14
La commande numrique par calculateur intgr :
Les machines commande numrique disposent d'un calculateur intgr.
Ainsi le programme peut y tre charg en mmoire. Aprs l'laboration ou le
tlchargement du programme, la C.N travaille en autonomie.
Ce type de C.N. permet :
- l'laboration et la modification des programmes sur site;
- la gestion de programmes chargs en mmoire;
- la mmorisation des donnes de la machine;
La commande numrique directe :
La C.N. utilise une ligne de tlcommunication pour changer des donnes
(programmes, messages...) entre le calculateur intgr et un quipement
informatique externe (serveur ou ordinateur).
Son utilisation permet de:
- saffranchir des capacits mmoire du calculateur intgr.
- transmettre rapidement des donnes ou programmes.
- grer de manire centralise les programmes.
4.1. Les diffrents types de trajectoires
Positionnement point point
Le passage d'un point un autre s'effectue en programmant la position finale et le
trajet parcouru pour atteindre cette position n'est pas contrle par le directeur de
commande numrique.
Par exemple, les trajectoires planes d'un point A vers un point B peuvent sexcuter
de manires diffrentes schmatises Figure 1-3 :
Figure 1-3:Trajectoires en positionnement point point
Dplacement en para-axial
15
Les trajectoires sont parallles aux axes de dplacement (Figure 1-4) et la vitesse de
dplacement (programmable) est contrle. Ce type de dplacement permet par
exemple des fraisages prcis vitesses imposes.
Figure 1-4:Trajectoires en dplacement para-axial
Dplacement en continu (trajectoires de contournage)
Des interpolateurs linaires et circulaires permettent de raliser des trajectoires
linaires et circulaires dans le plan ou dans l'espace. Les diffrents axes excutant la
trajectoire sont contrls en vitesse et en position pour assurer une synchronisation
permanente des mouvements.
5. Les diffrents modes de programmation
Quel que soit le langage de programmation utilis pour le dveloppement des
programmes pices, le seul langage comprhensible par la machine est le langage
ISO. Le passage d'un langage de haut niveau au langage ISO est possible en utilisant
un logiciel de traduction.
Le langage ISO
- Sur pupitre de la C.N. :
Cette solution mobilise la machine, la majorit des systmes offrent par ailleurs une
interface peu conviviale.
- Sur poste de programmation + tlchargement sur la C.N. :
Le poste de programmation peut tre soit :
Une console spcialise reproduisant l'interface utilisateur de la C.N.
Un ordinateur standard utilisant un logiciel spcialis ou un diteur de texte.
L'criture du programme s'effectue en temps masqu, mais les tests syntaxiques et la
simulation graphique doivent se faire sur la M.O.C.N. ou ncessite alors l'utilisation
d'un logiciel de simulation.
16
Le langage conversationnel sur pupitre de la C.N. :
Logiciel rsident dans la CN qui permet la cration, la modification, la visualisation et
la simulation d'un ou plusieurs programmes pices crits en conversationnel pendant
que la machine usine une pice dfinie par un autre programme en mmoire.
Aide la programmation (fichiers divers) - Programmation en temps masqu mais
utilisation du pupitre de la machine (prsence d'un programmeur sur le site en cours
de production).
Les langages de haut niveau (APT - PROMO)
Ces langages normaliss facilitent la programmation, il prsente l'avantage d'tre
indpendants de la C.N qui sera utilise pour l'usinage.
Un post-processeur (logiciel de traduction) spcifiquement dvelopp pour chaque
directeur de commande numrique permet la traduction en langage ISO.
Ces langages sont galement utiliss comme interface entre les systmes de F.A.O
(voir point suivant) et le langage I.S.O utilis par la C.N.
Programmation automatique par une F.A.O.
Les logiciels de F.A.O utilisent la gomtrie de la pice usiner gnre en C.A.O.
Sur ces logiciels une session d'usinage consiste pour l'essentiel en la slection des
surfaces usiner, le choix des outils, la dfinition de la mthode d'usinage et des
paramtres de coupe.
Les risques d'erreurs de report de donnes sont limins, le gain de temps est
important particulirement pour les pices complexes.
17
Plan de la leon
Titre : Les rfrentiels machines
Objectif:
Connatre les diffrentes origines dune machine outil commande numrique
Elments de contenu :
- Les Systmes daxes
- Les origines et les courses
- Les dcalages
- Les jauges outil
- Lorientation doutil
Pr requis :
- Les coordonnes dun point
- Les vecteurs
- Les degrs de libert dun solide
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
- Actate
- Logiciel de simulation
Dure : 1h30
Evaluation :
A la fin de la sance ltudiant doit tre capable de dfinir lorientation des axes,
les dfrentes origines relative une MOCN,
Bibliographies :
- Mmo Tech Commande numrique programmation
- Manuel de programmation NUM
18
LES REFERENTIELS MACHINES
1-Rappel sur la machine
1.1-Gnralits sur les modes
Un systme de coordonnes permet de reprer les positions et les dplacements dun
objet par rapport un point origine.
Un systme de coordonnes cartsiennes rectangulaire est un tridre de sens direct
constitu de trois axes linaires X, Y et Z auxquels sont associs trois axes rotatifs
A, B et C.
Les translations primaires s'effectuent suivant les axes X, Y, Z formant ainsi le
tridre de rfrence. Les rotations primaires sont les trois rotations A, B, C autour
de ces trois axes.
Sur certains centres dusinage on trouve des axes secondaires.
Axes
primaires
Axes primaires et secondaires
La rgle des trois doigts permet de retrouver facilement lorientation des axes
X, Y et Z. Lorientation positive dun axe rotatif correspond la rotation
dune vis de pas droite avanant dans le sens positif de laxe associ (sens du
vissage).
19
Rgle des trois doigts Orientation positive dun axe
1.1.1 Prsentation de la machine
Le constructeur dfinit le systme de coordonnes associ une machine
conformment la norme ISO 841 (ou NF Z68-020).
Les axes X, Y et Z parallles aux glissires de la machine forment un systme de
coordonnes cartsiennes rectangulaire de sens direct.
Le systme de coordonnes mesure les dplacements des outils par rapport la pice
usiner suppose fixe.
REMARQUE : Lorsque la pice est mobile, il peut tre commode de reprer ses
dplacements, on utilise alors des axes X, Y et Z orients en sens des lments qui
la constituent.
Pour un tour :
- laxe Z est confondu avec laxe de la broche,
- laxe X est perpendiculaire laxe Z et correspond au dplacement radial de la
tourelle porte outil,
- laxe Y (gnralement fictif) forme avec les axes X et Z un tridre de sens
direct.
Un dplacement dans les sens Z ou X positif accrot la distance entre la pice et
loutil.
Des axes rotatifs A, B, C dfinissent des rotations autour daxes parallles X, Y et Z.
Des axes linaires secondaires U, V et W peuvent tre ou non parallles aux axes
primaires X, Y, et Z.
20
Orientation des axes sur un tour Orientation des axes sur une fraiseuse
Pour la programmation, on considre toujours que la pice est fixe et que l'outil
possde tous les degrs de libert.
1.1.2 Dfinition des courses et origines
Le processeur CN calcule tous les dplacements par rapport au point dorigine mesure
de la machine.
A la mise sous tension de la machine, si les capteurs de position des organes mobiles
ne sont pas des systmes de mesures absolus, la CN ne connat pas la position
courante de ces diffrents lments par rapport un repre fixe. Il faut alors effectuer
une procdure d'initialisation pour connatre l'Origine absolue de la mesure (Om).
OM : Le systme apprend la position de lorigine machine (OM) par une prise
dorigine mesure (POM).
Om : La prise dorigine se fait sur une position physique : lorigine machine (OM)
qui peut tre confondue avec lorigine mesure (Om).
Sur chacun des axes, lorigine machine est acquise par le systme lorsque :
- la bute dorigine a t actionne dans les sens de dplacement prvu par
le constructeur (sens de la POM),
- le codeur mesurant le dplacement de laxe envoie son top zro.
21
Lorsque la prise dorigine mesure (POM) est effectue, le systme applique les
dcalages dfinis par le constructeur sur chacun des axes pour connatre lorigine
mesure (OM).
Les courses utiles sur chacun des axes sont limites par des butes logicielles dont la
position est dfinie par des paramtres machine.
1.1.3 Dfinition des dcalages
Pour crire un programme pice, le programmeur choisit une origine programme.
Dcalage dorigine mesure (OM/Om) = ORPOM
22
Lorigine programme est gnralement un point de dpart de cotations sur le dessin de
la pice.
OP : Loprateur apprend au systme la position de lorigine programme (OP) par
une prise dorigine pice :
Op : Apprentissage (pour chacun des axes) dun point connu et accessible de la
pice dit origine pice (Op) qui peut tre confondue avec lorigine
programme.
Introduction du dcalage de lorigine programme par rapport lorigine pice
(peut tre ralise par programmation).
a- Cas du tournage
Dcalages sur laxe Z
Dcalages sur laxe X (Solution avec DEC1)
Dcalage dorigine pice (Op/OM) = PREF
Dcalage dorigine programme (OP/Op) = DEC1
23
PREF : Valeur fixe releve entre lOM et laxe de la broche.
b- Cas du fraisage :
24
c- Coordonnes dun point par apport lorigine mesure
La position dun point quelconque (A) dfinie par rapport lorigine programme (OP)
est convertie par la CN en coordonnes par rapport lorigine mesure (OM) :
Cotes programme (par rapport OP) Cotes mesure (par rapport OM)
X
PA
Z
PA
X
MA
= X
PA
+ PREF + DEC1 X
Z
MA
= Z
PA
+ PREF + DEC1 Z
Les cotes sont des valeurs algbriques.
Aux cotes mesure peuvent sajouter les dcalages introduits par le programme.
1.1.4 Dfinition des dimensions doutils
1.1.4.1 Dfinition des jauges doutils
Jauge doutil = distance arte coupante de loutil / point de rfrence tourelle/broche
25
Cas du tournage Cas du fraisage
1.1.4.2 Dfinition des rayons et orientation du nez doutil
La description dun outil est complte par :
Le code dorientation du nez de loutil permet au systme de localiser la position du
centre (C) de la partie coupante de loutil partir du point de coupe thorique (P).
Le point de coupe rel de loutil est obtenu en appliquant partir de C un vecteur
de module R perpendiculaire la direction du dplacement.
Orientation du nez de loutil = code C0 C8
Rayon de la partie coupante de loutil = R
26
1.1.5 Dfinition des dynamiques doutils
Loprateur a la possibilit tout moment (y compris en cours dusinage) dintroduire
des corrections dynamiques doutils lorsquil constate sur une pice un cart entre les
cotes attendues et les cotes obtenues.
Ces corrections (positives ou ngatives) ont pour objet de compenser de lgres
variations des dimensions de loutil ou de la pice (usure, dilatation).
Le systme prendra en compte les dimensions corriges doutils :
1.1.6 Les liaisons en commande numrique
En usinage commande numrique, les paramtres cits aux paragraphes prcdents
font la liaison entre les diffrents constituants de la chane dusinage.
Correction dynamique doutil sur X = DX (au diamtre)
Correction dynamique doutil sur Z = DZ
Longueur corrige sur X = Jauge X + DX/2
Longueur corrige sur Z = Jauge Z + DZ
27
Plan de la leon
Titre : Les fonctions dusinage
Objectifs
connatre la signification des fonctions prparatoire G.
connatre la signification des fonctions auxiliaires M.
Elments de contenu
les fonctions prparatoires G.
les fonctions auxiliaires M.
Exemples.
Pr requis
La cinmatique du point
Les mouvements de coupe
Mthode pdagogique
expos informel
Moyen pdagogique
Logiciel de simulation
TP dusinage
Evaluation
A la fin de la leon ltudiant devra choisir la fonction approprie pour programmer
une opration dusinage.
28
LES FONCTIONS DUSINAGE
I/ Classification des fonctions prparatoires G et auxiliaires M
1 Classification des fonctions prparatoires G
Types de fonctions G :
fonctions G modales,
fonctions G non modales.
Certaines fonctions G doivent tre programmes avec leurs arguments associs.
La programmation de certaines fonctions G peut tre incompatible avec ltat du
programme en cours.
1.1 Fonctions G modales
Fonctions appartenant une famille de fonctions G se rvoquant mutuellement.
Certaines familles de fonctions G comportent une fonction initialise la mise sous
tension du systme.
La validit de ces fonctions est maintenue jusqu ce quune fonction de mme
famille rvoque leur validit.
Exemple :
N. G00 X.. Y.. Interpolation linaire vitesse rapide
N.. G01 Z.. Linterpolation linaire vitesse dusinage rvoque G00
1.2 Fonctions G non modales
Fonctions uniquement valide dans le bloc ou elles sont programmes (rvoque en fin
de bloc).
Exemple :
N.. G09 X.. Fonction darrt prcis en fin de bloc rvoque en fin de bloc
1.3 Fonctions G incompatibles avec ltat du programme
Fonctions dont la programmation est autorise ou non selon ltat du programme en
cours.
Exemple :
N.. G18 G41 X.. Y.. Syntaxe correcte, choix du plan ZX
(G18), puis correction de rayon (G41)
N..
N.. G41 G18 X.. Y.. Syntaxe incorrecte, changement de plan interdit en
correction de rayon
29
1.4 Fonctions G avec arguments associs
Fonctions suivies dun ou plusieurs arguments qui sont des mots spcifiques la
fonction G qui les annonce.
Le ou les arguments doivent suivre immdiatement la fonction.
Lanalyse des arguments dune fonction G est close ds la lecture dun mot
nappartenant pas la liste des arguments de cette fonction.
Exemple :
N.. G04 F2 T03 F200 Syntaxe correcte
N.. G04 T03 F2 F200 Syntaxe incorrecte, largument F2 ne suit pas
immdiatement G04
Lorsquune fonction G possde plusieurs arguments, lordre de programmation ceux-
ci est indiffrent sauf avec les fonctions G introduisant des ruptures de squences
(G10, G76, G77 et G79).
Les arguments associs une fonction peuvent tre :
obligatoires,
facultatifs.
Largument de certaines fonctions G peut tre programm seul dans un bloc.
a- Arguments obligatoires
Les arguments sont obligatoires si :
- la fonction G est uniquement annonciatrice darguments.
Par exemple :
N.. G16 P+ Fonction G et son argument P+
- la fonction G rvoque un tat modal antrieur et caractrise son argument de
faon diffrente.
Exemple :
N.. G94 F100 Avance en mm/min
N..
N.. G95 F0.5 La transition de lavance de mm/min en mm/tour ncessite la
redfinition de largument F
b- Arguments facultatifs
Les arguments sont facultatifs si la fonction G permet de les dterminer par
dfaut.
Par exemple :
N.. G96 | | .. X S150 Cas ou la position X (par rapport OP) est
dtermine dans un bloc prcdent (G96 : VCC en machine mixte)
c- Arguments programms seuls
Largument peut tre programm seul dans un bloc lorsque la fonction G associs
est toujours active.
Exemple :
N.. G94 F150 X.. Y.. Avance en mm/min
N..
N.. X.. Y.. F100
La fonction G94 nest pas obligatoire avec son argument, le systme est toujours
dans ltat G94
2. Classification des fonctions auxiliaires M
Types de fonctions M :
fonctions M modales,
30
fonctions M non modales.
Les fonctions M peuvent tre :
des fonctions avant ou aprs ,
des fonctions codes ou dcodes.
2.1 Fonctions M modales
Fonctions appartenant une famille de fonctions M se rvoquant mutuellement.
Certaines familles de fonctions M comportent une fonction initialise la mise sous
tension du systme.
La validit de ces fonctions est maintenue jusqu ce quune fonction de mme
famille rvoque leur validit.
Exemple :
N.. S500 M03 Mise en rotation de la broche
N.. M05 Arrt de la broche, rvoque M03
2.2Fonctions M non modales
Fonctions uniquement valides dans le bloc ou elles sont programmes.
Exemple :
N.. M00 Fonction darrt programm
2.3 Fonctions M avant
Fonction excute avant dplacement sur les axes programms dans le bloc.
Exemple :
N.. X100 Y50 M08 La fonction darrosage M08 est excute avant dplacements
sur X et Y
2.4 Fonctions M aprs
Fonctions excutes aprs dplacements sur les axes programms dans le bloc.
Exemple :
N.. X50 Y100 M09 La fonction darrt arrosage (M09) est excute aprs
dplacements sur X et Y
2.5 Fonctions M codes
Les fonctions codes sont dfinies par le constructeur machine et sont spcifiques la
machine.
Fonctions codes M100 M199 (NUM)
Ces fonctions avec compte rendu sont par principe des fonctions aprs non
modales , mais ces particularits peuvent tre redfinies au choix du constructeur
de la machine.
Une seule de ces fonctions est autorise dans un bloc du programme pice.
Fonctions codes M200 M899
Ces fonctions dites la vole sont des fonctions avant modales . La
poursuite du programme est effectue sans attente du CRM.
Une seule de ces fonctions est autorise dans un bloc du programme pice.
REMARQUE : Dans un mme bloc, il est autoris de programmer une fonction
code non modale (M100 M199) et une fonction code modale (M200 M899).
31
2.6 Fonctions M dcodes
Les fonctions M dcodes sont des fonctions de base du systme et dont la
signification est connues.
REMARQUE : Toutes ces fonctions sont acquittes avec compte rendu de fonction
M (CRM), cet acquittement autorise la poursuite du programme pice.
Exemple :
N.. T01 M06 Fonction M06 de changement doutil
Plusieurs fonctions M dcodes peuvent tre programmes dans un mme bloc.
Exemple :
N.. G97 S500 M03 M40 M08
II/ Listes de fonctions G, M et autres
1- Fonctions G en Tournage
Code Dsignation
G00 Interpolation linaire vitesse rapide.
G01 Interpolation linaire vitesse davance programme.
G02 Interpolation circulaire sens antitrigonomtrique vitesse davance
programme.
G03 Interpolation circulaire sens trigonomtrique vitesse davance programme.
G04 Temporisation programmable.
G09 Arrt prcis en fin de bloc avant enchanement sur bloc suivant.
G10 Bloc interruptible
G12 Survitesse par manivelle
G16 Dfinition de lorientation de laxe de loutil avec les adresses P, R.
G20 Programmation en coordonnes polaires (X,Z,C)
G21 Programmation en coordonnes cartsiennes (X,Z,C)
G22 Programmation en coordonnes cylindriques (X,Y,Z)
G23 Interpolation circulaire dfinie par trois points.
G33 Cycle de filetage pas constant
G38 Cycle de filetage enchain.
G40 Annulation de correction de rayon.
G41 Correction de rayon gauche du profil usiner.
G42 Correction de rayon droite du profil usiner.
G51 Miroir.
G52 Programmation absolue des dplacements par rapport lorigine mesure.
G53 Invalidation des dcalage PREF et DEC1.
G54 Validation des dcalages PREF et DEC1.
G59 Dcalage dorigine programm.
G63 Cycle dbauche avec gorge
G64 Cycle dbauche
G65 Cycle dbauche de gorge
G66 Cycle de dfonage
G70 Programmation en pouce.
G71 Programmation en mtrique.
G73 Invalidation du facteur dchelle.
G74 Validation du facteur dchelle.
32
G75 Dclaration dun sous programme de dgagement durgence.
G76 Transfert des valeurs courantes des paramtres L et E dans le programme
pice
G77 Appel inconditionnel de sous programme ou dune suite de squences avec
retour.
G78 Synchronisation des groupes daxes.
G79 Saut conditionnel ou inconditionnel une squence sans retour.
G80 Annulation de cycle dusinage.
G81 Cycle de perage centrage.
G82 Cycle de perage chambrage.
G83 Cycle de perage avec dbourrage.
G84 Cycle de taraudage.
G84 Cycle de taraudage rigide.
G85 Cycle dalsage.
G87 Cycle de perage avec brise-copeaux.
G89 Cycle dalsage avec temporisation en fin de trou.
G90 Programmation absolue par rapport lorigine programme.
G91 Programmation relative par rapport au point de dpart du bloc.
G92 Prslection de lorigine programme.
G92 R Programmation de la vitesse davance tangentielle.
G92 S Limitation de la vitesse de la broche
G94 Vitesse davance exprime en millimtre, pouce ou degr par minute.
G95 Vitesse davance exprime en millimtre ou en pouce par tour.
G96 Vitesse de coupe constante exprime en m/mn
G97 Vitesse de broche exprime en tours par minute.
G98 Dfinition de la valeur de X de dpart pour interpolation sur laxe C
NOTA :
Les fonctions modales sont initialises la mise sous tension
2- Fonctions M en tournage et en fraisage
Code Dsignation
M00 Arrt programm.
M01 Arrt programm optionnel.
M02 Fin de programme
M03 Rotation de broche sens antitrigonomtrique..
M04 Rotation de broche sens trigonomtrique.
M05 Arrt de broche.
M06 Appel doutil.
M07 Arrosage numro 2.
M08 Arrosage numro 1.
M09 Arrt darrosage.
M10 Blocage daxe.
M11 Dblocage daxe.
M12 Arrt dusinage programm.
M19 Indexation de broche.
M40 M45 Gammes de broche
M48 Validation des potentiomtres de broche et davance.
M49 Inhibition des potentiomtres de broche et davance.
33
M61 Libration de la broche courante dans le groupe daxes.
M64 M65 Commande des broches numro 1 2.
M66/M67 Mesure broche 1/Mesure broche 2
3- Autres fonctions
Code Dsignation
S0 Emission de message vers la visualisation.
S1 S6 S9 Emission de message vers la fonction automatisme ou un serveur
distant ou un priphrique ou un PC.
/ Saut de bloc.
T Numro doutil.
D.. Appel du correcteur doutil.
ED.. Dcalage angulaire programm.
EG.. Modulation programme de lacclration.
EM-/+ Dimensions extrmes de la pice en visualisation graphique 3D
M Conversion de lunit interne des axes rotatifs.
U Conversion de lunit interne des axes linaires.
4- Les fonctions G et M en fraisage
Code Dsignation
G00 Interpolation linaire vitesse rapide.
G01 Interpolation linaire vitesse davance programme.
G02 Interpolation circulaire sens antitrigonomtrique vitesse davance
programme.
G03 Interpolation circulaire sens trigonomtrique vitesse davance programme.
G04 Temporisation programmable.
G06 Ordre dexcution dune courbe spline.
G09 Arrt prcis en fin de bloc avant enchanement sur bloc suivant.
G10 Bloc interruptible
G12 Survitesse par manivelle
G16 Dfinition de lorientation de laxe de loutil avec les adresses P, Q, R.
G17 Choix du plan XY
G18 Choix du plan ZX
G19 Choix du plan YZ
G23 Interpolation circulaire dfinie par trois points.
G29 Correction doutil dans lespace (3 axes ou 5 axes).
G31 Cycle de filetage au grain.
G40 Annulation de correction de rayon.
G41 Correction de rayon gauche du profil usiner.
G42 Correction de rayon droite du profil usiner.
G43 Correction dans lespace avec outil cylindrique
G45 Cycle de poches simples.
G46 Cycle de poches ou surfaage avec contours quelconques.
G48 Dfinition dune courbe spline.
G49 Suppression dune courbe spline.
G51 Miroir.
34
G52 Programmation absolue des dplacements par rapport lorigine mesure.
G53 Invalidation des dcalage PREF et DEC1.
G54 Validation des dcalages PREF et DEC1.
G59 Dcalage dorigine programm.
G70 Programmation en pouce.
G71 Programmation en mtrique.
G73 Invalidation du facteur dchelle.
G74 Validation du facteur dchelle.
G75 Dclaration dun sous programme de dgagement durgence.
G76 Transfert des valeurs courantes des paramtres L et E dans le
programme pice
G76+/- Cration/suppression de programme ou de bloc ISO
G77 Appel inconditionnel de sous programme ou dune suite de squences avec
retour.
G77-i Appel du bloc de retour dun sous-programme
G78 Synchronisation des groupes daxes.
G79 Saut conditionnel ou inconditionnel une squence sans retour.
G79+/- Suspension momentane de la prparation du bloc suivant dans une
squence avec
mouvement
G80 Annulation de cycle dusinage.
G81 Cycle de perage centrage.
G82 Cycle de perage chambrage.
G83 Cycle de perage avec dbourrage.
G84 Cycle de taraudage.
G84 Cycle de taraudage rigide.
G85 Cycle dalsage.
G86 Cycle dalsage avec arrt de broche indexe en fin de trou.
G87 Cycle de perage avec brise-copeaux.
G88 Cycle dalsage et dressage de face.
G89 Cycle dalsage avec temporisation en fin de trou.
G90 Programmation absolue par rapport lorigine programme.
G91 Programmation relative par rapport au point de dpart du bloc.
G92 Prslection de lorigine programme.
G92 R Programmation de la vitesse davance tangentielle.
G93 Vitesse davance exprime en inverse du temps (V/L).
G94 Vitesse davance exprime en millimtre, pouce ou degr par minute.
G95 Vitesse davance exprime en millimtre ou en pouce par tour.
G97 Vitesse de broche exprime en tours par minute.
G104 Lissage de courbe dans lespace
G997 Validation et excution de toutes les fonctions mmorises dans ltat G999.
G998 Validation de lexcution des blocs et dune partie des fonctions traites dans
ltat G999.
G999 Suspension de lexcution et forage de la concatnation des blocs.
35
Plan de la leon
Titre : La programmation sur M.O.C.N
Objectif:
Connatre larchitecture dun programme en CN.
Elments de contenu :
- La Programmation :
o Dfinition
o Mot
o Format
o Bloc
o Structure gnrale
Prrequis :
Techniques dusinage sur machines conventionnelles
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
Actate
Dure : 1h30
Bibliographies :
Mmotech : Commande Numrique programmation
Manuel de Programmation NUM
Guide du technicien en productique
36
PROGRAMMATION SUR MACHINE OUTIL A COMMANDE NUMERIQUE
I/ La Commande Numrique
Dfinition :
La C.N (Commande Numrique) est une mthode de contrle des machines dans
laquelle la principale tache de loprateur est de fournir, des instructions
composes de chiffres, de lettres et de caractres de ponctuation (1, G, - , - : ,/ ; ).
Une telle combinaison sappelle combinaison alphanumrique.
II/ La programmation sur MOCN
1 Dfinition dun programme
Un programme pice CNC est une liste dinstructions et de donnes transmettre
au systme de commande numrique.
La cration dun programme compos de blocs et de mots est soumise des rgles
de structure, syntaxe ou format. La programmation est format variable et
adresses suivant les codes et normes ISO et EIA. La programmation est possible
dans les deux codes :
ISO (International Organization for Standardization). Normes ISO 6983-1 (NF
Z 68-035), 6983-2 (NF Z 68-036) et 6983-3 (NF Z 68-037).
EIA (Electronic Industries Association). Normes RS 244 A et 273 A.
Un programme est constitu de lignes appeles "blocs". Un bloc correspond aux
instructions relatives une squence d'usinage.
Chaque bloc est constitu d'un groupe de mots. Un mot est un ensemble de
caractres compos d'une adresse suivie de chiffre constituant une information.
PROGRAMME
BLOC
MOT
%10
N10
N..
N..
N250
XOFf M2
N50 G01 X20.45 F150 M08
37
2 Format de mot
Le mot dfinit une instruction ou donne transmettre au systme de
commande.
Types de mots :
mots dfinissant des dimensions,
mots dfinissant des fonctions.
Le format dfinit les caractristiques particulires de chaque mot cod
employ en programmation.
3 Format gnral des mots
MOT
Adresse Signe algbrique Donne numrique
Adresse : Une ou deux lettres ou un caractre
Signe algbrique : Signe, ventuellement plus (+) ou moins (-)
Donne numrique : Chiffres lis ladresse
4 Particularits du format des mots de dimensions
Le format des mots de dimensions est conditionn par le choix des units
internes du systme dfinies lintgration de la CN par le constructeur de la
machine.
Les units internes du systme sont dfinies pour :
les axes linaires,
les axes rotatifs.
Les units internes affectent directement les courses machine, ainsi que les formats
dacquisition et de visualisation des cotes sur les axes linaires et rotatifs (modulo ou
non).
5 Unit interne des axes linaires
Le nombre de chiffres pouvant tre placs aprs le point dcimal lors de la
programmation des axes linaires (lunit de base tant le mm) est dclar dans le
paramtre machine.
38
Correspondances du format de mot avec lunit interne des axes
linaires
Unit interne Dfinition
1/10 de mm 1 chiffre aprs le point
1/100 de mm 2 chiffres aprs le point
m 3 chiffres aprs le point
1/10 de m 4 chiffres aprs le point
1/100 de m 5 chiffres aprs le point
6 Unit interne des axes rotatifs
Le nombre de chiffres pouvant tre placs aprs le point dcimal lors de la
programmation des axes rotatifs (lunit de base tant le degr) est dclar dans le
paramtre machine.
Correspondance du format de mot avec lunit interne des axes
rotatifs
Dfinition Unit interne
1 chiffre aprs le point 1/10 de degr
2 chiffres aprs le point 1/100 de degr
3 chiffres aprs le point 1/1000 de degr
4 chiffres aprs le point 1/10000 de degr
7 Exemples de formats de mots :
Mot dfinissant une dimension, adresse X (unit interne au m)
X + 0 5 3
X : Adresse du mot
+ : Le signe + est facultatif
0 : Les zros de tte sont facultatifs
39
5 : Nombre de chiffres autoriss avant le point dcimal
3 : Nombre de chiffres autoriss aprs le point dcimal
Ecriture du mot de dimension de valeur 0,450 mm au format X+053 (format
variable).
0,450 mm peut scrire :
X+0.450 ou X.45
Mot dfinissant une fonction, adresse G
G 0 2
G : Adresse du mot
0 : Les zros de tte sont facultatifs
2 : Nombre de chiffres maximum autoriss avec ladresse
Ecriture de mots de fonction adresses G au format G02 (format variable).
Le mot G01 peut scrire : G1
Le mot G04 peut scrire G4
8 Format des blocs
Un bloc (ou squence) dfinit une ligne dinstruction compose de mots cods
transmettre au systme de commande.
Le format de bloc dfinit la syntaxe des mots de fonction et de dimension
composant chaque bloc de programmation.
BLOC
N.. G.. X.. F.. M..
N.. : Numro du bloc
G.. : Mot de fonction prparatoire
X.. : Mot de dimension
F.. : Mot de fonction technologique
M.. : Mot de fonction auxiliaire
Exemples de blocs :
1-Ecriture dun bloc dfinissant un changement doutil et lappel de son correcteur
N20 T01 D01 M06
N20 : Numro du bloc
40
T01 : Numro doutil
D01 : Numro de correcteur
M06 : Changement doutil
2-Ecriture dun bloc dfinissant la mise en rotation de broche
N30 S650 M41 M03
N30: Numro du bloc
S650 : Vitesse de rotation
M41 : Gamme de broche
M03 : Sens de rotation
3-Ecriture dun bloc dfinissant une trajectoire
N50 G01 X20.456 F150 M08
G01 : Interpolation linaire
X 20.456 : Point atteindre
F150 : Vitesse davance
M08 : Arrosage
9 Structure gnrale dun programme
Un programme CN comporte des caractres obligatoires de dbut et fin. Ilest
excut dans lordre dcriture des blocs situs entre les caractres de dbut et de fin
de programme.
La numrotation des blocs nintervient pas dans lordre de droulement du
programme. Il est malgr tout conseill de numroter les blocs dans lordre dcriture
(de dix en dix par exemple).
Structure dun programme ISO
Dbut de programme :
caractre du dbut de programme suivit dun numro
Exemple : 1000
Coprs du programme :
Il contient tous les blocs ncessaires lopration dusinage
41
Fin de programme :
code M02
Fin de changement de programme :
caractre XOFF
Exemples
1-Structure dun programme
STRUCTURE EXEMPLES
1000
(TOUR T2)
(PH30)
N50 G80G40M5M9
N60G0G52X0Z0
N80 M06 T01D01
N85 G95G97S1500F0.05M03M8
N90 G90 G0 X0 Z70
N100 G81 X0 Z60
N120 G0G52 X0Z0M9
N440 G01 X30 Z-5 F0.07
N470 Z-45 EB2
N480 G02 X40 Z-55 I40 K-50 EB2
N490 G01 Z-75
N120 G0G52 X0Z0M9
N400 M2
NUMERO DU PROGRAMME
IDENTIFICATION
INITIALISATION
POSITION DEGAGEMENT
OPERATION 1
POSITION DEGAGEMENT
OPERATION n
POSITION DEGAGEMENT
FIN PROGRAMME
42
2-Structure dune opration
STRUCTURE EXEMPLES
Fonctions ISO correspondantes
N50 M06T06D07
N60G0G52X0Z20
N85 G95G97S1500F0.05M03M8
N480 G02 X40 Z-55 I40 K-50 EB2
N490 G01 Z-75
N500 X30 Z-80
N120 G0G52 X0Z0M9
OPERATION PRECIDENTE
POSITIONNER LE BON
OUTIL
APPROCHE RAPIDE DE
LOUTIL
ADAPTER LES CONDITIONS
DE COUPE
REALISER LOPERATION
DUSINAGE
DEGAGER LOUTIL EN
RAPIDE
OPERATION SUIVANTE
43
10-Elaboration dun programme
Lorganigramme suivant dcrit le processus de fabrication dune pice du dessin de
dfinition jusqu' lusinage.
Dessin de dfinition
Gamme dusinage
Prparation : outillages, montages
Programmation en ligne : CNC,
Pupitre machine
Programmation hors ligne :
PC, Logiciel de CFAO
Programme
CNC
Mise au point-tests
Usinage
Lecteur perforateur
Bande perfore
Transfert PC-CNC,
Disquette, liaison srie
Listing programme
44
Plan de la leon
Titre : Principes gnraux de la programmation
Objectif:
Rdiger un programme CNC a partir dun dessin de dfinition
Elments de contenu :
- Les fonctions dinitialisation
- La fonction dappel de loutil
- Les types de programmation
- Les interpolations
- Les conditions de coupe
- La commande de la broche
- Exercices
Pr requis :
- Techniques dusinage sur machines conventionnelles
- Bureau de mthodes
- CAO
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
Actate
Dure : 1h30
Bibliographies :
- Mmotech : Commande Numrique programmation
- Manuel de Programmation NUM
- http://www.iutp.univ-poitiers.fr/COURS-DOCS/cours/MOCN-programmation
45
PRINCIPES GENERAUX DE LA PROGRAMMATION
1-Dfinition :
La programmation en commande numrique est une suite logique dinstructions
fournies la machine.
Il y a certaines instructions communes tous les programmes.
2-Fonctions dinitialisation :
Un programme commence par le caractre "%" suivi d'un numro de programme, le
premier bloc doit comprendre les instructions ncessaires linitialisation de la
machine.
N10 G40 G80 M9 M5 G0 G52 X0Z0
2-Appel de loutil :
Aprs dgagement de la tourelle loin de la pice (vers lorigine mesure G52) pour des
raisons de scurit, on appel loutil propre lopration dusinage.
N40 M06T02D06
T02: Choix de loutil en position 2 du magasin
D06: Prise en compte du correcteur n 6
M06: Chargement de l'outil choisi
Le correcteur renferme les caractristiques dimensionnelles et gomtriques de loutil
dfinies par rapport au point de rfrence.
2.1 Exemples:
Cas du fraisage:
D06 LR. @............
Les adresses:
L : Longueur de la fraise
R : Rayon de la fraise
@ : Rayon de bout de la fraise
46
Cas du tournage:
D06 XZR.C........
Les adresses :
X: Jauge suivant laxe X
Z: Jauge suivant laxe Z
R: Rayon de la plaquette
C : orientation du bec de loutil
3-Positionnement outil/Pice:
Selon la position de loutil par rapport la pice, les correcteurs de rayon de loutil
seront pris en compte la lecture de la fonction G41 G42 ou G43.
47
G41 Compensation de loutil vers la gauche
G42 Compensation de loutil vers la droite
G43 Correction de la longueur de loutil
G44 Annulation de la compensation en longueur
G40 Annulation de la compensation en longueur
Cas du fraisage :
.
N100 G41 G01 X60. Y50. D11
N110 X40. Y50.
N120 G02 X30. Y60. I0. J10.
N130 G01 Y100.
Cas du tournage :
N100 G41 G01 X100. Z40.
N110 X60.
N120 G03 X40. Z50. I0 K10.
N130 G01 Z70.
N140 X30. Z90.
N150 X-2.
N160 G40 Z100.
.
48
4-Les conditions de coupes :
4.1-La vitesse davance : F
La vitesse davance peut tre exprime en :
Millimtre par minute : G94 N100 G94 F200
Millimtre par tour: G95 N100 G95 F0.2
Remarques :
- Les deux fonctions sont modales.
- Lavance est applique au centre de loutil
La vitesse davance peut tre tangentielle : G92 R.. N150G92R5 (5 rayon mini
de courbe au dessous du laquelle lavance tangentielle nest pas traite.
4.2- La vitesse de coupe: S
- Vitesse de coupe constante : G96 N100 G96 S 150 (150 m/mn)
- Vitesse de coupe variable : G97 N150 G97 S3000 (3000tr/mn)
- Limitation de la frquence de rotation: G92 N200 G92 S5000
(N<=5000tr/mn)
4.3- La lubrification
Les fonctions M07, M08 ou les deux en mme temps permettent larrosage de la
pice
N200 M07M08
Larrt de larrosage est exprim par la fonction M09
N500 M09
4.4-Commande de la broche
La commande de la broche la frquence programme ou larrt de celle-ci est
active par les fonctions suivantes :
Fonctions Signification exemples
M03 Sens antitrigonomtrique N250 M03
M04 Sens trigonomtrique N300 M04
M05 Arrt de la broche N400 M05
49
5-Type de programmation
La programmation peut tre en absolue, dans ce cas tous les points ont la mme
origine ont c.a.d leurs cordonnes sont dfinies par rapport lorigine programme OP,
comme elle peut tre en relatif donc chaque point est dfinie par rapport au point
prcdent.
Fonctions signification Schma
G90 Programmation en absolue
Tous les points ont la mme origine
OP
G91 Programmation en relatif
Lorigine de chaque point et le point prcdent
OP
Pour de faciliter la programmation on peut dcaler lorigine programme :G59
N... G59 Xb OP en OP2
N... ... usinage de "3"
N... G59 Xa OP en OP1
N... ... usinage de"2"
N... G59 X0 OP en OP0
N... ... usinage de "1
50
6. Les interpolations
Il existe deux types dinterpolations :
6.1- interpolation linaire
- Interpolation linaire vitesse davance rapide: G00
N40 G00 X20 Z100
- Interpolation linaire vitesse davance de travail : G01
N70 G01 X20 Z150
6.2- Interpolation circulaire dfinie par le point darrive et le rayon ou le
centre du cercle
- Interpolation circulaire dans le sens anti-trigonomtrique vitesse
davance de travail : G02
- Interpolation circulaire dans le sens trigonomtrique vitesse davance
de travail : G03
N500 G03/G02 X..Z.R.
Ou
N500 G03/G02 X..Z.IK.
6.3- Interpolation circulaire dfinie par le point darrive et un point
intermdiaire
N80 G23 XcZc IbKb
XcZc : coordonnes du point darrive
IbKb:coordonnes du point intermdiaire
51
7-Exercices
Exercice 1:
La pice suivante est reprsente par les cotes moyennes:
- Choisir lorigine programme
- Dresser un tableau qui dfini les coordonnes des points de la trajectoire de
loutil
- Faire le programme dusinage de finition de cette pice
- Programmation en absolue
- Programmation en relatif
Exercice 2 :
Le matriau de la pice : C45
- Faire le contrat de phase
- Faire la programmation
52
CONTRAT DE
PHASE
Ensemble :
Elment :
Matire :C45
Programme : Code pice :
Dsignation de la phase: Tournage Brut :
Machine outil : Porte pice :
S.phase Opration Dsignation
des
oprations
Outillage Conditions de coupe
Outils Vrificateur Vc N f/fz Z Vf ap
53
Plan de la leon
Titre :Les cycles de tournage
Objectif gnral :
Connatre les syntaxes de programmation des cycles fixes de tournage sur MOCN
Elments de contenu :
- Les cycles de tournage :
o Ebauche para-axiale
o Cycle de filetage
o Cycle de perage avec dbourrage
o Cycle de perage par brise copeaux
o Cycle de dfonage
o Cycle dbauche avec gorge
- Exemples
- Exercices de synthses
Pr requis :
-Les rfrentiels machines
-Les fonctions de programmation
-Chronologie des oprations dusinages
-Choix des conditions de coupe
Mthode pdagogique :
-Expos informel
Moyens pdagogiques :
-Actates
-Logiciels de simulation
Evaluation :
Exercices
Dure :
Bibliographie :
Manuel de programmation NUM .
Mmotech de commande numrique
54
LES CYCLES DE TOURNAGE
1- Dfinition :
Un cycle permet, partir de la dfinition dun profil brut, deffectuer lbauche
et la finition dune pice par passes successives.
2 / les diffrentes cycles :
2.1-Cycle dbauche para-axial : G64
La fonction permet lbauche dun volume de matire situ entre les dfinitions
dun profil brut et dun profil fini.
Le cycle peut tre excut en para-axial par dressage ou chariotage et pour des
usinages extrieurs ou intrieurs.
- Syntaxe de programmation :
Dbut :
* G64 N
n
N
m
. I ... K ... P ../R. F
X
A
Z
A
X
B
Z
B
Dfinition des limites du brut
X
C
Z
C
.
Fin :
G80 XDZD Fin dbauche est positionnent au point D
N
n
, N
m
: blocs reprsentants les bornes du profil fini
P : Valeur de la prise de passe en X
R : valeur de la prise de passe en Z
I : surpaisseur de finition en X (facultatif)
K : surpaisseur de finition en Z (facultatif)
F : avance en m/min si G94 ou mm/ tr si G95
55
- Dcomposition du cycle :
Paramtres du cycle Mouvements de loutil
- Diffrents types dbauche :
Lexcution du cycle par usinage axial ( chariotage) ou usinage frontal (
dressage) est obtenu par le sens de dfinition du brut et la programmation de P ou R
dans le bloc de cycle.
a- Ebauche extrieur :
1. Ebauche par chariotage :
La profondeur de passe (P) est perpendiculaire laxe de la pice, le mouvement
davance est parallle laxe de la pice ;
Ebauche par chariotage
56
Syntaxe de programmation
N200
N210 G64 N.. N.. I .. K .. P
N220 X .. Z .. Point A
N230 Z.. Point B
N240 X.. Z.. Point ( C )
N250 X.. Point (D)
N260 G80 G52 X.. Z..
N..
2. Ebauche par dressage :
La profondeur de passe (R) est parallle laxe de la pice, le mouvement davance
est perpendiculaire laxe de la pice
Ebauche par dressage
Syntaxe de programmation
N200
N210 G64 N.. N.. I.. K4.. R4
N220 X .. Z.. Point A
N 230 X .. Point B
N240 X .. Z.. Point ( C )
N250 Z .. Point D
N260 G80 G52 X .. Z..
N..
57
- Exemple :
%46
N10 G00 G52 X.. Z.. Position de changement outil
N20 T01 D01 M06 ( outil dresser R= 0,8)
N30 S900 M40 M04
N40 X120 Z55 Point B , outil en dbut
dbauche
N50 G92 S3500
N60 G96 S200
N70 G95 F0.2
N80 G64 N140 N210 I0.4 K0.2 R3 Cycle
N90 X16 Z55 Point (A)
N100 X120 Point (B) Dfinition du
brut
N110 Z20 Point (C )
N120 G80 G52 X.. Z.. G97 S900 Annulation du cycle
N130 T03 D03 M06 ( outil copier R=0.4)
N140 G42 X16 Z55 Point a, outil en dbut de
finition
N150 G96 S250
58
N160 G01 Z50 F0.1 Point b
N170 X30 Point c
N180 G03 X40 Z45 R5 Point d
N190 G01 Z30 Point e
N200 X100 Point f
N210 X120 Z20 Point g
N220 G00 G40 G52 X.. Z.. G97 S900 M05
N230 M02
Modifications apporter pour excution du programme %46 par chariotage
N80 G64 N140 N210 I0.4 K0.2 P3 Adresses R remplace par P
N90 X120 Z20 Dfinition du brut invers
N100 Z55
N110 X16
b -Ebauche dun profil intrieur
59
%48
N10 G00 G52 X.. Z.. Position de changement outil
N20 T07 D07 M06 ( outil alser R0,4)
N30 S900 M40 M04
N40 X18 Z45 Point B
N50 G92 S3500
N60 G96 S100
N70 G95 F0.15
N80 G64 N140 N210 I-0.2 K0.1 P2 Cycle
N90 X16 Z12 Point (A)
N100 Z45 Point (B) Dfinition du brut
N110 X64 Point (C )
N120 G80 G52 X.. Z.. G97 S900 Annulation du cycle
N130 T09 D09 M06 ( outil alser R0.2)
N140 G41 X64 Z45 Point a, outil en dbut de finition
N150 G96 S120
N160 G01 X56 Z41 F0.08 Point b
N170 Z37 Point c
N180 X48 Point d
N190 X30 Z15 Point e
N200 X22 Point f
N210 X16 Z12 Point g
N220 G00 Z45 G97 S900 Point h
N230 G40 G52 X.. Z.. M05
N240 M02.
2.2 Cycles de filetage pas constant- G33 :
La fonction permet lexcution de filetages cylindrique, conique et frontal.
Les filetages peuvent tre mono-filet ou multi-filets et excuts par pntration droite
ou angulaire.
Les passes successives sont excutes suivant des profondeurs dgressives
60
Paramtres dun cycle de filetage
- Syntaxe :
N.. G33 X.. Z..K..[EA..][EB..] P.. [Q..][r..][F..][S..]/ [ES]
XZ : coordonnes suivant X et Z de la fin du filetage
K : pas (valeur maxi 250mn)
EA : angle du cne 0Z et le profil de la pice
EA= 0 si le filetage est cylindrique
EA= 90 : filetage frontal
EB : angle de pntration entre le flanc de filet et laxe de pntration suivant
le sens dusinage
EB = 0 pntration droite
EB > 0 : pntration flanc de filet suivant le sens dusinage
EB < 0 : pntration flanc de filet oppose au sens dusinage
R : longueur du cne de dgagement, par dfaut : R =0 : dgagement
perpendiculaire laxe de filetage
P : profondeur total de passe
Q : profondeur de la dernire passe ( incluse dans P)
Q = 0 passe vide Par dfaut : 1 passe
F : nombre de filets (par dfaut 1 filet)
S : nombre de passes de finition (passe Q non comprise)
S : passes de valeurs dgressives
ES : passes de valeurs constantes.
61
- Proprit de la fonction :
La fonction G33 est non modale.
- Rvocation :
La fonction G33 est rvoque en fin de bloc.
- Dcomposition du cycle :
Les phases ci-dessous sont donnes titre indicatif et le filetage ne comprend que les
paramtres principaux du cycle.
N220 G00 Xa Za
N230 G33 Xb Zb K.. P.. S..
Phase 1 : Bloc de positionnement de loutil au point de dpart du filetage sur X et Z (
point a)
Phase 2 : Prise de passe rapide suivant laxe de pntration ( premire passe)
Phase 3 : Excution de la premire passe suivant laxe de filetage Z( point Zb)
Phase 4 : Dgagement suivant X ( point Xb)
Phase 5 : Dgagement rapide suivant laxe de pntration
Phase 6 : Retour rapide la position de dpart de filetage
Excution des passes suivantes de faon identique aux passes 2 6 , puis passe de
finition sil y a lieu.
- Pente de dgagement doutil en fin de passe dfinie par R
62
- Filetage conique, demi-angle au sommet dfini par EA:
Valeur EA positive suivant sens trigonomtrique, modulo 180
Soit : -45 s EA s 45 pour :
Z axe de filetage
X axe de pntration
Soit : EA> 45 ou EA < -45 pour :
Z axe de pntration
X axe de filetage
63
- Filetages multi-filets :
Le dcalage d ( valeur du pas) correspondant chaque filet seffectue lopppos
du sens dexcution du filetage.
Excution dun filetage 2 filets :
Premire passe sur les 2 filets, deuxime passe sur 2 filets, etc.
- Rappels :
Dtermination de la profondeur de passe ( P), filet profil ISO.
Filetage extrieur : 0,613 x pas
Filetage intrieur : 0,577 x pas
Dtermination du nombre de passes approch (S)
S = P x 7
S : nombre entier
P : profondeur de passe
7 : coefficient
- Exemples :
N..
N140 T09 D09 M06 ( outil fileter pas=1 droite)
N150 G97 S1000 M40 M03
N160 G00 Xa Za dpart du filetage
N170 G33 Xb Zb K1 EA175 EB30 P0.61 Q0.2 R4 S5
N..
64
2.3 PERCAGE :
2.3.1 Cycle de centrage :G81
Le cycle permet la programmation dusinage suivant les axes X ou Z.
Syntaxe :
N.. G81 X.. /Z.. [ER..]
G81 : Cycle de perage avec dbourrage
X.. / Z.. : Point atteindre sur laxe dusinage
ER.. :Cte du plan de dgagement sur laxe dusinag
2.3.2 Cycle de perage avec dbourrage :G83
Le cycle permet la programmation dusinage suivant les axes X ou Z.
Syntaxe :
N.. G83 X.. /Z.. [ER..] [EH..] [P..] / [ES..] [Q..] [EP..] [EF..]
G83 : Cycle de perage avec dbourrage
X.. / Z.. : Point atteindre sur laxe dusinage
ER.. :Cte du plan de dgagement sur laxe dusinage
EH.. : Cte du plan dattaque sur laxe dusinage
P.. : valeur de la premire pntration
ES.. : Nombre de pntrations de valeur constante ( voir la figure ci-dessous)
Q.. : valeur de la dernire pntration
EP.. : Garde de retour aprs chaque dbourrage ( par dfaut : EP=1)
EF.. : Temporisation chaque fin de pntration.
- Proprit de la fonction :
La fonction G83 est modale.
- Rvocation :
La fonction G83 est rvoque par lune des fonctions G 80 G82, G84, G85, G87 et
G89 ou les fonctions G64, G65 , G66.
- Particularits :
Si les adresses P et Q sont programmes, les pntrations successives entre P et Q
sont de valeurs dgressives.
La programmation dau moins un ou deux arguments P et ES est obligatoire.
65
- Dcomposition du cycle
Les phases ci-dessous sont donnes titre indicatif, leur nombre dpend des valeurs
programmes avec le cycle.
Phase 1 : Bloc de positionnement rapide dans laxe de lusinage.
Phase 2 : Premire pntration sur profondeur P.. vitesse davance dusinage
suivant laxe de loutil.
Temporisation ventuelle en fin de pntration.
Dgagement vitesse rapide au point de dpart.
Repositionnement rapide 1 mm ( ou valeur EP..) de la profondeur de P..
Phase 3 : Deuxime pntration vitesse davance dusinage.
Temporisation ventuelle en fin de pntration.
Dgagement vitesse rapide au point de dpart.
Repositionnement rapide 1 mm ( ou valeur EP..) de la profondeur prcdente
Phases 4 et 5 : Pntrations et dgagements identiques la phase 3.
Phase 6 : Pntration sur profondeur Q.. vitesse davance dusinage.
Phase 7 : Dgagement vitesse rapide au point de dpart.
Temporisation ventuelle G04F.. au point de dpart.
66
2.3.3 Cycle de perage par brise copeaux : G87
Le cycle permet la programmation dusinages suivant les axes X ou Z.
- Syntaxe :
N.. G87 X.. /Z.. [ER..] [EH.. ] [P..] / [ES..] [Q..] [EP..] [EF..]
G87 : Cycle de perage avec brise-copeaux.
X.. / Z.. Point atteindre sur laxe dusinage
67
ER.. Cte du plan de dgagement sur laxe dusinage
EH .. Cte de plan d attaque sur laxe dusinage
P.. Valeur de la premire pntration
ES : Nombre de pntrations de valeur constante
Q.. Valeur de la dernire pntration
EP .. Valeur du recul entre deux pntrations ( par dfaut , pas de recul , EP=0)
EF .. Temporisation chaque fin de pntration.
- Proprits de la fonction :
La fonction G87 est modale.
- Rvocation :
La fonction G87 est rvoque par lune des fonctions G80 G85 et G89 ou les
fonctions G64, G65, G66.
- Particularits :
Si les adresses P et Q sont programmes, les pntrations successives entre P et
Q sont de valeurs dgressives.
La programmation dau moins un des deux arguments P et ES est obligatoire.
- Dcomposition du cycle :
Les phases ci-dessous sont donnes titre indicatif, leur nombre dpend des
valeurs programmes avec le cycle.
Phase 1 : Bloc de positionnement rapide dans laxe de lusinage
68
Phase 2 : Pntration sur profondeur P.. vitesse davance dusinage suivant laxe de
loutil
Temporisation ventuelle en fin de pntration.
Phases 3 et 4 : Pntrations et temporisations successives identiques la phase 2.
Phase 5 : Pntration sur profondeur Q .. vitesse d avance dusinage.
Temporisation ventuelle en fin de pntration
Phase 6 : Dgagement vitesse rapide suivant laxe de loutil.
Temporisation ventuelle G04 F.. au point de dpart.
2.4 Cycle de dfonage : G66
La fonction permet lbauche dune gorge axiale ou frontale par plonges successives.
- Syntaxe :
N.. G66 D.. X.. Z.. [EA..] P.. / R.. [EP..] [EF..]
G66 : Cycle de dfonage
D.. Numro du second correcteur de loutil gorge ( le premier correcteur doit tre
programm dans un des blocs prcdents)
X.. Z.. Position de fin dusinage de la gorge
EA.. Angle dfinissant la pente en fond de gorge
Par dfaut : EA= 0 (pas de pente)
P.. / R.. Pas entre chaque plonge
P.. valeur suivant X (gorge frontale)
R.. valeur suivant Z (gorge axiale)
EP.. Valeur de dgagement 45 en fin de passe.
EF.. Temporisation en fin de chaque plonge, exprime en seconde
Par dfaut : EF=0
N100 G0 D10 X80 Z20 (A)
69
-Proprits de la fonction :
La fonction G66 est non-modale.
-Rvocation :
La fonction G66 est rvoque en fin de bloc.
-Exemple :
Dfonage dune gorge axiale
N210 G00 G52 X.. Z.. Position de changement outil
N220 T05 D05 M06 ( outil gorge L= 6)
N230 G97 S900 M40 M03
N240 X66 Z30 Point A
N250 G96 S80
N260 G95 F0.1
N270 G66 D15 X46 Z50 EA10 R5 EF0.5 Cycle
N280 G52 X.. Z.. G97 S900 M05
N..
2.5 Cycle dbauche avec gorge : G63
La fonction permet lbauche dun volume de matire situ entre la dfinition
dun brut matire et dun profil fini.
Le cycle excute les gorges dont le profil est compatible avec la gomtrie et le rayon
de loutil utilis. Il peut tre effectu par dressage ou chariotage, pour des usinages
extrieurs ou intrieurs.
70
-Syntaxe :
N .. G63 [N.. N..] / [EP..] X.. Z.. EX.. / EZ.. P../ R.. EA.. /EU .. / EW.. [EB..] [EC..]
.. [ER..] [Q..] [EQ..] [EF..]
G63 Cycle dbauche avec gorge
N.. N.. Numros du premier et du dernier bloc dfinissant le profil mini (
maximum 95 blocs)
EP .. Numro de contour cre par fonction PROFIL.
X.. Z.. ( ou U.. W..) Position de dpart du cycle
EZ .. /EX .. Position de fin de passes sur laxe dbauche :
EZ pour bauche axiale suivant Z
EX pour bauche frontale suivant X.
Sens dexcution des passes dbauche :
Z+ si EZ > Z Z- si EZ< Z
X+ si EX > X X- si EX > Z
P.. /R.. Profondeur de passe
P : valeur suivant X ( bauche axiale)
R : valeur suivant Z ( bauche frontale)
EA.. /EU.. / EW .. Position de dpart des passes dbauche
La programmation de ces arguments permet la dfinition dun angle de dpart pour
prise de passe et pour tre combine : EA , EU, EA EW ou EB EW.
EB .. Angle limite de plonge de gorge
Angle permettant de tenir compte de la gomtrie du profil gorge et de l angle
dattaque (K) de loutil. Par dfaut , EC perpendiculaire laxe dbauche.
ER.. Surpaisseur de finition.
Valeur applique normale au profil . Par dfaut ER=0.
Q.. Garde de positionnement
Distance dapproche vitesse travail avant le contact matire ( pour prise de passes en
rapide)
Par dfaut Q= 0, pas de garde.
EQ.. Valeur copeau minimum
EF.. Vitesse davance de plonge dans la matire.
Par dfaut EF identique lavance F modale.
71
-Proprit de la fonction :
La fonction G63 est non modale.
-Rvocation :
La fonction G63 est rvoque en fin de bloc.
-Dcomposition du cycle
a- Passe dbauche
Phase 1 : Bloc de positionnement outil suivant Z et X
Avant le dpart du cycle le systme tient compte du rayon doutil dclar
Phase 2 : Prise de passe rapide sur profondeur avec P ( en chariotage)
Phase 3 : Excution de premire passe vitesse dusinage
Phase 4 : Dgagement suivant le profil vitesses dusinage
72
Phase 5 : Retour rapide au point de dpart du cycle
Excution des passes suivantes de faon identique aux phases 2 5.
Aprs excution de la dernire passe dbauche, il y a dgagement de la facr et
positionnement suivant X.
b- Passe dusinage gorge
Phase 1 : Positionnement rapide suivant X
Phase 2 : Positionnement rapide suivant Z
Phase 3 : Positionnement vitesse dusinage suivant X
Phase 4 : Prise de passe vitesse dusinage suivant le profil gorge
Phase 5 : Excution de la passe vitesses dusinage
Phase 6 : Dgagement vitesse dusinage suivant le profil gorge
Phase 7 : Retour rapide au point de dpart du cycle.
Excution des passes suivantes de faon identique aux phases 3 6.
Aprs lexcution de la dernire passe , il y a dgagement de la face et positionnement
suivant X.
- Particularits :
Lorsque le cycle est programm , le systme doit tre dans ltat G40 ( annulation de
la correction de rayon outil G41 ou G42 .
En fin de cycle le systme est initialis vitesse rapide.
La dfinition du profil fini peut tre programme avant lappel du cycle , mais dans ce
cas il est ncessaire dutiliser la fonction G79 de saut une squence .
Les arguments du cycle dfinissant des angles sont reprs selon le sens
trigonomtrique.
La fonction de vitesse davance et son argument peuvent tre programms dans le
bloc du cycle, par exemple :
N.. G63 N.. N.. X.. Z.. EZ.. P.. EA.. EB.. ER.. Q.. EQ.. EF.. G95.. F0.3
-Exemple:
Excution dun profil en deux bauches extrieures par chariotage, puis finition
73
Ebauche puis finition dun profil intrieur par chariotage
Trajectoires dusinage extrieur
Trajectories dusinage intrieur
74
% 163
N10 G0 G52 X.. Z.. Position de changement doutil
$0 EBAUCHE EXTERIEURE 1
N20 T01 D01 M06 (OUTIL R0.8)
N30 S900 M40 M04
N40 X126 Z5 Position de loutil en dbut dbauche 1
N50 G92 S4000
N60 G96 S260
N70 G95 F0.3
N80 G63 N150 N300 X126 Z5 P3 EZ-85 EU16 EB170 EC-93 ER0.2 EQ1 Q1 EF0.2
N90 G0 G52 X.. Z.. G97 S900
$0 EBAUCHE EXTERIEURE 2
N100 T03 D03 M06 (OUTIL R0.8)
N110 X80 Z5 Position de loutil en dbut dbauche2
N120 G63 N150 N300 X72 Z5 P1.5 EZ-65 EU70 EB-125 EC-93 ER0.2 Q1 EF0.15
N130 G0 G52 X.. Z.. G97 S900
$0 FINITION EXTERIEURE
N150 G42 G0 X16 Z5 Point a
N160 G96 S300
N170 G01 Z0 F0.08 Point b
N180 X60 Point c
N190 X70 Z-5 Point d
N200 Z-20 Point e
N210 X60 Z-25 Point f
N220 Z-30 EB-2 Point g
N230 X70 EB2 Point h
N240 Z-40 EB2 Point i
N250 G02 X70 Z-60 R15 EB2 Point j
N260 G01 Z-65 Point k
N270 X-80 Z-75 Point l
N280 Z-80 Point m
N290 X116 Point n
N300 X126 Z-85 Point o
N310 G0 G40 G52 X.. Z.. G97 S900 M05
75
$0 EBAUCHE INTERIEURE
N320 T05 D05 M06 ( OUTIL A ALESER R0.8)
N330 S900 M40 M03
N340 X10 Z10 Position de loutil en dbut dbauche
N350 G92 S3000
N360 G96 S70
N370 G95 F0.1
N380 G63 N420 N520 X16 Z5 EU50 EZ-92 P2 EB110 EC70 ER0.2 Q1 EQ0.5 EF0.1
N390 G0 Z5 Dgagement de loutil
N400 G0 G52 X.. Z..
$0 FINITION INTERIEURE
N410 T07 D07 M06 (OUTIL A ALESER R0.4)
N420 G41 X50 Z5 Point a
N430 G96 S90
N440 G01 X30 Z-5 F0.07 Point b
N450 Z-20 Point c
N460 X40 Z-25 Point d
N470 Z-45 EB2 Point e
N480 G02 X40 Z-55 I40 K-50 EB2 Point f
N490 G01 Z-75 Point g
N500 X30 Z-80 Point h
N510 Z-85 Point i
N520 X16 Z-92 Point j
N530 G0 Z5 Point k , dgagement outil
N540 G40 G52 X.. Z.. G97 S900 M05
N550 M02
4 - Exercice :
Faite la programmation dusinage de la pice suivante :
76
77
Plan de la leon
Titre : Fraisage en commande numrique
Objectif gnral :
- Connatre la programmation en fraisage sur MOCN
Elments de contenu :
- Les fonctions de programmation
- Les plans dinterpolation
- La correction
- Les cycles de fraisages
- Exemples
- Exercices de synthses
Pr requis :
-Les rfrentiels machines
-La programmation en tournage
-Chronologie des oprations dusinages
-Choix des conditions de coupe
Mthode pdagogique :
-Expos informel
Moyens pdagogiques :
-Actates
-Logiciels de simulation
Evaluation :
Exercices
Dure :
Bibliographie :
Manuel de programmation NUM .
78
LES CYCLES DE FRAISAGE
I./ LES CENTRES DE FRAISAGE
Les centres de fraisage ont deux architectures de base :
Centre axe de la broche vertical
Centre axe de la broche horizontal
Centre axe de la broche vertical Centre axe de la broche horizontal
II./ LES PLANS DINERPOLATIONS
Interpolation circulaire avec correction du rayon
G17 plan XY
G18 plan XZ
G19 plan YZ
79
III./ CORRECTION PLANE
G42 : Correction droite du profil G41 : Correction gauche du profil
IV/. CORRECTION DE LONGUEUR ( L ).
La programmation de L dans un correcteur valide la correction de la longueur suivant
laxe Z ( ou X ou Y suivant lorientation de loutil ) et elle sera prise en compte
partir du premier Z rencontr dans la suite du programme.
Exemple :
N100 X10 Y60 Z100
N110 X40 Y40 D10
N120 X20 Z10 Correction du longueur D10 sur Z20
80
V/. LES CYCLES DE FRAISAGE
G81 G89
1-Syntaxe de programmation :
Les cycles dusinage sont programms comme suit :
- G8x : cycle dusinage suivant laxe de loutil
- Les axes programmables avec les cycles de base :
- Primaires X, Y, Z,
- Secondaires U, V, W,
- Les axes rotatifs A, B ou C sont uniquement rservs au positionnement.
81
Syntaxe :
Exemple : Plan XY
N..[G17]G8X[X.Y.]Z..[ER..] [EH..]
G17 Choix du plan XY
G8X Cycle dusinage
X..Y.. Position de loutil dans le plan
Z.. Point atteindre sur laxe dusinage
ER.. Cote du plan dapproche (ou de dgagement) sur laxe dusinage
EH.. Cote du plan dattaque sur laxe dusinage
F.. Valeur de lavance dans le cycle
2-Proprits des fonctions :
- Les fonctions G8X sont modales.
- Cote ER et EH.
a- Dcomposition du cycle avec ER :
b- Dcomposition du cycle avec ER et EH.
82
3- DEFINITION DES ADRESSES :
X, Y, Z : Adresses des cotes suivant les axes principaux ( cotes au fond des trous ;
cotes de positionnement dans le plan .
U, V ; W : Adresses des cotes suivant les axes secondaires.
ER : Coordonnes des plans dapproches et de retour.
IJK : Cotes du centre du cercle en position circulaire modale ).
R : Rayon du cercle en positionnement circulaire ( non modale ).
F : Vitesse davance en mm/min.
EF : Temporisation en seconde pour ( G82 ;G87 et G89 ).
P : Profondeur de la premire passe ( modale ) pour G83 et G87.
Q : Profondeur de la dernire passe ( modale ) pour G83 et G87
EXEMPLES :
a/ Perage suivant Z :
83
% 2000
(PERCAGES -CENTRAGES)
(CENTRAGE)
N10 G X Y Z50
N20 T1 D1 M6
N30 M3 M40 S800
N40 X10 Y20 Z22 (1)
N50 G81 Z15 F200 (2)
N60 ER32 (3)
N70 X30 Y20 (4)
N80 X50 Y20 ER22 (5/6)
N90 G80 Z150
N100 G X Y Z50
N110 T1 D1 M6
N120 M3 M40 S800
N130 X10 Y20 Z22 (1)
N140 G83 Z10P2Q1 F200 (2)
N150 ER32 (3)
N160 X30 Y20 Z-3 (4)
N170 X50 Y20 ER22 Z10 (5/6)
N180 G80 Z150
N190 X Y
N200 M2
b/ Perage suivant une CIRCONFERENCE :
%300
(Perage / circonfrence).
N10 G X Y Z50
N20 T3 D3 M6
N30 M3 M40 S1000
N40 G83 X-30 Y ER 22 Z-5 P5Q5EF1F300 (1)
N50 G2 X-21.213 Y 21.213 R30 (2)
N60 X30 Y R30 (3)
84
N70 X-21.231 Y 21.213 R30 (4)
N80 X30 Y R30 (5)
N90 G80 G Z50
N100 G52 Z50X Y
N110 M5M9
N120 M2
c- Perage Taraudage
85
%1000
(Perage)
N10 G X Y Z50
(PERCAGE)
N20 T1 D1 M6
N30 M3 M40 S500
N40 G83 X Y30 ER 22 Z-3PQ1 F300 ............ (1)
N50 X30 Y30 ................................ (2)
N60 X60 Y30 (3)
N70 G80
N75 G0X Y Z150
( TARAUDAGE )
N80 T3 D3 M6
N90 M3 M40 S250
N100 G84 X Y30 ER22 Z-3 F200 ............... (1)
N110 G77 N50 N70 ........................................ (2/3)
N120 G0G52 XYZ
N130 M2
d- Cycle de perage-chambrage
N10 G X Y Z50
( Chambrage)
N20 T1 D1 M6
86
N30 M3 M40 S500
N40 G82 X50 Y30 ER 10 Z-15 F50 ............ (1)
N50 X110 Y30 ................................ (2)
N60 X210 Y30 (3)
N70 G80
N75 G0X Y Z150
e- Cycle dalsage lalsoir
N10 G X Y Z50
(Alsage lalsoir)
N20 T1 D1 M6
N30 M3 M40 S500
N40 G85 X50 Y30 ER 10 Z-15 F50 ............ (1)
N50 X120 Y30 .............................. ...(2)
N70 G80
N75 G0X Y Z150
f- Cycle dalsage avec outil alser
87
N10 G X Y Z50
(Alsage )
N20 T1 D1 M6
N30 M3 M40 S500
N40 G88 X50 Y30 ER 10 Z-15 F50
N70 G80
N75 G0X Y Z150
VI /. LES CYCLES DE POCHE : G45
Cette fonction permet lusinage des formes simples.
o Poches circulaires
o Poches rectangulaires
o Poches oblongues
o Poches carres
1-Syntaxe (planXY)
N..[G17]G45 X..Y..Z..[ER..]EX..EY..[EB..] P.. Q.. [I..] [J..] [EG2/EG3]
G17 : Choix du plan
G45 : fonction prparatoire ( non modale ).
88
X..Y..: position du centre de la poche
Z.. : point atteindre au fond de la poche
EB EX EY EZ : cotes en relatif dfinissant les dimensions
de la poche finie (rayon inclus ).
EB : rayon
EX : cot suivant X
EY : cot suivant Y
EZ : cot suivant Z
PJIQ : Prise de passes dfinissant les bauches et les finitions.
P : prise de passe axiale (en bauche).
Q : prise de passe latrale ( en bauche )
I : prise de passe axiale ( en finition)
J : prise de passe latrale ( en finition )
VITESSE DUSINAGE :
EP : vitesse axiale dbauche.
EQ : vitesse latrale dbauche
EI : vitesse axiale de finition
EJ : vitesse latrale de finition
2-Reprsentation :
89
3-DESCRIPTION DE LUSINAGE :(NUM)
90
4-EXEMPLE :
Usinage dune poche
%200
N10 G0 G52 XYZ
N20 G90
N30 G95
N40 T1 D1 M6
N50 M3 M40 S2000
N60 G0 X0 Y0 Z50
N70 G45 X75 Y52 X-44 ER2 EX100 EY50 EB20 P10 Q7 EP100 EQ500 I1 J1
EI300 EJ1000
N80 G80
N90 G0 G52 XYZ
N100 M5 M9
N110 M2
Exercice:
Pour la mme pice faite un programme permettant dajouter une poche circulaire au
centre de rayon R=10 ; Z= -50
91
VII/Exercices de synthses :
Faite la programmation dusinage des pices suivantes :
Ex1 :
Ex2 :
92
Ex3 :
93
Plan de la leon
Titre :
Fonctions diverses en Fraisage
Objectifs :
Appliquer les fonctions de dcalage dorigines
Elments de contenu :
Dcalage dorigine programme
Dcalage angulaire
Miroir : G51
Facteur dchelle : G74/G73
Pr requis :
La programmation ISO
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
Actate
Logiciel de simulation
Programmation sur calculateur NUM
Dure : 1h30
Bibliographies :
Mmo Tech Commande numrique programmation
Manuel de programmation NUM
Guide du technicien en productique
94
FONCTIONS DIVERSES DE FRAISAGE
1. Dcalage dorigine programm : G59
La fonction affecte dun ou plusieurs arguments, axes
et valeurs entrane la translation de lorigine programme
(OP).
Chaque axe du systme peut tre affect dun dcalage dorigine.
Aucun dplacement nest produit par la fonction et ses arguments.
Syntaxe
N.. [G90/G91] G59 X.. Y.. Z..
Proprits de la fonction
La fonction G59 est non modale, les arguments axes lis la fonction sont
modaux.
Rvocation
Un dcalage programm G59 est annul par :
- la programmation de G59 suivie des arguments axes affects de valeurs
nulles en absolu (G90),
- la fonction de fin de programme (M02),
- une remise ltat initial (RAZ).
Exemples
1. Dcalages dorigine sur laxe X en programmation absolue (G90), plan
XY (G17).
95
%60
N10
N..
N50
N..
N90
N..
N120 . Dcalage 1
N.. .
Usinage
N..
N230 .
Dcalage 2
N.. .
Usinage
N..
N350 .
Annulation
N..
2. Dcalages dorigine sur laxe X en programmation relative (G91), plan XY
(G17)
%60
N10
N..
N50
N..
N90
N..
N120 . Dcalage 1
N.. . Usinage
N..
96
N230 .
Dcalage 2
N.. .
Usinage
N..
N350 .
Annulation
N..
Application
Rptition dune forme avec dcalages dorigine, plan XY (G17)
%110
N10 G00 G52 Z0
N20 T09 D09 M06 (FRAISE DIAMETRE=5)
N30 S2000 M40 M03
$0 FORME 1
N40
N..
N..
N..
97
2. Dcalage angulaire : ED..
La fonction ED affecte dune valeur
dfinit une rotation angulaire par rapport
lorigine programme.
Le dcalage angulaire affecte les axes du
plan programms dans les blocs suivant la
fonction.
Syntaxe
N.. [G90/G91] ED..
Proprits de la fonction
La fonction ED est modale.
Rvocation
Le dcalage angulaire ED.. est annul par :
- la reprogrammation de la fonction ED affecte dune valeur nulle (ED0) en
absolu (G90),
- la fonction de fin de programme (M02).
- une remise ltat initial (RAZ),
Applications
1. Rptition dune poche par dcalages dorigine et dcalages angulaires
ED.. , plan XY.
98
%61
N10 G00 G52 Z0
N20 T11 D11 M06 (FRAISE DIAMETRE=10)
N30 S800 M40 M03 M08
$0 POCHE 1
N40..
N.
2. Excution de 3 rainures dcales angulairement, dans le plan XY (G17)
Alsage diamtre 30 ralis.
%60
N10 G00 G52 Z-60 M05 M09
N20 T06 D06 M06 (FRAISE DIAMETRE=8)
N30 S800 M40 M03
N40 ..
N..
3. Miroir : G51
La fonction permet lusinage
symtrique dune partie de programme
dfinissant le quart ou la moiti de la pice.
Le miroir est valid ou invalid selon les
arguments axe et signe algbrique
programms avec la fonction.
Syntaxe
N.. G51 X- Y- Z-
Avec :
- G51 : Fonction Miroir.
- X- Y- Z- Le signe moins (-) valide le miroir sur les axes X, Y, Z.
99
Proprits de la fonction
La fonction G51 est non modale, les arguments axes (X, Y, Z) lis la
fonction sont modaux.
Rvocation
Le miroir sur le ou les axes programms est annul par :
- la fonction G51 suivie dun ou plusieurs arguments X+, Y+ ou Z+
rvoquant ltat G51 antrieur,
- la fonction de fin de programme (M02),
- une remise ltat initial (RAZ).
Application
Excution dune forme affecte du miroir G51 dans le plan XY (G17)
%30
N10 G00 G52 Z0
N20 T05 D05 M06 (FRAISE DIAMETRE=5)
N30 S1500 M40 M03
N40.
N.
4. Facteur dchelle : G74/G73
La fonction permet lexcution dune forme
homothtique de la forme programme. Le
rapport de lhomothtie peut tre introduit au
clavier ou programm.
Syntaxe
N.. [G40] G74/G73
Avec :
- G74 : Validation du facteur dchelle.
Le rapport de lhomothtie peut tre compris entre 1/1000 et 9999/1000
(0,001 et 9,999) et doit tre un nombre entier.
- G73 : Invalidation du facteur dchelle.
100
Proprits de la fonction
- Les fonctions G73 et G74 sont modales.
- La fonction G73 est initialise la mise sous tension.
Rvocation
- Les fonctions G73 et G74 se rvoquent mutuellement.
- La fonction G74 est rvoque par la fonction de fin de programme (M02).
Particularits
- Le rapport de lhomothtie peut tre introduit au clavier alphanumrique
ou programm par le paramtre externe E69000.
- Les fonctions G73 et G74 doivent tre programmes lorsque Le systme
et dans ltat G40 (Annulation de correction de rayon).
Application
Excution de formes avec utilisation de facteurs dchelle.
- La pice suivante comporte trois empreintes usines par des outils bout
hmisphrique.
- La deuxime empreinte est obtenue partir de la premire par une
homothtie de rapport 0.5 et une translation sur laxe X.
- La troisime est obtenue partir de la premire par une homothtie de
rapport 1.5 , par une rotation autour de laxe Z et une translation sur laxe
X.
Ecrivez le programme CN pour raliser les trois empreintes sachant que lon
dispose de trois fraises bout hmisphrique :
- Fraise bout hmisphrique 6mm (T1 D1) : Vc1 = 20m/min f1 = 0.2
mm/dent Z=4.
- Fraise bout hmisphrique 3mm (T2 D2) : Vc2 = 20m/min f2 = 0.15
mm/dent Z=4.
- Fraise bout hmisphrique 9mm (T3 D3) : Vc3 = 20m/min f3 =
0.25 mm/tr Z=4.
101
%300
N10 G00 G52 Z0
N20 T01 D01 M06 (FRAISE A BOUT SPHERIQUE DIAMETRE=6)
N30
N..
102
Plan de la leon
Titre : La programmation structure
Objectifs :
Appliquer la programmation structure pour les pices ncessitantes une
programmation complexe
Elments de contenu :
- Dfinition
- Dfinition du problme
- Analyse structure.
- Structuration par niveaux.
- Appel et saut
- Exercices
Pr requis :
La programmation ISO
- Tournage
- Fraisage
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
- Actate
- Logiciel de simulation
Dure : 1h30
Bibliographies :
- Mmo Tech Commande numrique programmation
103
LA PROGRAMMATION STRUCTUREE
1-Dfinition :
La programmation structure permet de rendre apparents les mcanismes dun
programme dans sa prsentation.
La structuration dun programme procde de lanalyse dcendante. La dmarche
gnrale peut tre schmatise comme suit :
2-Dfinition du problme.
- Etape 1 : (Quoi ? , Quand ? , Comment ? )
o Quoi ? : Dfinir prcisment ce que lon attend du processus
opratoire :
- Nature de lopration (fraisage, tournage.
- Type dopration (bauche, finition, )
o Quand ?
La chronologie des oprations rpond cette question.
* Comment ?
- Quelles sont les conditions opratoires ? Quels outillages utiliser ?
3- Analyse structure.
o Dmarche :
On peut la dcomposer en trois phases.
PROBLEME
1-Dfinition 2-Analyse 3-traduction
4-mise au point 5-Corrections
104
- Recensement des instructions excuter et des conditions respecter.
- Identification des programmes et des niveaux
- Mise en forme du programme.
4-Structuration par niveaux.
La structure peut stablir sur deux ou trois niveaux, elle dpend :
- des usinages raliss et de leurs complexits ;
- des contraintes de programmation.
Exemple :
Structuration sur deux niveaux.
Niveaux 0 :
Programme principal :
- paramtres gnraux
- appel sous programme niveau 1
Niveau 1 :
Sous programmes :
- paramtres locaux
- appel doutils
- conditions technologiques
5/ Appel et saut :
5.1 Appel
- Les sous programmes :
Un sous programme est dsign par la lettre H suivi dun numro.
Exemple : H 200
105
a- Appel dune squence INTERNE.
Lappel se fait par la fonction G77 suivit du numro de la squence.
G77 : appel in conditionnel de sous programme ou de squence avec retour :
Syntaxe :
N100 G77 N70
Exemple :
N300G77N100N200 Excution des blocs de N100 jusqu N200 puis retour N310
b-Appel dun sous programme.
Lappel se fait par la fonction G77 suivit du numro du sous programme
Syntaxe :
N100 G77 H200
c-Appel dune squence EXTERNE.
Lappel se fait par la fonction G77 suivit du numro sous programme et du
numro de la squence.
Syntaxe :
N100 G77 H200 N100
5.2 Saut :
La fonction G79 permet un saut conditionnel ou inconditionnel sans retour.
a- Saut inconditionnel
N90G79 N200
En arrivant au bloc N90 on aura un saut vers le bloc N200 et le programme se
poursuit en excutant les blocs N210, N220sans retour vers le bloc N100.
b- Saut conditionnel
N90G79 L1<=10 N300
N100
Si L1 est infrieur ou gal 10, alors aller la ligne N300, si non continuation du
programme en N100.
106
6- Application.
Perage, Lamage et taraudage de 10 trous 30.
%100
(perage)
N10 T1 D1 M6
N20 M3 M40 S1000
N30 G X Y
N40 Z32
N50 G79 N90
N60 G1 G81 X50 YZ-8 F300
N70 G80
N80 G91 ED-30
N90 G77 N60 N80 S10
N100G90 ED0
N110 Z100
(LAMAGE)
107
N120 T2 D2 M6
N130 M3 M40 S500
N140 Z32
N150 G79 N190
N160 G90 G82 X50 Y Z17 F150
N170 G80
N180 G91 ED-30
N190 G77 N160 N180 S10
N200 G90 ED0
N210 Z100
(taraudage)
N220 T3 D3 M6
N230 M3 M40 S200
N240 Z27
N250 G79 N290
N260 G90 G84 X50 Y Z-5 F100
N270 G80
N280 G91 ED 30
N290 G77 N260 N280 S10
N300 G90 Z100
N310 M2
108
Exercice 1:
Faite la programmation structure de la pice suivante :
Exercice 2 :
1-Faite un sous programme pour chaque opration
- bauche et finition
- gorge
- filetage
- perage
- trononnage
2- En respectant la chronologie des oprations faite un programme structur
pour lusinage de la pice.
109
Plan de la leon
Titre :
Programmation en Gomtrie de Profil
Objectifs :
Appliquer la PGP pour programmer le contour dune usiner
Elments de contenu :
Gnralit
Dfinition des lments gomtrique
Dfinition des adresses caractrisent la P.G.P.
programmation des lments gomtriques
Programmation des lments gomtriques non entirement dfinis
Exercices
Pr requis :
La programmation ISO
Mthode pdagogique :
Expos informel
Moyens pdagogiques :
Actate
Logiciel de simulation
Programmation sur calculateur NUM
Dure : 1h30
Bibliographies :
Mmo Tech Commande numrique programmation
Manuel de programmation NUM
110
Guide du technicien en productique
Programmation en Gomtrie de Profil
1/ Gnralit :
La P.G.P permet lutilisateur de programmer tout ou une partie dun profil
pice constitu dlments gomtriques. Il permet de calculer les points de
raccordement, dintersection non dfinis entre lments gomtriques situs dans un
mme plan :
- droite/droite
- droite/cercle
- cadre/cercle
Axes Interpolation :
Z X G20
X Y G21
Y Z G22
2/ Dfinition des lments gomtrique :
Cette programmation seffectu par criture dun enchanement de blocs
- chaque bloc comprend un lment gomtrique qui peut tre :
o un segment de droite
o un arc de cercle
Un lment gomtrique peut tre entirement on incompltement dfini dans un
bloc
- les lments entirement dfinis peuvent tre :
o le point extrme dune droite
o le point extrme dun arc de cercle avec les coordonnes du centre on
le rayon
Si llment est incompltement dfini, le complment dinformation peut dtre au
maximum dans le deuxime bloc qui suit.
Les fonctions P.G.P caractrisants un lment sont :
111
Elment dangle EA
Elment cong EB+
Elment chanfrein EB-
Elment tangent ET
Elment scant ES
3/ Dfinition des adresses caractrisant la P.G.P. :
Les dfinitions des adresses de PGP suivant les axes X et Z (G20). En coordonnes
cartsiennes (G21), utiliser les axes XY.
3.1 Adresses affectes de valeurs :
X..ou Z ou XZ- coordonnes du point darrive dune droite
EA : Elment angle dune droite
X Z : coordonnes du point darrive dun cercle
X K : coordonnes du centre dun cercle
112
R : Rayon dun cercle
EB+ ... cong entre deux lments scants ( droite/cercle )
le bloc contenant EB+ et le bloc suivant sont Raccords par un cong de rayon a
EB- chanfrein entre deux droites scantes (uniquement)
le bloc contenant EB- et le bloc suivant sont raccords par un chanfrein ( a = valeur
prog avec EB- )
3.2 Adresses non affectes de valeurs :
ET : Elment tangent :
113
Le bloc contenant ET et le bloc suivant sont tangents. ET est facultatif mais
obligatoire
Lorsque cest la seule fonction qui caractris llment.
ES : Le bloc contenant ES et le bloc suivant sont scants
4-programmation des lments gomtriques.
Elments gomtriques droite entirement dfinie (point <a> dfini) :
NG01 X
OU N...G01 Z
OU NG01 XZ
N...G01 EA..X
OU NG01 EAZ
114
5- Programmation des lments gomtriques non entirement dfinis.
- Elments gomtriques dfinis par connaissance du ou des blocs suivants,
le premier est une droite (le point de dpart << a >> est entirement
dfini).
Ex1
N ...G01 EA..ES
NEAXZ
NG01 EAES...
NEA
NG02/G03...I...KR/X.Z
EX2:
N..G01 Xa Za
N..G01 EA..ES-
N..G02/G03 I.. K.. R../X.. Z..
N..G01 Xa Za
N..G01 EA..ES+
N..G02/G03 I.. K.. R../X.. Z..
115
EX3:
NG01 EA.. ES-
N.. G02/G03 I.. K..
N.. G01 EA..X.. Z..
NG01 EA.. ES-
N.. G02/G03 I.. K..
N.. G01 EA..X.. Z..
EX4
N.. G01 EA.. ES-
N.. G02/G03 I..K..
N.. G02/G03 I..K..R../X..Z..
N.. G01 EA.. ES-
N.. G02/G03 I..K..ET-
N.. G02/G03 I..K..R../X..Z..
N.. G01 EA..
N.. G02/G03 I..K..
N.. G01 EA..
N.. G02/G03 R..
N.. G01 EA..X..Z..
116
EX5:
N.. G01 EA..
N.. G02/G03 R..X..Z..
N.. G01 EA.. ES-
N.. G02/G03 R..X..Z..
Ex6:
N.. G01 EA.. ES-
N.. G02/G03 R..
N.. G02/G03 I..K..R../X..Z..R
N.. G01 EA.. ET+
N.. G02/G03 R..
N.. G02/G03 I..K..R../X..Z..R
EX7:
N.. G01 ET
N.. G02/G03 I..K..R../X..Z..
N.. G01 ET
N.. G02/G03 I..K..
N.. G01 EA..X..Z..
117
EX8:
N.. G01 ET
N.. G02/G03 I..K..
N.. G02/G03 I..K..R../X..Z..
N.. G01 ET
N.. G02/G03 I..K..ET-
N.. G02/G03 I..K..R../X..Z.
6-Exercices:
Faite la programmation en PGP de la pice suivante:
118
%100
N100 G0G52XZ
N30 T3D3M6
N40 G97 S900 M04
N50 G0 G42 X6 Z122
N60G95 F0.1
N70 G1 EA135 ES
N80 EA180 X20 Z90 EB-5
N90 X40 EB3
N100EA 180 Z80 ES
119
N110A195
N120 G2X60Z50R17EB2
N130 G1 Z35
N140 X70
N150 G0G40G52 XZ
N160 M2
Ex 2:
En PGP dfinir le profil de la pice suivante:
Vous aimerez peut-être aussi
- Cours de MOCNDocument71 pagesCours de MOCNHouari Pachika91% (11)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Fraisage 2Document102 pagesFraisage 2mouhamed_hachem100% (5)
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- Vitesse de Coupe Et de RotationDocument7 pagesVitesse de Coupe Et de RotationkldmntPas encore d'évaluation
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- TP4 - Fraisage Avec Plateau DiviseurDocument6 pagesTP4 - Fraisage Avec Plateau DiviseurКхеириддине Хамди Хамди70% (10)
- Les Conditions de CoupesDocument13 pagesLes Conditions de CoupesAbdelilah El GmairiPas encore d'évaluation
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- Thème Montage ModulaireDocument16 pagesThème Montage Modulairekldmnt100% (1)
- M16 Dossier de Fabrication-partie1-FM-TFMDocument68 pagesM16 Dossier de Fabrication-partie1-FM-TFMHanane Tounsi100% (1)
- M9 Conception Et Dessin D-Outillage de Production Version 2Document120 pagesM9 Conception Et Dessin D-Outillage de Production Version 2kalgm1100% (6)
- Cours Procédés FraisageDocument19 pagesCours Procédés FraisageMll RaghebPas encore d'évaluation
- Machines Outils Porte PiecesDocument13 pagesMachines Outils Porte PiecesMehdi Billah ouassim100% (1)
- Procedes de FraisageDocument23 pagesProcedes de Fraisageمهدية غزلان100% (10)
- Fraisage Conventionnel Avec Plateau Diviseur PDFDocument6 pagesFraisage Conventionnel Avec Plateau Diviseur PDFLibrairePas encore d'évaluation
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- M13 - Programmation, Réglage Et Conduite Des MOCN Version 2Document44 pagesM13 - Programmation, Réglage Et Conduite Des MOCN Version 2shi_salbe_1583880% (5)
- M02 - Réalisation D'opérations de Base en Tournage - FM - MGP PDFDocument81 pagesM02 - Réalisation D'opérations de Base en Tournage - FM - MGP PDFMost ImadPas encore d'évaluation
- Tp1 Fao FraisageDocument32 pagesTp1 Fao Fraisagemaraghni_hassine7592Pas encore d'évaluation
- Les Opérations D'usinageDocument5 pagesLes Opérations D'usinageSaad JebbariPas encore d'évaluation
- Fascicule de Fraisage PDFDocument32 pagesFascicule de Fraisage PDFMourad Chokri Ben Jemaa100% (3)
- Chap4 PliageDocument34 pagesChap4 Pliageisraalaya167Pas encore d'évaluation
- 2799 22 Optimisation Des Parametres de CoupeDocument6 pages2799 22 Optimisation Des Parametres de CoupeSLIMANE BENCHIHEUB50% (2)
- Isostatisme-Exos 2Document5 pagesIsostatisme-Exos 2Zakaria Nexus100% (7)
- Tournage - FraisageDocument4 pagesTournage - FraisageSeydou Zallé50% (2)
- Exemples D'isostatismeDocument5 pagesExemples D'isostatismehamzaouarraq100% (1)
- Usinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2Document10 pagesUsinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2ELMustaphaELMoukhtariPas encore d'évaluation
- Cours Procedes Et Methodes de Production 1 PDFDocument77 pagesCours Procedes Et Methodes de Production 1 PDFferyel raissiPas encore d'évaluation
- Prof APEFDocument12 pagesProf APEFMeryemHmouriPas encore d'évaluation
- Guide Fraisage - Outils PDFDocument156 pagesGuide Fraisage - Outils PDFMohamed SahilPas encore d'évaluation
- Programmation Des Machines - OutilsDocument27 pagesProgrammation Des Machines - OutilsFAWZI RONALDOPas encore d'évaluation
- Etude de L'isostatismeDocument7 pagesEtude de L'isostatismekamal belkacemPas encore d'évaluation
- Les Game D'usinage de PFE by YounessDocument16 pagesLes Game D'usinage de PFE by Younessomarkhan33Pas encore d'évaluation
- 1-Contrat de PhaseDocument2 pages1-Contrat de PhaseRedaAbdraouf60% (5)
- CFAO TournageDocument23 pagesCFAO TournageSidi Rach100% (1)
- TP Initiation Au Fraisage CNDocument9 pagesTP Initiation Au Fraisage CNneotuning100% (1)
- Chapitre 02 - Syst+ - Me FAODocument12 pagesChapitre 02 - Syst+ - Me FAOMohamedAmineDabachiPas encore d'évaluation
- Dispersion - D'usinageDocument4 pagesDispersion - D'usinageMahrez Zaafouri100% (5)
- Vi - Transfert de Cotes Et Simulation D'usinageDocument25 pagesVi - Transfert de Cotes Et Simulation D'usinageIlu SionPas encore d'évaluation
- M6 - TSMFM 2ème Partie) ModifieDocument121 pagesM6 - TSMFM 2ème Partie) ModifieAyoub ElcaidiPas encore d'évaluation
- Pdf-Gamme CompressDocument18 pagesPdf-Gamme Compresskuzgun cebeciPas encore d'évaluation
- TD IsostatismeDocument2 pagesTD IsostatismeSÕfȋǡņɇ Bɇņamar100% (2)
- Exercice Conditions de Coupe en Tournage ProfDocument8 pagesExercice Conditions de Coupe en Tournage ProfSebastien Moulinié75% (4)
- TP3 V2Tournage Avec Mastercam X5Document13 pagesTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriPas encore d'évaluation
- Chapitre 1 Procédés de DécoupageDocument11 pagesChapitre 1 Procédés de DécoupageWael Maatoug100% (1)
- DispersionsDocument5 pagesDispersionsMohamed SahilPas encore d'évaluation
- Les Jauges Outils - ProfsDocument3 pagesLes Jauges Outils - Profspascaljean100% (1)
- Conditions de CoupeDocument4 pagesConditions de CoupeWael Boukhris100% (1)
- Tour CNCDocument17 pagesTour CNCOussemaPas encore d'évaluation
- Chapitre I Automatisation Des MODocument16 pagesChapitre I Automatisation Des MOMehdi HassinePas encore d'évaluation
- 03.ProgrammationISO GMTMM2 PDFDocument14 pages03.ProgrammationISO GMTMM2 PDFBentchikou MohPas encore d'évaluation
- Fabrication Assistée Par OrdinateurDocument40 pagesFabrication Assistée Par OrdinateurhelmimannaiPas encore d'évaluation
- Fraisage Et Tournage PDFDocument99 pagesFraisage Et Tournage PDFMohamed SahilPas encore d'évaluation
- Machines-Outils A Commande NumeriqueDocument32 pagesMachines-Outils A Commande NumeriqueBangaly FOFANAPas encore d'évaluation
- 20100919151149Document3 pages20100919151149donPas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Le développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionD'EverandLe développement de systèmes d'information (Le): Une méthode intégrée à la transformation des processus, 4e éditionPas encore d'évaluation
- Projet Pompe DoseuseDocument32 pagesProjet Pompe DoseusemahergarfaPas encore d'évaluation
- Rapport de StageDocument21 pagesRapport de Stagemahergarfa60% (5)
- Traitement de Surface PDFDocument83 pagesTraitement de Surface PDFmahergarfa100% (7)
- COURS Hydraulique Generale MEPA 2010Document85 pagesCOURS Hydraulique Generale MEPA 2010Bernard Palmer50% (2)
- Transmission de Puissance HydrauliqueDocument95 pagesTransmission de Puissance HydrauliqueSam Dallali0% (1)
- h5 TC Maintenance Coursv2 Coursv2 1783Document180 pagesh5 TC Maintenance Coursv2 Coursv2 1783stevin_doc100% (1)
- Exercices Bus CAN Mod PDFDocument7 pagesExercices Bus CAN Mod PDFNarutoPas encore d'évaluation
- Java Poo TP1Document2 pagesJava Poo TP1Omaima LyousfiPas encore d'évaluation
- Offre Technique Site As EngineeringDocument4 pagesOffre Technique Site As EngineeringOUROPas encore d'évaluation
- Supply Chain Management 1Document7 pagesSupply Chain Management 1Walid El BourakkadiPas encore d'évaluation
- Evaluation ProtocoleDocument2 pagesEvaluation Protocoledream techPas encore d'évaluation
- Sns FR SMC Guide D Administration v2.8.1Document121 pagesSns FR SMC Guide D Administration v2.8.1Denis OuPas encore d'évaluation
- ExposeDocument5 pagesExposeanwar hajjajPas encore d'évaluation
- Tuo HTML - Css Site Du ZeroDocument151 pagesTuo HTML - Css Site Du ZerosondurPas encore d'évaluation
- K2 Scada 20130227 - FraDocument46 pagesK2 Scada 20130227 - Franabil softPas encore d'évaluation
- FR Tanagra Cat Variable ClusteringDocument32 pagesFR Tanagra Cat Variable ClusteringYao jean lucPas encore d'évaluation
- Calendrier SAP 1S 2016 PDFDocument12 pagesCalendrier SAP 1S 2016 PDFm_casavecchiaPas encore d'évaluation
- CoursIGchap1 PDFDocument187 pagesCoursIGchap1 PDFweedxcfPas encore d'évaluation
- Test72 Sport 3108Document15 pagesTest72 Sport 3108Rakotojaona HajanirinaPas encore d'évaluation
- Adressage IP v4 - Exercices Corrigés - Sébastien Adam, Un Développeur Hors Du Commun..Document1 pageAdressage IP v4 - Exercices Corrigés - Sébastien Adam, Un Développeur Hors Du Commun..Kabel MbamaPas encore d'évaluation
- 2 Conception Oriente Objet - IsT 2020Document41 pages2 Conception Oriente Objet - IsT 2020Sib's Le-crys RusdaëlPas encore d'évaluation
- Reactjs, Maîtriser Le Framework Javascript de Facebook: Cours Pratique de 3 Jours Réf: Tjs - Prix 2022: 2 050 HTDocument3 pagesReactjs, Maîtriser Le Framework Javascript de Facebook: Cours Pratique de 3 Jours Réf: Tjs - Prix 2022: 2 050 HTchatti SamiPas encore d'évaluation
- Projet Elec Max Dernier VuDocument28 pagesProjet Elec Max Dernier VuMaxime MaarekPas encore d'évaluation
- Corrigé Type Examen Module SE1 Univ Tlemcen Promo 2015-2016Document7 pagesCorrigé Type Examen Module SE1 Univ Tlemcen Promo 2015-2016Wich RiverPas encore d'évaluation
- La Technologie Blockchain Et Les Smart Contrats - Facteurs D'évolutions de La Finance Islamique - Etude Prospective Sur Les Banques AlgeriennesDocument14 pagesLa Technologie Blockchain Et Les Smart Contrats - Facteurs D'évolutions de La Finance Islamique - Etude Prospective Sur Les Banques Algeriennesmetaoui100% (1)
- TD 2Document4 pagesTD 2Fatma BelabedPas encore d'évaluation
- Tp Mouvement Plan Incline CamionDocument5 pagesTp Mouvement Plan Incline CamionAhmed Ben YoussefPas encore d'évaluation
- Support de Cours PHPDocument328 pagesSupport de Cours PHPweb service lignePas encore d'évaluation
- Rapport Final ERILEDocument25 pagesRapport Final ERILEDidier TchiniPas encore d'évaluation
- Guide Adenium PCI 2018Document11 pagesGuide Adenium PCI 2018osenegasPas encore d'évaluation
- 01 - Introduction À Python Chaines de CaractèresDocument90 pages01 - Introduction À Python Chaines de CaractèresMARYAMPas encore d'évaluation
- Ingenierie PedagDocument38 pagesIngenierie PedagEl hakim asiyaPas encore d'évaluation
- Gestion Demploi Du Temps Des SoutenancesDocument39 pagesGestion Demploi Du Temps Des Soutenancesachref bouadilaPas encore d'évaluation
- Chapitre 12 Les Threads: 1. ProcessusDocument12 pagesChapitre 12 Les Threads: 1. ProcessusYoussef OuassouPas encore d'évaluation
- Brochure Business Communications FR 1Document10 pagesBrochure Business Communications FR 1David DecerfPas encore d'évaluation
- Um Ds-76xxnxi-I2xp4s 052419na FRDocument169 pagesUm Ds-76xxnxi-I2xp4s 052419na FRritch BoungouendjiPas encore d'évaluation