Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- Ch2 Ordre de Montage Et de DemontageDocument4 pagesCh2 Ordre de Montage Et de DemontageRamzi Mansouri0% (1)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Vi - Transfert de Cotes Et Simulation D'usinageDocument25 pagesVi - Transfert de Cotes Et Simulation D'usinageIlu SionPas encore d'évaluation
- Tournage - FraisageDocument4 pagesTournage - FraisageSeydou Zallé50% (2)
- APEFDocument29 pagesAPEFAnass MerbouhPas encore d'évaluation
- Montage UsinageDocument4 pagesMontage UsinageDada CorneillePas encore d'évaluation
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Vitesse de Coupe Et de RotationDocument7 pagesVitesse de Coupe Et de RotationkldmntPas encore d'évaluation
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALIPas encore d'évaluation
- Catia v5 Machining Brochure FR PDFDocument8 pagesCatia v5 Machining Brochure FR PDFWalid BenaziPas encore d'évaluation
- Chapitre 8 Theorie CoupeDocument4 pagesChapitre 8 Theorie Coupesitescompte4Pas encore d'évaluation
- Mémoire 2009Document72 pagesMémoire 2009ميكانيك الوادي0% (1)
- RugositeDocument11 pagesRugositeالقبطان القبطانPas encore d'évaluation
- Ateliers Flexibles D.doc1Document7 pagesAteliers Flexibles D.doc1Aliouat MohcenPas encore d'évaluation
- Dossier Manipulation Fraiseuse PDFDocument21 pagesDossier Manipulation Fraiseuse PDFMohamed Larbi100% (1)
- Fonction AssemblageDocument4 pagesFonction AssemblageElafif Hamdi100% (1)
- Chapitre Isostatisme (Important)Document3 pagesChapitre Isostatisme (Important)honi100% (1)
- Partie 1 Lecon TournageDocument10 pagesPartie 1 Lecon TournageACABPas encore d'évaluation
- TP Parametrage CATIA Etape 1Document7 pagesTP Parametrage CATIA Etape 1zineb1990Pas encore d'évaluation
- Les Opérations D'usinageDocument5 pagesLes Opérations D'usinageSaad JebbariPas encore d'évaluation
- Featurecame Guide PDFDocument104 pagesFeaturecame Guide PDFIbra MoulayPas encore d'évaluation
- D-Géometrie Des Outils Tournage PDFDocument4 pagesD-Géometrie Des Outils Tournage PDFRamzi Boug100% (1)
- Afpa RugositeDocument8 pagesAfpa RugositesamiPas encore d'évaluation
- Chap4 Et 5 - MOCNDocument187 pagesChap4 Et 5 - MOCNSmiti Tarek100% (4)
- Cours-Etude-Coupe-CFM-Mai-2020-Partie IDocument30 pagesCours-Etude-Coupe-CFM-Mai-2020-Partie Isaif Saadi100% (1)
- Exercice Designation Des Outils de CoupeDocument6 pagesExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- Chapitre II - 1Document15 pagesChapitre II - 1KhaLed BenKaPas encore d'évaluation
- Chapitre 8 2 PDFDocument45 pagesChapitre 8 2 PDFTabka SouheilPas encore d'évaluation
- Procédés Et Méthodes de Production 2Document57 pagesProcédés Et Méthodes de Production 2Karim CherniPas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- 9 Isostatisme 2007Document38 pages9 Isostatisme 2007AlMahdi_ElFaro_2418Pas encore d'évaluation
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
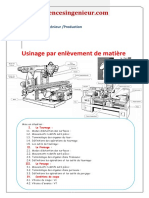
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreNabil GrenoisPas encore d'évaluation
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- 11 Gamme Usinage 2010 PDFDocument32 pages11 Gamme Usinage 2010 PDFiraoui jamal (Ebay)100% (3)
- Rapport BE1Document51 pagesRapport BE1ahmed017100% (1)
- Fraisage Conventionnel Avec Plateau Diviseur PDFDocument6 pagesFraisage Conventionnel Avec Plateau Diviseur PDFLibrairePas encore d'évaluation
- CH1 Théorie de La CoupeDocument14 pagesCH1 Théorie de La CoupeEya Essayel100% (1)
- FAO Chapitre IDocument24 pagesFAO Chapitre IRania Mfarrej100% (1)
- 10-GPA210-E13 Transferts CotesDocument24 pages10-GPA210-E13 Transferts Cotesrihab67% (3)
- TP3 V2Tournage Avec Mastercam X5Document13 pagesTP3 V2Tournage Avec Mastercam X5Fajjeri Hadil100% (1)
- Usinage Au Diviseur (Division Simple Et Division Différentielle)Document15 pagesUsinage Au Diviseur (Division Simple Et Division Différentielle)Vladimir NanaPas encore d'évaluation
- Montage Usinage MapDocument8 pagesMontage Usinage MapGOUAL SaraPas encore d'évaluation
- 1 Spécification GéoDocument11 pages1 Spécification GéoMourad RouanePas encore d'évaluation
- FAO Manuel Elève 1-3Document71 pagesFAO Manuel Elève 1-3Y EPas encore d'évaluation
- Etau A Serrage RapideDocument88 pagesEtau A Serrage RapideYounss Äýt100% (1)
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- Partie 4 - Mise en Forme Par Déformation Plastique PDFDocument46 pagesPartie 4 - Mise en Forme Par Déformation Plastique PDFamal100% (1)
- Exercice FAO PDFDocument7 pagesExercice FAO PDFtaher ncirPas encore d'évaluation
- CorrigeDocument4 pagesCorrigeHoussamHannad100% (1)
- Fascicule de Fraisage PDFDocument32 pagesFascicule de Fraisage PDFMourad Chokri Ben Jemaa100% (3)
- 11 Usinage CoupeDocument21 pages11 Usinage Coupekarim100% (1)
- Exercices de Filetage - eDocument4 pagesExercices de Filetage - echrisPas encore d'évaluation
- Avant Projet 'Etude FabricationDocument5 pagesAvant Projet 'Etude Fabricationp bwPas encore d'évaluation
- Mise Position Suite Cours Processus IndustrialisationDocument10 pagesMise Position Suite Cours Processus IndustrialisationLahmarabderrahmanePas encore d'évaluation
- Tous Sur Le Mip Et Map PDFDocument5 pagesTous Sur Le Mip Et Map PDFsvans lmsvansi100% (2)
- Chap II Isostatisme 1Document20 pagesChap II Isostatisme 1mohammed belhadj kelkalPas encore d'évaluation
- IsostatismeDocument6 pagesIsostatismeHoucine TelmesliPas encore d'évaluation
- Cours Bureau Etude - Methode-2021Document39 pagesCours Bureau Etude - Methode-2021Møtaz Lamraøui100% (1)
- Délais de Paiement - Les Nouvelles Règles en 2023 Au MarocDocument1 pageDélais de Paiement - Les Nouvelles Règles en 2023 Au MaroccomptedyaliPas encore d'évaluation
- Cours Des Essais Et Mesures IV 2015 2016.Document18 pagesCours Des Essais Et Mesures IV 2015 2016.Nda JeanPas encore d'évaluation
- Fiche Métier: Administrateur de Base de Données: Appellations Couramment UtiliséesDocument34 pagesFiche Métier: Administrateur de Base de Données: Appellations Couramment UtiliséesHenanePas encore d'évaluation
- Comparatif 9606-1 287-1Document3 pagesComparatif 9606-1 287-1g33k59Pas encore d'évaluation
- ZZFRAE19E Cat Estero BC-CID FRANCAIS Lres SC-1Document44 pagesZZFRAE19E Cat Estero BC-CID FRANCAIS Lres SC-1Precieux MahingaPas encore d'évaluation
- DPBEP 2024 2026 Document PrincipalDocument103 pagesDPBEP 2024 2026 Document Principalmerveilmerveil200Pas encore d'évaluation
- Cours 1 FCInstrumentationDocument152 pagesCours 1 FCInstrumentationÉnō ŁāPas encore d'évaluation
- Criminelles (Pierre Bellemare)Document271 pagesCriminelles (Pierre Bellemare)zaboub mohamedPas encore d'évaluation
- JH - Pmub - Du 18 12 2021Document2 pagesJH - Pmub - Du 18 12 2021Kalif ZerboPas encore d'évaluation
- Rapport Pfe m2gc UrDocument26 pagesRapport Pfe m2gc UrAntsatinaPas encore d'évaluation
- Présentation IPCopDocument42 pagesPrésentation IPCopJamal AbhryPas encore d'évaluation
- Protection de Fichiers ExerciceDocument14 pagesProtection de Fichiers ExerciceAntoine ChouinardPas encore d'évaluation
- 5SGUAA5Document49 pages5SGUAA5ebey_endunPas encore d'évaluation
- Feuille de Présence: Direction Regionale de L'Emploi de Chlef Agence de Wilaya de L'Emploi ChlefDocument1 pageFeuille de Présence: Direction Regionale de L'Emploi de Chlef Agence de Wilaya de L'Emploi ChlefabdoistheonePas encore d'évaluation
- DEC 3 - Le Mémoire Dexpertise Comptable PDFDocument202 pagesDEC 3 - Le Mémoire Dexpertise Comptable PDFMeryem OumadPas encore d'évaluation
- Situation Des Regions Naturelles Du SenegalDocument4 pagesSituation Des Regions Naturelles Du Senegalmalickthiagne3100% (1)
- LABO IBN SINA Laboratoire D'analyse Médicale À RABAT - Google LocalDocument1 pageLABO IBN SINA Laboratoire D'analyse Médicale À RABAT - Google LocalNada LinaPas encore d'évaluation
- 2011 Li JingDocument71 pages2011 Li JingAnonymous f0hFc1vaeAPas encore d'évaluation
- Cadre Reglementaire DESCOGEF-2Document8 pagesCadre Reglementaire DESCOGEF-2andemaximin40% (5)
- 3 TP HTMLDocument8 pages3 TP HTMLمحمد بورمضانPas encore d'évaluation
- Rougeole CATDocument18 pagesRougeole CATAnonymous nzEFPlPvxJPas encore d'évaluation
- Examen de Fin de Module Module M02: Les Bases Algorithmiques Date de Passation: 17/02/2022 Nom: PrénomDocument4 pagesExamen de Fin de Module Module M02: Les Bases Algorithmiques Date de Passation: 17/02/2022 Nom: PrénomYassin AbdoPas encore d'évaluation
- Elric! FR - Adv - Le Divertissement de MalberodeDocument5 pagesElric! FR - Adv - Le Divertissement de MalberodeAlkinoosPas encore d'évaluation
- 5 Is Liquidation de L ImpotDocument9 pages5 Is Liquidation de L ImpotElbazzaz GhitaPas encore d'évaluation
- Es Tests E Tef Test D Évaluation de Français: I. T 1 I. P Ii. S Iii. I Iv. M 'Document1 pageEs Tests E Tef Test D Évaluation de Français: I. T 1 I. P Ii. S Iii. I Iv. M 'tchokomeni fagasPas encore d'évaluation
- Projet Ecole IDocument21 pagesProjet Ecole IAugustin Rodrigue TanguenanPas encore d'évaluation
- IT Cooling SolutionsDocument76 pagesIT Cooling SolutionsazizPas encore d'évaluation
- FT - To26x60 FRDocument1 pageFT - To26x60 FRmonrmPas encore d'évaluation
- TP 3 - Etude de La Flexion A 3 PointsDocument6 pagesTP 3 - Etude de La Flexion A 3 PointsPrivat ZouobaPas encore d'évaluation
- Pilotage Des ProcessusDocument23 pagesPilotage Des ProcessusChaimae EL MoussaouiPas encore d'évaluation