Vous aimerez peut-être aussi
- Prise en Main de Microsoft Office Excel 2016Document713 pagesPrise en Main de Microsoft Office Excel 2016max80% (5)
- Cours CNCDocument59 pagesCours CNCAyman Mark100% (1)
- Correction TD1Document9 pagesCorrection TD1saif SaadiPas encore d'évaluation
- Controle Et Suivi Chantier RoutierhjhDocument14 pagesControle Et Suivi Chantier Routierhjhعثمان البريشيPas encore d'évaluation
- Annexe Code G - Fonctions ISODocument3 pagesAnnexe Code G - Fonctions ISOSabri Belaidi67% (3)
- Canalisations de Gaz NaturelDocument120 pagesCanalisations de Gaz NaturelJean-David DelordPas encore d'évaluation
- Examen FF V2 2016 Corrigé PDFDocument10 pagesExamen FF V2 2016 Corrigé PDFYassin Belkacem0% (1)
- Process AciérieDocument6 pagesProcess Aciériesanae jaouiPas encore d'évaluation
- TP Comande NumériqueDocument15 pagesTP Comande NumériqueYoussef RafikiPas encore d'évaluation
- Examen FF V1 2016 Corrigé PDFDocument10 pagesExamen FF V1 2016 Corrigé PDFYassin Belkacem67% (3)
- Exercice CN TOURNAGEDocument5 pagesExercice CN TOURNAGEBouallegue Mounir0% (1)
- Exercices D'applications en CMDocument11 pagesExercices D'applications en CMDjaber BoulaamPas encore d'évaluation
- ProgCN 2Document13 pagesProgCN 2Rahmani AbdelazizPas encore d'évaluation
- ALIZE LCPC MU v1.5 FR PDFDocument116 pagesALIZE LCPC MU v1.5 FR PDFSoumana Abdou100% (1)
- Etude de CasDocument10 pagesEtude de CasIheb MzehPas encore d'évaluation
- Correction DevoirDeSyntheseN3 1AS 2009 FinDocument8 pagesCorrection DevoirDeSyntheseN3 1AS 2009 FinMehdi Ben Arif67% (3)
- TD - Action Du Vent + Bât. Ind. (EX.4)Document6 pagesTD - Action Du Vent + Bât. Ind. (EX.4)lolitta noraPas encore d'évaluation
- Analyse D'une Situation de Communication en TaDocument2 pagesAnalyse D'une Situation de Communication en Taroger martin bassong batiigPas encore d'évaluation
- TP2Document4 pagesTP2Youssef Don RajawiPas encore d'évaluation
- FraisageDocument15 pagesFraisageسيف الدين يعقوبيPas encore d'évaluation
- Travail Dirigé CNCDocument5 pagesTravail Dirigé CNCKhayri BelhajPas encore d'évaluation
- Exercice Gravage Et Contournage FAKER El MouatezDocument5 pagesExercice Gravage Et Contournage FAKER El MouatezEl Mouatez FakerPas encore d'évaluation
- Chapitre 4 - Cycles Fixes de Perçage PDFDocument23 pagesChapitre 4 - Cycles Fixes de Perçage PDFسيف الدين يعقوبيPas encore d'évaluation
- Exposee de Fao - Groupe 6Document8 pagesExposee de Fao - Groupe 6Jean-Pierre EssimiPas encore d'évaluation
- Rapport TP Tournage Avec Machine-Outil À Commande Numérique-G10Document5 pagesRapport TP Tournage Avec Machine-Outil À Commande Numérique-G10ismail kaddachPas encore d'évaluation
- CN 2Document7 pagesCN 2Wafaa Boufal100% (1)
- FAO Crs VE3Document17 pagesFAO Crs VE3Omar BenhoussaPas encore d'évaluation
- ANNEXE - Fiche Des Codes CNDocument2 pagesANNEXE - Fiche Des Codes CNMOUNIR FRIJAPas encore d'évaluation
- ANNEXE - Fiche Des Codes CNDocument2 pagesANNEXE - Fiche Des Codes CNMOUNIR FRIJAPas encore d'évaluation
- TxD2 - FbAaODocument17 pagesTxD2 - FbAaOhamza chaabaniPas encore d'évaluation
- Solution D'exercice Perçage Elmouatez FAKERDocument3 pagesSolution D'exercice Perçage Elmouatez FAKEREl Mouatez FakerPas encore d'évaluation
- Exemple Contournage Et Sous ProgrammesDocument6 pagesExemple Contournage Et Sous Programmeshello youPas encore d'évaluation
- ExemplepDocument4 pagesExemplepNassro ZiadPas encore d'évaluation
- Ravaux Irigés Rogrammation DES Machines À Commande NumériqueDocument22 pagesRavaux Irigés Rogrammation DES Machines À Commande Numériqueya ssminePas encore d'évaluation
- MOCN Programmation Exercice FRAISAGEDocument3 pagesMOCN Programmation Exercice FRAISAGETjq MariaPas encore d'évaluation
- Programmation Poinconneuse Aries 222Document26 pagesProgrammation Poinconneuse Aries 222نوستيك عقلاني 350K Nostik rationalisticPas encore d'évaluation
- Guide 1 - Cycles Prog TournageDocument9 pagesGuide 1 - Cycles Prog Tournagezangue billy jamesPas encore d'évaluation
- Fiche Fraisage Us2Document8 pagesFiche Fraisage Us2labfaoPas encore d'évaluation
- TD1 Correction CFAODocument4 pagesTD1 Correction CFAOEddehbi100% (1)
- Les Cycles Fixes D'usinageDocument9 pagesLes Cycles Fixes D'usinageEganfack Tabougue Lyns LeonnelPas encore d'évaluation
- Cycles Preprogrammes ProfDocument12 pagesCycles Preprogrammes Prof0001fredPas encore d'évaluation
- Fabrication Assist - e Par OrdinateurDocument12 pagesFabrication Assist - e Par Ordinateurmohamedislam2536Pas encore d'évaluation
- Exo MOCNDocument14 pagesExo MOCNSahil MohamedPas encore d'évaluation
- Exercice 4 Avec CATIADocument2 pagesExercice 4 Avec CATIASoufianePas encore d'évaluation
- Examen FF 2017 V2 CorrigéDocument9 pagesExamen FF 2017 V2 CorrigéYassin Belkacem67% (3)
- TP FAO Fraisage Corrig - 351Document7 pagesTP FAO Fraisage Corrig - 351عمر الفاروقPas encore d'évaluation
- Exemple de Palpage Renishaw Mori-SeikiDocument2 pagesExemple de Palpage Renishaw Mori-SeikiPierre-Émile BoiretPas encore d'évaluation
- Rediction ObcDocument236 pagesRediction Obcreal houssainPas encore d'évaluation
- Chapitre 4 Cycles Programmation TournageDocument9 pagesChapitre 4 Cycles Programmation TournageLarbi ElbakkaliPas encore d'évaluation
- G00 PositionnementDocument1 pageG00 Positionnementbengrad nabilPas encore d'évaluation
- CFM3 TD N°5 Parametrée Avec CorrectionDocument3 pagesCFM3 TD N°5 Parametrée Avec CorrectionNaoufel FARESPas encore d'évaluation
- UpnDocument2 pagesUpnadrianPas encore d'évaluation
- CIMCO Fajkknuc Fraisage-EnimDocument2 pagesCIMCO Fajkknuc Fraisage-EnimmotezbenmadhiPas encore d'évaluation
- Cycle Poche Et G70-G71Document7 pagesCycle Poche Et G70-G71Ř.1.Ý.ËPas encore d'évaluation
- Programmation Theorique PDFDocument12 pagesProgrammation Theorique PDFالمركز الخاص بالتكوين المهنيPas encore d'évaluation
- TD Fraisage FanucDocument16 pagesTD Fraisage Fanucomarmathlouthi1654Pas encore d'évaluation
- Exercice 4 CorrigDocument2 pagesExercice 4 CorrigsiniorPas encore d'évaluation
- Pieces TourDocument75 pagesPieces TourNassro ZiadPas encore d'évaluation
- Cycle Fanuc FraisageDocument33 pagesCycle Fanuc FraisageBarou Haya SanniPas encore d'évaluation
- Examen FF 2018 V2 CorrigéDocument9 pagesExamen FF 2018 V2 CorrigéYassin Belkacem80% (5)
- Le syndrome périodique associé à la cryopyrine (CAPS)D'EverandLe syndrome périodique associé à la cryopyrine (CAPS)Pas encore d'évaluation
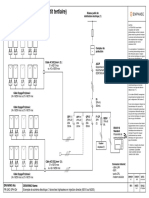
- 3 Branches Triphasées en Injection Directe M215 Ou M250Document1 page3 Branches Triphasées en Injection Directe M215 Ou M250MbgardPas encore d'évaluation
- Caplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesDocument28 pagesCaplp Externe Genie Electrique Electrotechnique Et Energie Epreuve 1 Doc RessourcesOus SàmàPas encore d'évaluation
- Format Eur FrancaiseDocument1 pageFormat Eur FrancaiseAdnan NandaPas encore d'évaluation
- Mesure de Compression Moteur Vers FinaleDocument46 pagesMesure de Compression Moteur Vers FinaleRaouf HarzallahPas encore d'évaluation
- Arval - Cofrastra 40Document16 pagesArval - Cofrastra 40helder.fradePas encore d'évaluation
- Calendrier Des Examens Semestre Impair Janvier 2022 AlphaDocument28 pagesCalendrier Des Examens Semestre Impair Janvier 2022 AlphaMeg JustMegPas encore d'évaluation
- 3 Partie Caractéristiques Des LubrifiantDocument32 pages3 Partie Caractéristiques Des Lubrifiantsamir belamriPas encore d'évaluation
- Exercice D'application Optique VDocument1 pageExercice D'application Optique VARDALAn MohamedPas encore d'évaluation
- PV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRDocument2 pagesPV Liste-De-Prix Onduleurs HUAWEI 11-2023 FRkoumbounisdimPas encore d'évaluation
- Chapitre 1 LES OUTILS MATHEMATIQUESDocument9 pagesChapitre 1 LES OUTILS MATHEMATIQUESa.ddPas encore d'évaluation
- Exam. F.CDocument2 pagesExam. F.CmidsmasherPas encore d'évaluation
- Thèse Data IntegrityDocument83 pagesThèse Data IntegrityBasma YagoubiPas encore d'évaluation
- Depliant ELM MasterDocument3 pagesDepliant ELM MasterYazid AbouchihabeddinePas encore d'évaluation
- Observatoire National de La Filiere Riz Du Burkina Faso (Onriz)Document6 pagesObservatoire National de La Filiere Riz Du Burkina Faso (Onriz)toni_yousf2418Pas encore d'évaluation
- The Cuban Missile CrisisDocument8 pagesThe Cuban Missile Crisismilan.bodis523Pas encore d'évaluation
- 2nd - Exercices Corrigés - Variations D'une FonctDocument1 page2nd - Exercices Corrigés - Variations D'une Fonctalyahmed610Pas encore d'évaluation
- Af Sen GaeDocument42 pagesAf Sen GaeعبداللهبنزنوPas encore d'évaluation
- Exposé MDE Et Énergie RenouvelablesDocument12 pagesExposé MDE Et Énergie Renouvelablesromain fokamPas encore d'évaluation
- ExcisionDocument54 pagesExcisionAbdou Razak OuédraogoPas encore d'évaluation
- RSE & EthiqueDocument6 pagesRSE & Ethiquealemor2369Pas encore d'évaluation
- Marry Your Daughter Sheet - 1Document2 pagesMarry Your Daughter Sheet - 1Nurendung ZuliantoPas encore d'évaluation
- Jadwal Genap 2223-2Document2 pagesJadwal Genap 2223-2nowo benyPas encore d'évaluation