Vous aimerez peut-être aussi
- Presentation Projet DefabricationDocument39 pagesPresentation Projet DefabricationMohamed EljotariPas encore d'évaluation
- Presentation de Lenterprise DinumecDocument29 pagesPresentation de Lenterprise DinumecNcir TaherPas encore d'évaluation
- HELLER - Centres D - Usinage 5 Axes F - FRDocument8 pagesHELLER - Centres D - Usinage 5 Axes F - FRLuciany DEBALLEYPas encore d'évaluation
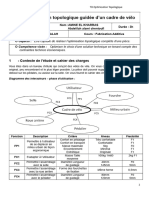
- TP: Optimisation Topologique Guidée D'un Cadre de Vélo: Eléments de CorrectionDocument9 pagesTP: Optimisation Topologique Guidée D'un Cadre de Vélo: Eléments de CorrectionAmine EL FERHANIPas encore d'évaluation
- 3 - Machines-Essais-Universelles-3R-FRDocument2 pages3 - Machines-Essais-Universelles-3R-FRYvette Bitoumou Epse BilePas encore d'évaluation
- Brochure Lyra VF Fr-French-Non UsDocument12 pagesBrochure Lyra VF Fr-French-Non UsஅPas encore d'évaluation
- TD: Optimisation Topologique Guidée D'un Cadre de Vélo: Fabbrication AdditiveDocument8 pagesTD: Optimisation Topologique Guidée D'un Cadre de Vélo: Fabbrication AdditiveLaila Azzouzi100% (1)
- Accouplement Agitation PDFDocument88 pagesAccouplement Agitation PDFmguissePas encore d'évaluation
- Memento Ergo 2 4 PDocument13 pagesMemento Ergo 2 4 PSAUNIERPas encore d'évaluation
- Catalogue3632 846Document24 pagesCatalogue3632 846riadPas encore d'évaluation
- TP Alignement Des ArbresDocument7 pagesTP Alignement Des ArbresoumaimaaomariPas encore d'évaluation
- ChargeusesurpneuvolvoDocument12 pagesChargeusesurpneuvolvorejeanpepin30Pas encore d'évaluation
- Screw Compressors Below 37kWDocument16 pagesScrew Compressors Below 37kWyoucef alimPas encore d'évaluation
- Catalogue AscDocument61 pagesCatalogue AscnassimPas encore d'évaluation
- AccouplementsDocument16 pagesAccouplementsbest foryouPas encore d'évaluation
- Fabrication AdditiveDocument8 pagesFabrication Additivenizarbu29Pas encore d'évaluation
- C 10150187Document24 pagesC 10150187Adriano Alves SilvaPas encore d'évaluation
- Seghe NastroDocument6 pagesSeghe NastroIMOCAIMA ldaPas encore d'évaluation
- Solution D'usinage SANDVIkDocument24 pagesSolution D'usinage SANDVIkNour kheninePas encore d'évaluation
- Rapport 2Document54 pagesRapport 2NourPas encore d'évaluation
- 1139 51000 CRL401Document22 pages1139 51000 CRL401Felipe CamusPas encore d'évaluation
- Bosch Rexroth Manuel Systeme Production 2015 FRDocument211 pagesBosch Rexroth Manuel Systeme Production 2015 FRAIT ELHAJ BRAHIMPas encore d'évaluation
- Schindler 3300Document32 pagesSchindler 3300coco MP100% (1)
- MerloDocument36 pagesMerloMohammed NADJIB DEBBAL100% (1)
- Hyster Hx16xm-6 FRDocument188 pagesHyster Hx16xm-6 FRHedi OuniPas encore d'évaluation
- Manitou MI 50 D - MI 100 D (FR)Document12 pagesManitou MI 50 D - MI 100 D (FR)ManitouPas encore d'évaluation
- Descriptif A.S.CDocument32 pagesDescriptif A.S.CHakim S.O.MPas encore d'évaluation
- Rapport Stage InitiationDocument23 pagesRapport Stage InitiationMohamed Aziz Ben khalifaPas encore d'évaluation
- Rni GniDocument64 pagesRni Gnitodoli3000Pas encore d'évaluation
- Rapport G314Document57 pagesRapport G314Ayoub EL HatimyPas encore d'évaluation
- Eng 42138Document32 pagesEng 42138popart72Pas encore d'évaluation
- Resume Execution de La MaintenanceDocument6 pagesResume Execution de La MaintenanceZAAIRA HAMZAPas encore d'évaluation
- Zaki Et AliDocument28 pagesZaki Et AliZack MahmoudiPas encore d'évaluation
- 3300 StasDocument11 pages3300 Stasimmobilière providencePas encore d'évaluation
- Schindler 3300Document17 pagesSchindler 3300mohamed iskafPas encore d'évaluation
- t7 Heavy Duty Brochure France FRDocument36 pagest7 Heavy Duty Brochure France FRtvdmPas encore d'évaluation
- Manitou MI 15 - 35 (FR)Document12 pagesManitou MI 15 - 35 (FR)ManitouPas encore d'évaluation
- V A25d A30d d9 Sii Iiia 31a1001924 2005 07Document20 pagesV A25d A30d d9 Sii Iiia 31a1001924 2005 07MakbouPas encore d'évaluation
- Epfl TH1747Document130 pagesEpfl TH1747lasri lasriPas encore d'évaluation
- NiveleuseDocument24 pagesNiveleuseGangan Ulrich chadraquePas encore d'évaluation
- Deutz Fahr Série 5rDocument24 pagesDeutz Fahr Série 5rRuiPas encore d'évaluation
- Leica Original Accessories BRO FR PDFDocument38 pagesLeica Original Accessories BRO FR PDFLibrairePas encore d'évaluation
- GALANT CatalogoDocument8 pagesGALANT CatalogoSITTA sillería de oficina.Pas encore d'évaluation
- CAHIER DE CHARGE Bon - CopieDocument10 pagesCAHIER DE CHARGE Bon - CopieŞãįd Íbn MhdPas encore d'évaluation
- M06 Fabrication Et Usinage-BTP-MADocument115 pagesM06 Fabrication Et Usinage-BTP-MAbouraada100% (2)
- Offre de Service 3findustrie SaadDocument1 pageOffre de Service 3findustrie SaadaraberamisPas encore d'évaluation
- FT 2021Document2 pagesFT 2021achrafPas encore d'évaluation
- 07 ClouageDocument8 pages07 ClouageJacques SilvaPas encore d'évaluation
- Catalogue Cordes Sécurité-Safety RopesDocument32 pagesCatalogue Cordes Sécurité-Safety Ropesmaniamjad321Pas encore d'évaluation
- Catalogue Produits NLDocument20 pagesCatalogue Produits NLassistante embPas encore d'évaluation
- SLR5500 DataSheet FRA LorDocument4 pagesSLR5500 DataSheet FRA Lorsimo simosimoPas encore d'évaluation
- 400 SeriesDocument5 pages400 Seriesmetro01adrarPas encore d'évaluation
- Compair Compresseurs c55 c76 FRDocument2 pagesCompair Compresseurs c55 c76 FRCésaire Aimé NdjemPas encore d'évaluation
- ALIGNEMENT & EQUILIBRAGE Office PowerPoint VFDocument204 pagesALIGNEMENT & EQUILIBRAGE Office PowerPoint VFleila sahsahPas encore d'évaluation
- FormationDocument65 pagesFormationfeka nini100% (1)
- Equipements Compactage Ammann Gamme LightDocument36 pagesEquipements Compactage Ammann Gamme LightKevin DuroyPas encore d'évaluation
- TRUMPF I Uniport Une Nouvelle Catégorie de Bras PlafonniersDocument14 pagesTRUMPF I Uniport Une Nouvelle Catégorie de Bras PlafonniersAGNIPas encore d'évaluation
- A35D, A40D: Tombereau Articulé VolvoDocument20 pagesA35D, A40D: Tombereau Articulé VolvoSmiti TarekPas encore d'évaluation
- Comment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesD'EverandComment construire son drone de zéro: Comment construire son drone et dimensionner les différentes partiesÉvaluation : 2 sur 5 étoiles2/5 (1)
- Groupe mixte d'experts en photographie: Libérer la puissance des données visuelles avec la norme JPEGD'EverandGroupe mixte d'experts en photographie: Libérer la puissance des données visuelles avec la norme JPEGPas encore d'évaluation
- Etude D'un Projet D'éclairage: Genie Thermique Et EnergieDocument9 pagesEtude D'un Projet D'éclairage: Genie Thermique Et EnergieXaymae100% (1)
- Guide Application En13201 Sitelec MarseilleDocument8 pagesGuide Application En13201 Sitelec MarseilleMichael Da CunhaPas encore d'évaluation
- Projecteur Led Azurite II 1500wDocument3 pagesProjecteur Led Azurite II 1500wTAALLAHPas encore d'évaluation
- 0 Guide Solutions Eclairage Copro Final PDFDocument8 pages0 Guide Solutions Eclairage Copro Final PDFABELWALIDPas encore d'évaluation
- Catalogue-Eclairage Intérieur 02Document226 pagesCatalogue-Eclairage Intérieur 02ABELWALIDPas encore d'évaluation
- Rapport PFA 4Document73 pagesRapport PFA 4ACHRAF TAREK CHETOUANIPas encore d'évaluation
- Fiche - technique.led.E.27.E14.GU10.B22.Thomas - Watt 071216Document4 pagesFiche - technique.led.E.27.E14.GU10.B22.Thomas - Watt 071216Mou AdPas encore d'évaluation
- Cycliode Stroboscope, Herse SvobodaDocument1 pageCycliode Stroboscope, Herse SvobodaLes ATESPas encore d'évaluation
- ZMP 60436 L 36 W 840Document7 pagesZMP 60436 L 36 W 840jeffjozoPas encore d'évaluation
- Eclairage Et Signalisation Meca2 EleveDocument15 pagesEclairage Et Signalisation Meca2 EleveStephane BL MouaffoPas encore d'évaluation
- Présentation Du Tube LED TLDX Gamme Pro ECPREVA PDFDocument11 pagesPrésentation Du Tube LED TLDX Gamme Pro ECPREVA PDFfredmotktaPas encore d'évaluation
- Rapport de Vérification: Perceuse RadialeDocument14 pagesRapport de Vérification: Perceuse RadialeJoël LuntezilaPas encore d'évaluation
- Guide Technique CompensationDocument15 pagesGuide Technique CompensationGse IngénieurPas encore d'évaluation
- Cat Marcont StructuresDocument53 pagesCat Marcont StructuresSnoumatrap TpbPas encore d'évaluation
- Gafsa LightingDocument23 pagesGafsa LightingAnouer BelkadiPas encore d'évaluation
- Lampadaire Solaire N.sup 2022Document60 pagesLampadaire Solaire N.sup 2022hachimou roufai100% (2)
- Guide Eclairage PublicDocument47 pagesGuide Eclairage PublicmohamedPas encore d'évaluation
- ColorimétrieDocument76 pagesColorimétriewethek horchPas encore d'évaluation
- Note de Calcul Eclairage RDCDocument29 pagesNote de Calcul Eclairage RDCKAIS GHARIANIPas encore d'évaluation
- Mission Formation Entretien Et Maintenance - Janvier 2016Document201 pagesMission Formation Entretien Et Maintenance - Janvier 2016Anass BentozerPas encore d'évaluation
- Dépliant-Luminaire-3volets-02!05!18 FR Ang P P - 1Document6 pagesDépliant-Luminaire-3volets-02!05!18 FR Ang P P - 1VEFREEDOM SarlPas encore d'évaluation
- 20 Pixlum Catalogue 097576800 1036 01122015Document2 pages20 Pixlum Catalogue 097576800 1036 01122015Matthieu BecquartPas encore d'évaluation