Vous aimerez peut-être aussi
- Planification et contrôle de la production et des stocks : techniques et pratiquesD'EverandPlanification et contrôle de la production et des stocks : techniques et pratiquesÉvaluation : 3 sur 5 étoiles3/5 (1)
- Soutenance 02 09 2022Document17 pagesSoutenance 02 09 2022Sebastien HenryPas encore d'évaluation
- Exemple de Plan HACCP Pour Un RestaurantDocument107 pagesExemple de Plan HACCP Pour Un RestaurantScribdTranslationsPas encore d'évaluation
- Management de La Qualité: Professeur Ghizlane Benazzouz Ingénieur DocteurDocument18 pagesManagement de La Qualité: Professeur Ghizlane Benazzouz Ingénieur DocteurSonia Selmani Rachdi100% (1)
- Evaluation SothemaDocument6 pagesEvaluation SothemaYassine KorchiPas encore d'évaluation
- FIC-400 04 R00 Fiche de Tracabilite D'embaucheDocument1 pageFIC-400 04 R00 Fiche de Tracabilite D'embaucheBitsindouPas encore d'évaluation
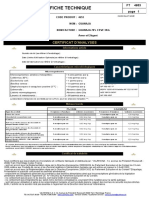
- Fiche Technique ExempleDocument4 pagesFiche Technique ExempleAmal Ben TaherPas encore d'évaluation
- Guide Et Serre File ÉvacuationDocument1 pageGuide Et Serre File ÉvacuationBilal MehidiPas encore d'évaluation
- Outil 5SDocument91 pagesOutil 5SMed ChetPas encore d'évaluation
- Traçabilité Des Produits Alimentaires Et Non Alimentaires - L - Ampleur Des ContraintesDocument15 pagesTraçabilité Des Produits Alimentaires Et Non Alimentaires - L - Ampleur Des ContraintesRamzi hammamiPas encore d'évaluation
- Contribution À La Mise en Place de La Norme ISO 22000 Version 2018 - Karima EL BrahmiDocument87 pagesContribution À La Mise en Place de La Norme ISO 22000 Version 2018 - Karima EL Brahmisoukaina najimPas encore d'évaluation
- Exarisinfo 48Document2 pagesExarisinfo 48exarisPas encore d'évaluation
- PL-MQS-07 V11 Plan de VérificationDocument18 pagesPL-MQS-07 V11 Plan de VérificationBEN ABBESPas encore d'évaluation
- Bou5594 PDFDocument125 pagesBou5594 PDFKaRa RePas encore d'évaluation
- Assurance QualitéDocument208 pagesAssurance QualitéAristoman Fidel Andela WayPas encore d'évaluation
- Guide Pratique Qualité Tableau de Bord SI (Diffusé)Document26 pagesGuide Pratique Qualité Tableau de Bord SI (Diffusé)Internet100% (1)
- Rapport D'audit D'hygiène Kenitra Août 2018Document17 pagesRapport D'audit D'hygiène Kenitra Août 2018Anonymous pvohLMQPas encore d'évaluation
- Programme Agro ISO 9001&ISO22000Document1 pageProgramme Agro ISO 9001&ISO22000badbadi2100% (1)
- Comment La Norme ISO 22000 Répond-Elle Aux Attentes Des Entreprises AgroalimentairesDocument2 pagesComment La Norme ISO 22000 Répond-Elle Aux Attentes Des Entreprises AgroalimentairesMouanzyPas encore d'évaluation
- Webinaire. ISO 22000 - Les NouveautésDocument19 pagesWebinaire. ISO 22000 - Les Nouveautésbadbadi2Pas encore d'évaluation
- GMP B2Document47 pagesGMP B2isomoaPas encore d'évaluation
- Outil R ControllerDocument32 pagesOutil R ControllerBassemArgoubiPas encore d'évaluation
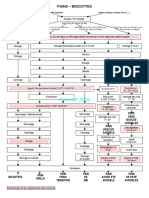
- Pain BiscottesDocument1 pagePain Biscottessabrine100% (2)
- La CertificationDocument32 pagesLa CertificationBen Aissa Oussama100% (1)
- SYSTEMES DE MANAGEMENT TS3 MA EAI PMSI FIN V 02pptxDocument37 pagesSYSTEMES DE MANAGEMENT TS3 MA EAI PMSI FIN V 02pptxJean Claude KonanPas encore d'évaluation
- 08 M.saqDocument148 pages08 M.saqSaher WajdiPas encore d'évaluation
- These AzzabiDocument369 pagesThese AzzabiMecheri CheikhPas encore d'évaluation
- ISO 22005-2007 Traçabilité Dans La Chaine AlimentaireDocument14 pagesISO 22005-2007 Traçabilité Dans La Chaine AlimentaireMounir ElfgaierPas encore d'évaluation
- Check-Liste DocumentationDocument7 pagesCheck-Liste Documentationgratracrumadde-6168Pas encore d'évaluation
- Méthode HACCP Et Les 5M en CollectivitéDocument13 pagesMéthode HACCP Et Les 5M en CollectivitéMat100% (1)
- BPF SJ 2023 PDFDocument44 pagesBPF SJ 2023 PDFndassisamoradanellePas encore d'évaluation
- I Select2Document3 pagesI Select2BILAL BENDJEDIDPas encore d'évaluation
- Plan D'actionDocument6 pagesPlan D'actionasmae raquiPas encore d'évaluation
- Formation La Norme Iso 17020 Data ValueDocument2 pagesFormation La Norme Iso 17020 Data ValueAkramKassisPas encore d'évaluation
- Extrait 42153210Document103 pagesExtrait 42153210Tarek FennichePas encore d'évaluation
- Module-Maitrise de L'environnement agroalimentaire-2023-02-23FRDocument65 pagesModule-Maitrise de L'environnement agroalimentaire-2023-02-23FRAnne Marie PEVROL100% (1)
- Qualite MRPDocument11 pagesQualite MRPHafedh BrahimPas encore d'évaluation
- SmiDocument110 pagesSmiNizar EnnettaPas encore d'évaluation
- D.QUA .01 MAQ Version 5.0 Juin 2015Document33 pagesD.QUA .01 MAQ Version 5.0 Juin 2015Delondon AlasckoPas encore d'évaluation
- Controle de Qualite Et Suivi D - SERRHINI Yasmina - 5515Document30 pagesControle de Qualite Et Suivi D - SERRHINI Yasmina - 5515Trend El3alam - ترند العالمPas encore d'évaluation
- Check-Liste BRC - 2Document29 pagesCheck-Liste BRC - 2Abde Ltife LotfiPas encore d'évaluation
- AQL - Limite de Qualité Acceptable À GIMDocument6 pagesAQL - Limite de Qualité Acceptable À GIMInspection ManagingPas encore d'évaluation
- Manuel HACCP 26-01-12 PDFDocument87 pagesManuel HACCP 26-01-12 PDFamina bougouzaPas encore d'évaluation
- Ids038 MimDocument20 pagesIds038 MimDelondon Alascko100% (1)
- PR Sentation-M Thode 8DDocument24 pagesPR Sentation-M Thode 8DAmal AhmadPas encore d'évaluation
- Manuel Qualite Ramset Version C 2011Document18 pagesManuel Qualite Ramset Version C 2011Faty M'hammediPas encore d'évaluation
- Chapitre 3 Cout D - Obtention de La QualiteDocument20 pagesChapitre 3 Cout D - Obtention de La Qualiteiraoui jamal (Ebay)Pas encore d'évaluation
- Fiche Technique-Formation HACCP 2021Document3 pagesFiche Technique-Formation HACCP 2021mohamed guedichiPas encore d'évaluation
- Fiche de VieDocument2 pagesFiche de VieAKPETCHEPas encore d'évaluation
- Checkliste ISO 9001Document4 pagesCheckliste ISO 9001DurthelPas encore d'évaluation
- Procedure de Certification Sanitaire Des Aliments 1Document3 pagesProcedure de Certification Sanitaire Des Aliments 1Géraldine SOGLOPas encore d'évaluation
- HACCP - LP - 2022-2023 - Partie 3Document46 pagesHACCP - LP - 2022-2023 - Partie 3imad dakhchichPas encore d'évaluation
- Management Des Effets Economique de La QualiteDocument27 pagesManagement Des Effets Economique de La QualiteTim Stelens SekaPas encore d'évaluation
- 0 Présentation IANOR 2022.Document11 pages0 Présentation IANOR 2022.aissaouiPas encore d'évaluation
- Controle Des PreformesDocument5 pagesControle Des PreformesNadyaPas encore d'évaluation
- Check List Exigences TechniquesDocument4 pagesCheck List Exigences Techniquesgeorges brindouPas encore d'évaluation
- GU SAP Evaluation FournisseurDocument7 pagesGU SAP Evaluation FournisseurMICA5687Pas encore d'évaluation
- Procédure Réception Matière PremièreDocument2 pagesProcédure Réception Matière PremièreFatsahPas encore d'évaluation
- AFNOR Certification HACCP+ FicheDocument2 pagesAFNOR Certification HACCP+ FicheRANDRIANIAINAPas encore d'évaluation
- Etude de cas-GRH-S7-GPEC-Corrige PDFDocument11 pagesEtude de cas-GRH-S7-GPEC-Corrige PDFAmine Khalil100% (3)
- Contrôle de GestionDocument4 pagesContrôle de Gestionmourad BaririPas encore d'évaluation
- Insurance EconomicsDocument3 pagesInsurance EconomicsGuillaume KOUASSIPas encore d'évaluation
- Chaouch 42591600 2022Document206 pagesChaouch 42591600 2022Nour KardousPas encore d'évaluation
- Comportement - Du - Consommateur Power PointDocument124 pagesComportement - Du - Consommateur Power PointSarah IssolahPas encore d'évaluation
- 2) 0501 - Intro - S4HANA - Using - GBI - FR - MM - Presentation - Nouveautes - S4H-ERP - v1Document15 pages2) 0501 - Intro - S4HANA - Using - GBI - FR - MM - Presentation - Nouveautes - S4H-ERP - v1Ayman IdrissiPas encore d'évaluation
- Situation Des Etablssements Et Entreprises AutorisesDocument162 pagesSituation Des Etablssements Et Entreprises AutorisesBerami Beni100% (1)
- Fiche Technique Bordure T1 PDFDocument2 pagesFiche Technique Bordure T1 PDFmezouedPas encore d'évaluation
- Grille de Plan HACCP Et RoutineDocument10 pagesGrille de Plan HACCP Et RoutineKouame michel KonanPas encore d'évaluation
- Avis Prévention Et Résolution Amiable Des Conflits Collectifs Du TravailDocument12 pagesAvis Prévention Et Résolution Amiable Des Conflits Collectifs Du TravailSarah agoPas encore d'évaluation
- D31 - BE Supply Chain - Juin 2020 - SujetDocument18 pagesD31 - BE Supply Chain - Juin 2020 - SujetIkramPas encore d'évaluation
- Controle de Gestion SocialDocument85 pagesControle de Gestion SocialNISSRINE BENTABETPas encore d'évaluation
- Management Et Stratégie D'entrepriseDocument24 pagesManagement Et Stratégie D'entrepriseArmand Davy EPIEPas encore d'évaluation
- French Gri 301 Materials 2016Document10 pagesFrench Gri 301 Materials 2016Oussama OuardaniPas encore d'évaluation
- CptanalDocument9 pagesCptanalLaye Doki AhmadouPas encore d'évaluation
- Rapport de Stage PFFDocument15 pagesRapport de Stage PFFJLX SSIPas encore d'évaluation
- NF EN 1983 Robinets À Tournant Sphérique en AcierDocument23 pagesNF EN 1983 Robinets À Tournant Sphérique en AcieratefPas encore d'évaluation
- TPDocument2 pagesTPHoucine MessaoudiPas encore d'évaluation
- Comportement Organisationnel Cours PDF WWW - EconomieDocument68 pagesComportement Organisationnel Cours PDF WWW - EconomieNATHALIE THEELPas encore d'évaluation
- Information Sur Le Tour EiffelDocument6 pagesInformation Sur Le Tour EiffelDiana JidovanuPas encore d'évaluation
- Crowdfunding TYPEDocument13 pagesCrowdfunding TYPEHAND STOURPas encore d'évaluation
- Entreprise RecapDocument7 pagesEntreprise RecapAhmed AminePas encore d'évaluation
- Correction TD1 ManagementDocument2 pagesCorrection TD1 ManagementMr FeeddPas encore d'évaluation
- HKFKFKFKFFLFDocument77 pagesHKFKFKFKFFLFAnas KâPas encore d'évaluation
- Fiche E6 Vierge 2 LennyDocument3 pagesFiche E6 Vierge 2 Lennylenny81isskPas encore d'évaluation
- Statistique REPERTOIRE 2018 Final-18-03-2021Document35 pagesStatistique REPERTOIRE 2018 Final-18-03-2021ngoue samuelPas encore d'évaluation
- 5 - La Réforme Sociale - V 1883Document660 pages5 - La Réforme Sociale - V 1883idsPas encore d'évaluation
- TrésorDocument15 pagesTrésorRachida KhiatiPas encore d'évaluation
- TP1 Excel 2022Document3 pagesTP1 Excel 2022Roua TangourPas encore d'évaluation