Académique Documents
Professionnel Documents
Culture Documents
85090040.03 Manuel de L'affûteur FR
Transféré par
JAMESTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
85090040.03 Manuel de L'affûteur FR
Transféré par
JAMESDroits d'auteur :
Formats disponibles
Imprimé : 13 juillet 2005
Printed : 13 July 2005
Manuel remis à la livraison d'un centre AVYAC CENTER MD540
ZAC L'orme les Sources
42340 VEAUCHE
+33 (0)4 77 53 99 12
Fax +33(0)4 77 53 60 34
e-mail : contact@avyac-machines.com
www.avyac-machines.com
Constructeur de machines d'affûtage
2
SOMMAIRE
SOMMAIRE.................................................................................................................................................................. 2
AFFUTAGE DES FORETS.......................................................................................................................................... 3
AFFUTAGE DES FRAISES......................................................................................................................................... 6
MEULES BORAZON ................................................................................................................................................... 7
MEULES DIAMANT..................................................................................................................................................... 8
CINEMATIQUE / KINEMATIC ................................................................................................................................... 13
HONAGE / HONING .................................................................................................................................................. 13
CALCUL DE LA DEPOUILLE ................................................................................................................................... 14
NOTES ....................................................................................................................................................................... 15
2 / PENTES ................................................................................................................................................................ 17
3 / PENTES ................................................................................................................................................................ 19
CRUCIFORME ........................................................................................................................................................... 21
ALESEUR .................................................................................................................................................................. 23
CURVILIGNE ............................................................................................................................................................. 25
TYPE GUHRING........................................................................................................................................................ 27
TYPE VILEBREQUIN ................................................................................................................................................ 29
CONVENTIONNEL .................................................................................................................................................... 31
ENTREE DE TARAUD .............................................................................................................................................. 33
TYPE DIAGER ........................................................................................................................................................... 35
TYPE MITSUBISHI .................................................................................................................................................... 38
TYPE SECO............................................................................................................................................................... 40
TYPE HERTEL SE DRILL ......................................................................................................................................... 42
TYPE HERTEL TF DRILL ......................................................................................................................................... 47
TYPE HERTEL TX DRILL ......................................................................................................................................... 49
TYPE SUMITOMO ..................................................................................................................................................... 51
TYPE SANDVIK DELTA............................................................................................................................................ 55
3 LEVRES CARBURE............................................................................................................................................... 57
GUNDRILL (3/4) ........................................................................................................................................................ 59
GUNDRILL (3/4) ........................................................................................................................................................ 62
FRAISE 2 DENTS...................................................................................................................................................... 65
FRAISE 3 DENTS...................................................................................................................................................... 67
FRAISE 4 DENTS...................................................................................................................................................... 69
FRAISE 2 DENTS...................................................................................................................................................... 71
FRAISE 3 DENTS...................................................................................................................................................... 73
FRAISE 4 DENTS...................................................................................................................................................... 75
AJUSTEMENT DES PARAMETRES DE MEULE .................................................................................................... 77
AIDE AU DIAGNOSTIC............................................................................................................................................. 78
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
3
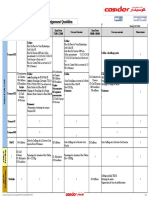
AFFUTAGE DES FORETS HSS
HSS DRILL SHARPENING
SCHEMA DESIGNATION Dia. 3 à 15 mm Dia. 15 à 27 Dia. 27 à 40
mm mm
O2
2 pentes Oui
2 rakes Yes
O3
3 Pentes Oui
3 rakes Yes
O4
Cruciforme Oui
Cross drill Yes
O6 Forets aléseurs (3, 4 lèvres) Oui
Core drills (3, 4 flutes) Yes
O10 Curviligne Oui Oui
(dépouille progressive) Yes Yes
Curve drills
Forets type Guhring
O11 Guhring type drill Oui Oui
Yes Yes
O12 Standard (conventionnel) Oui Oui
(avec amincissement) Yes Yes
Standard drill
O13 Type TITEX "U" Oui Oui
Yes Yes
O14 Type TITEX "UV" Oui Oui
Yes Yes
Forets à centrer Oui Oui
O15
90°< Angle de pointe< 140 Yes Yes
Affûtage spécial pour forets
O20 longs âme épaisse : perçage Oui Oui
Yes Yes
de vilebrequin
Affûtage type Trépan : Oui Oui
O21
spécifique pour la tôle Yes Yes
O25 Foret à fond plat Oui Oui
Foret étagé 1 étage
O30 Oui Oui
Dépouille et contre dépouille Yes Yes
Pointe type O2, O3 ou O4
Foret étagé 1 étage
O31 Oui Oui
Dépouille progressive Yes Yes
Pointe type O10, O11, O12
Foret étagé 1 étage à 180° Oui Oui
O32
Pointe type O2, O3 ou O4 Yes Yes
O40 Entrée de taraud Oui Oui
Taper begining Yes Yes
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
4
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
5
AFFUTAGE DES FORETS CARBURES
CARBIDE DRILL SHARPENING
SCHEMA DESIGNATION Dia. 3 à 15 mm Dia. 15 à 27 Dia. 27 à 40
mm mm
O100
Type 432 Diager Oui Oui
Diager Type Yes Yes
O101
Type Mitsubishi MZS Oui Oui
Mitsubishi type Yes Yes
O102
Type Seco Oui Oui
Seco type Yes Yes
O104 Type Hertel SE (2 lèvres) Oui Oui
Hertel SE type Yes Yes
O106 Type Hertel TF (3 lèvres) Oui Oui
Hertel TF type Yes Yes
O107 Type Hertel TX Oui Oui
Hertel TX type Yes Yes
O110 Type Sumitomo Oui Oui
Sumitomo type Yes Yes
O114 Type Sandvik Oui Oui
Sandvik type Yes Yes
O126 Forets 3 lèvres carbure Oui Oui
3 lips carbide drill Yes Yes
O140 Forets ¾ Oui Oui Oui
gundrill Yes Yes Yes
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
6
AFFUTAGE DES FRAISES
END MILLS SHARPENING
SCHEMA DESIGNATION Dia. 3 à 15 mm Dia. 15 à 27 Dia. 27 à 32
mm mm
Fraises 2 dents Oui Oui Oui
O202 2 flutes end mill Yes Yes Yes
Fraises 3 dents
O203 3 flutes end mill Oui Oui Oui
Yes Yes Yes
O204 Fraises 4 dents Oui Oui Oui
4 flutes end mill Yes Yes Yes
O212 Fraises 2 dents 1 au centre Oui Oui Oui
2 flutes 1 over center Yes Yes Yes
O213 Fraises 3 dents / 1 au centre Oui Oui Oui
3 flutes 1 over center Yes Yes Yes
Fraises 4 dents / 2 dents au
O214 Oui Oui Oui
centre Yes Yes Yes
4 flutes 2 over center
O250 Fraises à chanfreiner 2 et 3 Oui Oui Oui
dents Yes Yes Yes
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
7
Standard MEULES BORAZON
FORME Utilisation : Caractéristiques CODE
Forets HSS type :
10
O
/ 20
45°
2 pentes (O2), 3 pentes
100 - H 20 - T 20
6
(O3), cruciforme (O4),
aléseur (O6), Fraises U6 - X 3 conique
20
Z2 (O202, O212), Z3 T822.001 001
3 45° - grain 126
O
/ 100
(O203, O213) et Z4
(O204,O214)
Forets HSS diamètre
>20 mm type : 100 - H 20 - T 30
2 pentes (O2), 3 pentes U5 X 3 droite - T822.003
(O3), cruciforme (O4), 003
grain 126
aléseur (O6)
10
1
/ 20
O
45°
Forets HSS : diamètre
< 15 mm : 100 - H 20 - T 25
5
25
Curviligne (O10), type
guhring (O11), U5 X 20 conique
T822.005 005
20
conventionnel (O12), 45° - grain 126
/ 100
O
taraud (O40)
O/
100
O
/
20
50°
100 - H 20 - T 25 -
11
2
Applications spéciales
(notamment forets
spéciale de forme
25
angle variable- grain T822.012 012
16
étagés)
126
O/
50
45°
2
10
/ 20
O
30° Forets HSS : diamètre
< 15 mm : 100 - H 20 - T 25
Curviligne (O10), type
5
U3 X 20 conique T822.020
25
guhring (O11), 020
20 conventionnel (O12), 30° - grain 126
O
/ 100 taraud (O40)
Forets HSS diamètre
<20 mm type : 100 - H 20 - T 30 -
2 pentes (O2), 3 pentes U5 X 3 droite -
(O3), cruciforme (O4), T822.023 023
grain 126
aléseur (O6)
Forets HSS diamètre
>20 mm type : 150 - H 32 - T 36
2 pentes (O2), 3 pentes U5 X 20 conique T822.104 104
(O3), cruciforme (O4), 30° - grain 126
aléseur (O6)
O
/ 20
Forets HSS : 15 <
45° diamètre < 27 mm : 125 - H 20 - T 25
5
Curviligne (O10), type
25
guhring (O11), U2 X 20 conique
T822.114 114
20 conventionnel (O12), 45° - grain 126
O
/ 125 taraud (O40)
O/ 20
10
45° Forets HSS diamètre 125 - H 20 - T 25
<20 mm type :
X 3 conique 45° -
25
2 pentes (O2), 3 pentes T822.115 115
3 (O3), aléseur (O6) grain 126
O
/ 125
10
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
8
Standard MEULES DIAMANT
FORME Utilisation : Caractéristiques CODE
10
O
/ 20
45°
Forets carbure type :
100 - H 20 - T 20
6
Diager (O100), Mitsubishi
(O101), Type Hertel TX U6 - X 3 conique
20
(O107 "forets carrés"), 3 45° - grain 126 T822.000 002
3 lèvres carbure (O126), foret
O
/ 100
¾ (O140)
10
1
45° O
/ 20
Forets carbure diamètre < 15
type : 100 - H 20 - T 30
5
25
Seco (O102), Sumitomo U5 X 3 droite -
(O110), Sandvik (O114) T822.006 006
20 grain 126
O
/ 100
O/
100
O
/
20
50° 100 - H 20 - T 25 -
11
spéciale de forme
2
Applications spéciales
angle variable - T822.013 013
25
16
O/
50
grain 126
45°
2
10
/ 20
O
30°
Forets carbure diamètre < 15
type : 100 - H 20 - T 25
5
U3 X 20 conique T822.021
25
Seco (O102), Sumitomo
(O110), Sandvik (O114) 021
30° - grain 126
20
O
/ 100
45°
10
O
/ 20
Forets carbure type : 150 - H 20 - T 25
5
Hertel SE (O104), Hertel TF U5 X 10 conique T822.022 022
25
(O106) 45° - grain 126
10
/ 150
O
2
Forets carbure diamètre > 15
type (petites et moyennes
séries) : 150 - H 32 - T 36
Diager (O100), Mitsubishi
(O101), Type Hertel TX U5 X 20 conique T822.103 103
(O107 "forets carrés"), 3 30° - grain 126
lèvres carbure (O126), foret
¾ (O140)
10
O
/ 20
Forets carbure type :
45° Diager (O100), Mitsubishi 125 - H 20 - T 25
(O101), Type Hertel TX
X 3 conique 45° -
25
(O107 "forets carrés"), 3 T822.112 112
3 lèvres carbure (O126), foret grain 126
/ 125
O ¾ (O140)
10
O/ 20
45° Forets carbure diamètre > 15 125 - H 20 - T 25
type :
5
25
Seco (O102), Sumitomo U2 X 20 conique
T822.113 113
20 (O110), Sandvik (O114) 45° - grain 126
/ 125
O
O
/ 20 Forets carbure diamètre > 15
10
type :
Diager (O100), Mitsubishi 125 - H 20 - T 25
6
(O101), Type Hertel TX U5 X 3 droite -
25
(O107 "forets carrés"), 3 T822.118 118
grain 126
3 lèvres carbure (O126), foret
O/ 125 ¾ (O140)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
9
ACCESSOIRES
Nez porte meules
110.10.000 110.36.000 110.11.000
Nez court pour meule alésage 20 mm 110.10.000
Nez long pour meule alésage 20 mm 110.36.000
Nez court pour meule alésage 32 mm 110.11.000
Meules (Voir schémas ci-dessus)
Meules CBN
100 - H 20 - T 20 U6 - X 3 conique 45° - grain 126 T822.001
100 - H 20 - T 30 U5 X 3 droite - grain 126 T822.003
100 - H 20 - T 25 U5 X 20 conique 45° - grain 126 T822.005
100 - H 20 - T 25 - spéciale de forme angle variable- grain 126 T822.012
100 - H 20 - T 25 U3 X 20 conique 30° - grain 126 T822.020
100 - H 20 - T 30 - U5 X 3 droite - grain 126 T822.023
150 - H 32 - T 36 U5 X 20 conique 30° - grain 126 T822.104
125 - H 20 - T 25 U2 X 20 conique 45° - grain 126 T822.114
125 - H 20 - T 25 X 3 conique 45° - grain 126 T822.115
Meules Diamant
100 - H 20 - T 20 U6 - X 3 conique 45° - grain 126 T822.000
100 - H 20 - T 30 U5 X 3 droite - grain 126 T822.002
100 - H 20 - T 25 U5 X 20 conique 45° - grain 126 T822.006
100 - H 20 - T 25 - spéciale de forme angle variable - grain 126 T822.013
100 - H 20 - T 25 U3 X 20 conique 30° - grain 126 T822.021
150 - H 20 - T 25 U5 X 10 conique 45° - grain 126 T822.022
150 - H 32 - T 36 U5 X 20 conique 30° - grain 126 T822.103
125 - H 20 - T 25 X 3 conique 45° - grain 126 T822.112
125 - H 20 - T 25 U2 X 20 conique 45° - grain 126 T822.113
125 - H 20 - T 25 U5 X 3 droite - grain 126 T822.118
Rappel des désignations des lettres
droite conique
Dressage et avivage des meules
Dresseur diamant à tête sur tige cylindrique T800.011
Pierre d'avivage pour meule CBN ou diamant (50x25x150) T823.000
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
10
Mandrins de serrages 6 mors (pour serrage des forets HSS directement sur
l'hélice)
Mandrin 6 mors capacité 6 à 15 mors standard 833.41.000
Mandrin 6 mors capacité 15 à 27 mors standard 833.42.000
Mandrin 6 mors capacité 27 à 40 mors standard 833.43.000
Mandrin 6 mors capacité 5 à 15 mors courts * 833.40.000
Mandrin 6 mors capacité 5 à 15 mors longs ** 833.44.000
* pour forets courts
** pour affûtage curviligne de petits diamètres
Porte-cône (pour introduction des forets HSS queues coniques par l'arrière)
Porte cône CM1 833.46.256
Porte cône CM2 833.46.257
Porte cône CM3 833.46.258
Porte cône CM4 833.46.259
Rallonge pour porte-cône T816.025
Douille de réduction CM cylindrique (pour introduction des forets HSS
queues cylindriques par l'arrière - diamètres 5 à 20)
5.0 CM1 T829.518 10.0 CM2 T829.530 15.0 CM3 T829.540
5,5 CM1 T829.519 10.5 CM2 T829.531 15.5 CM3 T829.541
6.0 CM1 T829.520 11.0 CM2 T829.532 16.0 CM3 T829.542
6.5 CM1 T829.521 11.5 CM2 T829.533 16.5 CM3 T829.543
7.0 CM1 T829.522 12.0 CM2 T829.534 17.0 CM3 T829.544
7.5 CM1 T829.523 12.5 CM2 T829.535 17.5 CM3 T829.545
8.0 CM1 T829.524 13.0 CM2 T829.536 18.0 CM3 T829.546
8.5 CM1 T829.525 13.5 CM2 T829.537 18.5 CM3 T829.547
9.0 CM1 T829.526 14.0 CM2 T829.538 19.0 CM3 T829.548
9.5 CM1 T829.527 14.5 CM2 T829.539 19.5 CM3 T829.549
20.0 CM3 T829.550
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
11
Porte-forets à pince caoutchouc (pour introduction des forets HSS queues cylindriques
par l'arrière - diamètres 2,5 à 10)
Mandrin porte foret CM2 1-6,5 T828.001
Clé pour mandrin CM2 1-6,5 T828.021
Pince caoutchouc cap 2,5 à 4,5 T829.001
Pince caoutchouc cap 4,5 à 6,5 T829.002
Mandrin porte foret CM2 2-10 T828.003
Clé pour mandrin CM2 2-10 T828.023
Pince caoutchouc cap 6,5-10 T829.006
Mandrin porte pince Schaublin et pinces Schaublin W25 Gr80 (pour serrage des
forets carbure sur la queue s'utilise avec le mandrin de serrage 6 mors cap. 27 à 40 référence 833.43.000)
Mandrin Schaublin diamètre 40 (partie grisée) Pince W25 Gr80 standard Pince W25 Gr80 à bec
Ensemble mandrin Schaublin A34.60.000
standard A bec
Pince W25 Gr80 3 T829.602 T835.602
Pince W25 Gr80 4 T829.604 T835.604
Pince W25 Gr80 5 T829.606 T835.606
Pince W25 Gr80 6 T829.608 T835.608
Pince W25 Gr80 7 T829.610 T835.610
Pince W25 Gr80 8 T829.612 T835.612
Pince W25 Gr80 9 T829.614 T835.614
Pince W25 Gr80 10 T829.620 T835.620
Pince W25 Gr80 11 T829.622 T835.622
Pince W25 Gr80 12 T829.624 T835.624
Pince W25 Gr80 13 T829.626 T835.626
Pince W25 Gr80 14 T829.628 T835.628
Pince W25 Gr80 15 T829.630 T835.630
Pince W25 Gr80 16 T829.632 T835.632
Pince W25 Gr80 17 T829.634 T835.634
Pince W25 Gr80 18 T829.636 T835.636
Pince W25 Gr80 19 T829.638 T835.638
Pince W25 Gr80 20 T829.640 T835.640
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
12
Mandrin à douilles (pour prises en charge spéciales de forets carbure ou autres)
Mandrin à douilles diamètre 40 Douille cylindrique
Mandrin à douille diamètre 40 A34.47.001
Douille cylindrique diamètre 6 A34.47.020
Douille cylindrique diamètre 8 A34.47.002
Douille cylindrique diamètre 10 A34.47.003
Douille cylindrique diamètre 12 A34.47.004
Douille cylindrique diamètre 14 A34.47.033
Douille cylindrique diamètre 16 A34.47.005
Douille cylindrique diamètre 18 A34.47.040
Douille cylindrique diamètre 20 A34.47.006
Douille cylindrique diamètre 25 A34.47.007
Douille conique CM1 A34.52.001
Douille conique CM2 A34.52.002
Douille conique CM3 A34.52.003
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
13
CINEMATIQUE / KINEMATIC
HONAGE / HONING
Pour tous les forets carbure monobloc ou à plaquette, il est impératif de réaliser, après l'affûtage sur la
machine, l'opération de préparation d'arête : le "honage" (en anglais "honing"), qui se fait à la main, soit
avec une lime diamant, soit sur une meule spécifique.
Repéré par l'icône ci-dessous.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
14
CALCUL DE LA DEPOUILLE
Calcul de la dépouille à afficher (#515) par rapport à la dépouille réelle qu'on veut obtenir finalement sur le foret
en fonction de sa dépouille naturelle.
La dépouille réelle ( ) sur le foret est fonction de sa dépouille naturelle ( N) : Cette dépouille
naturelle est calculée en fonction de l'épaisseur d'âme, du diamètre et de l'angle de pointe.
L'abaque ci dessus permet de la calculer simplement.
1 est la valeur affichée en #515 pour obtenir une dépouille réelle .
N est la valeur obtenue avec l'aide de l'abaque ci-dessus
est la valeur de dépouille réelle que l'on souhaite obtenir finalement sur le foret.
Exemple :
Diamètre du foret = 35 mm
Epaisseur d'âme = 6 mm
Angle de pointe = 120°
= dépouille souhaitée = 6°
N = 3°20'
1= - N=6 3°20' = 2°40'
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
15
NOTES
1. Introduction des forets carbure
Pour les forets carbure, l'introduction du foret et la mise en appui sur la plaquette d'indexage (qui est en
carbure doit se faire avec précaution (sinon, on risque de voir apparaître des petites cassures sur les
arêtes du foret !!!).
2. Serrage des forets
Pour les forets qui peuvent être centrer à l'arrière, amener les 6 mors en appui sur le foret (ou sur le
mandrin pour les carbures), puis tourner en sens inverse d'environ ½ tour.
Pour les forets qui ne peuvent pas être centrer à l'arrière, amener les 6 mors en appui sur le foret (ou sur
le mandrin pour les carbures) sans tourner en sens inverse ensuite.
3. Valeur à couper et épaisseur de coupe ébauche
Pour tous les affûtages, les paramètres #506 et #507 donnent la valeur à couper et l'épaisseur de coupe
ébauche
Si #506 = 0.3 et #507 = 0.1, la machine calcule automatiquement le nombre de passe d'ébauches = 3
Pour certains affûtages, une passe de finition est automatiquement prise.
Attention : La valeur #507 (épaisseur de coupe ébauche), qui est la valeur enlevée en 1 fois par la
meule, doit être comprise entre 0.02 et 0.10 mm, 0.15 étant la valeur maxi. Au delà de cette valeur, la
durée de vie de la meule chute, et le risque de brûlure sur le foret devient important, même en diminuant
les valeurs d'avance.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
16
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
17
10
N°
O2
O
/ 20
45°
Angle
6
sur Titre 2 / PENTES
20
secteur 3
O
/ 100
2 RAKES
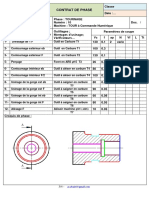
Forme N° meule Variables
001/003/115 O1002
Désignation Notes VAR-COM Exemple valeur Unité
VARIABLES TYPE
Diamètre du foret 503 6.45 Mm
Valeur à couper 506 0.5 Mm
Epaisseur de coupe ébauche 507 0.15 Mm
CONSTANTES
Epaisseur d'âme du foret (utile si #10 = 1) 505 3.70 Mm
Angle de pointe réel 509 120 °
Angle de pointe affûté 510 120 °
Angle de dépouille 515 4 °
Angle de contre-dépouille 516 35 °
REGLAGES POSSIBLES
Correction de contre dépouille 523 0 Mm
Décalage de palpage en B 513 0 °
MEULE/BROCHE
Numéro de meule 500 001 su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 150 Mm/min
Vitesse avance dépouille finition 546 150 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
1 : Palpage 1 point
2 : Palpage 2 points
3 Palpage 2 points + hélice
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
1 : en plusieurs passes
2 : en 1 seule passe
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
18
CONTROLE DE L'AFFUTAGE 2 PENTES
Votre foret est de mauvaise qualité géométrique
AFFUTAGE CORRECT votre indexage est correct, mais le foret est mal
divisé.
Contrôler le paramètre
Le palpage du FORET #513 : décalage palpage Le Zéro flottant sur la Refaire le ZF.
n'est pas correct en B : augmenter cette meule n'est pas correct Ajuster dans les
valeur. paramètres de meule
Vérifier le réglage et
l'étalonnage du palpeur
Contrôler le paramètre
Le Zéro flottant sur la Refaire le ZF.
Le palpage du FORET #513 : décalage palpage
meule n'est pas correct Ajuster dans les
n'est pas correct en B : diminuer cette
paramètres de meule
valeur
Vérifier le réglage et
l'étalonnage du palpeur
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
19
10
N°
O3
O
/ 20
45°
Angle
6
sur Titre 3 / PENTES
20
secteur 3
O
/ 100
3 RAKES
Forme N° meule Variables
001/003/115 O1003
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 18.00 Mm
Valeur à couper 506 0.2 Mm
Epaisseur de coupe ébauche 507 0.1 Mm
CONSTANTES
Epaisseur d'âme du foret (utile si #10 = 1) 505 3.70 Mm
Angle de pointe réel 509 120 °
Angle de pointe affûté 510 120 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 30 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE 3 PENTES AVYAC
ème
Angle de 3 pente 565 50 °
ème
Supplément longueur 3 pente 566 0 Mm
ème
Plat Y 3 pente 567 0 Mm
ème
Dégagement XY 3 pente 568 10 °
ème
Dégagement XZ 3 pente 569 0 °
ème
Supplément rayon 3 pente 570 0 Mm
MEULE/BROCHE
Numéro de meule 500 001 Su
Vitesse de broche 598 35 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 150 Mm/min
Vitesse avance CD finition 548 150 Mm/min
ème
Vitesse avance 3 pente 549 150 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
1 : Palpage 1 point
2 : Palpage 2 points
3 Palpage 2 points + hélice
ème
Type de 3 pente : 1, 2 ou 3 12 2 Su
1 : droite
2 : avec angle dégagement
3 : avec rayon
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
1 : en plusieurs passes
2 : en 1 seule passe
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
20
CONTROLE DE L'AFFUTAGE 3 PENTES
Le Zéro flottant sur la Refaire le ZF.
AFFUTAGE CORRECT meule n'est pas correct Ajuster dans les
paramètres de meule
Contrôler le paramètre
Le palpage du FORET #513 : décalage palpage Le Zéro flottant sur la Refaire le ZF.
n'est pas correct en B : augmenter cette meule n'est pas correct Ajuster dans les
valeur. paramètres de meule
Vérifier le réglage et
l'étalonnage du palpeur L'axe du foret, donc Axe du foret en dessous
Contrôler le paramètre celui de l'ensemble de l axe du basculement.
Le palpage du FORET #513 : décalage palpage mandrin porte-foret, ne
n'est pas correct en B : diminuer cette passe pas dans l'axe Contrôler la hauteur de
valeur de asculement de la l'axe B par rapport à l'axe
ère ème ème
Vérifier le réglage et 1 ,2 ,3 pente A
l'étalonnage du palpeur L'axe du foret, donc Axe du foret au dessus
celui de l'ensemble de l axe du basculement.
Votre foret est de mauvaise qualité géométrique mandrin porte-foret, ne
votre indexage est correct, mais le foret est mal passe pas dans l'axe Contrôler la hauteur de
divisé. de asculement de la l'axe B par rapport à l'axe
ère ème ème
1 ,2 ,3 pente A
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
21
10
N°
O4
O
/ 20
45°
Angle
6
sur Titre CRUCIFORME
20
secteur 3
O
/ 100
Forme N° meule Variables
001/003/115 O1004
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 6.45 Mm
Valeur à couper 506 0.5 Mm
Epaisseur de coupe ébauche 507 0.15 Mm
CONSTANTES
Angle de pointe réel 509 120 °
Angle de pointe affûté 510 120 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 30 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE CRUCIFORME AVYAC
Plat en X pour la croix 526 0.1 Mm
Plat en Y pour la croix 527 -0.1 Mm
Dégagement XY pour la croix 528 110 °
Dégagement XZ pour la croix 529 30 °
Angle de coupe pour la croix 530 0 °
Angle d'arête transversale 531 48 °
MEULE/BROCHE
Numéro de meule 500 14 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
Vitesse avance croix 549 40 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
1 : Palpage 1 point
2 : Palpage 2 points
3 Palpage 2 points + hélice
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
1 : en plusieurs passes
2 : en 1 seule passe
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
22
CONTROLE DE L'AFFUTAGE
La croix n'est pas Diminuer #527 (par
AFFUTAGE CORRECT correcte: on a un "plat" exemple 0.1)
en Y
La croix n'est pas Augmenter #526 (par La croix n'est pas Augmenter #527 (par
correcte : on "perce en exemple +0.1) correcte: on "perce" en exemple +0.1)
X" Y
La croix n'est pas Diminuer #526 (par
correcte : on a un "plat exemple 0.1)
en X"
Attention : Si la valeur de #526 est trop éloignée de 0 : Vérifier dans les paramètres meule le diamètre extérieur.
Si la valeur de #527 est trop éloignée de 0 : Vérifier dans les paramètres meule l'épaisseur.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
23
10
N°
O6
O
/ 20
45°
Angle
6
sur Titre ALESEUR
20
secteur 3
O
/ 100
Forme N° meule Variables
001/003/115 O1006
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 12 Mm
Nombre de dents (3 ou 4) 504 4
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 120 °
Angle de pointe affûté 510 120 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 20 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 3 °
Correction de contre dépouille Y 523 0 Mm
MEULE/BROCHE
Numéro de meule 500 14 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 300 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
1 : Palpage 1 point
2 : Palpage 2 points
3 Palpage 2 points + hélice
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
1 : en plusieurs passes
2 : en 1 seule passe
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
24
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
25
O
/ 20
N°
Angle 45° O10
25
sur Titre CURVILIGNE
secteur 20
O
/ 125
Forme N° meule Variables
005/114 O1010
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 6.45 Mm
Valeur à couper 506 0.5 Mm
Epaisseur de coupe ébauche 507 0.15 Mm
CONSTANTES
Angle de pointe réel 509 120 °
Angle de pointe affûté 510 120 °
Angle de dépouille nominale 515 4 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de direction d'âme 520 0 °
Correction de dépouille Y 523 0 Mm
MEULE/BROCHE
Numéro de meule 500 14 Su
Vitesse de broche 598 40 M/s
Course sur la meule (usure constante) 172 5 Mm
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
26
Direction d'âme
= 110 à 120°
= 20 à 30°
CONTROLE DE LA DIRECTION D'AME
Pour la contrôler, il est pratique de ne pas effectuer
l'amincissement (faire un arrêt cycle tout de suite
après la réalisation des 2 dépouilles)
Si est trop grand ( > à 120°) : Diminuer le palpage en
La direction d'âme doit
B : #513
être de 115° ( 5°)
Si est trop petit ( < 110°) : Augmenter le palpage en B
: #513
Un ajustage fin peut se faire avec la direction de
correction d'âme (#520)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
27
O
/ 20
N°
Angle 45° O11
25
sur Titre TYPE GUHRING
secteur 20
O
/ 125
Forme N° meule Variables
005/114 O1011
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 8.3 Mm
Valeur à couper 506 0.6 Mm
Epaisseur de coupe ébauche 507 0.2 Mm
CONSTANTES
Angle de pointe réel 509 120 °
Angle de pointe affûté 510 120 °
Angle de dépouille nominale 515 6 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de direction d'âme 520 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE GUHRING
Plat en X pour la croix 526 0.1 Mm
Plat en Y pour la croix 527 -0.1 Mm
Dégagement XY pour la croix 528 90 °
Dégagement XZ pour la croix 529 30 °
Angle de coupe pour la croix 530 6 °
Angle d'arête transversale 531 48 °
MEULE/BROCHE
Numéro de meule 500 14 Su
Vitesse de broche 598 40 M/s
Course sur la meule (usure constante) 172 5 Mm
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
Vitesse avance croix 549 40 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Ame en 0 (valeur 0) ou 1 serrage (1) 20 1 1 Su
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
28
CONTROLE DE L'AFFUTAGE
La croix n'est pas Diminuer #527 (par
correcte: on a un "plat" exemple 0.1)
AFFUTAGE CORRECT en Y
La croix n'est pas Augmenter #527 (par
La croix n'est pas Augmenter #526 (par correcte: on "perce" en exemple +0.1)
correcte : on "perce en exemple +0.1) Y
X"
La croix n'est pas Diminuer #526 (par
correcte : on a un "plat exemple 0.1)
en X"
Attention : Si la valeur de #526 est trop éloignée de 0 : Vérifier dans les paramètres meule le diamètre extérieur.
Si la valeur de #527 est trop éloignée de 0 : Vérifier dans les paramètres meule l'épaisseur.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
29
O
/ 100
N°
Angle
O
/ 20
O20
30
sur Titre TYPE VILEBREQUIN
5
secteur 3
O
/ 80
15°
Forme N° meule Variables
003 O1020
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 10 Mm
Valeur à couper 506 0.6 Mm
Epaisseur de coupe ébauche 507 0.2 Mm
CONSTANTES
Epaisseur d'âme du foret (utile si #10 = 1) 505 5.20 Mm
Angle de pointe réel 509 124 °
Angle de pointe affûté 510 124 °
Angle de dépouille nominale 516 5 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE VILEBREQUIN
Plat en X pour la croix 526 0.0 Mm
Plat en Y pour la croix 527 0.0 Mm
Dégagement XY pour la croix 528 120 °
Angle de coupe pour la croix 530 6 °
Angle d'arête transversale 531 75 °
MEULE/BROCHE
Numéro de meule 500 003 Su
Vitesse de broche 598 35 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance croix 549 40 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
30
CONTROLE DE L'AFFUTAGE
La croix n'est pas Diminuer #527 (par
correcte: on a un "plat" exemple 0.1)
AFFUTAGE CORRECT en Y
La croix n'est pas Augmenter #527 (par
La croix n'est pas Augmenter #526 (par correcte: on "perce" en exemple +0.1)
correcte : on "perce en exemple +0.1) Y
X"
La croix n'est pas Diminuer #526 (par
correcte : on a un "plat exemple 0.1)
en X"
Attention : Si la valeur de #526 est trop éloignée de 0
: Vérifier dans les paramètres meule le diamètre
extérieur.
Si la valeur de #527 est trop éloignée de 0 : Vérifier
dans les paramètres meule l'épaisseur.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
31
O
/ 20
N°
Angle 45° O12
25
sur Titre CONVENTIONNEL
secteur 20
O
/ 125
Forme N° meule Variables
005/114 O1012
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 8.3 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 140 °
Angle de pointe affûté 510 140 °
Angle de dépouille nominale 515 6 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 5 °
Correction de direction d'âme 520 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE CONVENTIONNEL
Plat en X pour l'amincissement 532 0 Mm
Plat en Y pour l'amincissement 533 0.5 Mm
Dégagement XY pour l'amincissement 534 55 °
Angle de coupe de l'amincissement 535 0 °
Angle de l'amincissement 536 35 °
Supplément rayon de l'amincissement 537 0 Mm
MEULE/BROCHE
Numéro de meule 500 114 Su
Vitesse de broche 598 40 M/s
Course sur la meule (usure constante) 172 5 Mm
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
Vitesse approche en Y 549 100 Mm/min
Vitesse amincissement 550 100 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Ame en 0 (valeur 0) ou 1 serrage (1) 20 1 1 Su
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
32
Centre = Dforet /10
R = Dforet /4
#536 = 35°
CONTROLE DE LA DIRECTION D'AME
Pour la contrôler, il est pratique de ne pas effectuer
l'amincissement (faire un arrêt cycle tout de suite
après la réalisation des 2 dépouilles)
Si est trop grand ( > à 120°) : Diminuer le palpage en
La direction d'âme doit
B : #513
être de 115° ( 5°)
Si est trop petit ( < 110°) : Augmenter le palpage en B
: #513
Un ajustage fin peut se faire avec la direction de
correction d'âme (#520)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
33
O
/ 20
N°
Angle 45° O40
5
sur Titre
25
ENTREE DE TARAUD
secteur 20
O
/ 125
Forme N° meule Variables
005/114 O1040
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du taraud (entrée) 503 12 Mm
Nombre de dents (3 ou 4) 504 4
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle d entrée 514 15 °
Angle de dépouille 515 8 °
Rotation dépouille 516 60 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 3 °
MEULE/BROCHE
Numéro de meule 500 05 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
PARAMETRES STANDARD
Rappels : Pas métrique ISO
diamètre Pas D entrée : da diamètre Pas D entrée : da
M5 0.8 4.1 M20 2.5 17.3
M6 1 4.9 M22 2.5 19.3
M8 1.25 6.6 M24 3 20.7
M10 1.5 8.4 M27 3 23.7
M12 1.75 10.1 M30 3.5 26.2
M14 2 11.8 M33 3.5 29.2
M16 2 13.8 M36 4 31.6
M18 2.5 15.3 M39 4 34.6
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
34
Rappel technique :
Longueur de l entrée conique sur taraud 3 dents : 4 filets
Angle d entrée : 15° à 18°
Coupe GUN :
Inclinaison par rapport à l axe de l outil : 15 à 18°
Rayon de la meule : 0.24 * Diamètre du taraud
Epaisseur d âme : 0.25 * Diamètre du taraud
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
35
10
O
/ 20
N°
Angle
45°
O100
6
20
sur Titre TYPE DIAGER
secteur O
/ 100
3
Forme N° meule Variables
002/112 O1100
HONAGE
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 5.6 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 140 140 °
Angle de pointe affûté 510 140 140 °
Angle de dépouille nominale 515 4 4 °
Angle de contre dépouille 516 25 25 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE CRUCIFORME AVYAC
Plat en X pour la croix 526 0.2 0 Mm
Plat en Y pour la croix 527 -0.0 0 Mm
Dégagement XY pour la croix 528 110 110 °
Dégagement XZ pour la croix 529 30 °
Angle de coupe pour la croix 530 0 0 °
Angle d'arête transversale 531 48 45-50 °
CHANFREIN SUR L'ARETE DE COUPE
Plat en X pour le chanfrein 532 0.1 0 Mm
Plar en Y pour le chanfrein 533 -0.1 0 Mm
Dégagement XY pour le chanfrein 534 0 °
Angle de coupe pour le chanfrein 535 0 0 °
Angle du chanfrein 536 15 0 °
MEULE/BROCHE
Numéro de meule 500 112 Su
Vitesse de broche 598 30 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
Vitesse croix et chanfrein 549 100 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Ame en 0 (valeur 0) ou 1 serrage (1) 20 1 1 Su
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
36
C
X
mini Maxi
De 3 à 6 0.05 0.3 0.6
De 6 à 9 0.09 0.6 0.9
De 9 à 12 0.11 0.9 0.12
De 12 à 16 0.15 1.2 1.6
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
37
CONTROLE DU TEMOIN DEPOUILLE / CONTRE
DEPOUILLE
AFFUTAGE CORRECT
AFFUTAGE CORRECT
La croix n'est pas Augmenter #526 (par
correcte : on "perce en exemple +0.1)
X"
Contrôler le paramètre
Le palpage du FORET #513 : décalage palpage
n'est pas correct en B : augmenter cette
valeur. La croix n'est pas Diminuer #526 (par
Vérifier le réglage et correcte : on a un "plat exemple 0.1)
l'étalonnage du palpeur en X"
Contrôler le paramètre
Le palpage du FORET #513 : décalage palpage
n'est pas correct en B : diminuer cette La croix n'est pas Diminuer #527 (par
valeur correcte: on a un "plat" exemple 0.1)
Vérifier le réglage et en Y
l'étalonnage du palpeur
CONTROLE DE L'AFFUTAGE La croix n'est pas Augmenter #527 (par
correcte: on "perce" en exemple +0.1)
Y
Attention : Si la valeur de #526 est trop éloignée de 0 : Vérifier dans les paramètres meule le diamètre extérieur.
Si la valeur de #527 est trop éloignée de 0 : Vérifier dans les paramètres meule l'épaisseur.
CONTROLE VISUEL
1. Ligne obtenue par l'opération d'amincissement passant dans l'axe "A" ou un
peu derrière mais symétrique à l'autre arête de coupe
2. Arête délimitant la dépouille primaire et la dépouille secondaire qui se trouve
derrière l'axe "B" ou dans l'axe si possible, mais jamais devant
Objet du contrôle 3. Ligne obtenue par l'opération d'amincissement, elle doit passer au dessus de
l'axe "C" d'une valeur de 1 x w, jamais en dessous et symétrique à l'autre arête
de coupe
4. Arête délimitant la dépouille primaire et l'affilage. Ligne passant par l'axe "C" ou
un peu au dessus mais jamais en dessous
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
38
10
O
/ 20
N°
Angle
45°
O101
6
20
sur Titre TYPE MITSUBISHI
secteur O
/ 100
3
Forme N° meule Variables
002/112 O1101
HONAGE
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 12.7 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 140 °
Angle de pointe affûté 510 140 °
Angle de dépouille nominale 515 7 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT : TYPE MITSUBISHI
Plat en X pour la croix 526 0.0 Mm
Plat en Y pour la croix 527 -0.0 Mm
Dégagement XY pour la croix 528 110 °
Dégagement XZ pour la croix 529 30 °
Angle de coupe pour la croix 530 0 °
Angle d'arête transversale 531 48 °
CHANFREIN SUR L'ARETE DE COUPE
Plat en X pour le chanfrein 532 0.1 Mm
Plar en Y pour le chanfrein 533 -0.1 Mm
Dégagement XY pour le chanfrein 534 0 °
Angle de coupe pour le chanfrein 535 0 °
Angle du chanfrein 536 15 °
MEULE/BROCHE
Numéro de meule 500 12 Su
Vitesse de broche 598 40 M/s
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
Vitesse croix et chanfrein 549 100 Mm/min
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
39
CONTROLE DE L'AFFUTAGE
La croix n'est pas Diminuer #527 (par
AFFUTAGE CORRECT correcte: on a un "plat" exemple 0.1)
en Y
La croix n'est pas Augmenter #526 (par La croix n'est pas Augmenter #527 (par
correcte : on "perce en exemple +0.1) correcte: on "perce" en exemple +0.1)
X" Y
La croix n'est pas Diminuer #526 (par
correcte : on a un "plat exemple 0.1)
en X"
Attention : Si la valeur de #526 est trop éloignée de 0 : Vérifier dans les paramètres meule le diamètre extérieur.
Si la valeur de #527 est trop éloignée de 0 : Vérifier dans les paramètres meule l'épaisseur.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT
MULHOUSE FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
40
O/ 20
N°
Angle 45°
O102
25
sur Titre TYPE SECO
20
secteur / 125
O
140°
Forme N° meule Variables
006/021/113 O1102
Recommandations : Serrage du foret
HONAGE uniquement dans un mandrin diamètre 40 (pour
douilles ou à pinces)
Désignation Notes VAR-COM Exemple Valeur saisie Unité
VARIABLES TYPE
Diamètre du foret 503 12 12 Mm
Valeur à couper 506 0.4 0.30 Mm
Epaisseur de coupe ébauche 507 0.1 0.15 Mm
CONSTANTES
Angle de pointe réel 509 140 140 °
Angle de pointe affûté 510 140 140 °
Angle de dépouille nominale 515 10 10 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 0 °
Dépouille Centre B 520 10 15 °
Correction de contre dépouille Y 523 0 0 Mm
AMINCISSEMENT : TYPE SECO
Plat en X pour la croix 526 0.0 -0.025 Mm
Plat en Y pour la croix 527 -0.0 -0.10 Mm
Dégagement XY pour la croix 528 105 105 °
Dégagement XZ pour la croix 529 35 32 °
Angle de coupe pour la croix 530 0 0 °
Angle d'arête transversale 531 30 32 °
Rayon de fond de croix 544 0.00 0.00 Mm
CHANFREIN SUR L'ARETE DE COUPE
Plat en X pour le chanfrein 532 0.0 0 Mm
Plar en Y pour le chanfrein 533 -0.0 0 Mm
Dégagement XY pour le chanfrein 534 0 0 °
Angle de coupe pour le chanfrein 535 0 0 °
Angle du chanfrein 536 5 5 °
MEULE/BROCHE
Numéro de meule 500 6 006 Su
Vitesse de broche 598 40 35 M/s
Course sur la meule (usure constante) 172 5 Mm
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 400 400 Mm/min
Vitesse avance dépouille finition 546 800 800 Mm/min
Vitesse croix 549 100 80 Mm/min
Vitesse chanfrein 550 100 200 Mm/min
OPTIONS
Type de palpage 10 1 1 Su
Ame en 0 (valeur 0) ou 1 serrage (1) 20 1 Su
PARAMETRES STANDARD
TOLERANCES
f = 0.08 x D
D f S1 S2 D Q (avant Q (après
honage) honage)
6 0.05 0.04 0.08 10 0.25 0.07 0.2 0.10
10 0.10 0.06 0.12 > 10 0.4 0.07 0.3 0.12
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
41
20 0.15 0.08 0.19
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
42
45°
N°
10
Angle sur
O
/ 20
O104
5
secteur
Titre
25
Point TYPE HERTEL SE DRILL
angle / 150
O
10 Title HERTEL SE TYPE DRILL
2
140°
Forme N° meule Variables
Form Wheel n° O1104
022
HONAGE/Honing
Désignation English designation VAR-COM Exemple/ Valeur / Value Unité / Unit
Example
VARIABLES TYPE / VARIABLES
Diamètre du foret Drill diameter 503 12.3 Mm
Valeur à couper Cutting value 506 0.45 Mm
Epaisseur de coupe ébauche Roughing 507 0.15 Mm
CONSTANTES / CONSTANTS
Angle de pointe réel Real point angle 509 140 °
Angle de pointe affûté Grinding point angle 510 140 °
Angle de dépouille nominale Clearance 515 6 °
Direction d'âme Web direction 520 48 °
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
43
REGLAGES POSSIBLES / POSSIBLE SETTINGS
Ajustement de l'arête transversale Probe shift B axis 513 +0 °
Point de départ de la meule X beginning correction 526 + 0.0 Mm
Correction de largeur SU SU correction 527 0 Mm
AMINCISSEMENT : BRISE-COPEAUX / HERTEL THINNING
Plat en X pour l'amincissement X width 532 0 Mm
Plat en Y pour l'amincissement Y width 533 0.0 Mm
Dégagement XY pour l'amincissement XY shift 534 55 °
Angle de coupe de l'amincissement Cutting angle 535 0 °
Angle de l'amincissement Thinning angle 536 3 °
MEULE/BROCHE - WHEEL/SPINDLE
Numéro de meule Wheel number 500 022 Su
Vitesse de broche Wheel cut speed 598 35 M/s
VITESSES AVANCE / SPEED ADVANCE
Vitesse avance dépouille ébauche Roughing clearance speed 545 1000 Mm/min
Vitesse avance dépouille finition Finishing clearance speed 546 5000 Mm/min
Vitesse approche en Y 549 050 Mm/min
Vitesse amincissement Thinning speed 550 100 Mm/min
OPTIONS / OPTIONS
Type de palpage Probing type 10 1 1 Su
PARAMETRES STANDARD / STANDARD PARAMETERS
Aspect après affûtage / After regrinding
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
44
paramètres type Hertel SE
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
45
TOLERANCES / TOLERANCES
Diameter SU RQ SSL1 Diameter SU RQ SSL1
3.00 0.23-0.26 0.33-0.42 0.25-0.39 15.50 1.16-1.32 1.72-2.19 0.56-0.89
3.50 0.26-0.30 0.39-0.49 0.27-0.42 16.00 1.20-1.36 1.78-2.26 0.57-0.90
4.00 0.30-0.34 0.44-0.57 0.29-0.45 16.50 1.24-1.40 1.83-2.33 0.58-0.92
4.50 0.34-0.38 0.50-0.64 0.30-0.48 17.00 1.28-1.45 1.89-2.40 0.59-0.93
5.00 0.38-.043 0.56-0.71 0.32-0.51 17.50 1.31-1.49 1.94-2.47 0.60-0.95
5.50 0.41-0.47 0.61-0.78 0.34-0.53 18.00 1.35-1.53 2.00-2.55 0.61-0.96
6.00 0.45-0.51 0.67-0.85 0.35-0.55 18.50 1.39-1.57 2.06-2.62 0.61-0.97
6.50 0.49-0.55 0.72-0.92 0.36-0.58 19.00 1.43-1.62 2.11-2.69 0.62-0.99
7.00 0.53-0.60 0.78-0.99 0.38-0.60 19.50 1.46-1.66 2.17-2.76 0.63-1.00
7.50 0.56-0.64 0.83-1.06 0.39-0.62 20.00 1.50-1.70 2.22-2.83 0.64-1.01
8.00 0.60-0.68 0.89-1.13 0.40-0.64 20.50 1.54-1.74 2.28-2.90 0.65-1.02
8.50 0.64-0.72 0.94-1.20 0.42-0.66 21.00 1.58-1.79 2.33-2.97 0.65-1.04
9.00 0.68-0.77 1.00-1.27 0.43-0.68 21.50 1.61-1.83 2.39-3.04 0.66-1.05
9.50 0.71-0.81 1.06-1.34 0.44-0.70 22.00 1.65-1.87 2.44-3.11 0.67-1.06
10.00 0.75-0.85 1.11-1.41 0.45-0.72 22.50 1.69-1.91 2.50-3.18 0.68-1.07
10.50 0.79-0.89 1.17-1.48 0.46-0.73 23.00 1.73-1.96 2.56-3.25 0.69-1.08
11.00 0.83-0.94 1.22-1.56 0.47-0.75 23.50 1.76-2.00 2.61-3.32 0.69-1.10
11.50 0.86-0.98 1.28-1.63 0.48-0.77 24.00 1.80-2.04 2.67-3.39 0.70-1.11
12.00 0.90-1.02 1.33-1.70 0.49-0.78 24.50 1.84-2.08 2.72-3.46 0.71-1.12
12.50 0.84-1.06 1.39-1.77 0.51-0.80 25.00 1.88-2.13 2.78-3.54 0.71-1.13
13.00 0.98-1.11 1.44-1.84 0.52-0.82
13.50 1.01-1.15 1.50-1.91 0.52-0.83
14.00 1.05-1.19 1.56-1.98 0.53-0.85
14.50 1.09-1.23 1.61-2.05 0.54-0.86
15.00 1.13-1.28 1.67-2.12 0.55-0.88
REGLAGE FIN ET CONTROLE DES FORETS TYPE HERTEL SE
SETTINGS AND CONTROLS FOR HERTEL SE DRILLS
Si vous n'obtenez pas l'affûtage exact, il est possible d'ajuster 3 paramètres :
If you don't have exactly the perfect sharpening, it is possible to adjust 3 parameters :
1. S'assurer que les paramètres suivants sont à 0 :
The following parameters should have value "0" :
#513=0 (Ajustement arête transversale / B probe shift)
#526=0 (Point départ meule / X beginning correction)
#527=0 (Correction largeur SU / SU correction)
2. Ajuster le point de départ de la meule : Directement dans les paramètres meules (menu TOOL)
Adjust the X beginning point directly in tools parameters (TOOL menu).
Il est possible d'ajuster légèrement la position de la meule par la valeur de #526 (par
exemple:#526=+0.1) Adjust X beginning point with parameter #526 (for instance #526 = +0.1)
Mauvais Bon
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
46
3. Ajuster l'angle d'arête transversale : paramètre #513
Adjust the Web direction with parameter #513
S'il est trop grand, augmenter la valeur #513 (par exemple + 2°)
If it is to much, increase the value #513 (for instance +2°)
S'il est trop faible, diminuer la valeur de #513 (par exemple 2°)
If it is not enough, decrease the value #513 (for instance -2°)
Mauvais / Wrong Bon / OK
I > 48° I = 48°
4. Ajuster la valeur de la largeur SU (notée ici c) : Paramètre #527
Adjust width SU (C on the drawing) with parameter #527
Si SU est trop faible, augmenter la valeur de #527 (par exemple + 0.1)
If SU is not enough, increase value #527 (for instance +0.1)
Mauvais / Wrong Bon / OK
SU > valeur indicative SU = valeur indicative
Si SU est trop grand, diminuer la valeur de #527 (par exemple - 0.1)
If SU is to much, decrease the value #527 (for instance 0.1)
Mauvais / Wrong Bon / OK
SU > valeur indicative SU = valeur indicative
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
47
45°
N°
10
Angle
O
/ 20
O106
5
sur Titre TYPE HERTEL TF DRILL
25
secteur 10
/ 150
O
130°
2
Forme N° meule Variables
022/113 O1106
HONAGE
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 10 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 130 °
Angle de pointe affûté 510 130 °
Angle de dépouille nominale 515 6 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -0 °
Correction de contre dépouille Y 523 0 Mm
Correction X début 526 -0.2 Mm
Correction X fin 527 0 Mm
Correction de rotation totale B 525 0 °
AMINCISSEMENT : TYPE HERTEL TF
Plat en X pour l'amincissement 532 0 Mm
Plat en Y pour l'amincissement 533 0.5 Mm
Dégagement XY pour l'amincissement 534 55 °
Angle de coupe de l'amincissement 535 0 °
Angle de l'amincissement 536 3 °
Supplément rayon de l'amincissement 537 0 Mm
MEULE/BROCHE
Numéro de meule 500 13 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 1000 Mm/min
Vitesse avance dépouille finition 546 5000 Mm/min
Vitesse approche en Y 549 050 Mm/min
Vitesse amincissement 550 100 Mm/min
OPTIONS
Type de palpage 10 1 1 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
48
(3 lèvres)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
49
O107
10
O
/ 20
N°
Angle 45°
sur
25
secteur / 125
O
3
Titre TYPE HERTEL TX DRILL
10
N° meule
Forme
002/112
Variables O1107
Désignation Designation VAR-COM Exemple Valeur Unité/Unit
VARIABLES TYPE / MAIN SETTINGS
Diamètre du foret Drill diameter 503 7.14 Mm
Valeur à couper Remove cutting value 506 0.1 Mm
Epaisseur de coupe ébauche Roughing cutting value 507 0.0 Mm
CONSTANTES / CONSTANTS
Angle de pointe réel Real point angle 509 130 °
Angle de pointe affûté Grinding point angle 510 130 °
Angle de dépouille 1rst clearance angle 515 4 °
nd
Angle de contre dépouille 2 clearance angle 516 20 °
REGLAGES POSSIBLES / POSSIBLE SETTINGS
Décalage de palpage en B B probe shift 513 0 °
nd
Correction de contre dépouille Y 2 clearance angle 523 0 Mm
correction
AMINCISSEMENT / WEB THICKNESS
Plat en X pour la croix X flat 526 -0.85 Mm
Plat en Y pour la croix Y flat 527 0.4 Mm
Dégagement XY pour la croix XY clearance angle 528 115 °
Dégagement XZ pour la croix XZ clearance angle 529 0 °
Angle de coupe pour la croix Cut angle 530 -5 °
Angle d'arête transversale Cross angle 531 14 °
MEULE/BROCHE WHEEL/SPINDLE
Numéro de meule Wheel number 500 112 Su
Vitesse de broche Spindle rotation speed 598 30 M/s
VITESSES AVANCE / ADVANCE SPEED
Vitesse avance dépouille ébauche For Clearance roughing 545 35 Mm/min
Vitesse avance dépouille finition For Clearance finishing 546 35 Mm/min
Vitesse avance CD ébauche For back clearance rough 547 35 Mm/min
Vitesse avance CD finition For back clearance finition 548 35 Mm/min
Vitesse avance croix For cross 549 40 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 Probing type 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 Clearance in 1 or 2 way 16 2 Su
PARAMETRES STANDARD / STANDARD PARAMETERS
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
50
#510
(2 lèvres)
#531
#528
#530
Angle de pointe 130° (#510) Point angle 130° (#510)
Angle de dégagement : 115° (#528) Clearance Angle 115° (#528)
Angle de coupe (négatif) : -5° (#530) Cut angle (negative) -5° (#530)
Angle d'arête transversal : 14° (#531) Cross angle : 14° (#531)
Jouer avec les paramètres "plat en X" et "plat en Y" pour affiner l'âme suivant le foret : le plat en X (#526) sera
négatif (on "perce" en X) et le plat en Y (#527) sera positif (on laisse un "plat" en Y pour ne pas fragiliser l'âme).
With parameters "Flat X" and "Flat Y", play to adjust the thick according to the drill : X flat (#526) will be negative
and Y flat (#527) will be positive.
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
51
O/ 20
N°
Angle 45°
O110
25
sur Titre TYPE SUMITOMO
20
secteur / 125
O
Forme N° meule Variables
006/113 O1110
Recommandations : Serrage du foret
HONAGE uniquement dans un mandrin diamètre 40 (pour
douilles ou à pinces)
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 15.7 Mm
Valeur à couper 506 0.4 Mm
Epaisseur de coupe ébauche 507 0.1 Mm
CONSTANTES
Angle de pointe réel 509 140 °
Angle de pointe affûté 510 140 °
Angle de dépouille nominale 515 10 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de direction d'âme 520 15 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT
Plat en X pour la croix 526 0.0 Mm
Plat en Y pour la croix 527 -0.0 Mm
Dégagement XY pour la croix 528 95 °
Dégagement XZ pour la croix 529 34 °
Angle de coupe pour la croix 530 0 °
Angle d'arête transversale 531 25 °
FORME SUMITOMO
Angle de coupe final Sumitomo 535 0 °
Correction rotation B Sumitomo 536 1 °
Correction Rayon Sumitomo 537 0.0 °
MEULE/BROCHE
Numéro de meule 500 13 Su
Vitesse de broche 598 40 M/s
Course sur la meule (usure constante) 172 5 Mm
OPTIONS
Type de palpage (1, 2 ou 3) 10 1 1 Su
Ame en 0 (valeur 0) ou 1 serrage (1) 20 1 1 Su
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 1000 Mm/min
Vitesse avance dépouille finition 546 3000 Mm/min
Vitesse croix et sumitomo 549 80 Mm/min
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
52
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
53
Schéma général
Angle d'ouverture (#529)
Angle de pointe (#510) et angle de dépouille (#515)
CONTROLE DE LA DIRECTION D'AME
Pour la contrôler, il est La direction d'âme doit être
pratique de ne pas de 120° ( 5°)
effectuer
l'amincissement (faire
un arrêt cycle tout de
suite après la réalisation
des 2 dépouilles)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
54
CONTROLE DE L'Amincissement
BON
Mauvais : Amincissement A réaffûter
trop important
Mauvais : Amincissement Minimiser l'arête transversale
insuffisant à moins de 0.2 mm
Réalisation du Honage (ou honing)
Valeurs recommandées Etape 1
Etape 2 Etape 3
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
55
O/ 20
N°
Angle 45° O114
5
sur
25
Titre TYPE SANDVIK DELTA
secteur 20
/ 125
O
140°
Forme N° meule Variables
113 O1114
HONAGE
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 9.73 Mm
Valeur à couper 506 0.2 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 140 °
Angle de pointe affûté 510 140 °
Angle de dépouille nominale 515 4 °
Angle de contre dépouille 516 20 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 15 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT
Plat en X pour la croix 526 0.2 Mm
Plat en Y pour la croix 527 -0.0 Mm
Dégagement XY pour la croix 528 80 °
Dégagement XZ pour la croix 529 30 °
Angle de coupe pour la croix 530 0 °
Angle d'arête transversale 531 65 °
FORME DELTA
Correction rotation B Delta 534 10 °
Angle de coupe final Delta 535 13 °
Rayon Delta 537 1.5 °
MEULE/BROCHE
Numéro de meule 500 14 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 200 Mm/min
Vitesse croix et chanfrein 549 100 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
56
Valeurs données par le fabricant pour réaffûtage des forets sandvik
Diamètre D A (1/2 ép.âme) B C R(rayon)
9.5 - 11.5 1.54 0.11 0.7 1.5
11.51 - 14.0 1.75 0.13 0.8 1.7
14.01 - 17.0 2.06 0.15 0.9 2.0
17.01 - 20.0 2.58 0.17 1.0 2.5
20.01 - 25.0 3.10 0.17 1.0 3.0
25.01 - 30.0 3.63 0.17 1.0 3.5
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
57
10
N°
O126
O
/ 20
Angle 45°
sur Titre
25
3 LEVRES CARBURE
secteur / 125
O
3
140°
10
Forme N° meule Variables
002/112 O1126
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre du foret 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Angle de pointe réel 509 140 °
Angle de pointe affûté 510 140 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 20 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 0 °
Correction de contre dépouille Y 523 0 Mm
AMINCISSEMENT
Profondeur X 538 0.1 Mm
Profondeur Y 539 0.2 Mm
Dégagement XY 540 90 °
Angle de coupe 542 0 °
Angle d'amincissement 543 0 °
MEULE/BROCHE
Numéro de meule 500 112 Su
Vitesse de broche 598 30 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 500 Mm/min
Vitesse avance dépouille finition 546 500 Mm/min
Vitesse avance CD ébauche 547 300 Mm/min
Vitesse avance CD finition 548 300 Mm/min
Vitesse avance amincissement 549 100 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
58
SIGMA = 150° - ALPHA = 30° - BETA = 0°
Diamètre
3 4 6 8 10 13 16 20
E 0.14 0.17 0.23 0.3 0.34 0.41 0.48 0.57
R 0.4 0.5 0.8 1 1.3 1.7 2.1 2.6
K1 0.3 0.4 0.6 0.8 1 1.3 1.5 1.9
DELTA 10 9 8 7 7 6 6 6
DELTA1 16 16 16 16 16 16 16 16
F1 0.21 0.28 0.42 0.56 0.7 0.85 1.1 1.4
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
59
10
N°
O141
O
/ 20
Angle 45°
sur Titre GUNDRILL (3/4)
25
secteur 3
(longueur < 650 mm)
180° / 125
O
10
Forme N° meule Variables
002/112 O1141
Désignation Designation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE / MAIN SETTINGS
Diamètre du foret Drill diameter 503 17 Mm
Valeur à couper Remove cutting 506 0.40 Mm
value
Epaisseur de coupe Roughing cutting 507 0.1 Mm
ébauche value
REGLAGES POSSIBLES / POSSIBLE SETTINGS
Décalage de palpage en B * B probe shift 513 -4 °
Correction Y * Correction Y 523 0 Mm
Correction Y facette 2 * Adjust position Y2 174 -0.03 Mm
Correction Y facette 3 * Adjust position Y3 178 -0.4 Mm
Correction Y facette 4 * Adjust position Y4 182 -0.10 Mm
Correction Y facette 5 * Adjust position Y5 186 -0.2 Mm
FACETTE 1 / RELIEF 1
Largeur dépouille 1 Width 165 0.6 Mm
Division du diamètre Diameter division 166 4 Mm
Rotation 1 ( 1) Rotation 1 167 0 °
Horizontal 1( 1) Horizontal 1 168 30 °
Vertical 1 ( 1) Vertical 1 169 16 °
FACETTE 2 / RELIEF 2
Rotation 2 ( 2) Rotation 2 171 0 °
Horizontal 2 ( 2) Horizontal 2 172 29.5 °
Vertical 2 ( 2) Vertical 2 173 20 °
FACETTE 3 / RELIEF 3
Rotation 3 ( 3) Rotation 3 175 0 °
Horizontal 3 ( 3) Horizontal 3 176 -20 °
Vertical 3 ( 3) Vertical 3 177 20 °
FACETTE 4 / RELIEF 4
Rotation 4 ( ) Rotation 4 179 0 °
Horizontal 4 ( ) Horizontal 4 180 0 °
Vertical 4 ( 4) Vertical 4 181 25 °
FACETTE 5 / RELIEF 5
Rotation 5 ( ) Rotation 5 183 0 °
Horizontal 5 ( ) Horizontal 5 184 -30 °
Vertical 5 ( 5) Vertical 5 185 -15 °
MEULE/BROCHE / WHEEL/SPINDLE
Numéro de meule Wheel number 500 13 Su
Vitesse de broche Wheel cut speed 598 40 M/ s
VITESSES AVANCE / ADVANCE SPEED
Vitesse avance facette Roughing advance 545 200 Mm/ min
ébauche speed
Vitesse avance facette finition Finition advance 546 150 Mm/ min
speed
* : Le sens de variation des corrections est celui des axes correspondants. (voir cinématique)
* : the corrections way of variation is the corresponding axis way (see attached the kinematics)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
60
Relief Vertical Horizontal Rotation X: Wrongt XX :the drill
number breaks
SCHEMA
RELIEF
1
+ 15° + 35° 0°
2
+ 20° + 34,5° 0°
3
+ 15° -20° 0°
4
+ 25° 0° 0°
5
- 15° - 25° 0°
GUNDRILL : REGLAGES POSSIBLES / POSSIBLE SETTINGS
X: Wrong XX :The drill breaks Solutions
Adjust parameter #513 : B probe
correction
Adjust parameter #174 (adjust
position Y relief 2) and #178 (adjust
position Y relief 4)
Adjust parameter #186 (adjust
position Y relief 5)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
61
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
62
10
N°
O140
O
/ 20
Angle 45°
sur Titre GUNDRILL (3/4)
25
secteur 3
(longueur 650 à 730 mm)
180° / 125
O
10
Forme N° meule Variables
002/112 O1140
Désignation Designation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE / MAIN SETTINGS
Diamètre du foret Drill diameter 503 05.00 Mm
Valeur à couper Remove cutting value 506 0.40 Mm
Epaisseur de coupe Roughing cutting value 507 0.1 Mm
ébauche
REGLAGES POSSIBLES / POSSIBLE SETTINGS
Décalage de palpage en B * B probe shift 513 -4 °
Correction Y * Correction Y 523 0 Mm
Correction Y facette 2 * Adjust position Y2 174 -0.03 Mm
Correction Y facette 3 * Adjust position Y3 178 -0.4 Mm
Correction Y facette 4 * Adjust position Y4 182 -0.10 Mm
Correction Y facette 5 * Adjust position Y5 186 -0.2 Mm
FACETTE 1 / RELIEF 1
Largeur dépouille 1 Width 165 0.6 Mm
Division du diamètre Diameter division 166 4 Mm
Rotation 1 ( 1) Rotation 1 167 0 °
Horizontal 1( 1) Horizontal 1 168 30 °
Vertical 1 ( 1) Vertical 1 169 16 °
FACETTE 2 / RELIEF 2
Rotation 2 ( 2) Rotation 2 171 0 °
Horizontal 2 ( 2) Horizontal 2 172 29.5 °
Vertical 2 ( 2) Vertical 2 173 20 °
FACETTE 3 / RELIEF 3
Rotation 3 ( 3) Rotation 3 175 0 °
Horizontal 3 ( 3) Horizontal 3 176 -20 °
Vertical 3 ( 3) Vertical 3 177 20 °
FACETTE 4 / RELIEF 4
Rotation 4 ( ) Rotation 4 179 0 °
Horizontal 4 ( ) Horizontal 4 180 0 °
Vertical 4 ( 4) Vertical 4 181 25 °
FACETTE 5 / RELIEF 5
Rotation 5 ( ) Rotation 5 183 0 °
Horizontal 5 ( ) Horizontal 5 184 -30 °
Vertical 5 ( 5) Vertical 5 185 -15 °
MEULE/BROCHE / WHEEL/SPINDLE
Numéro de meule Wheel number 500 13 Su
Vitesse de broche Wheel cut speed 598 40 M/ s
VITESSES AVANCE / ADVANCE SPEED
Vitesse avance facette Roughing advance speed 545 200 Mm/ min
ébauche
Vitesse avance facette finition Finition advance speed 546 150 Mm/ min
* : Le sens de variation des corrections est celui des axes correspondants. (voir cinématique)
* : the corrections way of variation is the corresponding axis way (see attached the kinematics)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
63
Instructions spéciales pour affûtage des forets longs (de 650 à 730 mm)
Special instructions to sharpen long drills (650 to 730 mm)
1. Ouvrir la porte de droite, rentrer le foret (monté 1. Open the right door, introduce the drill into
dans le mandrin à pinces) dans le diviseur the dividing system
2. L'enfoncer suffisamment pour pouvoir fermer la 2. Drive the drill in enough to be able to close
porte droite the right door
3. Une fois la porte fermée, reculer le foret au 3. After having closed the door, move back the
maximum drill, the more you can,
4. Lancer le cycle (O141) : L'index vient se positionner 4. Start cycle (O141) : The indexing plate
(reculé de 50 mm par rapport à la position comes in position (50 mm back compared to
standard) standard position)
5. Ouvrir la porte gauche pour pouvoir mettre le foret 5. Open the left door to be able to place the drill
en appui sur la plaquette d'indexage against the plate
6. Refermer la porte gauche 6. close back the left door
7. Relancer le cycle, puis attendre la fin de l'affûtage 7. Start the cycle again, wait the end of cycle
8. A la fin de l'affûtage : 8. After the end of cycle
Ouvrir la porte gauche, Open the left door,
Avancer le foret pour pouvoir Put forward the drill to be able to
Ouvrir la porte droite, Open the right door,
Sortir le foret Take out the drill
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
64
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
65
10
N°
O202
O
/ 20
45°
Angle
6
sur Titre FRAISE 2 DENTS
20
secteur 3 Sans dent au centre
180° O
/ 100
Forme N° meule Variables
001 O1202
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre de la fraise 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Largeur du témoin 165 1.0 Mm
Avant / arrière au centre 166 0.1 mm
Angle de pointe / creux 509 178 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -3 °
Correction de contre dépouille Y 523 0 Mm
OUVERTURE
Butée ouverture petite dent 167 0.0 Mm
Butée ouverture grande dent 168 -1.1 Mm
DEPOUILLE
Butée dépouille petite dent 169 0.3 Mm
Butée dépouille grande dent 170 0 Mm
CONTRE DEPOUILLE
Butée contre dépouille petite dent 171 0.0 Mm
Butée contre dépouille grande dent 172 0.0 Mm
ANGLES
Angle de coupe 173 0 °
Angle de dos 174 45 °
Angle de profondeur d'ouverture 175 35 °
MEULE/BROCHE
Numéro de meule 500 1 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
Vitesse avance ouverture 549 100 Mm/min
Vitesse avance dos 550 80 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
66
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
67
10
N°
O203
O
/ 20
45°
Angle
6
sur Titre FRAISE 3 DENTS
20
secteur 3 Sans dent au centre
180° O
/ 100
Forme N° meule Variables
001 O1203
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre de la fraise 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Largeur du témoin 165 1.0 Mm
Avant / arrière au centre 166 0.1 mm
Angle de pointe / creux 509 178 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -3 °
Correction de contre dépouille Y 523 0 Mm
OUVERTURE
Butée ouverture petite dent 167 0.0 Mm
Butée ouverture grande dent 168 -1.1 Mm
DEPOUILLE
Butée dépouille petite dent 169 0.3 Mm
Butée dépouille grande dent 170 0 Mm
CONTRE DEPOUILLE
Butée contre dépouille petite dent 171 0.0 Mm
Butée contre dépouille grande dent 172 0.0 Mm
ANGLES
Angle de coupe 173 0 °
Angle de dos 174 45 °
Angle de profondeur d'ouverture 175 35 °
MEULE/BROCHE
Numéro de meule 500 1 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
Vitesse avance ouverture 549 100 Mm/min
Vitesse avance dos 550 80 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
68
SANS COUPE AU CENTRE
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
69
10
N°
O204
O
/ 20
45°
Angle
6
sur Titre FRAISE 4 DENTS
20
secteur 3 Sans dent au centre
180° O
/ 100
Forme N° meule Variables
001 O1204
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre de la fraise 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Largeur du témoin 165 1.0 Mm
Avant / arrière au centre 166 0.1 mm
Angle de pointe / creux 509 178 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -3 °
Correction de contre dépouille Y 523 0 Mm
OUVERTURE
Butée ouverture petite dent 167 0.0 Mm
Butée ouverture grande dent 168 -1.1 Mm
DEPOUILLE
Butée dépouille petite dent 169 0.3 Mm
Butée dépouille grande dent 170 0 Mm
CONTRE DEPOUILLE
Butée contre dépouille petite dent 171 0.0 Mm
Butée contre dépouille grande dent 172 0.0 Mm
ANGLES
Angle de coupe 173 0 °
Angle de dos 174 45 °
Angle de profondeur d'ouverture 175 35 °
MEULE/BROCHE
Numéro de meule 500 1 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
Vitesse avance ouverture 549 100 Mm/min
Vitesse avance dos 550 80 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
70
sans coupe au centre
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
71
10
N°
O212
O
/ 20
45°
Angle
6
sur Titre FRAISE 2 DENTS
20
secteur 3 Avec 1 dent au centre
180° O
/ 100
Forme N° meule Variables
001 O1212
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre de la fraise 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Largeur du témoin 165 1.0 Mm
Avant / arrière au centre 166 0.1 mm
Angle de pointe / creux 509 178 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -3 °
Correction de contre dépouille Y 523 0 Mm
OUVERTURE
Butée ouverture petite dent 167 0.0 Mm
Butée ouverture grande dent 168 -1.1 Mm
DEPOUILLE
Butée dépouille petite dent 169 0.3 Mm
Butée dépouille grande dent 170 0 Mm
CONTRE DEPOUILLE
Butée contre dépouille petite dent 171 0.0 Mm
Butée contre dépouille grande dent 172 0.0 Mm
ANGLES
Angle de coupe 173 0 °
Angle de dos 174 45 °
Angle de profondeur d'ouverture 175 35 °
MEULE/BROCHE
Numéro de meule 500 1 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
Vitesse avance ouverture 549 100 Mm/min
Vitesse avance dos 550 80 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
72
avec coupe au centre
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
73
10
N°
O213
O
/ 20
45°
Angle
6
sur Titre FRAISE 3 DENTS
20
secteur 3 Avec 1 dent au centre
180° O
/ 100
Forme N° meule Variables
001 O1213
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre de la fraise 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Largeur du témoin 165 1.0 Mm
Avant / arrière au centre 166 0.1 mm
Angle de pointe / creux 509 178 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -3 °
Correction de contre dépouille Y 523 0 Mm
OUVERTURE
Butée ouverture petite dent 167 0.0 Mm
Butée ouverture grande dent 168 -1.1 Mm
DEPOUILLE
Butée dépouille petite dent 169 0.3 Mm
Butée dépouille grande dent 170 0 Mm
CONTRE DEPOUILLE
Butée contre dépouille petite dent 171 0.0 Mm
Butée contre dépouille grande dent 172 0.0 Mm
ANGLES
Angle de coupe 173 0 °
Angle de dos 174 45 °
Angle de profondeur d'ouverture 175 35 °
MEULE/BROCHE
Numéro de meule 500 1 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
Vitesse avance ouverture 549 100 Mm/min
Vitesse avance dos 550 80 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
74
avec coupe au centre
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
75
10
N°
O214
O
/ 20
45°
Angle
6
sur Titre FRAISE 4 DENTS
20
secteur 3 Avec 2 dents au centre
180° O
/ 100
Forme N° meule Variables
001 O1214
Désignation Notes VAR-COM Exemple Valeur Unité
VARIABLES TYPE
Diamètre de la fraise 503 12 Mm
Valeur à couper 506 0.1 Mm
Epaisseur de coupe ébauche 507 0.0 Mm
CONSTANTES
Largeur du témoin 165 1.0 Mm
Avant / arrière au centre 166 0.1 mm
Angle de pointe / creux 509 178 °
Angle de dépouille 515 4 °
Angle de contre dépouille 516 15 °
REGLAGES POSSIBLES
Décalage de palpage en B 513 -3 °
Correction de contre dépouille Y 523 0 Mm
OUVERTURE
Butée ouverture petite dent 167 0.0 Mm
Butée ouverture grande dent 168 -1.1 Mm
DEPOUILLE
Butée dépouille petite dent 169 0.3 Mm
Butée dépouille grande dent 170 0 Mm
CONTRE DEPOUILLE
Butée contre dépouille petite dent 171 0.0 Mm
Butée contre dépouille grande dent 172 0.0 Mm
ANGLES
Angle de coupe 173 0 °
Angle de dos 174 45 °
Angle de profondeur d'ouverture 175 35 °
MEULE/BROCHE
Numéro de meule 500 1 Su
Vitesse de broche 598 40 M/s
VITESSES AVANCE
Vitesse avance dépouille ébauche 545 200 Mm/min
Vitesse avance dépouille finition 546 200 Mm/min
Vitesse avance CD ébauche 547 100 Mm/min
Vitesse avance CD finition 548 100 Mm/min
Vitesse avance ouverture 549 100 Mm/min
Vitesse avance dos 550 80 Mm/min
OPTIONS
Type de palpage : 1, 2 ou 3 10 1 Su
Dépouille en 1 seule passe : 1 ou 2 16 2 Su
PARAMETRES STANDARD
Aspect après affûtage
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
76
avec coupe au centre
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
77
AJUSTEMENT DES PARAMETRES DE MEULE
point piloté G55
Rappel des points pilotés Epaisseur
meule 1
petit diamètre
point piloté G54
grand diamètre
Pour s'assurer du parfait positionnement de la meule, surtout pour certains types d'affûtages spécifiques, il est important de
contrôler de façon plus précise la position de la meule :
1. Avant de monter la meule, saisir dans le menu TOOL les bons paramètres de meule :
N° Epaisseur meule D extérieur D intérieur Epaisseur meule 2
1
1 20.7 99.17 94.34 0.00 Personnalisée pour
(#10001) (#11001) (#16001) (#17001)
cette application
2 19.67 98.76 91.00 0.00
(#10002) (#11002) (#16002) (#17002)
2. Vérifier le point zéro de la meule avec le comparateur
Axe A
Nota : le comparateur doit être correctement étalonné
avec la cale fournie
Voir schéma ci-contre :
0
3. Faire lire le programme correspondant (par exemple programme O104 pour les forets Hertel). En mode IMD, demander le
déplacement ; G55G90G0X0 (pilote le point intérieur de la meule).
4. Mettre la tête porte forets à 180°
X-
Mettre la tête porte forets à 180° Y-
meule
diviseur
A+ C
Poignée pour
introduction du
mandrin porte-foret
par l arrière
B+
5. Introduire à la place du foret une pointe conique rectifiée pour représenter l'axe du foret
6. Contrôler la concordance de la pointe et du diamètre intérieur de la meule
point piloté G55
Alignement de la pointe sur le Epaisseur
diamètre intérieur meule 1
point piloté G54
Nota : La même opération peut être effectuée pour le diamètre extérieur en remplaçant le point 3 par : En mode IMD, demander
le déplacement ; G54G90G0X0 (pilote le point extérieur de la meule).
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
78
AIDE AU DIAGNOSTIC
PROBLEMES ET SOLUTIONS
PROBLEMES
A : USURE DU FORET B: C: D:
EFFRITEMENT FISSURE ADHESION
A1 arête A2 : Arête de A3 : Face de A4 : Listel
transversale coupe dépouille
périphérique principale
SOLUTIONS
A1 A2 A3 A4 B C D E F1 F2 G1 G2 G3 Solutions
Agrandir l'angle de dépouille central
Réduire la longueur du foret sortant du
mandrin
Agrandir l'angle de dépouille
périphérique
Ré affûter le foret
Agrandir l'angle de pointe (150°) (fig.1)
Contrôler et limiter la différence de
hauteur de lèvres (< 0.02 mm)
Agrandir le honage
Réduire l'angle de dépouille
Elargir les goujures (fig.2)
Réduire si possible le diamètre extérieur
du corps (fig.3)
Réduire l'angle d'hélice en cas de
perçage horizontal
Agrandir la conicité et rétrécir le listel
(fig.4)
Réduire le honage
Réduire l'avance
Réduire la vitesse de coupe
Augmenter l'avance
(Fig.2) (Fig.3) (Fig.4)
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
79
PROBLEME LIE AU Mandrin B C E G2
Vibration des pièces à percer Déformation des pièces
E : RUPTURE F : Inconvénients pendant le perçage G : PROBLEME DE PRECISION
F1 : vibration F2 : Bourrage de G1 : Ecrouissage G2 : Précision du G3 : Bavure à la
bruit copeaux diamètre sortie du trou
PROBLEME LIE A LA MACHINE A B C E F1
La machine vibre de façon excessive ou anormale ?
PROBLEME LIE A LA FIXATION DU FORET A B C E F1
Le mandrin est suffisamment rigide ? (Fig.5)
L'intérieur du mandrin est abîmé ? sale ? (Fig.6)
Le faux rond après serrage du foret est trop important ? (Fig.7)
Le désaxage est important ? Fig.8)
Figure 5 Figure 6 Figure 7 Figure 8
Inférieur à 0.04 mm
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
80
PROBLEME LIE AU LUBRIFIANT A C E G1
Le lubrifiant est suffisamment fourni à l'entrée du trou
Mauvais Mauvais Bon Très bon Idéal
Mauvais
Bon
Avant l'entrée Après l'entrée Juste à A l'entrée du Des 2 côtés A l'entrée du trou avec
du trou du trou l'entrée trou avec haute pression
pression
Vérifier la quantité et la pression d'huile.
Le lubrifiant est de qualité suffisante ?
\\Dc\Societe\AVYAC MACHINES\DOSSIER 9 DOSSIERS DE MACHINES\Dossier MD540\Dossier clients\94 501 PEUGEOT MULHOUSE
FRANCE\Dossier fabrication\Notices\85090040.03 Manuel de l'affûteur FR.doc
Vous aimerez peut-être aussi
- TP N°01 Essai de TractionDocument16 pagesTP N°01 Essai de TractionWalid Matallah86% (22)
- Cours - CM - 1 - Chapitre - 5 - Partie - 1 - Assemblages Boulonnés en CMDocument47 pagesCours - CM - 1 - Chapitre - 5 - Partie - 1 - Assemblages Boulonnés en CMMezni100% (1)
- 7 Verifier Assemblage TirefondsDocument7 pages7 Verifier Assemblage TirefondsMagicusPas encore d'évaluation
- Optimum AppendiceDocument48 pagesOptimum AppendiceVAN LAECKEPas encore d'évaluation
- Cisaillement22 SSF M02 0043Document2 pagesCisaillement22 SSF M02 0043Ambroise AkanzaPas encore d'évaluation
- Besoin en MaterielDocument4 pagesBesoin en MaterielMehdi Billah ouassimPas encore d'évaluation
- MachinesDocument43 pagesMachinesNico Créateur LapidairePas encore d'évaluation
- Memo - Livret V2 16 CotitaDocument39 pagesMemo - Livret V2 16 CotitaKader BoucennaPas encore d'évaluation
- Memo - Livret V2 16 CotitaDocument39 pagesMemo - Livret V2 16 CotitaPOLY DavidPas encore d'évaluation
- TP #De Meca AjustageDocument5 pagesTP #De Meca AjustageChanol NoupaPas encore d'évaluation
- DC3 4ScT (09-10)Document9 pagesDC3 4ScT (09-10)Wagih MrassiPas encore d'évaluation
- Permis Machine Synthese Session 2020Document12 pagesPermis Machine Synthese Session 2020api-489017636Pas encore d'évaluation
- AR - Tableur Devis Construction en Côte D'ivoireDocument42 pagesAR - Tableur Devis Construction en Côte D'ivoireAgence RealityPas encore d'évaluation
- Ecatalogue Letoile Sa 42moDocument185 pagesEcatalogue Letoile Sa 42moChatrainPas encore d'évaluation
- Marches D'escaliersDocument1 pageMarches D'escalierskamgaPas encore d'évaluation
- 313 Cables-Toron Et Accessoires Pour GeotechniqueDocument14 pages313 Cables-Toron Et Accessoires Pour GeotechniquelulubilulPas encore d'évaluation
- Metre BatimentDocument12 pagesMetre BatimentSoumaya IdrissiPas encore d'évaluation
- Chapitre 6 - Mesure Et Contrôle Des FiletagesDocument12 pagesChapitre 6 - Mesure Et Contrôle Des FiletagesGOUAL SaraPas encore d'évaluation
- Petit Lexique Français Anglais Du ForeurDocument3 pagesPetit Lexique Français Anglais Du ForeurYaniss AlgeriaPas encore d'évaluation
- Boite de DérivationDocument1 pageBoite de DérivationPeter de almeidaPas encore d'évaluation
- Catalogue 58Document116 pagesCatalogue 58Noureddine Ben SalemPas encore d'évaluation
- CatalogueDocument122 pagesCatalogueMrr OulhamriPas encore d'évaluation
- Cours Choc CharpyDocument3 pagesCours Choc CharpyMahrez ZaafouriPas encore d'évaluation
- Dossier Technique Men Alu 110123Document27 pagesDossier Technique Men Alu 110123NatitAravanPas encore d'évaluation
- 2 Fileter-TarauderDocument4 pages2 Fileter-TarauderKhalid TamiPas encore d'évaluation
- Echafaudage Catalogue-AxmannDocument40 pagesEchafaudage Catalogue-AxmannperPas encore d'évaluation
- Debit Et Perte de ChargeDocument10 pagesDebit Et Perte de ChargetissierPas encore d'évaluation
- Brida ANSI - ASME B16.5 Slip-On Class 150 - DNBridaDocument1 pageBrida ANSI - ASME B16.5 Slip-On Class 150 - DNBridaSFPas encore d'évaluation
- Catalogue ISO-line FDE3.3.1#Document12 pagesCatalogue ISO-line FDE3.3.1#kRISPas encore d'évaluation
- Situation Provisoire N°1 - Assainissement Ain RahaDocument64 pagesSituation Provisoire N°1 - Assainissement Ain RahaAnass Anass AnassPas encore d'évaluation
- Catalogue 2009Document72 pagesCatalogue 2009Hassan AfakharPas encore d'évaluation
- Catalogue DegometalDocument100 pagesCatalogue Degometalbabois100% (3)
- Audit - Broyeur Cru - SFAC - 27-09-2018 PDFDocument2 pagesAudit - Broyeur Cru - SFAC - 27-09-2018 PDFNiaina RakotoniaryPas encore d'évaluation
- BRQ Viaduc 28-07-23Document3 pagesBRQ Viaduc 28-07-23RAHNI ALIPas encore d'évaluation
- Descriptif: Gamme de Coudes, Tés Et Manchettes Permettant Un Raccordement Bride À BrideDocument4 pagesDescriptif: Gamme de Coudes, Tés Et Manchettes Permettant Un Raccordement Bride À BrideYOUDBIB YoussefPas encore d'évaluation
- LOT Trésorerie - Reg - FinalDocument160 pagesLOT Trésorerie - Reg - FinalM'hamed Zhioua100% (1)
- Ressorts Ondulés Smalley: Stock Pièces Standards Conceptions SP ÉcialesDocument140 pagesRessorts Ondulés Smalley: Stock Pièces Standards Conceptions SP ÉcialesjkshfdPas encore d'évaluation
- 3-Contrat de Phase N°10Document1 page3-Contrat de Phase N°10Makrem CherifPas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie - 1ère AS (2008-2009) Mme Toumi Imen Système Dispositif de Blocage de TubesDocument3 pagesDevoir de Contrôle N°2 - Technologie - 1ère AS (2008-2009) Mme Toumi Imen Système Dispositif de Blocage de TubesKhaled Aamira100% (1)
- Catalogue ACFDDocument20 pagesCatalogue ACFDBassem Ben FrajPas encore d'évaluation
- Elektor N° 54 - Décembre 1982Document92 pagesElektor N° 54 - Décembre 1982nd2b8f4djmPas encore d'évaluation
- Brida ANSI - ASME B16.5 Ciega Class 150 - DNBridaDocument1 pageBrida ANSI - ASME B16.5 Ciega Class 150 - DNBridaSFPas encore d'évaluation
- Couple de Serrage DucatiDocument1 pageCouple de Serrage Ducatinicolas.pro.etudePas encore d'évaluation
- Catalogue Fraise Monobloc Optimills 2017 SunsteelDocument46 pagesCatalogue Fraise Monobloc Optimills 2017 SunsteelThomas FrühPas encore d'évaluation
- Cours DEPL ForgeDocument57 pagesCours DEPL Forgec oussama0% (1)
- Devis Quantitatif Charpente KaffrineDocument1 pageDevis Quantitatif Charpente Kaffrinendongalimatou22Pas encore d'évaluation
- AdC ACCESSOIRS DE CONSTRUTIONDocument44 pagesAdC ACCESSOIRS DE CONSTRUTIONJosé GonçalvesPas encore d'évaluation
- SDocument7 pagesSsay710026Pas encore d'évaluation
- Catalogue BonnelDocument58 pagesCatalogue BonnelIoan CapraruPas encore d'évaluation
- Parure MargaidDocument15 pagesParure MargaidMariaJoseVbPas encore d'évaluation
- Les Eléments StandardDocument6 pagesLes Eléments StandardMIMFS100% (1)
- Catalogue RemoDocument202 pagesCatalogue RemoalaaatitallahPas encore d'évaluation
- AciersPourBetonArmeSoudablesEnBarreLisse PDFDocument4 pagesAciersPourBetonArmeSoudablesEnBarreLisse PDFBouba BoubaPas encore d'évaluation
- Catalogue General Clisson Metal 0 PDFDocument142 pagesCatalogue General Clisson Metal 0 PDFBoudali ElbouazzaouiPas encore d'évaluation
- ESSILOR KappaM10 KappaL10 BAL35-1Document6 pagesESSILOR KappaM10 KappaL10 BAL35-1rxmymPas encore d'évaluation
- Stage Tournage J2PDocument11 pagesStage Tournage J2PJerome ADAMPas encore d'évaluation
- TABE Minco Maquinarias ChileDocument13 pagesTABE Minco Maquinarias ChileNelson Andrade VelasquezPas encore d'évaluation
- Signes Astrologiques Chinois: Patron Crochet AmigurumiD'EverandSignes Astrologiques Chinois: Patron Crochet AmigurumiPas encore d'évaluation
- Nouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoD'EverandNouveau moyen de préparer la couche sensible des plaques destinées à recevoir les images photographiques Lettre à M. AragoPas encore d'évaluation
- Sae Mem 42 PDFDocument65 pagesSae Mem 42 PDFSAEBrusselsPas encore d'évaluation
- The Fortification Saharna - La ŞanţDocument16 pagesThe Fortification Saharna - La ŞanţMihail BatPas encore d'évaluation
- BTS PV Final PDFDocument62 pagesBTS PV Final PDFOumar SyPas encore d'évaluation
- Boulon N ErieDocument68 pagesBoulon N ErieYassine OunissiPas encore d'évaluation
- Texte Frédéric Epaud Bilan Charpente NDP PDFDocument6 pagesTexte Frédéric Epaud Bilan Charpente NDP PDFFrançois LeroyPas encore d'évaluation
- Production PamDocument16 pagesProduction Pammimet brahimPas encore d'évaluation
- Comment Réussir Votre Jardin AquatiqueDocument52 pagesComment Réussir Votre Jardin Aquatiquestunzu100% (1)
- Article Zongo 23-08-2017Document8 pagesArticle Zongo 23-08-2017kathanas1Pas encore d'évaluation
- R Evolution9 MultilinguaDocument192 pagesR Evolution9 MultilinguaharaldPas encore d'évaluation
- AGEKA StructuresDocument48 pagesAGEKA StructuresAgeka68Pas encore d'évaluation
- Voyage DDocument15 pagesVoyage DStephane BicheuxPas encore d'évaluation
- Tonny RobbinsDocument67 pagesTonny RobbinsNAFISSA BOURQUIAPas encore d'évaluation
- SR5550Document10 pagesSR5550Cherif LamloumiPas encore d'évaluation
- La Sécurité Des PalettiersDocument30 pagesLa Sécurité Des PalettiersMICHELLEPas encore d'évaluation
- CHARNAI Samia Memoire PDFDocument177 pagesCHARNAI Samia Memoire PDFAbderrahmaneNajid100% (2)
- Impact de L' Exploitation Du Prelevement Du Bois de Feu Sur L'Erosion Du Haute Montagne Cas Du Haut Atlas de Marrakech, Maroc)Document9 pagesImpact de L' Exploitation Du Prelevement Du Bois de Feu Sur L'Erosion Du Haute Montagne Cas Du Haut Atlas de Marrakech, Maroc)EmiligattPas encore d'évaluation
- ONF en Chiffres 2021Document16 pagesONF en Chiffres 2021William BeeharryPas encore d'évaluation
- Polycopié P.G.C. Chap 4 GDocument19 pagesPolycopié P.G.C. Chap 4 GPierre MackenziePas encore d'évaluation
- Tonwerk-Celsius FR1Document16 pagesTonwerk-Celsius FR1rob12826Pas encore d'évaluation
- TP 2 Embryophyte PDFDocument40 pagesTP 2 Embryophyte PDFChafik Mhamdia100% (1)
- Guide de Prix de Renovation Mai 2017 2Document19 pagesGuide de Prix de Renovation Mai 2017 2jethropaul90Pas encore d'évaluation
- Diagnostic Bâtiment Du Couvent Avr2016Document141 pagesDiagnostic Bâtiment Du Couvent Avr2016pompelargeur100% (1)
- TN 92 Le Bambou Dans La ConstructionDocument23 pagesTN 92 Le Bambou Dans La ConstructionDenis FaurePas encore d'évaluation
- CV Jeremy TrochetDocument1 pageCV Jeremy Trochetje.trochetPas encore d'évaluation
- Bois Reconstitues PSL Et LSLDocument2 pagesBois Reconstitues PSL Et LSLKaoutar BouknouPas encore d'évaluation
- AYOUSDocument1 pageAYOUSAlium BelloPas encore d'évaluation
- Les Coffrages 2022Document8 pagesLes Coffrages 2022Achour HoucinePas encore d'évaluation
- Evaluation Certificative - CE1D - 2010 - FranA Ais - Dossier de L Enseignant (Ressource 7159)Document28 pagesEvaluation Certificative - CE1D - 2010 - FranA Ais - Dossier de L Enseignant (Ressource 7159)Rauldiaz777Pas encore d'évaluation
- WL Newfolder A5 FR v43lrDocument19 pagesWL Newfolder A5 FR v43lrThibautSamzun100% (1)
- Prix Et Marché Du Teck: Treize Mille Francs Le Mètre Cube !Document3 pagesPrix Et Marché Du Teck: Treize Mille Francs Le Mètre Cube !William strong KouakouPas encore d'évaluation