Vous aimerez peut-être aussi
- Prog - Minitab - Maitrise Statistique Des Procedes - 3 Jours - Thiant-1Document4 pagesProg - Minitab - Maitrise Statistique Des Procedes - 3 Jours - Thiant-1nihal100% (1)
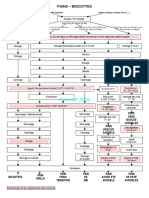
- Pain BiscottesDocument1 pagePain Biscottessabrine100% (2)
- Magister Djida Bounazef PDFDocument289 pagesMagister Djida Bounazef PDFyliose100% (1)
- Processus Maintenance V2Document40 pagesProcessus Maintenance V2Makki ABDELLATIFPas encore d'évaluation
- Ich Q2 (R1)Document24 pagesIch Q2 (R1)demoiselle motivationPas encore d'évaluation
- Spectrométrie D'absorption AtomiqueDocument3 pagesSpectrométrie D'absorption AtomiqueZorgani TarekPas encore d'évaluation
- Méthode TaguchiDocument25 pagesMéthode Taguchiitimed saibiPas encore d'évaluation
- Ref 2 PDFDocument91 pagesRef 2 PDFNégociateur MvouPas encore d'évaluation
- Universite de Dahleb Blida 1: La Validation Du Procédé de Nettoyage D'une Nouvelle Ligne de Production Des AntibiotiquesDocument83 pagesUniversite de Dahleb Blida 1: La Validation Du Procédé de Nettoyage D'une Nouvelle Ligne de Production Des Antibiotiquesrime markPas encore d'évaluation
- Elghoul Yemna Dlala SanaDocument65 pagesElghoul Yemna Dlala SanaawatefPas encore d'évaluation
- D.QUA .01 MAQ Version 5.0 Juin 2015Document33 pagesD.QUA .01 MAQ Version 5.0 Juin 2015Delondon AlasckoPas encore d'évaluation
- RapportDocument25 pagesRapportResvhPas encore d'évaluation
- Chapitre IDocument6 pagesChapitre IFati FatiPas encore d'évaluation
- Memoire FinalDocument122 pagesMemoire FinalILHAM EL OMARIPas encore d'évaluation
- Desc 241DO Maintenance IndustrielleDocument4 pagesDesc 241DO Maintenance IndustrielleKouki NizarPas encore d'évaluation
- 01 Domaine D'applicationDocument1 page01 Domaine D'applicationKOUAMEPas encore d'évaluation
- Contribution A La Mise en Plac - FATIHI Sophia - 520Document65 pagesContribution A La Mise en Plac - FATIHI Sophia - 520MEHDIPas encore d'évaluation
- La Maîtrise Statistique de La Qualité Des Produits Semi-Finis Et Tronc Communs de La Raffinerie COSUMAR Par La Mise en Place DesDocument78 pagesLa Maîtrise Statistique de La Qualité Des Produits Semi-Finis Et Tronc Communs de La Raffinerie COSUMAR Par La Mise en Place Destaibi boukalmounePas encore d'évaluation
- 40 - Diagrammes RTHM - ExempleDocument26 pages40 - Diagrammes RTHM - ExemplejugoPas encore d'évaluation
- Présentation Jacob DelafonDocument34 pagesPrésentation Jacob DelafonHamza BsfPas encore d'évaluation
- Rapport AE V3 - 1Document123 pagesRapport AE V3 - 1Nizar MezPas encore d'évaluation
- Contribution Au Maintien de La Certification ISO 22 000 - 2018 - Djiby THIAMDocument72 pagesContribution Au Maintien de La Certification ISO 22 000 - 2018 - Djiby THIAMYounas AbaliPas encore d'évaluation
- CV - T.gourgand - CompletDocument2 pagesCV - T.gourgand - CompletBadr RochdiPas encore d'évaluation
- SatageDocument93 pagesSatageroukaya jerfelPas encore d'évaluation
- 2exo1corrig PDFDocument2 pages2exo1corrig PDFFateh MakhloufiPas encore d'évaluation
- Soutenance 02 09 2022Document17 pagesSoutenance 02 09 2022Sebastien HenryPas encore d'évaluation
- FQ01Document71 pagesFQ01mehdi zakariaPas encore d'évaluation
- Rapport SFEDocument31 pagesRapport SFEoulamine hichamPas encore d'évaluation
- Normes de Rejet Air Eau SolDocument12 pagesNormes de Rejet Air Eau Solyacouba OUEDRAOGOPas encore d'évaluation
- Evaluation Et Optimisation Des Pertes de La Levure Sèche - JAOUADI ImaneDocument54 pagesEvaluation Et Optimisation Des Pertes de La Levure Sèche - JAOUADI ImaneFatima RakiPas encore d'évaluation
- Procédure - Gestion Des ÉquipementsDocument8 pagesProcédure - Gestion Des ÉquipementsKOUAMEPas encore d'évaluation
- Examen Propriétés Sensorielles Des AlimentsDocument5 pagesExamen Propriétés Sensorielles Des AlimentsIkramPas encore d'évaluation
- Haccp Congélation NVDocument31 pagesHaccp Congélation NVasma errajiPas encore d'évaluation
- MémoireDocument35 pagesMémoireHoussem DantePas encore d'évaluation
- Histoire de La QualitéDocument2 pagesHistoire de La QualitéAbdo OulidaPas encore d'évaluation
- Stage Grands Moulins PDFDocument34 pagesStage Grands Moulins PDFAmirou Baby MixicoPas encore d'évaluation
- Metrologie Dans Le Laboratoire FSSMDocument87 pagesMetrologie Dans Le Laboratoire FSSMmetrologue laboratoirePas encore d'évaluation
- Cha 4 ISO 9001 V 2015Document28 pagesCha 4 ISO 9001 V 2015Aymen MrirPas encore d'évaluation
- Rapport Pfa Bigouramen Akouas BikiDocument172 pagesRapport Pfa Bigouramen Akouas Bikiasmae ayoubPas encore d'évaluation
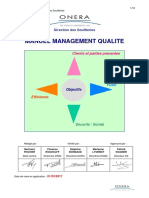
- Manuel Qualité Francais DS 13 0 V1Document49 pagesManuel Qualité Francais DS 13 0 V1imane amraniPas encore d'évaluation
- Les Coûts de Non-QualitéDocument20 pagesLes Coûts de Non-QualitéArsène TIA MANPas encore d'évaluation
- Chapitre Capabilité Et Cartes de ContrôleDocument22 pagesChapitre Capabilité Et Cartes de Contrôleالخوداري نهالPas encore d'évaluation
- Chap 4 Système de Management de La QualitéDocument9 pagesChap 4 Système de Management de La QualitéredouanePas encore d'évaluation
- Validation Des Methodes Analytiques Norme Afnor NF V 03 110Document2 pagesValidation Des Methodes Analytiques Norme Afnor NF V 03 110sof chimistePas encore d'évaluation
- SMQ LEONI MPQT Groupe 5Document41 pagesSMQ LEONI MPQT Groupe 5sokaina elgasmiPas encore d'évaluation
- GDP Corrigé Du TD1Document9 pagesGDP Corrigé Du TD1Møtaz LamraøuiPas encore d'évaluation
- Checklist Audit Système de Vérification de La Conformité Et Des ProcessusDocument27 pagesChecklist Audit Système de Vérification de La Conformité Et Des ProcessusM LPas encore d'évaluation
- Production Des Pates Alimentaires Et CouDocument44 pagesProduction Des Pates Alimentaires Et Couabdel.omarPas encore d'évaluation
- Deltamu - Mesures N° 761 - Le Rythme Des Étalonnages N'est Plus Réglé Comme Du Papier À MusiqueDocument8 pagesDeltamu - Mesures N° 761 - Le Rythme Des Étalonnages N'est Plus Réglé Comme Du Papier À MusiqueMamadou OuattaraPas encore d'évaluation
- Suivie de La Teneur en Matiere - ABDELJEBBAR Sanae - 291Document46 pagesSuivie de La Teneur en Matiere - ABDELJEBBAR Sanae - 291AymaniJuventuno100% (1)
- Cours Génie Industriel AlimentaireDocument91 pagesCours Génie Industriel AlimentaireElbahi DjaalabPas encore d'évaluation
- Maitrise Statistique Des ProcessusDocument34 pagesMaitrise Statistique Des ProcessusMimi SlifiPas encore d'évaluation
- Contribution Du Processus D'audit Qualité Interne Selon La Norme ISO 9001 2015 Sur L'entreprise ENMTPFAGECO de BEJAIA-convertiDocument116 pagesContribution Du Processus D'audit Qualité Interne Selon La Norme ISO 9001 2015 Sur L'entreprise ENMTPFAGECO de BEJAIA-convertiDriss MalikiPas encore d'évaluation
- Le SMQ de L'entreprise Johnson & JohnsonDocument24 pagesLe SMQ de L'entreprise Johnson & Johnsonarraidj aminePas encore d'évaluation
- Smiform FRDocument26 pagesSmiform FRmejri merinPas encore d'évaluation
- TP Maint 1 MouttakiDocument22 pagesTP Maint 1 Mouttakiabdelhamid mtkPas encore d'évaluation
- Devoir de Biostatistique M1Document10 pagesDevoir de Biostatistique M1Bernardin Marie MillogoPas encore d'évaluation
- $R98KKF0Document141 pages$R98KKF0Boudjema SoudedPas encore d'évaluation
- Rapport de Stage Pfe MDocument52 pagesRapport de Stage Pfe MAbir BourouisPas encore d'évaluation
- Analyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsD'EverandAnalyse d’impact réglementaire (AIR): Balises méthodologiques pour mieux évaluer les réglementationsPas encore d'évaluation
- Table Des Matières: Business Plan EcodriveDocument43 pagesTable Des Matières: Business Plan EcodriveMeryem MoutiePas encore d'évaluation
- Business Plan Avec AnnexesDocument22 pagesBusiness Plan Avec AnnexesMeryem MoutiePas encore d'évaluation
- ConsigneDocument1 pageConsigneMeryem MoutiePas encore d'évaluation
- Chap 3 - Les AnnuitésDocument51 pagesChap 3 - Les AnnuitésMeryem MoutiePas encore d'évaluation
- Diapositives À Réviser Les Compétences Techniques Et RelationnellesDocument1 pageDiapositives À Réviser Les Compétences Techniques Et RelationnellesMeryem MoutiePas encore d'évaluation
- Chap 2 - Les Intérêts ComposésDocument43 pagesChap 2 - Les Intérêts ComposésMeryem MoutiePas encore d'évaluation
- Chap 5 - Les Emprunts ObligatairesDocument61 pagesChap 5 - Les Emprunts ObligatairesMeryem MoutiePas encore d'évaluation
- Chap 4 - Les Emprunts IndivisDocument43 pagesChap 4 - Les Emprunts IndivisMeryem MoutiePas encore d'évaluation
- Outile QualitéDocument21 pagesOutile QualitébenaliPas encore d'évaluation
- Efm Stat 16 17 PDFDocument3 pagesEfm Stat 16 17 PDFSoufiane TouilPas encore d'évaluation
- Mémoire de Fin D ÉtudeDocument106 pagesMémoire de Fin D Étuderealmegot72021Pas encore d'évaluation
- Chap08 Cartes ShewhartDocument10 pagesChap08 Cartes ShewhartWerner Schrammel100% (1)
- Cartes ShewhartDocument10 pagesCartes ShewhartCyrille Otchoumou100% (1)
- 5 Partie GeneraleDocument95 pages5 Partie GeneraleHamza Hmamouche0% (1)
- Controle Statistique PDFDocument8 pagesControle Statistique PDFsaouessenPas encore d'évaluation
- TP MSP4Document4 pagesTP MSP4Ismail SamouhPas encore d'évaluation
- Cours MSP Chapitre 2Document56 pagesCours MSP Chapitre 2sarah ben terzi100% (2)
- Gestion de La Chaine D'approvisionnementDocument10 pagesGestion de La Chaine D'approvisionnementDevilmePas encore d'évaluation
- Carte de Controle ModifieDocument31 pagesCarte de Controle ModifieSoufiane Nani100% (1)
- Les Cartes de Contrôles Au Laboratoire D'environnementDocument22 pagesLes Cartes de Contrôles Au Laboratoire D'environnementYana ClementPas encore d'évaluation
- Cours spc2Document21 pagesCours spc2jeanPas encore d'évaluation
- Carte de Controle LANAVETDocument8 pagesCarte de Controle LANAVETNjika MarcoPas encore d'évaluation
- Les Outils de La QualitéDocument15 pagesLes Outils de La Qualitéhamza yousfiPas encore d'évaluation
- Rapport COPAGDocument44 pagesRapport COPAGStart Over100% (2)
- Sami&majdiDocument40 pagesSami&majdimoez ben youssefPas encore d'évaluation
- 10 - Les Comprimés 2019Document12 pages10 - Les Comprimés 2019Amira BenhammouPas encore d'évaluation
- TP 3 MinitabDocument4 pagesTP 3 MinitabAya Rezgui100% (2)
- La Mobilisation Des SI Pour Le Renforcement Du Contrôle Interne Et Du Contrôle Qualité Au Sein de L'organisation.Document34 pagesLa Mobilisation Des SI Pour Le Renforcement Du Contrôle Interne Et Du Contrôle Qualité Au Sein de L'organisation.Elghalia PalaminoPas encore d'évaluation
- Cours MSP - Chapitre 2-Carte de Contrôle Aux Mesures (Partie2)Document24 pagesCours MSP - Chapitre 2-Carte de Contrôle Aux Mesures (Partie2)fatima ezzahraPas encore d'évaluation
- Control Charts For AttributeDocument15 pagesControl Charts For AttributeHichem ArbiPas encore d'évaluation
- Fiche Outil MSP - XLFormationDocument9 pagesFiche Outil MSP - XLFormationGénie MécaniquePas encore d'évaluation
- MSP2 GsiDocument102 pagesMSP2 GsiImane LamdainePas encore d'évaluation
- PFE Nassim PresentnDocument27 pagesPFE Nassim Presentnwael sayehPas encore d'évaluation
- Rapport de StageDocument52 pagesRapport de StageDoha ChadiliPas encore d'évaluation
- Cours Sur Les Cartes de Controle - SPCDocument5 pagesCours Sur Les Cartes de Controle - SPCMeryem BelhassanePas encore d'évaluation
- 5385e7f0f0daf PDFDocument21 pages5385e7f0f0daf PDFMeryem ChouariPas encore d'évaluation
- Activité Évaluative Axe 3 Contrôle StatistiqueDocument11 pagesActivité Évaluative Axe 3 Contrôle StatistiqueScribdTranslationsPas encore d'évaluation
- OuraDocument32 pagesOuramoez ben youssefPas encore d'évaluation