Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
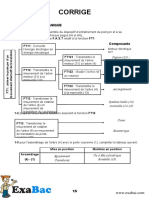
- Compléter L'actigramme A0 de La Fonction Globale D'un CompresseurDocument2 pagesCompléter L'actigramme A0 de La Fonction Globale D'un CompresseurNoureddine HermetienPas encore d'évaluation
- Technologie: Devoir de Contrôle N°1 Section Sciences Techniques ÉpreuveDocument2 pagesTechnologie: Devoir de Contrôle N°1 Section Sciences Techniques ÉpreuveBouabdellaoui saif ennasrPas encore d'évaluation
- Bride Hydraulique Corrige PDFDocument3 pagesBride Hydraulique Corrige PDFTchinda Yemlong SorellePas encore d'évaluation
- DTDocument3 pagesDTMrnadhir MecaniquePas encore d'évaluation
- DT DC1 4TT ModifDocument3 pagesDT DC1 4TT ModifyahyaouiPas encore d'évaluation
- 2-Devoir de Controle N1-2AS-2021.31Document4 pages2-Devoir de Controle N1-2AS-2021.31Youssef Aouadi100% (1)
- Devoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiDocument10 pagesDevoir de Contrôle N°2 - Génie Mécanique - Machine À Pain - 3ème Technique (2016-2017) MR JEMAI LotfiYoussef CherniPas encore d'évaluation
- Examen Final Correction - CopieDocument2 pagesExamen Final Correction - CopieSaid DirsPas encore d'évaluation
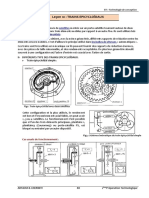
- 09 - Trains EpicycloïdauxDocument9 pages09 - Trains EpicycloïdauxOumaimaPas encore d'évaluation
- Exercice REPRESENTATION DES FILETAGESDocument1 pageExercice REPRESENTATION DES FILETAGESkingslimPas encore d'évaluation
- app6-STE-STM-SMB - Destribution de Tubes - RepDocument10 pagesapp6-STE-STM-SMB - Destribution de Tubes - RepTouriya MoukhlesPas encore d'évaluation
- Dessin de Construction Mécanique Par M. NGOUPAYEDocument70 pagesDessin de Construction Mécanique Par M. NGOUPAYEChristian DinhoPas encore d'évaluation
- Bureau Des Méthodes 1 BTS ESA 2021Document30 pagesBureau Des Méthodes 1 BTS ESA 2021LOLIPOOP100% (1)
- Les Liaisons Non Permanentes (ASSEMBLAGES) CH 04 1er Année GPLDocument14 pagesLes Liaisons Non Permanentes (ASSEMBLAGES) CH 04 1er Année GPLTom BriderPas encore d'évaluation
- Transm TCTDocument9 pagesTransm TCTMohamed LarbiPas encore d'évaluation
- Sujet AFS 2020 PrincipalDocument25 pagesSujet AFS 2020 PrincipalIbrahim Êl BæzPas encore d'évaluation
- 4 Dossier ReponseDocument4 pages4 Dossier ReponseChokri AtefPas encore d'évaluation
- TD 30 - Représentation D'une Fonction Logique PDFDocument4 pagesTD 30 - Représentation D'une Fonction Logique PDFbhs channelPas encore d'évaluation
- Devoir de Controle N°2: Systemede DecoupageDocument3 pagesDevoir de Controle N°2: Systemede DecoupageElafif HamdiPas encore d'évaluation
- 01 Exercice BanderoleuseDocument1 page01 Exercice BanderoleuseESSOME ESSOME OLIVIER STEPHANEPas encore d'évaluation
- Devoir de Synthèse N°1 - Technologie - 2ème Sciences Exp (2018-2019) MR KMIMECH Adel PDFDocument7 pagesDevoir de Synthèse N°1 - Technologie - 2ème Sciences Exp (2018-2019) MR KMIMECH Adel PDFadnenPas encore d'évaluation
- TP1-Etau de PlombierDocument14 pagesTP1-Etau de PlombierLucas PagesPas encore d'évaluation
- Désignation Plaquette Et Porte Plaquette ProfDocument5 pagesDésignation Plaquette Et Porte Plaquette Profsaif Saadi100% (2)
- Liaison EncastrementDocument18 pagesLiaison Encastrementkhocine100% (1)
- Classe: LEM-Matériaux Métalliques Enseignante:: A1/A2/A3 Série de Travaux Dirigés N°1: BHOURI MariemDocument5 pagesClasse: LEM-Matériaux Métalliques Enseignante:: A1/A2/A3 Série de Travaux Dirigés N°1: BHOURI MariemTalel MissaouiPas encore d'évaluation
- Corrigé Afs2016Document6 pagesCorrigé Afs2016Ibrahim Êl BæzPas encore d'évaluation
- Epreuve Sujet Bac 2021 Construction Mecanique T1 1er Groupe 2021 SenegalDocument7 pagesEpreuve Sujet Bac 2021 Construction Mecanique T1 1er Groupe 2021 SenegalSaliouPas encore d'évaluation
- Guidage en Translation PDFDocument10 pagesGuidage en Translation PDFAzerty DelegfrPas encore d'évaluation
- Chapitre 4 Contrat Des PhasesDocument5 pagesChapitre 4 Contrat Des PhasesAdel ZitouniPas encore d'évaluation
- Dossier Réponses Page 1 / 8 Unite de Remplissage de FlaconsDocument3 pagesDossier Réponses Page 1 / 8 Unite de Remplissage de FlaconsMortadha RabahPas encore d'évaluation
- Cours Composition de Mouvement de Vitesse LvesDocument5 pagesCours Composition de Mouvement de Vitesse LvesziedttPas encore d'évaluation
- TD CIN Graphique - Pompe A PetroleDocument3 pagesTD CIN Graphique - Pompe A Petrolesallsmart100% (1)
- Exercice FAO PDFDocument7 pagesExercice FAO PDFtaher ncirPas encore d'évaluation
- Correction Chapes Applications Dessin+de+definition Coupesimple 2012 2AS NetDocument3 pagesCorrection Chapes Applications Dessin+de+definition Coupesimple 2012 2AS Netchaouch.najehPas encore d'évaluation
- Thème 2 - Boite de Commande de Raboteuse-1Document1 pageThème 2 - Boite de Commande de Raboteuse-1Anime forever 2016Pas encore d'évaluation
- Ponceuse D'angleDocument7 pagesPonceuse D'angleMebarki Riadh100% (1)
- Sujet-Janvier 2019 - Machine D'essai Mécanique PDFDocument20 pagesSujet-Janvier 2019 - Machine D'essai Mécanique PDFMrnadhir MecaniquePas encore d'évaluation
- Chap2 Leçon2 3&4Document52 pagesChap2 Leçon2 3&4Guiliass100% (2)
- EXERCICE10Document8 pagesEXERCICE10akouPas encore d'évaluation
- PHI-M211-liaison-pivot-tondeuse 2016Document5 pagesPHI-M211-liaison-pivot-tondeuse 2016Francis BECPas encore d'évaluation
- Corrige DS2 3ST DT DR GM GE Region KairouanDocument8 pagesCorrige DS2 3ST DT DR GM GE Region KairouanBouabdellaoui saif ennasrPas encore d'évaluation
- Examen 2013 Correction PDFDocument10 pagesExamen 2013 Correction PDFNassim RabaouiPas encore d'évaluation
- Devoir de Contrôle N°1 (DP) - Technologie - 3ème Tech (2009-2010) MR Jemmali Hassen Main de RobotDocument4 pagesDevoir de Contrôle N°1 (DP) - Technologie - 3ème Tech (2009-2010) MR Jemmali Hassen Main de RobotArfaoui AymenPas encore d'évaluation
- Fonction Assemb CoursDocument5 pagesFonction Assemb CoursHanane TounsiPas encore d'évaluation
- TD 1Document2 pagesTD 1hello 128Pas encore d'évaluation
- 8c64r Projection PDFDocument21 pages8c64r Projection PDFkhalid3mendounPas encore d'évaluation
- CNC MP 3Document13 pagesCNC MP 3siniorPas encore d'évaluation
- Obtention Des Pièces Par Enlèvement de La MatièreDocument3 pagesObtention Des Pièces Par Enlèvement de La Matièrejebril faten100% (1)
- Progr WAMBA + Plan TECHNO CONST-2019-2020Document4 pagesProgr WAMBA + Plan TECHNO CONST-2019-2020Christian NoelPas encore d'évaluation
- Archiveur Multimedia MecaniqueDocument3 pagesArchiveur Multimedia Mecaniquechaouch.najehPas encore d'évaluation
- Tct-Controle-N2 S2Document5 pagesTct-Controle-N2 S2Ayyub ShabibPas encore d'évaluation
- Devoir 3 Modele 5 Si 2 Bac SM B Semestre 1Document16 pagesDevoir 3 Modele 5 Si 2 Bac SM B Semestre 1lemsouguerPas encore d'évaluation
- CAP Zéro Coupe Tube - 2020Document4 pagesCAP Zéro Coupe Tube - 2020Rodolphe SounouPas encore d'évaluation
- امتحان علوم المهندسDocument12 pagesامتحان علوم المهندسMoradLeglilPas encore d'évaluation
- Mecanisme de Transformation de Mouvement Bielle ManivelleDocument3 pagesMecanisme de Transformation de Mouvement Bielle Manivellesahl silverPas encore d'évaluation
- Technique CDocument8 pagesTechnique CKarim FathiPas encore d'évaluation
- Gamme D'usinageDocument7 pagesGamme D'usinageSawssen GuidaraPas encore d'évaluation
- Chappe Capteur (Corrigé) PDFDocument3 pagesChappe Capteur (Corrigé) PDFEL khaldi100% (1)
- Partie N°1-Phénomènes Du Transfert de La ChaleurDocument10 pagesPartie N°1-Phénomènes Du Transfert de La ChaleurMoh BraberPas encore d'évaluation
- Recherche Action11Document12 pagesRecherche Action11Moh BraberPas encore d'évaluation
- DOSSIER TECHNIQUE Alcazar PDFDocument67 pagesDOSSIER TECHNIQUE Alcazar PDFSidy Lamine DiaPas encore d'évaluation
- Ti Us TC 2006 Fre PDFDocument26 pagesTi Us TC 2006 Fre PDFMoh BraberPas encore d'évaluation
- Dossier Pédagogique Fini1Document5 pagesDossier Pédagogique Fini1Moh BraberPas encore d'évaluation
- Ponts Mixtes Acier - Beton - Guide de Conception DurableDocument200 pagesPonts Mixtes Acier - Beton - Guide de Conception DurableWalid Houguig80% (5)
- Guide de Fabrication Du Foyer Ameliore JambarDocument10 pagesGuide de Fabrication Du Foyer Ameliore Jambarvolvine AgbandjiPas encore d'évaluation
- 2 Conduire Un Vehicule de Promenade PDFDocument278 pages2 Conduire Un Vehicule de Promenade PDFMatthieuBridi67% (3)
- Mini Projet Ponts PDFDocument31 pagesMini Projet Ponts PDFAsma KoujaPas encore d'évaluation
- 2152926-100 General Service InstallationDocument274 pages2152926-100 General Service Installationfabio cortesPas encore d'évaluation
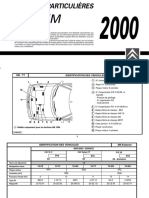
- FR FR XM 2000 PDFDocument231 pagesFR FR XM 2000 PDFLuc Mutombo MukuluPas encore d'évaluation
- Catalogue Facom by Dickies FRDocument12 pagesCatalogue Facom by Dickies FRdsalfadsf sgsfdgsPas encore d'évaluation
- KF F Pneumatic Conveying 0416Document4 pagesKF F Pneumatic Conveying 0416Adnen GuedriaPas encore d'évaluation
- Outil Électro Aimant Pour PelleDocument8 pagesOutil Électro Aimant Pour PelleLiebherrPas encore d'évaluation
- Charges Volumiques 261 - FDocument2 pagesCharges Volumiques 261 - FMineu NorbertPas encore d'évaluation
- Programme OutilleurDocument14 pagesProgramme OutilleurOlivier MalclesPas encore d'évaluation
- PROGRESSION METRE Iere F4BEDocument6 pagesPROGRESSION METRE Iere F4BEdsamuelalainPas encore d'évaluation
- Injection Directe À Rampe CommuneDocument6 pagesInjection Directe À Rampe CommuneLuka ModrićPas encore d'évaluation
- Licence RobotiqueDocument2 pagesLicence RobotiqueArnaud HarbonnierPas encore d'évaluation
- BCB SurplusDocument7 pagesBCB SurplusMarji JogjaPas encore d'évaluation
- Chapiter IDocument16 pagesChapiter Iعبد العزيز مروىPas encore d'évaluation
- CCTP Moudoun Frontière Cameroun Volet RouteDocument131 pagesCCTP Moudoun Frontière Cameroun Volet RouteandregermainmbogbaPas encore d'évaluation
- Bride 02Document1 pageBride 02zicozo012Pas encore d'évaluation
- FR Sikaplan 12g nt4538 PDFDocument5 pagesFR Sikaplan 12g nt4538 PDFGuillome CipolataPas encore d'évaluation
- Module MicrocontroleursDocument106 pagesModule MicrocontroleursMOHAMED AMINE EL GUENPas encore d'évaluation
- Teroson PDFDocument144 pagesTeroson PDFeuqehtbPas encore d'évaluation
- Rapport PFE Audit EnergétiqueDocument108 pagesRapport PFE Audit EnergétiqueIdriss Mortabit100% (10)
- CV Houssoube Kakine - CamusatDocument2 pagesCV Houssoube Kakine - CamusatAnonymous MUWSpJ3Pas encore d'évaluation
- Guide Pose de Cables A Fibres Optiques Pour Des Reseaux Tres Haut Debit PDFDocument93 pagesGuide Pose de Cables A Fibres Optiques Pour Des Reseaux Tres Haut Debit PDFAnonymous dM4QtbCJ0Pas encore d'évaluation
- 2013F Infiniti FX PDFDocument586 pages2013F Infiniti FX PDFfranco duttoPas encore d'évaluation
- Mémoire Projet de Fin D'Études Pont À Poutres en Béton Armé - PDF - Pont - Fondation (Construction)Document1 pageMémoire Projet de Fin D'Études Pont À Poutres en Béton Armé - PDF - Pont - Fondation (Construction)Alioune DiopPas encore d'évaluation
- Archive The70147Document149 pagesArchive The70147Mell T. FouadPas encore d'évaluation