Vous aimerez peut-être aussi
- Questionnaire LeanDocument5 pagesQuestionnaire Leanzepeck100% (4)
- Cours Management IntégréDocument33 pagesCours Management Intégréradhouane100% (2)
- Baromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounD'EverandBaromètre des pratiques de gestion des petites et moyennes entreprises (PME) manufacturières au CamerounPas encore d'évaluation
- Plan de CotationDocument1 pagePlan de CotationMahaman Sani Laouali Waissou100% (5)
- Outil Autodiagnostic ISO DIS 9001-2015 v13Document24 pagesOutil Autodiagnostic ISO DIS 9001-2015 v13Caroline Biancardini100% (1)
- Optimisation Atelier EntrepriseDocument120 pagesOptimisation Atelier EntrepriseIsnotgood Lami100% (2)
- Processus Traiter Une Commander ClientDocument7 pagesProcessus Traiter Une Commander ClientDésiré Ted100% (1)
- Outils de Planification PédagogiqueDocument18 pagesOutils de Planification Pédagogiqueapi-3723248100% (8)
- Le Diagramme de ParetoDocument6 pagesLe Diagramme de ParetoAmi NePas encore d'évaluation
- Liste de Normes ISO Par DomainesDocument9 pagesListe de Normes ISO Par DomainesAbbas ZakariaPas encore d'évaluation
- Iso 9001 Version 2015 Équipe Contrôle Qualité Medica MéditerranéeDocument32 pagesIso 9001 Version 2015 Équipe Contrôle Qualité Medica MéditerranéeNajoua ManagementPas encore d'évaluation
- Le Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durableD'EverandLe Diagramme De Pareto: Identifier les problèmes prioritaires pour une amélioration efficace et durablePas encore d'évaluation
- Rapport de Stage D Initiation Colaimo212111Document34 pagesRapport de Stage D Initiation Colaimo212111Ya SsinPas encore d'évaluation
- Manuel de Pédagogie Universitaire: WWW - Mpu.usj - Edu.lbDocument162 pagesManuel de Pédagogie Universitaire: WWW - Mpu.usj - Edu.lbEdwardSeale100% (2)
- 09 Tableau Repartition TachesDocument1 page09 Tableau Repartition TacheshichamPas encore d'évaluation
- Catalogo de BombasDocument64 pagesCatalogo de BombasdagecPas encore d'évaluation
- Cours SPC2Document20 pagesCours SPC2Elyes BenhmidaPas encore d'évaluation
- 2STM Cours FAO SPCDocument17 pages2STM Cours FAO SPCISMAILPas encore d'évaluation
- Fiche 2 MSPDocument7 pagesFiche 2 MSPMeryem MoutiePas encore d'évaluation
- Fiche - Technique AL-REDDocument5 pagesFiche - Technique AL-REDthamer mahjoubiPas encore d'évaluation
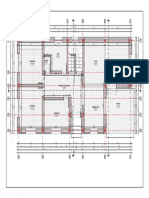
- Plan Etaj FinalDocument1 pagePlan Etaj FinalAchimStelianPas encore d'évaluation
- Plan Nivel CurentDocument1 pagePlan Nivel CurentSandu CatalinPas encore d'évaluation
- Exercices (ChromatographieLiquide)Document12 pagesExercices (ChromatographieLiquide)nazirawilphrisnaPas encore d'évaluation
- Projet de Construction Villas: Vue D'ensembleDocument1 pageProjet de Construction Villas: Vue D'ensemblePlans ArchiPas encore d'évaluation
- Sujet DaoDocument4 pagesSujet DaotchoffozidanrobinPas encore d'évaluation
- Plan de CotationDocument1 pagePlan de CotationPlans ArchiPas encore d'évaluation
- Vue en Plan RDCDocument1 pageVue en Plan RDCKONAN KOFFI DESIREPas encore d'évaluation
- Exercice 04 COUPE AA RDCDocument1 pageExercice 04 COUPE AA RDCAbdelaziz LafiPas encore d'évaluation
- UntitledDocument5 pagesUntitledAlison LopesPas encore d'évaluation
- Coupe Transversale Du Mini Projet Groupe 2Document1 pageCoupe Transversale Du Mini Projet Groupe 2Privat ZouobaPas encore d'évaluation
- Diagramme Air HumideDocument1 pageDiagramme Air HumidegadriPas encore d'évaluation
- Plan Parter 2 PDFDocument1 pagePlan Parter 2 PDFSandu CatalinPas encore d'évaluation
- Mobilier CabinetDocument1 pageMobilier CabinetAndrada CioncaPas encore d'évaluation
- TD Métré BâtimentsDocument4 pagesTD Métré Bâtimentskadiogomazou976Pas encore d'évaluation
- RESTAURANTDocument5 pagesRESTAURANTcamraPas encore d'évaluation
- MAPA FortalezaDocument1 pageMAPA FortalezaDANIEL MARTINEZ Y VILLAESCUSAPas encore d'évaluation
- Gambar TesDocument1 pageGambar TesNisaPas encore d'évaluation
- Gambar TesDocument1 pageGambar TesNisaPas encore d'évaluation
- Cycle de Vie de Projet ModifieDocument4 pagesCycle de Vie de Projet ModifieSmail LAMDINIPas encore d'évaluation
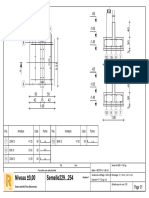
- SemelleDocument1 pageSemellejutolePas encore d'évaluation
- Plan Ex SemellesDocument1 pagePlan Ex SemellesEric StonesPas encore d'évaluation
- Cuisine Suite MarcoDocument1 pageCuisine Suite MarcoRehoboth ndombaPas encore d'évaluation
- Gapura MonasDocument1 pageGapura MonasFirlana AdhityaPas encore d'évaluation
- Theme de Yumeji - 6 CB - Dm-Contrebasse - 2Document2 pagesTheme de Yumeji - 6 CB - Dm-Contrebasse - 2CalogeroPas encore d'évaluation
- Biology Paper 3 SL Spanish-9Document33 pagesBiology Paper 3 SL Spanish-9Laura MartinPas encore d'évaluation
- Plan de Cotation EtageDocument1 pagePlan de Cotation EtageKONAN KOFFI DESIREPas encore d'évaluation
- Alapozás 3D Modellel JavDocument3 pagesAlapozás 3D Modellel JavJózsef DuczaPas encore d'évaluation
- Luna 70 GT 7046.Document15 pagesLuna 70 GT 7046.ACR GUINDASTESPas encore d'évaluation
- PV ID ICI (SIE TRAVAUX) Carrière PK2+600 Puits 1Document2 pagesPV ID ICI (SIE TRAVAUX) Carrière PK2+600 Puits 1Serge AmonPas encore d'évaluation
- Hvac IiiDocument10 pagesHvac IiiMichaël Paradjian100% (1)
- Vue en PlanDocument1 pageVue en PlanPlans ArchiPas encore d'évaluation
- Coupe CC ChéneauxDocument1 pageCoupe CC ChéneauxCACA TVPas encore d'évaluation
- A-04 Plan Parter PDFDocument1 pageA-04 Plan Parter PDFpalfi LajosPas encore d'évaluation
- Leilclic 612Document9 pagesLeilclic 612YANN NeoPas encore d'évaluation
- Peugeot-964-Manuel Atelier - Peugeot - Unité de Commande de Pompe À Huile CPH & ACPHDocument7 pagesPeugeot-964-Manuel Atelier - Peugeot - Unité de Commande de Pompe À Huile CPH & ACPHdiego lautaro tevesPas encore d'évaluation
- Q (US G.P.M.) Q (Imp G.P.M) : Modello - Model: CP Data - Date: 22/10/2015 RPM / 1': 2900 Rev.: 1Document1 pageQ (US G.P.M.) Q (Imp G.P.M) : Modello - Model: CP Data - Date: 22/10/2015 RPM / 1': 2900 Rev.: 1Huỳnh Đức ThiệnPas encore d'évaluation
- Séquence Impression OffsetDocument1 pageSéquence Impression Offsetjombo123Pas encore d'évaluation
- Bombas Ideal Rnrni-0022Document59 pagesBombas Ideal Rnrni-0022Bryan EduPas encore d'évaluation
- Plan Parter NimigeaDocument1 pagePlan Parter NimigeaBalint AlexandruPas encore d'évaluation
- Parabolas 1Document19 pagesParabolas 1Kevin TorresPas encore d'évaluation
- Plan RDC DPC 04Document1 pagePlan RDC DPC 04RAJAONASOLO Vonjy Ary SetraPas encore d'évaluation
- These UTC Radhouane KhlissaDocument199 pagesThese UTC Radhouane KhlissaMehdiToukiPas encore d'évaluation
- La Connaissance Des Coûts Complets Des Activités Et Autres Outils de ManagementDocument4 pagesLa Connaissance Des Coûts Complets Des Activités Et Autres Outils de ManagementElhachemi AlouachePas encore d'évaluation
- AnalyseDocument2 pagesAnalysesmall GTPasePas encore d'évaluation
- Trabajo 1 de Dibujo Tecnico de Rodrigo MatosDocument1 pageTrabajo 1 de Dibujo Tecnico de Rodrigo MatosMARIA CRISTINA TITO FLORESPas encore d'évaluation
- Polycopié Cours Electronique de PuissanceDocument97 pagesPolycopié Cours Electronique de Puissancefarid saadPas encore d'évaluation
- Structure Bâtiment R+3Document189 pagesStructure Bâtiment R+3Kpessaga GnassimgbePas encore d'évaluation
- Guide BPD PDFDocument34 pagesGuide BPD PDFHassan HoudoudPas encore d'évaluation
- Manuel Qualite Ramset Version C 2011Document18 pagesManuel Qualite Ramset Version C 2011Faty M'hammediPas encore d'évaluation
- MQ001G-Manuel QualiteDocument10 pagesMQ001G-Manuel Qualiteyassine bouidaPas encore d'évaluation
- Diagrama de AfinitateDocument18 pagesDiagrama de AfinitateHriscaRalucaGeorgianaPas encore d'évaluation
- La Six SigmaDocument11 pagesLa Six SigmaMohamed OudorPas encore d'évaluation
- CDC PG 02 011 R07Document39 pagesCDC PG 02 011 R07darouichPas encore d'évaluation
- Certificat: CertificateDocument1 pageCertificat: Certificatemouazen mostafaPas encore d'évaluation
- Chapitre 2Document6 pagesChapitre 2Abderazaq RahmaouyPas encore d'évaluation
- 10 Fondamentaux QualiteDocument2 pages10 Fondamentaux QualiteMalik NouassaPas encore d'évaluation
- PGS System Systeme Alerte Precoce Intelligent SAPI - Application Centre AppelDocument102 pagesPGS System Systeme Alerte Precoce Intelligent SAPI - Application Centre Appelkamel berrayahPas encore d'évaluation
- MQ Juin 2012 PDFDocument18 pagesMQ Juin 2012 PDFbadbadi2Pas encore d'évaluation
- LeanDocument25 pagesLeanYas MaghfourPas encore d'évaluation
- Catalogue Lilas PDFDocument38 pagesCatalogue Lilas PDFMAHMOUDI OussamaPas encore d'évaluation
- CV Yassin BouazzaDocument1 pageCV Yassin Bouazzaloving-angels864059100% (3)
- Pfe GM 0495Document108 pagesPfe GM 0495Hamda SaadPas encore d'évaluation
- RIX Voirien Ualite: Note de Concept Piq 2022Document10 pagesRIX Voirien Ualite: Note de Concept Piq 2022Christian N'ziPas encore d'évaluation
- CARENINI Clothilde. Thèse D'exercice 2019Document68 pagesCARENINI Clothilde. Thèse D'exercice 2019Adolphe AwePas encore d'évaluation
- Les Fondamentaux de La Performance ISO 9004Document2 pagesLes Fondamentaux de La Performance ISO 9004prince kokulePas encore d'évaluation
- MGP7060 - GR2 - L5-Plan de Projet FINALDocument51 pagesMGP7060 - GR2 - L5-Plan de Projet FINALBachir JamaliPas encore d'évaluation
- Projet Indicateurs de Performance FinalDocument57 pagesProjet Indicateurs de Performance FinalMohamed Ali MsaadiaPas encore d'évaluation