Académique Documents
Professionnel Documents
Culture Documents
Cours Initiation Dessin Industriel
Transféré par
lekouf43Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Cours Initiation Dessin Industriel
Transféré par
lekouf43Droits d'auteur :
Formats disponibles
UNIVERSITE MOHAMMED V - AGDAL
ECOLE SUPERIEURE DE TECHNOLOGIE - SALE
NOTES DE COURS
A-A
Ech. 1 : 2
Nom
Vue de droite
Vue de Face
Date
A4
E.S.T. - Sal
Numro
Vue de dessus
3
2
1
Rep Nbr Dsignation Matire Observation
PREMIERE PARTIE :
INITIATION AU DESSIN
INDUSTRIEL
Matires plastiques et isolantes
Aluminium et alliages dAluminium
Cours assur par : A. ZINE
TABLE DES MATIERES
INITIATION AU DESSIN INDUSTRIEL
I.
Elments de Normalisation
II.
Les formats
Les lments permanents
Lchelle
Le cartouche
Les critures
La nomenclature
La mise en page
Les traits
Projections orthogonales
Vue dun objet
Rgle dobtention dune vue
Noms des vues principales
Positions des vues principales
Symbole des dispositions des vues
Vues adjacentes
Lignes de rappel horizontales et verticales
Lignes de correspondance 45
III.
Prsentations particulires en projections orthogonales
IV.
Introduction
Vues interrompues
Pices de rvolution
Vues partielles
Vues obliques
Perspectives
Objectif dune perspective
Perspective cavalire
Principe de trac
Exemples
Perspective isomtrique
Principe de trac
Exemples
V.
Coupes et sections
Les coupes simples
Principe
Reprsentation des surfaces coupes
Trac dune vue en coupe
Elments non coups longitudinalement
Les demi-vues
Principe
Condition de ralisation dune demi-vue
La demi-coupe
Principe
Condition de ralisation dune demi-coupe
Reprsentation normalise
Les coupes brises
Coupes brises plans parallles
Coupes brises plans scants
Les coupes partielles
Coupes de nervures
Cours assur par : A. ZINE
TABLE DES MATIERES
Sections de faible paisseur
Les sections
Principe
Comparaison entre une coupe et une section
Sections sorties et sections rabattues
VI.
Intersections
Dfinitions
Mthode des plans auxiliaires
Exemples
VII. Reprsentation des filetages
Terminologie
Caractristiques des filetages et taraudages
Reprsentation des filetages et taraudages
VIII. Tolrances dimensionnelles
Ncessit des tolrances
Notion darbre et dalsage
Elments de tolrancement
Notation des cotes tolrances
Tolrances chiffres
Tolrances donnes par systme ISO
Exemples de cotes tolrances chiffrs
Systmes ISO de tolrances
Dsignation des tolrances
Principaux carts fondamentaux pour les arbres et alsages
Exemples de cotes tolrances ISO
IX.
Excution graphique de la cotation
X.
Gnralits
Cotation des cas usuels
Mode de cotations
Rgles de trac
Notions sur les ajustements
Dfinition et criture
Nature dun ajustement
Notion de jeu
Ajustement avec jeu
Ajustement avec serrage
Ajustement incertain
Ajustements couramment utiliss (Systmes alsage normal)
Exemples
XI.
Cotation fonctionnelle
Ncessit de la cotation fonctionnelle
Vocabulaire
Chanes de cotes
Mthode dtablissement dune chane de cotes
Rgles respecter
Equation de projection et calcul
XII. Tolrances gomtriques
Etat de surface ou rugosit
Reprsentation schmatique
Tolrances gomtriques
Reprsentation schmatique
XIII. Vocabulaire technique
Cours assur par : A. ZINE
Initiation au Dessin Industriel
I.
Elments de Normalisation
GENERALITES :
Les diffrentes phases d'laboration du cahier des charges fonctionnelles, de conception, de ralisation,
de validation et d'exploitation d'un systme technique ou tout autre produit mettent en relation des
intervenants d'origines diverses : concepteurs, fabricants, commerciaux, utilisateurs ....
Pour permettre les changes entre ces diffrents intervenants, il est ncessaire d'utiliser un langage de
communication technique : LE DESSIN INDUSTRIEL.
II.
DEFINITION :
Le dessin technique est le langage de la communication technique entre les diffrents
intervenants des secteurs industriels. Il permet de reprsenter graphiquement ou
schmatiquement un objet.
Le dessin technique doit contenir toutes les informations ncessaires pour dfinir un produit, en vue de
sa ralisation. De ce fait, il exige :
- des connaissances gnrales et techniques ;
- une connaissance approfondie des normes ;
- une culture technologique.
III.
DIFFERENTS DESSINS RENCONTRES :
Ci-dessous les principaux dessins que nous rencontrerons : (Exemple du T de dessin)
II.1.
LE
SCHEMA :
Dessin dans lequel sont utiliss des symboles graphiques
indiquants les fonctions des composants et leurs relations.
II.2.
LE
DESSIN DENSEMBLE :
01
03
02
Dessin reprsentant la forme et la disposition des lments
constituant un systme mcanique. En faisant apparatre
tous ses lments constitutifs, il permet de comprendre le
fonctionnement du mcanisme.
II.3.
LE
DESSIN DE DEFINITION : (Exemple
: La rgle du t de dessin, repre 01)
Dessin dfinissant totalement les exigences fonctionnelles
dune pice (formes, dimensions, matriau,) permettant
ainsi un change dinformations entre le concepteur et le
fabricant de cette pice.
IV.
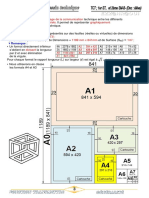
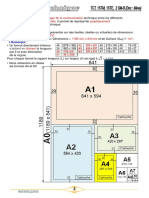
LES FORMATS :
Les dessins techniques sont reprsents sur des feuilles de dimensions normalises appeles :
FORMATS.
- Le format A0 : Surface A0 (SA0) = 1m ; Dimensions = 1189mm x 841mm
* Remarque : 1 format directement infrieur sobtient en divisant la longueur par 2.
Cours assur par : A. ZINE
Initiation au Dessin Industriel
Elments de Normalisation
- Le format A1 : SA1= SA0 / 2 ; Dimensions A1 = 841mm x 594 mm ;
- Le format A2 : SA2= SA1 / 2; Dimensions A2 = 594mm x 420 mm ;
- Le format A3 : SA3= SA2 / 2 Dimensions A3 = 420mm x 297 mm ;
- Le format A4 : SA4= SA3 / 2 Dimensions A4 = 297mm x 210 mm.
"
Le format du plan densemble du T de dessin (document 1 page suivante) est un format A4.
V.
LES ELEMENTS PERMANENTS :
Voir plan densemble du t de dessin (document 1).
IV.1. LE
CADRE :
Il se situe 10mm du bord de la feuille pour les formats courants (A4, A3, A2).
IV.2. LE S COORDONNEES :
Elles permettent la localisation dun dtail du dessin.
IV.3. LE
REPERE DORIENTATION :
Il permet dorienter le dessin. Il doit toujours tre dirig vers soi.
VI.
LECHELLE :
Lorsque lobjet reprsenter sur un format papier est de grandes dimensions, une rduction du dessin
est parfois ncessaire. A linverse, si lobjet est de dimensions trop petites on procde alors un
agrandissement. Pour cela, on doit calculer les nouvelles dimensions du dessin laide dun coefficient
dagrandissement ou de rduction : l ECHELLE de reproduction.
Lchelle dun dessin est le rapport entre les dimensions dessines et les dimensions relles
de lobjet.
Echelle =
)
)
Dimensions dessines
Dimensions relles
Ecriture dune chelle dans un cartouche : Echelle ou bien Ech. (Exemple : Echelle 1:10)
Rapport dchelle
Echelle 1:1, pour la vraie grandeur
Echelle 1: x, pour la rduction (exemple : Echelle 1:2)
Echelle x :1, pour lagrandissement (exemple : Echelle 2:1)
"
Dterminer lchelle du dessin densemble du t de dessin laide du dessin ci-dessous :
- Longueur relle = 684 mm ;
- Longueur dessine = 171 mm ;
- Echelle = 171 / 684 = 0,25 = 1/4.
Cours assur par : A. ZINE
Initiation au Dessin Industriel
Elments de Normalisation
Echelle 1:4
684
VII. LE CARTOUCHE : Voir plan densemble du t de dessin (document 1)
Le cartouche est la carte didentit du dessin technique et comporte toutes les indications
permettant de classer et dutiliser le dessin. Il est situ au bas du format et contient les
indications suivantes :
Le titre du dessin, lchelle du dessin, lidentit du dessinateur (nom, prnom, classe), la date,
le format, le nom de ltablissement, le symbole de disposition des vues et le numro du
document.
VIII. LES ECRITURES :
Sur un dessin technique, on utilise une criture normalise. En dessin manuel, les critures sont
ralises laide dun trace lettre :
IX.
LA NOMENCLATURE : Voir plan densemble du t de dessin (Document 1)
Cest la liste complte des pices qui constituent un ensemble dessin. Il est li au dessin
densemble par les repres des pices (01, 02, 03 ).
La nomenclature est compose de 5 colonnes :
- Le repre de chaque pice (REP.) ;
- Le nombre de chaque pice (NBR.) ;
- Le nom des pices (DESIGNATION) ;
- La matire de chaque pice (MATIERE) ;
- Une observation si ncessaire (OBS.).
Cours assur par : A. ZINE
Cours assur par : A. ZINE
Initiation au Dessin Industriel
X.
Elments de Normalisation
LA MISE EN PAGE :
La rpartition des diffrentes vues dans le format est ncessaire afin d'obtenir une disposition quilibre.
Cet agencement sur le dessin est appel mise en page.
XI.
LES TRAITS :
Pour effectuer un dessin technique, on utilise un ensemble de traits dont chacun possde une
signification bien prcise. Un type de trait est caractris par sa :
- Nature : CONTINU ou INTERROMPU ou MIXTE ;
- Largeur : FORT ou FIN.
Trait fort
0.5
0.7
LARGEUR DES TRAITS
Trait fin
0.25
0.35
Le tableau suivant rsume quelques types de traits courants, nous expliquerons leurs applications au
fur et mesure que nous les rencontrerons.
DESIGNATION
APPLICATIONS
Artes et contours vus.
Cadre et cartouche
Trait continu fort
Trait interrompu court fin (ou
pointill)
Artes et contours cachs
Trait mixte fin (ou trait daxe)
Axes
Plan de coupe ou de symtrie
Trait continu fin
Lignes dattache de repres et
de cotes.
Hachures.
Continu fin ondul
Ou
Rectiligne en zigzag
Limites de vues ou de coupes
partielles
Trait mixte fin deux tirets
Contours de pices voisines
Parties situes en avant du plan
de coupe
* Remarque : 2 TRAITS CONTINUS FORTS NE SE CROISENT JAMAIS.
Cours assur par : A. ZINE
Initiation au Dessin Industriel
I.
Projections Orthogonales
INTRODUCTION :
Pour tre utilisable, limage dun objet doit tre reprsente fidlement. Limage ne doit pas tre
dforme.
II.
VUE DUN OBJET :
La vue dun objet dpend de la position de lobservateur par rapport lobjet reprsenter. Dans
l'espace, autour de cet objet on peut se placer 6 endroits diffrents si on fait des rotations de 90.
En effet, pour lexemple de lappareil photo ci-contre, les flches
de A F reprsentent les 6 positions possibles et les autres flches
les rotations de 90 pour y parvenir.
III.
REGLE DOBTENTION DUNE VUE :
Pour obtenir une vue non dforme de lobjet, La face observe (A) doit tre parallle au plan du
dessin (P) et les rayons visuels de lobservateur doivent tre perpendiculaires au plan du
dessin (P). La vue obtenue est donc une projection orthogonale de l'objet.
Lobservateur
I.
Lobjet
Le plan du dessin
NOM DES VUES PRINCIPALES :
Trs souvent une seule vue nest pas suffisante pour dfinir lobjet. Pour excuter dautres vues,
lobservateur se dplace autour de lobjet en respectant les rgles dobtention des vues.
Afin de distinguer les diffrentes vues, le nom dune vue est celui de la position de lobservateur par
rapport lobjet.
La mthode dobtention de ces diffrentes vues consiste dabord choisir une position de rfrence, en
gnral il s'agit de la face o l'on voit le mieux les formes ou dtails techniques de l'objet (Appareil
photo en 3D par exemple) :
Cours assur par : A. ZINE
10
Initiation au Dessin Industriel
Cette vue s'appelle la vue de FACE, direction dobservation A
Projections Orthogonales
En dessin industriel, les contours de la vue sont tracs en trait continu fort.
En partant de cette position de rfrence, on effectue une rotation de 90 vers la droite pour arriver la
vue de DROITE, direction dobservation B :
En partant toujours de la position de rfrence (vue de face) on peut galement se dplacer vers la
gauche pour arriver vers la vue de GAUCHE, direction dobservation C :
De la mme faon on peut obtenir la vue de DESSUS suivant la direction dobservation D :
Ou encore la vue de DESSOUS suivant la direction dobservation E :
Cours assur par : A. ZINE
11
Initiation au Dessin Industriel
Projections Orthogonales
Par contre, pour arriver derrire l'objet il faut effectuer 2 bonds de 90 pour arriver la vue de DOS ou
derrire, direction dobservation F :
Dans cette vue les cercles correspondant l'objectif et la bague de mise au point sont tracs en trait
interrompu puisquils ne sont pas visibles suivant direction dobservation F.
En conclusion : Tout objet peut donc tre reprsent par six vues principales : Vue de face donnant le
plus de dtails sur les formes de lobjet, vue de droite, vue de gauche, vue de dessus, vues de dessous
et vue de derrire. Habituellement, on dessine seulement celles qui sont ncessaires.
II.
POSITION DES VUES PRINCIPALES :
Principe : Lobjet prsenter est plac entre lobservateur et le plan de projection. Cette mthode de
projection est dite Europenne.
Exemple :
Vue de DROITE ici
Objet
Observateur DROITE
En respectant ce pricipe de disposition on remarquera, sur lexemple suivant de la pile, que :
- La vue de droite est place gauche de la vue de face ;
- La vue de gauche est place droite de la vue de face ;
- La vue de dessus est place sous la vue de face ;
- La vue de dessous est place sur la vue de face ;
- La vue derrire est place soit lextrmit gauche, soit lextrmit droite.
Le tableau illustre galemnt pour chaque vue obtenue la position de lobservateur par rapport la vue
de face (rfrences A, B, ).
Cours assur par : A. ZINE
12
Initiation au Dessin Industriel
Projections Orthogonales
Symbole des dispositions des vues : Ce moyen de rangement des vues est appel mthode
europenne , ceci est signal par un petit symbole dssin dans le cartouche :
Il faut nanmoins savoir quil existe une mthode amricaine dans laquelle la vue de droite, la vue de
gauche, la vue de dessus sont mises respectivement droite, gauche, au dessus de la vue face.
Vue de DROITE
Vue de DESSOUS
Vue de FACE
Vue de GAUCHE
En face
A droite
A gauche
Au dessus
En dessous
Derrire
Vue de DESSUS
Vue de DERRIERE
La mme
A gauche
A droite
En dessous
Au dessus
A droite/gauche
Vue de face
Vue de droite
Vue de gauche
Vue de dessus
Vue de dessous
Vue de derrire
Rappel sur les types de traits utiliss : Les artes et les contours vus sont en traits continus
forts, les cachs sont en traits interrompus courts fins et les axes sont en traits mixtes fins.
* Remarques :
- La vue de face est aligne HORIZONTALEMENT avec la vue de droite, la vue de gauche et la vue
darrire ;
- La vue de face est aligne VERTICALEMENT avec la vue dessus et la vue de dessous ;
- La largeur de la vue de gauche (ou de droite) est gale la hauteur de la vue de dessus.
Cours assur par : A. ZINE
13
Initiation au Dessin Industriel
I.
Projections Orthogonales
VUES ADJACENTES :
Sur lexemple prcdent de la pile, on a remarqu que la vue de face, la vue de gauche, la vue de droite
ainsi que la vue de derrire sont alignes HORIZONTALEMENT. La vue de face, la vue de dessus et
celle de dessous sont alignes VERTICALEMENT.
Deux vues alignes verticalement ou horizontalement et situes cte cte sont
des vues
ADJACENTES.
)
II.
Exemples de vues adjacentes : Vue de face et vue de droite ou Vue de face et vue de dessous.
LIGNES DE RAPPEL HORIZONTALES ET VERTICALES :
Problme :
a) Complter la vue de face de la pile par la reprsentation du corps dfinit sur la vue de dessus et
la vue de gauche qui sont ADJACENTES la vue de face.
b) Tracer les lignes de rappel verticales entre la vue de dessus et la vue de face qui dlimitent le
corps . Indiquer le sens de construction de ces lignes.
c) Tracer les lignes de rappel horizontales entre la vue de gauche et la vue de face qui dlimitent le
corps . Indiquer le sens de construction de ces lignes.
Les 4 lignes de rappel se croisent en quatre points (1, 2, 3, 4).
d) Joindre les points dintersections des lignes de rappel par des traits continus forts afin dobtenir le
contour du corps de la pile sur la vue de face.
Cours assur par : A. ZINE
14
Initiation au Dessin Industriel
III.
Projections Orthogonales
LIGNE DE CORRESPONDANCE A 45 :
Problme : Complter la vue de droite de la pile par la reprsentation du corps dfinit sur la vue
de dessus et de la vue de face.
* Remarque : La vue de dessus et la vue de droite ntant pas adjacentes, elles ne correspondent pas
horizontalement ou verticalement. Pour leur correspondance, nous ferons appel une ligne de
construction appele LIGNE DE CORRESPONDANCE A 45.
a) Tracer les lignes de rappel horizontales entre la vue de face et la vue de droite qui dlimitent le
corps . Indiquer le sens de construction de ces lignes.
b) Tracer les lignes de report de cotes, moyennant la droite 45, entre la vue de dessus et la vue de
droite qui dlimitent le corps . Indiquer le sens de construction de ces lignes.
Les 4 lignes de rappel se croisent en quatre points (1,2,3,4).
c) Joindre les points dintersections des lignes de rappel par des traits continus forts afin dobtenir le
contour du corps de la pile sur la vue de droite.
Ligne de
correspondance 45
* Remarque : Les lignes de rappel sont des lignes de construction temporaires effacer lors de la mise au net
du dessin (mise au propre du dessin).
Cours assur par : A. ZINE
15
Initiation au Dessin Industriel
I.
Reprsentation Particulires en Projections Orthogonales
INTRODUCTION :
Dans la section prcdente, la position des vues est dfinie par la mthode de projection. Cest le cas le
plus frquent dans les projections selon la mthode europenne.
Daprs la forme des pices ou objets, et pour la clart des dessins, on est conduit dans certains cas
modifier le type de projection ou y associer des reprsentations supplmentaires. Plusieurs solutions
essentielles peuvent tre utilises.
II. VUES INTERROMPUES :
Dans le cas de pices longues et de section constante,
on peut nen reprsenter que les parties essentielles
permettant elles seules de dterminer la forme complte
de la pice. Les parties conserver sont rapproches
les unes des autres et limites par un trait continu fin main leve.
III. PIECES DE REVOLUTION :
Leur reprsentation est limite seulement une vue longitudinale.
Si la partie comporte des planes ou des carrs, on fait ressortir ces
surfaces planes en traant les deux diagonales en trait continu fin.
Dans le cas de pices dont les vues ne seraient composes que
de cercles, ces vues peuvent tre remplaces soit par une projection
sur un plan parallle laxe, soit par une coupe dont laxe est contenu
dans le plan.
IV. VUES PARTIELLES :
Les pices dans les plans sont symtriques, peuvent ntre
reprsentes que par la moiti ou le quart de la vue. La vue
est limite aux axes des plans de symtrie sur lesquels on
trace deux petits traits parallles, chacune des extrmits,
afin de les reprer.
V.
VUES OBLIQUES :
Dans le cas de pice observe suivant une direction
oblique par rapport aux plans de projections ordinaires,
on peut, pour cette partie seulement, considrer la
direction oblique dobservation comme projection
ordinaire. Chaque vue partielle est limite par un trait
continue fin main leve.
Cours assur par : A. ZINE
16
Initiation au Dessin Industriel
I.
Perspectives
OBJECTIF DUNE PERSPECTIVE :
Les perspectives sont employes quand on estime quune reprsentation complmentaire permet de
mieux saisir, et plus vite, laspect gnral et les formes dune pice ou dun objet technique.
II.
LES DIFFERENTES PERSPECTIVES RENCONTREES :
- la perspective cavalire : facile et rapide construire, mais elle dforme lobjet.
- les perspectives axonomtriques :
- isomtrique : excution simple, convient pour les revues techniques et les dessins de catalogues.
- dimtrique : utilise lorsque une des faces doit tre mise en valeur par rapport aux autres.
- trimtrique : excution longue mais la perspective est trs claire.
III.
LA PERSPECTIVE CAVALIERE :
III.1. DEFINITION :
La perspective cavalire d'une pice rsulte de sa projection sur un plan parallle l'une de ses faces
principales, selon une direction oblique par rapport au plan de projection.
Les faces parallles au plan de projection se projettent en vraie grandeur. Les autres faces sont
dformes.
III.2. PRINCIPE DE TRACE :
La figure 2 reprsente sur un plan (x, z) la perspective d'un cube de cot a.
- Les artes du cube qui sont parallles au plan de projection sont reprsentes en vraie grandeur ;
- Les artes du cube qui sont perpendiculaires au plan de projection sont reprsentes :
- suivant des fuyantes inclines par rapport l'horizontale d'un angle de fuite = 45 ;
- avec un rapport de rduction k = 0,5 affect leurs dimensions.
Figure 1 : Mode d'obtention d'une perspective cavalire.
Cours assur par : A. ZINE
Figure 2 : Perspective cavalire d'un cube de rfrence.
17
Initiation au Dessin Industriel
Perspectives
- Un cercle situ dans un plan parallle au plan (x,z) de projection se projette suivant un cercle de
diamtre a ;
- Un cercle situ dans un plan perpendiculaire au plan (x,z) de projection se projette suivant une ellipse
de grand axe gal a et de petit axe gale 0,5.a.
* Remarques :
- La perspective cavalire est la plus simple raliser mais dforme beaucoup la pice ;
- Choisir comme face avant la face la plus complexe ;
- En cas de cotation placer les lignes de cote et les critures dans la mme direction que les fuyantes.
IV.
EXEMPLES DE PERSPECTIVES CAVALIERES :
IV.1. REPRESENTATION D'UNE CHAPE EN PROJECTION ORTHOGONALE ET EN PERSPECTIVE CAVALIERE :
IV.2. AUTRES EXEMPLES :
Cours assur par : A. ZINE
18
Initiation au Dessin Industriel
V.
Perspectives
LES PERSPECTIVES AXONOMETRIQUES :
V.1.
DEFINITION :
La perspective axonomtrique d'une pice rsulte de sa projection orthogonale sur un plan oblique par
rapport ses faces principales. La projection de ces diffrentes faces n'est donc pas en vraie grandeur.
Si les angles , et sont diffrents, la perspective est dite trimtrique.
Si = = =120, la perspective est dite isomtrique (voir figure 4).
V.2.
PRINCIPE DE TRACE :
La figure 4 reprsente la perspective isomtrique d'un cube de cot a.
- Les artes du cube sont reprsentes :
- suivant des directions inclines de 120 entre elles ;
- avec un rapport de rduction k = 0,82 affect leur dimensions.
- Un cercle appartenant une des faces du cube se projette suivant une ellipse de grand axe gal a et
de petit axe gale 0,58 x a.
Figure 3 : Mode d'obtention d'une perspective axonomtrique
Figure 4 : Perspective isomtrique d'un cube.
* Remarque :
- La perspective isomtrique donne une vision assez raliste de l'objet reprsent ;
- Pour faciliter le trac en dessin manuel on peut utiliser :
- la notion de dessin isomtrique : rapport de rduction k = 1 ;
- un canevas pr imprim (quadrillage avec des droites inclines 120).
Cours assur par : A. ZINE
19
Initiation au Dessin Industriel
VI.
Perspectives
EXEMPLES DE PERSPECTIVES ISOMETRIQUES :
VI.1. REPRESENTATION D'UNE CHAPE EN PROJECTION ORTHOGONALE ET EN PERSPECTIVE
ISOMETRIQUE
VI.2. AUTRES EXEMPLES :
Cours assur par : A. ZINE
20
Initiation au Dessin Industriel
I.
Coupes et Sections
INTRODUCTION :
En mode de reprsentation normal, les formes intrieures d'un objet simple peuvent tre dcrites partir
des traits interrompus courts ("pointills"), cependant la mthode devient vite complexe lorsque les
contours intrieurs sont nombreux. Dans le cas des dessins d'ensemble, les tracs deviennent vite
illisibles et l'identification des pices impossible.
Pour de tels cas, les vues en coupe, galement appeles "coupes", permettent une meilleure dfinition et
une comprhension plus aise des formes intrieures ou des divers composants.
II.
LES COUPES SIMPLES :
II.1.
PRINCIPE DUNE COUPE SIMPLE :
ETAPE 1 : CHOISIR UN PLAN DE COUPE (P)
ETAPE 2 : COUPER LA PIECE SUIVANT
Cette partie
mempche de
voir lintrieur
Je ne vois
pas lintrieur
de la pice
(P)
Observateur
(P)
Partie supprimer
ETAPE 3: SUPPRIMER LA PARTIE DE LA
PIECE ENTRE LOBSERVATEUR ET (P)
ETAPE 4 : PROJETER LA PARTIE
OBSERVEE SUR LE PLAN (P)
Je peux observer
lintrieur de la
pice
La matire
coupe est
hachure
Hachures
Matire coupe
II.2.
REPRESENTATION DES SURFACES COUPEES :
Les surfaces coupes sont reprsentes par des HACHURES (traits fins).
Les diffrents types de hachures : Afin de faciliter la reconnaissance de la famille de matire dune
pice, on peut employer des types de hachures spcifiques. Ci-dessous les types de hachures des
catgories de matires frquemment rencontres en construction mcanique :
Cours assur par : A. ZINE
21
Initiation au Dessin Industriel
Coupes et Sections
Mtaux ferreux (Aciers, fontes)
Aluminium et alliages dAluminium
Cuivre et alliages de Cuivre
Matires plastiques et isolantes
* Remarques :
- Les hachures reprsentent LES ZONES DE MATIERE COUPEE ;
- Les hachures sont reprsentes en trait continu fin oblique (30, 45, 60, ) ;
- Les hachures ne traversent jamais un trait fort ;
- Les hachures ne sarrtent jamais sur un trait interrompu fin (contour cach).
II.3.
DEFINITIONS ET TRACES DUNE VUE EN COUPE :
1
3
2
Trac du plan de coupe : En trait mixte fin muni de 2 traits forts aux extrmits
Dsignation du plan de coupe :
Deux lettres majuscules chaque
extrmit
Indication du sens dobservation :
Deux flches perpendiculaires au
plan et diriges vers la vue en
coupe obtenir.
Dsignation de la vue en coupe :
Les deux lettres majuscules de
dsignation du plan de coupe (3)
Transformer la vue en coupe
(Contours et artes visibles)
Hachures reprsentant les
zones coupes (traits continus
fins)
(A)
Sur une vue existante se trouve
les indications de coupe
(Etapes 1, 2, 3 et 4)
Sur une autre vue se trouve le
rsultat de la coupe
(Etapes 5 et 6)
* Remarques :
- L'intervalle entre les traits de hachure doit tre choisi en fonction de la grandeur de la surface
hachurer en tenant compte des prescriptions relatives l'espacement minimal : environ 0,7 mm ou deux
fois la largeur du trait le plus large ;
- Les diffrentes coupes dune mme pice (parties, vues diffrentes.) doivent tre hachures dune
manire identique : mme motif, mme inclinaison, etc. Autrement dit, on conserve des hachures
identiques dune vue lautre.
Cours assur par : A. ZINE
22
Initiation au Dessin Industriel
II.4. ELEMENTS NON COUPES LONGITUDINALEMENT (DANS LA LONGUEUR) :
Coupes et Sections
Dune manire gnrale on ne coupe pas un lment plein dans sa longueur si la coupe ne donne pas une
reprsentation plus dtaille, ce qui se produit frquemment dans les dessins densemble.
)
III.
Exemple : Arbres pleins, vis, boulons, rivets, Billes, clavettes, goupilles
LES VUES :
Principe dune vue : Il consiste reprsenter la moiti dune pice afin de simplifier le trac. Il
existe deux types de vues : vue extrieure et vue en coupe.
Condition de ralisation dune vue : La pice doit obligatoirement possder un plan de
symtrie.
A-A
La pice ci-dessus
peut tre
reprsente soit en
vue extrieure, soit
en coupe.
On constate que,
dans les deux cas,
une partie de la vue
est symtrique
lautre.
On peut donc
simplifier le trac
en ne reprsentant
quune moiti de la vue.
A-A
A-A
ATTENTION !
Une vue est limite par un trait
daxe au niveau de son plan de
symtrie.
vue extrieure
Cours assur par : A. ZINE
Il faut dessiner les symboles de
symtrie en trait fin, sur laxe, de
chaque cot de la vue.
23
vue en coupe
Initiation au Dessin Industriel
IV.
Coupes et Sections
LA COUPE :
Principe dune coupe : Il consiste reprsenter sur une mme vue, de part et dautre de laxe de
symtrie, une moiti de la pice en vue extrieure pour dcrire les formes et les contours extrieurs et
lautre moiti en coupe afin de dfinir les formes intrieures.
Condition de ralisation dune coupe : La pice doit obligatoirement possder un plan de
symtrie.
Reprsentation normalise : Elles sont les mmes que pour les coupes usuelles, l'indication du plan
de coupe est inchange. Les deux demi-vues sont toujours spares par un axe de symtrie, trait
mixte fin (ou trait d'axe) l'emportant sur tous les autres types de traits.
ATTENTION ! ! ! NE PAS CONFONDRE VUE EN COUPE et COUPE
ATTENTION !
coupe A-A
Cours assur par : A. ZINE
24
Dsignation de la coupe
Initiation au Dessin Industriel
V.
Coupes et Sections
COUPES BRISEES :
Les coupes brises sont utilises avec des objets prsentant des contours intrieurs relativement
complexes. Elles apportent un grand nombre de renseignements et vitent l'emploi de plusieurs coupes
normales. Le plan de coupe brise est construit partir de plusieurs plans de coupe usuels.
V.1.
COUPE BRISE PLANS PARALLLES :
Principe : Le plan de coupe est construit partir de plusieurs plans de coupe classiques parallles
entre eux. Pour ce cas la correspondance entre les vues est conserve.
Principe de reprsentation :
Reprsentation normalise :
- Les tracs des plans de coupe sont renforcs chaque changement de direction ;
- La vue en coupe A-A reprsente les plans de coupe comme sils avaient t mis dans le prolongement
les uns des autres.
V.2.
COUPE BRISEE A DEUX PLANS SECANTS OU A PLANS OBLIQUES :
Principe : Le plan de coupe est constitu de deux plans scants. La vue coupe est obtenue en
ramenant dans un mme plan tous les tronons coups des plans de coupe successifs. La
correspondance entre les vues n'est que partiellement conserve et les discontinuits du plan de coupe
(artes ou angles) ne sont pas reprsentes.
Cours assur par : A. ZINE
25
Initiation au Dessin Industriel
Coupes et Sections
Principe de reprsentation :
Reprsentation normalise :
- Les tracs des plans de coupe sont renforcs au changement de direction des plans de coupe ;
- Le plan de coupe oblique est amen par rotation dangle dans le prolongement de lautre.
VI.
COUPES PARTIELLES :
Elles permettent de dfinir uniquement quelques dtails du contour intrieur d'un objet. Elles vitent les
nombreux tracs inutiles qui seraient engendrs par le choix d'une coupe complte. L'indication du plan
de coupe est inutile dans ce cas.
*Remarque : un trait fin ondul sert de limite aux hachures.
Cours assur par : A. ZINE
26
Initiation au Dessin Industriel
Coupes et Sections
VII. COUPES DE NERVURES :
)
)
Exemple : Une pice comportant deux nervures de part et dautre dun bossage.
Objectif : Diffrencier immdiatement la coupe dune pice massive de celle dune pice nervure de
mme section.
Si on lobserve suivant la flche et quon la
Pour viter leffet visuel de masse :
reprsente en coupe, le plan de coupe A-A passe
On ne coupe jamais longitudinalement une
par le plan mdian des nervures et la vue en
nervure.
coupe A-A obtenue ci-dessous donne une ide
fausse des formes de la pice qui semble
massive.
NERVURE
NERVURE
VIII. SECTIONS DE FAIBLE EPAISSEUR :
Dans le cas de faible paisseur, on peut noircir les parties coupes. Exemple dun circlips en coupe :
A
A-A
Surface noircie
Cours assur par : A. ZINE
27
Initiation au Dessin Industriel
IX.
Coupes et Sections
LES SECTIONS :
On peut les considrer comme des vues complmentaires ou auxiliaires. Elles se prsentent comme des
tranches de pice trs fines et permettent de dfinir avec exactitude une forme, un contour, un profil en
liminant un grand nombre de tracs inutiles.
Principe : Dans une coupe normale toutes les parties au-del du plan de coupe sont dessines. Dans
une section, seule la partie coupe est dessine, l o la matire est rellement coupe ou scie. Les
sections sont dfinies de la mme manire que les coupes : plan de coupe, flches, lettres etc.
Principe de reprsentation :
Reprsentation normalise :
Comparaison entre coupe, demi-coupe et section : Dans une section, seule la partie coupe est
dessine, l o la matire est rellement coupe. Dans une coupe, en plus de la partie coupe, toutes les
parties visibles au-del du plan de coupe sont dessines. Dans une demi-coupe, seule une moiti de vue
est dessine en coupe, l'autre moiti reste en mode de reprsentation normal.
Cours assur par : A. ZINE
28
Initiation au Dessin Industriel
X.
Coupes et Sections
SECTIONS SORTIES ET SECTIONS RABATTUES :
IX.1. SECTIONS SORTIES :
Ce sont des sections particulires. Les contours sont dessins en trait continu fort et les hachures en
trait fin. Elles peuvent tre places :
- prs de la vue dans le prolongement du plan de coupe ("trait d'axe : mixte fin "). Les indications de
coupes (plans, flches, lettres) peuvent ne pas tre places si il n'y a aucune ambigut possible ;
- ou dans une autre position avec lments d'identification (plan de coupe, sens d'observation, lettres).
IX.2. SECTIONS RABATTUES :
Ce sont des sections particulires rabattues directement sur la vue choisie et dessines en trait continu
fin. Les indications (plan de coupe, sens d'observation, dsignation) sont en gnral facultatives. Pour
plus de clart, il est prfrable d'liminer ou "gommer" les formes de l'objet vues sous la section.
Cours assur par : A. ZINE
29
Initiation au Dessin Industriel
I.
Intersections
DEFINITIONS :
L'intersection entre deux corps volumiques est l'ensemble des points communs chacune des surfaces
d'intersection des deux corps. Donc, dans un problme d'intersection, on cherche dterminer la courbe
d'intersection C qui est l'ensemble des points appartenant la surface du corps 1 et la surface du corps
2.
Le cas le plus simple et celui que l'on rencontre le plus souvent dans les dessins techniques est
l'intersection de deux cylindres perpendiculaires (ou non) avec des diamtres diffrents. La courbe
d'intersection C est indpendante de la position de la matire par rapport aux surfaces des volumes, c'est
dire la courbe est identique pour l'intersection de deux cylindres pleins ou de deux perages.
Dans la pratique en dessin technique (en 2 dimensions) on peut parfois simplifier le trac de
l'intersection de deux cylindres concourants et perpendiculaires quand le rapport des diamtres est plus
grand ou gal 1,5. La courbe d'intersection peut tre alors remplace par un arc de cercle de rayon R
gal celui du grand cylindre dans la vue parallle aux axes du cylindre.
Les cas d'intersection de volumes que l'on doit rsoudre dans la pratique sont assez varis, comme par
exemple des intersections extrieures de cylindre ou des intersection de perages, des dgagements de
vis dans des couvercles, des intersections de congs cylindriques ou toriques, des rainures de clavettes,
des cylindres ou des cnes usins, etc.
Cours assur par : A. ZINE
30
Initiation au Dessin Industriel
Intersections
Pour tudier ces intersections on choisira des volumes simples comme des plans, des cylindres, des
cnes, des sphres et parfois la composition de plusieurs volumes. Une courbe d'intersection prcise ne
peut gnralement pas tre trace directement, elle doit tre construite point par point. Pour cela il faut
utiliser des surfaces auxiliaires (supplmentaires) qui donnent avec les volumes choisis des
sections simples tracer.
En se basant sur la gomtrie lmentaire, on peut dire que :
- l'intersection de deux plans donne une droite ;
- l'intersection d'un cylindre de rvolution avec un plan parallle son axe donne un rectangle ;
- l'intersection d'un cne avec un plan passant par son sommet est un triangle ;
- la section droite (intersection avec un plan perpendiculaire l'axe) d'un corps de rvolution (cylindre,
cne, sphre) est un cercle ;
- de mme, l'intersection d'un corps de rvolution avec une sphre coaxiale (mme axe) dtermine un
cercle.
Cours assur par : A. ZINE
31
Initiation au Dessin Industriel
Intersections
Dans la pratique le plan et la sphre sont les surfaces auxiliaires utiliss, soit :
- mthode des plans auxiliaires ;
- mthode des sphres auxiliaires.
Nous nous contentons ici dillustrer la premire mthode.
II.
METHODE DES PLANS AUXILIAIRES :
II.1.
UTILISATION :
Cette mthode peut tre utilise dans tous les cas d'intersection (cylindre/cylindre, cylindre/plan,
cne/plan, sphre/plan, ... etc) quand on dfinit la pice par 2 ou 3 projections orthogonales (les vues
du dessin technique).
II.2.
PRINCIPE :
On se sert de plans auxiliaires (ou plutt de leurs traces = droites car on dessine en 2 dimensions)
dont l'intersection avec les surfaces des corps donns peut tre facilement trouve. On rpte
l'opration avec plusieurs plans auxiliaires parallles. Chaque plan donne les points de l'intersection
recherche.
Exemple 1 : intersection de deux cylindres perpendiculaires
Enonc de lExercice : Complter la vue de face par la courbe d'intersection des deux cylindres
perpendiculaires. On donne la vue de gauche et la vue de dessus compltes.
Cours assur par : A. ZINE
32
Initiation au Dessin Industriel
Intersections
Solution : On possde donc deux vues compltes, on recherche l'intersection sur la 3me vue
(quivalent la recherche de la 3me vue). La vue de gauche et celle de dessus tant dj dfinies, on
prolonge les axes de ces deux vues et on fait passer un plan 45 par leur point d'intersection.
- on choisit les points 1, 2 et 3 sur la vue de gauche ;
- on trace un plan horizontal I (en 2D : une droite I) passant par le point maximum 1 de la vue de
gauche ;
- on prolonge la droite I en direction de la vue de face ;
- le point 1 sur l'axe vertical de la vue de gauche donne les points la et lb sur l'axe horizontal de la vue
de dessus par le renvoi du plan 45 ;
- on trace, par les points la et 1b deux verticales qui coupent la droite horizontale passant par 1 en deux
points 1"a et 1"b qui appartiennent la courbe d'intersection C ;
- on trace le plan horizontal II par le point minimum 2 de la vue de gauche. De la mme faon que le
point 1, le point 2" recherch se trouve l'intersection entre l'horizontale passant par le point 2 et la
verticale mene par le point 2' de la vue de dessus ;
- on trace galement un plan auxiliaire intermdiaire III qui donne les points 3a et 3b sur la vue de
gauche et qui correspondent aux points 3"a et 3"b de la vue de face ;
- on joint la main les points 1"a, 3"a, 2", 3"b et 1"b pour obtenir la courbe d'intersection recherche ;
- si on veut plus de prcision on peut tracer d'autres plans parallles auxiliaires.
Cours assur par : A. ZINE
33
Initiation au Dessin Industriel
Intersections
Exemple 2 : intersection de deux cylindres non perpendiculaires.
Enonc : complter les vues par la courbe d'intersection des deux cylindres non perpendiculaires. Donnes :
vue de gauche complte, vue de dessus et vue de face partielles.
Solution :
- Trac de l'intersection de la vue de face en partant de la vue de gauche seule ;
- les points la et 1b se trouve sur la droite horizontale I mene par le point 1, l'intersection des deux
cylindres ;
- le point 2' se trouve l'intersection entre la droite horizontale II et l'axe du cylindre inclin ;
- pour le point intermdiaire 3, comme on ne possde que la vue de gauche complte, on choisit un
cartement quelconque de plans I et II qui donne les points de dpart 3a et 3b sur la vue de gauche ;
- sur la vue de face, l'intersection entre ce mme cartement de plans I et II et le plan auxiliaire
horizontal III donne les points 3a et 3b ;
- la courbe d'intersection se trouve en joignant la main les points l'a, 3'a, 2, 3'b, l'b ;
- Trac de l'intersection de la vue de dessus en partant de la vue de gauche et de la vue de face
(quivalent la recherche de la 3me vue) ;
- les points 1"a et 1"b sont l'intersection entre les verticales menes des points l'a et l'b de la vue de
face et l'axe horizontal renvoi de l'axe vertical passant par le point 1 de la vue de gauche ;
- idem pour les points 2"a, 2"b et pour les points intermdiaires 3"a, 3"b, 3"c et 3"d ;
- la courbe d'intersection ferme de la vue de dessus se dessine en joignant les points trouvs.
Cours assur par : A. ZINE
34
Initiation au Dessin Industriel
Cours assur par : A. ZINE
Intersections
35
Initiation au Dessin Industriel
I.
Reprsentation des Filetages
DEFINITION :
Un filetage est obtenu partir dun arbre ou dun alsage sur lequel ont t ralises une ou plusieurs
rainures hlicodales. La partie pleine restante entre les spires de la rainure est appele : FILET
Terminologie :
- Le filet ralis sur une tige cylindrique correspond un filetage (vis) ;
- Le filet ralis dans un trou cylindrique correspond un taraudage (crou).
Une vis est :
FILETEE
FILETAGE
Filet
Un crou est :
TARAUDE
TARAUDAG
Filet
II. EMPLOIS :
Les pices filetes sont dune utilisation frquente en mcanique. Un filetage peut avoir diffrentes
applications :
- ASSURER un effort de pression entre des pices pour les immobiliser les unes par rapport aux
autres. Exemple : Vis dassemblage ou de pression, crous, boulons, goujons ;
- TRANSFORMER un mouvement de rotation en un mouvement de translation : Systme Vis-Ecrou.
Exemple : Mors mobile dun tau.
III. MODES DOBTENTION :
Un filetage peut tre obtenu de plusieurs manires.
On retiendra :
- avec outil utilisation manuelle : Taraud (taraudage) ou Filire (filetage) ;
- avec outil de coupe sur Machine Outil : Outil fileter
Extrieur : filetage
Intrieur : taraudage
Cours assur par : A. ZINE
36
Initiation au Dessin Industriel
Reprsentation des Filetages
IV. CARACTERISTIQUES DES FILETAGES ET DES TARAUDAGES :
Pour quun crou puisse tre assembl une vis, les deux lments doivent avoir les mmes
caractristiques : Profil du filet, diamtre nominal, pas, sens de lhlice et nombre de filets.
Pas
Pas
Profil du filet : Il existe diffrents types de profils :
- Profil Trapzodal (transmission de mouvement avec efforts importants) ;
- Profil Gaz (robinetterie, tuyauterie) ;
- Profil Dissymtrique dents de scie (transmission defforts dans un seul sens) ;
- Profil Rond (efforts importants et chocs ; Exemple : Axe dattache caravane) ;
- Nous retiendrons le profil Triangulaire le plus courant (utilis dans la visserie courante de
commerce) :
Le profil METRIQUE ISO
Symbole du profil mtrique ISO : M
Diamtre nominal : Le diamtre nominal correspond au plus GRAND diamtre du filetage (d) ou
du taraudage (D).
TARAUDAGE
FILETAGE
Diamtre (D) mesur au fond des filets.
Diamtre (d) mesur au sommet des filets.
Condition de montage : d = D
Cours assur par : A. ZINE
37
Initiation au Dessin Industriel
Reprsentation des Filetages
Pas : Le pas est la distance, mesure paralllement l'axe, entre 2 sommets conscutifs dun mme
filet.
Pour 1 tour de la vis par rapport lcrou fixe rsulte un Dplacement, paralllement l'axe, de
la valeur du pas de la vis. Soit dune manire gnrale :
DEPLACEMENT (mm) = PAS (mm) x NOMBRE DE TOURS
Vis plusieurs filets : Lorsque l'on souhaite avoir une plus grande avance pour un tour de la vis
(grand compas balustre, robinetterie industrielle...), on utilise des vis plusieurs filets. Pour cellesci on ralise cte cte, Sur un mme cylindre, deux ou plusieurs filets identiques enrouls en
parallle (analogie avec plusieurs cordelettes enroules cte cte en hlice autour d'un mme
cylindre).
Sens de lhlice : En maintenant
son axe vertical, si on observe
une vis avec un filetage droite
(sens courant), le filet monte en
allant de la gauche vers la droite,
donc le serrage est ralis en
tournant la vis dans le sens des
aiguilles dune montre (inverse
Fixe
pour les vis filetage gauche).
Cours assur par : A. ZINE
38
Fixe
Initiation au Dessin Industriel
V.
Reprsentation des Filetages
REPRESENTATION DES FILETAGES :
Reprsentation relle :
Reprsentation normalise :
NOMINAL (d)
reprsent par un
cercle extrieur en trait FORT
Vue en bout
FOND DE FILET ( 0,8 d)
reprsent par un
3/4 de cercle intrieur
en trait FIN
Vue de face
FIN DE FILETAGE
reprsent en trait FORT
En cas de ncessit
fonctionnelle,
filet incompltement form
reprsent en trait FIN
NOMINAL (d)
reprsent en trait FORT
FOND DE FILET ( 0,8 d)
reprsent en trait FIN
* Remarque : Si un filetage est cach, il est reprsent en POINTILLES .
Cours assur par : A. ZINE
39
Initiation au Dessin Industriel
VI.
Reprsentation des Filetages
REPRESENTATION DES TARAUDAGES :
TARAUDAGE BORGNE
Reprsentation relle :
NOMINAL (D)
reprsent en trait FIN
Reprsentation normalise :
DE PERCAGE
avant taraudage ( 0,8 D)
reprsent en trait FORT
FIN DE TARAUDAGE
reprsent en trait FORT
En cas de ncessit
filet incompltement form
reprsent en trait FIN
EMPREINTE du foret 120
du perage avant taraudage
NOMINAL (d)
reprsent par 3/4 de cercle extrieur en trait FIN
DE PERCAGE avant taraudage ( 0,8 D)
reprsent par cercle intrieur en trait FORT
TARAUDAGE DEBOUCHANT
NOMINAL (D)
reprsent en trait FIN
DE PERCAGE
avant taraudage ( 0,8 D)
reprsent en trait FORT
Les hachures traversent le
nominal de taraudage et sarrtent sur les
traits forts du de perage.
* Remarque : Si un taraudage est cach, il est reprsent en POINTILLES .
Cours assur par : A. ZINE
40
Initiation au Dessin Industriel
Reprsentation des Filetages
VII. REPRESENTATION DES FILETAGES ET TARAUDAGES MONTES :
La reprsentation du filetage CACHE celle du taraudage
VIII. COTATION DES FILETAGES ET TARAUDAGES :
31
M16
20
M16
M16
22
M16
IX.1. COTATION DU DIAMETRE NOMINAL :
- On cote toujours le nominal (cest dire le plus grand diamtre). Sil sagit dun profil de
filetage mtrique ISO, placer la lettre M la place du symbole ;
- On indique le pas (aprs la valeur du ) que si celui-ci est diffrent du pas mtrique usuel.
" Coter sur les 4 vues le diamtre nominal.
IX.2. COTATION DES LONGUEURS :
- Tige filete (Vis) Cotation de la longueur filete (vue a)
" Coter la longueur filete sur la vue a.
- Trou taraud borgne
Cotation de la profondeur du taraudage (vue b)
Cotation de la profondeur du trou borgne (vue b)
" Coter la profondeur du taraudage et la profondeur du trou borgne sur la vue b.
- Trou taraud dbouchant Cotation de la profondeur du taraudage.
Cours assur par : A. ZINE
41
Initiation au Dessin Industriel
I.
Tolrances Dimensionnelles
NECESSITE DES TOLERANCES :
Aucun moyen de fabrication ne permet dobtenir une cote exactement identique celle prvue.
Il existe des machines plus prcises que dautres qui permettent de sapprocher de la cote souhaite,
mais toujours avec un cart. Pour rendre possible la fabrication, il est donc ncessaire de prvoir des
limites minimales et maximales admissibles pour chacune des cotes raliser. Ainsi Toute cote ralise
entre la cote maxi et la cote mini est considre comme bonne.
La diffrence entre les deux cotes sappelle la TOLERANCE ou INTERVALLE DE TOLERANCE
(IT). Plus la prcision exige est grande, plus l'intervalle de tolrance doit tre petit.
II.
NOTION DARBRE ET DALESAGE :
Par convention, on dsignera par ALESAGE la pice contenante et par ARBRE, la pice contenue dont
le contact peut tre soit cylindrique soit prismatique (plan).
Contact plan
Contact cylindrique
ALESAGE (Contenant)
ARBRE (Contenu)
COTE NOMINALE : Cote thorique
III.
ELEMENTS DU TOLERANCEMENT :
Cote Nominale (CN) : Cote thorique dfinie par le concepteur. Dimension ou cote qui sert de
rfrence pour lindication et linscription sur le dessin.
Ecart Suprieur : Valeur suprieure de lcart par rapport la cote nominale (ligne zro).
Nous le noterons :
et
ES pour les alsages
Ecart Infrieur : Valeur infrieure de lcart par rapport la cote nominale (ligne zro).
Nous le noterons :
es pour les arbres
ei pour les arbres
et
EI pour les alsages
Cote Maximale : Valeur de la cote nominale plus lcart suprieur : cote maximale admissible
Pour les arbres : Cote Maxi = CN + es
Cours assur par : A. ZINE
Pour les alsages : Cote Maxi = CN + ES
42
Initiation au Dessin Industriel
Tolrances Dimensionnelles
Cote minimale : Valeur de la cote nominale plus lcart infrieur : cote minimale admissible
Pour les alsages : Cote mini = CN + EI
Pour les arbres : Cote mini = CN + ei
)
)
)
Cote Moyenne : Valeur moyenne entre la cote maximale et la cote minimale
Cote Effective : Cote ralise. Elle doit tre comprise entre la cote maximale et la cote minimale.
Intervalle de Tolrance (IT) : Cest la variation permise (tolre, admissible) de la cote effective de
la pice. Elle est gale la diffrence entre lcart suprieur et lcart infrieur.
Pour les Alsages : IT = ES EI
Pour les arbres : IT = es ei
* Remarques :
- Les carts sont positifs au-dessus de la ligne zro correspendant la cote nominale et sont ngatifs
au-dessous ;
- Pour un arbre : Les carts positifs augmentent le volume de matire, les carts ngatifs le
diminuent ;
- Pour un alsage : Les carts positifs diminuent le volume de matire, les carts ngatifs
laugmentent.
IV.
NOTATION DES COTES TOLERANCEES :
IV.1. TOLERANCES CHIFFREES :
Ecart Suprieur
Exemple :
34
Cote Nominale
+0,02
-0,05
Ecart Infrieur
Remarques :
- Les valeurs des carts sont inscrites aprs la cote nominale en plaant toujours lcart suprieur audessus ;
- Les carts sont inscrits dans la mme unit que la cote nominale : le mm
- Le signe nest pa mis lorsque lcart est nul ;
+0,15
0
45
Exemple :
- Lorsque la tolrance est rpartie symtriquement par rapport la cote nominale, un seul cart est
inscrit prcd du signe (plus ou moins).
Exemple :
63
0,37
IV.2. TOLERANCES DONNEES PAR SYSTEME ISO :
ISO : Nom de lorganisation internationale de normalisation. La norme ISO dfinit une criture
simplifie des tolrances : une cote nominale est suivie dune lettre et dun chiffre ; il faut consulter un
tableau pour connatre les carts.
+0,018
Exemples : 18 H 7 (18 0
Cours assur par : A. ZINE
36 h 6 (36 -0,016)
43
-0,006
15 g 5 (15 -0,014 )
Initiation au Dessin Industriel
V.
Tolrances Dimensionnelles
EXEMPLE DE COTES TOLERANCEES CHIFFREES :
+0,021
0
20
+0,025
-0,009
12
ARBRE
ALESAGE
20
12
Ecart suprieur (mm)
es = 0,025
ES = 0,021
Ecart Infrieur (mm)
ei = - 0,009
EI = 0
0,034
0,021
Cote Maxi. (mm)
20,025
12,021
Cote mini (mm)
19,991
12
Cote Moyenne (mm)
20,008
12,0105
Cote nominale CN (mm)
IT (mm)
CALCUL POUR LALESAGE
CALCUL POUR LARBRE
IT = es ei = 0,025 - (-0,009) = 0,034 mm
IT = ES EI = 0,021 - 0 = 0,021 mm
Cote Maxi = CN + es = 20 + 0,025 = 20, 025 mm
Cote Maxi = CN + ES = 12 + 0,021 = 12,021 mm
Cote mini = CN + ei = 20 + (-0,009) = 19, 991 mm
Cote mini = CN + EI = 12 + 0 = 12 mm
Cote moyenne =
VI.
20,025 + 19,991
= 20,008
2
Cote moyenne =
12,021 + 12
= 12,015
2
SYSTEMES ISO DE TOLERANCES :
La norme ISO (NF EN 20286-1) dfinit un ensemble de tolrances appliquer aux dimensions des
pices lisses.
VI.1. DESIGNATION DES TOLERANCES :
Exemple :
16 H 8
Cote Nominale
Symbole de la valeur de la tolrance : Qualit
Symbole de la Position de la tolrance
- Pour chaque cote nominale, il est prvu toute une gamme dintervalles de tolrances ;
- La valeur de ces intervalles de tolrances est symbolise par un numro dit Qualit ;
- Il existe 16 qualits : 01 02 16 correspondante chacune des intervalles de tolrances
fondamentales : IT 01 IT 02 IT 16, fonction de la cote nominale. Ces intervalles de tolrances
fondamentales sont donnes dans le tableau suivant :
Cours assur par : A. ZINE
44
Initiation au Dessin Industriel
Tolrances Dimensionnelles
Les cotes de 0 250 mm sont rparties en 10
groupes (10 paliers).
Qualit
16 qualits diffrentes :
- de 1 4 (qualits rserves la fabrication des
instruments de mesure, non mentionnes ici).
- de 5 16 pour la mcanique en gnral.
Chaque valeur de qualit (IT) est en
MICROMETRE (m) ou 1/1000 de mm,
ou 0,001 mm.
Exemple : 130 qualit 10
TOLERANCES FONDAMENTALES IT (en micromtres)
5
6
7
8
9
10
11
12
13
14
15
16
IT = 160 m
Jusqu 3
inclus
4
6
10
14
25
40
60
100
140
250
400
600
soit
.
.
.
.
.
.
.
.
.
.
.
.
.
120 180
inclus
18
25
40
63
100
160
250
400
630
1000
1600
2500
180
250
20
29
46
72
115
185
290
460
720
1150
1850
2900
IT = 0,16 mm
* Remarques :
- Le degr de fabrication diminue au fur et mesure que le chiffre de la qualit augmente ;
- La POSITION de ces tolrances par rapport la ligne zro est symbolise par une ou deux lettres :
de A Z pour les alsages, de a z pour les arbres). La figure ci-dessous schmatise les diffrentes
positions possibles pour un mme intervalle de tolrance donn ;
- La premire lettre de lalphabet (a ou A) correspond : Ltat minimal de matire pour larbre (a) ou
pour lalsage (A) ;
- La cote minimale dun alsage H correspond la cote nominale (cart infrieur nul) ;
- La cote maximale dun arbre h correspond la cote nominale (cart suprieur nul) ;
- Les tolrances Js et js donnent des carts gaux en valeur absolue : ES = es = +
EI = ei =
IT
.
2
Cours assur par : A. ZINE
45
IT
2
et
Initiation au Dessin Industriel
VI.2. PRINCIPAUX ECARTS FONDAMENTAUX DES ALESAGES :
Tolrances Dimensionnelles
* Remarque : Les carts sont donns en micromtres (m) ou 1/1000 de mm, ou 0,001 mm.
Jusqu
3 inclus
+10
0
+14
0
ALESAGES
H7
H8
36
inclus
+12
0
+18
0
6 10
+15
0
+22
0
10 18 18 30 30 50 50 80 80 120 120 180 180 250
+18
0
+27
0
+21
0
+33
0
+25
0
+39
0
+30
0
+46
0
+35
0
+54
0
+40
0
+63
0
+46
0
+72
0
VI.3. PRINCIPAUX ECARTS FONDAMENTAUX DES ARBRES :
ARBRES
f7
h6
Jusqu
3 inclus
-6
-16
0
-6
36
inclus
-10
-22
0
-8
6 10
-13
-28
0
-9
10 18 18 30 30 50 50 80 80 120 120 180 180 250
-16
-34
0
-11
-20
-41
0
-13
-25
-50
0
-16
-30
-60
0
-19
-36
-71
0
-22
-43
-83
0
-25
-50
-96
0
-29
* Remarque : Les tableaux des carts fondamentaux des arbres et des alsages sont extraits du Guide du
Dessinateur Industriel (G.D.I) auquel vous vous rfrerez.
VII. EXEMPLE DE COTES TOLERANCEES ISO :
30 H 8
20 f7
Position des IT par rapport la ligne zro :
(m)
+33
30
H8
Ligne " zro"
20
10
0
0
-20
-20
f7
-30
-40
-41
Complter le tableaux ci-dessous en nous rfrant aux tableaux ci-dessus :
ARBRE
ALESAGE
20
30
Ecart suprieur (mm)
es = - 0,020
ES = 0,033
Ecart Infrieur (mm)
ei = - 0,041
EI = 0
IT (mm)
0,021
0,033
Cote Maxi. (mm)
19,98
30,033
Cote mini (mm)
19,959
30
19,9695
30,0165
Cote nominale CN (mm)
Cote Moyenne (mm)
Cours assur par : A. ZINE
-10
46
Initiation au Dessin Industriel
I.
Excution Graphique de la Cotation
GENERALITES :
La cotation consiste indiquer toutes les dimensions (cotes) ncessaires la fabrication dune pice.
Ces cotes apparaissent sur le dessin de dfinition de la pice. Une cote se compose notamment de :
- 2 lignes de rappels en trait continu fin ;
- 1 ligne de cote en trait continu fin ;
- 2 flches ;
- un texte (dimension chiffre de la cote + tolrance ventuelle + ) positionn :
- Au milieu et au dessus de la ligne de cote pour les cotes Horizontales ;
- Au milieu, sur le ct gauche et de bas en haut pour les cotes Verticales.
- La dimension indique est la dimension relle de lobjet, ce qui permet louvrier qui ralise la pice
de ne pas se soucier de l'chelle du dessin ;
- Les units utilises : Les longueurs sont en mm (il nest pas indiqu sur le dessin), les angles sont en
degr.
*Remarque : Si la dimension est suivie dune tolrance on parlera de cote tolrance.
II.
COTATION DES CAS USUELS :
II.1.
COTATION DES DIAMETRES :
II.2.
La dimension dun diamtre est prcde du symbole
normalis .
Cours assur par : A. ZINE
47
COTATION DES ANGLES :
Eviter dinscrire des valeurs lintrieur de la
zone teinte.
Initiation au Dessin Industriel
II.3. COTATION DES TROUS DE PERAGE :
II.4.
Excution Graphique de la Cotation
COTATION DES TROUS EQUIDISTANTS A INTERVALLE
II.5. RAYONS IDENTIQUES
REPETITIFS :
Si plusieurs rayons ou congs
ont la mme dimension,
utiliser de prfrence un nota
(sorte de remarque gnrale)
pour la cotation.
II.6. COTATION DUN TROU
OBLONG :
Si cela est ncessaire, indiquer
clairement sur quelle ligne se
trouve le centre de larc de cercle.
Ceci est valable pour la cotation
de tous les rayons.
Si la valeur de la cote dun rayon
se dduit des valeurs dautres
cotes, mettre uniquement le
symbole R.
Tous les rayons et congs R = 3
Cours assur par : A. ZINE
ANGULAIRE :
48
II.7. COTATION SUR UNE DEMIVUE :
Prolonger les lignes de cotes audel de laxe du plan de symtrie.
Initiation au Dessin Industriel
II.8. COTATION DES CHANFREINS :
III.
IV.
Excution Graphique de la Cotation
MODE DE COTATIONS :
III.1. COTATION EN SERIE :
III.2. COTATION EN PARALELLE :
Les cotes sont traces sur une mme ligne
sans se chevaucher.
Les cotes sont disposes sur des lignes parallles et
elles partent dune ligne dattache commune.
REGLES DE TRACES :
Cours assur par : A. ZINE
49
Initiation au Dessin Industriel
Cours assur par : A. ZINE
Excution Graphique de la Cotation
50
Initiation au Dessin Industriel
Notions sur les Ajustements
DEFINITION ET ECRITURE :
On parle d'ajustement lorsque l'on assemble un arbre et un alsage de mme cte nominale. On
utilise le systme ISO pour quantifier un ajustement. Un ajustement est compos de la cote nominale
commune suivie des symboles correspondants la tolrance de chaque pice (arbre et alsage) en
commenant toujours par lALESAGE. Les ajustements sont inscrits sur les dessins densembles.
Exemple : Chape de frein arrire
Biellette
Axe
Chape
Lajustement entre la bielette et la chape a lcriture suivante :
Symbole de la tolrance de lARBRE
20 H7 / e6
Cote nominale commune
Symbole de la tolrance de lALESAGE (toujours inscrit en premier)
Dans notre exemple, lALESAGE est la chape et larbre est la biellette.
II
NATURE DUN AJUSTEMENT :
II.1.
NOTION DE JEU :
Le jeu est par dfinition la diffrence de dimension entre lALESAGE et larbre. Ces derniers peuvent
tous les deux varier entre une cote maxi et une cote mini. Pour calculer le jeu, on peut sparer
ALESAGE de larbre dont les carts suprieurs et infrieurs peuvent tre dduit partir du tableau des
tolrances.
II.2.
AJUSTEMENT AVEC JEU :
Lorsque lassemblage entre 2 pices est avec JEU, le mouvement entre ces deux pices est rendu
possible.
Cours assur par : A. ZINE
51
Initiation au Dessin Industriel
Notions sur les Ajustements
Exemple : H7/ f6
La cote ralise (cote effective) de lALESAGE est toujours SUPERIEURE la cote de larbre. Les
Arbre Maxi
arbre mini
Alsage Maxi
Alsage mini
IT ne se chevauchent pas.
Jeu Maxi = Alsage Maxi arbre mini > 0
Jeu mini = Alsage mini arbre maxi > 0
IT jeu = Jeu Maxi Jeu mini
Pour vrification :
II.3.
IT jeu = IT Alsage + IT arbre
AJUSTEMENT AVEC SERAGE :
Lorsque lassemblage entre 2 pices est ralis avec SERRAGE, tout mouvement entre les pices
devient impossible, on obtient une liaison fixe.
Exemple : H8 / p7
La cote ralise (cote effective) de lALESAGE est toujours INFERIEURE la cote de larbre. Les IT
arbre Maxi
arbre mini
Alsage mini
Alsage Maxi
ne se chevauchent pas.
Serrage Maxi = Alsage mini arbre maxi
(jeu mini) < 0
Serrage mini = Alsage maxi arbre mini
(jeu Maxi) < 0
IT jeu = Serrage mini Serrage Maxi
Pour vrification :
II.4.
IT jeu = IT Alsage + IT arbre
AJUSTEMENT INCERTAIN :
Si lassemblage est INCERTAIN, le mouvement nest pas souhait, mais un dmontage des deux pices
reste possible.
Exemple : H7 / k6
Lajustement obtenu sera soit un jeu soit un serrage. Les intervalles de tolrance se
chevauchent.
Cours assur par : A. ZINE
52
arbre mini
II.5.
IMAGES
arbre Maxi
Notions sur les Ajustements
Alsage mini
Alsage Maxi
Initiation au Dessin Industriel
Jeu Maxi = Alsage Maxi arbre mini > 0
Serrage maxi = Alsage mini arbre maxi
(jeu mini) < 0
A RETENIR :
III AJUSTEMENTS COURAMMENT UTILISES (systme alsage normal) :
Le choix d'un ajustement se fait en fonction du jeu ou du serrage dsir, et en fonction du type de
mcanisme dans lequel il est ncessaire. Au vu des tableaux de position des IT, le nombre de
possibilits est trs important. Un systme permettant dharmoniser et de rduire la quantit doutillage
ncessaire la fabrication des pices a t conu :
Le systme de alsage normal : Dans ce systme, la position de la zone tolrance de tous les
alsages est donne par la lettre H. Lajustement dsir (avec jeu, avec serrage ou incertain) est obtenu
en faisant varier pour larbre la position de lintervalle de tolrance. Afin de faciliter lusinage des
pices, on associe habituellement un alsage de qualit de tolrance donne avec un arbre de
qualit de tolrance voisine infrieure.
Exemples :
Guidage avec jeu
Pices Mobiles
lune par rapport lautre Guidage prcis
Assemblage la main
Pices immobiles
Assemblage au maillet
lune par rapport lautre
Assemblage la presse
Cours assur par : A. ZINE
53
H8/F7
H7/g6
H7/h6
H8/m7
H7/p6
Initiation au Dessin Industriel
Notions sur les Ajustements
IV EXEMPLES DAJUSTEMENTS :
12 F7/f7
12 H6/p6
Piston
Axe
Bielle
(Liaison entre un piston et une bielle)
IV.1. LIAISON BIELLE/AXE :
"
"
"
Dsignation de lajustement : 12 F7 / f7
Position des IT par rapport la ligne zro :
Aucun chevauchement des IT
Nature de lajustement (avec jeu, avec serrage ou incertain) :
Avec jeu
"
Complter le tableau :
ARBRE : Axe
ALESAGE : Bielle
12 f7
12 F7
Ecart suprieur (mm)
es = - 0,016
ES = 0,034
Ecart Infrieur (mm)
ei = - 0,034
EI = 0,016
0,018
0,018
Cote (mm)
IT (mm)
Cote Maxi. (mm)
arbre Maxi = 11,984
Alsage Maxi = 12,034
Cote mini (mm)
arbre mini = 11,966
Alsage mini = 12,016
"
Calculer : (Serrage ou jeu) Jeu Maxi = Alsage Maxi arbre mini = 0,068 mm
(Serrage ou jeu) Jeu Mini = Alsage mini arbre maxi = 0,032 mm
IT jeu = Jeu Maxi Jeu mini = 0,036 mm
Vrification de lIT : IT jeu = IT arbre + IT alsage = 0,036 mm
Cours assur par : A. ZINE
54
Initiation au Dessin Industriel
IV.2. LIAISON PISON/AXE :
"
"
Notions sur les Ajustements
Dsignation de lajustement : 12 H6 / p6
Position des IT par rapport la ligne zro :
Aucun chevauchement des IT
"
Nature de lajustement (avec jeu, avec serrage ou incertain) :
Avec Serrage
"
Complter le tableau :
ARBRE : Axe
ALESAGE : Piston
12 p6
12 H6
Ecart suprieur (mm)
es = 0,029
ES = 0,011
Ecart Infrieur (mm)
ei = 0,018
EI = 0
0,011
0,011
Cote (mm)
IT (mm)
Cote Maxi. (mm)
arbre Maxi = 12,029
Alsage Maxi = 12,011
Cote mini (mm)
arbre mini = 12,018
Alsage mini =12
"
Calculer : (Serrage Maxi) Jeu Mini = Alsage mini arbre maxi = - 0,029 mm
(Serrage Mini) Jeu Maxi = Alsage Maxi arbre mini = - 0,007 mm
IT jeu = serrage mini (jeu Maxi) serrage Maxi (jeu mini) = 0,022 mm
Vrification de lIT : IT serrage = IT arbre + IT alsage = 0,022 mm
Cours assur par : A. ZINE
55
Initiation au Dessin Industriel
I.
Cotation Fonctionnelle
RAPPEL :
Etant donn linfluence des imperfections des machines (vibration, dformation, usures des outils,
qualits de la matire, dilatation thermique ) sur le produit obtenu, il est impossible dobtenir une cote
rigoureusement exacte lors de la fabrication. De ce fait on tolre que les cotes ralises, en thorie
gales la cote nominale, soient comprises entre une cote Maximale et une cote minimale.
Intervalle de Tolrance (IT)
Cote mini.
Cote Nominale
Cote Maxi.
II.
NECESSITE DE LA COTATION FONCTIONNELLE :
Un mcanisme est constitu de diffrentes pices. Pour que ce mcanisme fonctionne, des conditions
fonctionnelles doivent tre assures : Jeu, serrage, retrait, dpassement
Ces conditions fonctionnelles sont susceptibles dtre modifies en fonction des dimensions de certaines
pices.
La cotation fonctionnelle permet de rechercher les cotes fonctionnelles respecter afin que les
conditions fonctionnelles soient assures.
* Remarque : Les cotes fonctionnelles dtermines sont ensuite inscrites sur le dessin de dfinition de chaque
pice.
III.
VOCABULAIRE :
Afin dillustrer la suite des explications, nous prendrons un exemple simple : Une allumette dans sa
bote.
III.1. COTE-CONDITION (CC) (OU JEU):
Cest une cote tolrance qui exprime une exigence lie au fonctionnement dun ensemble de pices.
(Par exemple, cest le jeu ncessaire un montage, une libert de mouvement). Pour notre exemple :
Condition : Pour que lallumette puisse tre place dans la bote, il faut quil y ait un jeu entre
lallumette et la bote.
La cote-condition (CC) sera reprsente sur le dessin par : Un vecteur double trait, orient
POSITIVEMENT de la faon suivante :
Cote-Condition VERTICALE
Cote-Condition HORIZONTALE
De gauche droite :
- Un point gauche
- Une flche droite
Cours assur par : A. ZINE
De bas en haut :
- Un point en bas
- Une flche en haut
56
Initiation au Dessin Industriel
"
Cotation Fonctionnelle
Reporter le vecteur cote-condition a identifiant le jeu ncessaire entre la bote et lallumette sur le dessin
ci-dessous :
a
1
III.2. SURFACES TERMINALES :
Les surfaces auxquelles se rattachent une cote-condition (ex. :
a ), sont des SURFACES
TERMINALES.
* Attention ! : Les surfaces terminales sont perpendiculaires la direction de la cote-condition.
"
Identifier les surfaces terminales lies la cote-condition a
Surface terminale en contact avec la bote (1),
nous lappellerons : T1
Surface terminale en contact avec lallumette (2),
nous lappellerons : T2
T1
T2
a
1
III.3. SURFACES DE LIAISON :
Les surfaces de contact entre les pices, assurant la cote-condition (ex. : a ), sont des SURFACES
DE LIAISON.
* Attention ! : Les surfaces de liaison sont perpendiculaires la direction de la cote-condition.
"
Identifier la surface de liaison entre (1) et (2) assurant la cote-condition
2/1
III.4. COTE FONCTIONNELLE :
Cest une cote tolrance (qui apparat sur le dessin de dfinition) appartenant une pice lmentaire et
ayant une influence sur la valeur de la cote condition (ou jeu), puisque cette cote fonctionnelle peut
varier dans son IT.
IV.
CHAINES DE COTES :
La cote-condition et les cotes fonctionnelles associes sont reprsentes dans une chane appele
CHAINE DE COTES (boucle ferme). Cest une somme de vecteurs.
Cours assur par : A. ZINE
57
Initiation au Dessin Industriel
IV.1. METHODE DETABLISSEMENT DUNE CHAINE DE COTES :
)
"
"
Cotation Fonctionnelle
T1
Dessin de la cote condition :
Reprsenter le corps du vecteur par 2 traits fins parallles
T2
2/1
a1
a2
Orienter le vecteur cote-condition dans le sens positif, pour cela :
- Dessiner le point origine du vecteur cote-condition
- Dessiner la flche dextrmit du vecteur cote-condition
"
Nommer la cote-condition
)
"
Reprage des surfaces terminales et des surfaces de liaison (ou de contact) :
Pour notre exemple, les surfaces terminales sont : T1 et T2 et la surface de liaison est : 2/1
* Attention ! : Ces surfaces doivent tre perpendiculaires la direction de la cote-condition.
Cotation de la premire pice :
Partir toujours de lorigine du vecteur cote-condition. Dans notre exemple, lorigine touche la pice
1, surface terminale T1.
"
"
Coter cette pice jusqu la surface de liaison en contact avec une autre pice.
a1
Nommer la cote fonctionnelle obtenue de la faon suivante :
Nom de la cote-condition
N de la pice
Coter la pice en contact :
En cotant cette nouvelle pice, il faut se poser la question suivante :
Une des surfaces de la nouvelle pice est elle la surface terminale
lie lextrmit du vecteur cote-condition (la flche)?
NON
OUI
Dernire cote fonctionnelle :
Coter la nouvelle pice :
"
"
Coter cette nouvelle pice de la surface de
liaison (ici 2/1), la surface terminale (ici T2)
liaison jusqu lautre surface de liaison en
contact avec une autre pice.
"
Coter cette nouvelle pice de la surface de
"
Nommer la cote fonctionnelle. Ici : a2
Nommer la cote fonctionnelle obtenue.
Fin de la chane de cotes
Cours assur par : A. ZINE
58
Initiation au Dessin Industriel
IV.2. REGLES A RESPECTER :
Cotation Fonctionnelle
- Les cotes sont positives dans le sens du vecteur cote-condition et ngatives dans le sens
oppos ;
- Il ny a quune seule cote par pice dans une chane de cote ;
- Une cote relie toujours deux surfaces dune mme pice ;
- Lorigine du premier vecteur est confondu avec lorigine du vecteur cote-condition (le
point) ;
- Lextrmit du dernier vecteur est confondue avec lextrmit du vecteur cote-condition (la
flche).
IV.3. EQUATION DE PROJECTION ET CALCUL :
Soit la chane de cotes de la cote-condition a :
a1
a1 max. = 70,5 mm
Avec :
+0,5
0
a1 min. = 70 mm
a1 = 70
0,8
a2 max. = 55,8 mm
a2 = 55
a2
2
a2 min. = 54,2 mm
EQUATION DE PROJECTION :
- Les cotes sont positives dans le sens du vecteur cote-condition et ngatives dans le sens
oppos ;
- La cote-condition = somme des cotes positives - la somme des cotes ngatives.
"
Ecriture de lquation de la cote-condition a : a = a1 a2
JEU MAX (J MAX) :
Le jeu de la cote-condition est maximal quand les dimensions des vecteurs positifs sont maximales et
les dimensions des vecteurs ngatifs sont minimales.
"
Calculer a max :
a max = a1 max a2 min
a max = 70,5 54,2 = 16,3 mm
JEU min (J min) :
Le jeu de la cote-condition est minimal quand les dimensions des vecteurs positifs sont minimales et
les dimensions des vecteurs ngatifs sont maximales.
"
Calculer a min :
"
"
a min = a1 min a2 max ; a max = 70 55,8 = 14,2 mm
INTERVALLE DE TOLERANCE DU JEU (IT J) :
Dsigner lIT du jeu : IT a
Calculer lIT du jeu : IT a = a max a min
Ou :
Cours assur par : A. ZINE
IT a = 2,1 mm
IT a = IT a1 + IT a2
IT
59
0,5
1,6
2,1
mm
Initiation au Dessin Industriel
I.
Tolrances Gomtriques
ETAT DE SURFACE OU RUGOSITE :
Sert indiquer au fabricant la tolrance des dfauts infrieurs 1/100mm et la machine mettre en
oeuvre pour obtenir la surface.
I1.
REPRESENTATION SCHEMATIQUE :
a- Emplacement du signe d'tat de surface.
b- Signification des symboles
Ra 0,8:
rugosit en micromtre
Fraisage:
mode de fabrication
c- Valeurs des rugosits moyennes Ra suivant la fonction de la surface
II.
Guidage en rotation ou translation
Ra = 0,8
Assemblage sans effort
Ra = 3,2
Assemblage avec effort
Ra = 1,6
Etanchit Statique
Ra = 1,6
Etanchit dynamique
Ra = 0,4
Revtement de peinture
Ra = 3,2
TOLERANCES GEOMETRIQUES :
Ces spcification gomtriques indiquent au fabricant les tolrances de formes des surfaces et de
positions de ces surfaces entre elles afin d'obtenir un fonctionnement correct de la pice. Elles ne
doivent tre employes que si elles rpondent une ncessit fonctionnelle.
II1.
REPRESENTATION SCHEMATIQUE :
a-Emplacement des symboles
b-Signification des symboles
:
0,1:
A:
symbole de la tolrance
valeur de la tolrance en mm
surface de rfrence
c-Diffrents symboles
Caractristique tolrancer
Rectitude
Forme
pour
lments
isols
Planit
Circularit
Cylindricit
Forme dune ligne quelconque
Forme dune surface quelconque
Cours assur par : A. ZINE
60
Symboles
Initiation au Dessin Industriel
Tolrances Gomtriques
Paralllisme
Orientation
pour
lments
associs
Position
pour
lments
associs
Perpendicularit
Inclinaison
Localisation dun lment
Concentricit et coaxialit
Battement
)
"
"
"
Symtrie
Battement simple
Battement total
Exemple : Pour la pice ci-dessous :
Indiquez ltat de surface si la fonction est guidage.
Indiquez la tolrance de perpendicularit de 2 surfaces, si la tolrance est 0,05mm.
Indiquez la tolrance de paralllisme entre 2 surfaces, si la tolrance est 0,03mm.
Cours assur par : A. ZINE
61
Initiation au Dessin Industriel
Vocabulaire Technique
VOCABULAIRE TECHNIQUE DES FORMES DES PIECES :
Il est souhaitable pour des soucis de prcision et de comprhension que ces termes techniques relatifs
des formes prcises soient mmoriss le plus rapidement possible. Les dfinitions donnes sont tires
du Guide du Dessinateur (A. CHEVALIER). Les dfinitions sont classes par ordre alphabtique. Le
genre fminin ou masculin du terme est indiqu par la lettre F pour fminin et M pour masculin.
Alsage
Contenant cylindrique ou conique
prcis.
Arbre
Contenu
prcis.
Arrondi
Surface section circulaire partielle
et destine supprimer une arte
vive.
Bossage
Saillie prvue dessein sur une
pice afin de limiter la surface usine.
Boutonnire
Trou plus long que large termin par
deux demi cylindres.
Chambrage
Evidement ralis lintrieur dun
cylindre afin den rduire la porte.
Chanfrein
Petite
surface
obtenue
par
suppression dune arte sur une
pice.
Collet
Couronne en saillie sur une pice
cylindrique.
Collerette
Couronne lextrmit dun tube.
Cong
Surface section circulaire partielle
destine raccorder deux surfaces
formant un angle rentrant.
Dcrochement
Surface en retrait dune surface et
parallle celle-ci.
Dgagement
Evidement gnralement destin
viter le contact de deux pices
suivant une ligne, ou assurer le
passage dune pice.
Dent
Saillie dont la forme sapparente
celle dune dent.
Embase
Elment dune pice destin servir
de base une autre pice.
Embrvement
Forme emboutie dans une tle et
destine servir de logement pour
une pice ne devant pas tre en
saillie.
Cours assur par : A. ZINE
cylindrique
ou
conique
62
Initiation au Dessin Industriel
Vocabulaire Technique
Encoche
Petite entaille.
Entaille
Enlvement dune partie dune pice
par usinage.
Epaulement
Changement brusque de la section
afin dobtenir une surface dappui.
Ergot
Petit lment de pice en saillie,
gnralement destin assurer un
arrt en rotation.
Evidement
Vide prvu dans une pice pour en
diminuer le poids ou pour rduire une
surface dappui.
Fente
Petite rainure.
Fraisure
Evasement conique fait avec une
fraise lorifice dun trou.
Gorge
Dgagement troit gnralement
arrondie sa partie infrieure.
Goutte de
suif
Calotte sphrique ventuellement
raccorde par une portion de tore.
Lamage
Logement cylindrique gnralement
destin obtenir une surface dappui
et noyer un lment de pice.
Languette
Tenon dune grande longueur destin
rentrer dans une rainure et assurer
en gnral une liaison glissire.
Locating
Mot anglais utilis pour nommer une
pice positionnant une autre pice.
Lumire
Nom de divers petits orifices.
Macaron
Cylindre de diamtre relativement
grand par rapport sa hauteur,
assurant en gnral un centrage.
Mplat
Surface plane sur une pice section
circulaire.
Mortaise
Evidement effectu dans une pice et
recevant le tenon dune autre pice
de manire raliser un assemblage.
Nervure
Partie saillante dune pice destine
en augmenter la rsistance ou la
rigidit.
Profil
Mtal lamin suivant une section
constante.
Cours assur par : A. ZINE
63
Initiation au Dessin Industriel
Vocabulaire Technique
Tenon en forme de trapze
pntrant dans une rainure de
mme forme et assurant une
liaison glissire.
Rainure
Entaille longue pratique dans une
pice pour recevoir une languette
ou un tenon.
Saigne
Entaille profonde
largeur.
Semelle
Surface dune pice gnralement
plane et servant dappui.
Tenon
Partie dune pice faisant saillie et
se logeant dans une rainure ou une
mortaise.
Tton
Petite saillie de forme cylindrique.
Trou oblong
Trou plus long que large, termin
par deux demi cylindres.
Queue
daronde
Cours assur par : A. ZINE
et
de
faible
64
EST
TD1: Les Projections Orthogonales
Relation 3D-2D
RAPPELS :
Vue
de
dessous
Vue
de
droite
Vue
Page:1/4
Rectangle
capable
Vue
de
gauche
Vue
arrire
Vue
de
dessus
Droite de
renvoi 45
EST
TD1 :Les Projections Orthogonales
Relation 3D-2D
Page:2/4
EST
TD1 :Les Projections Orthogonales
Relation 3D-2D
Page:3/4
EST
TD1 :Les Projections Orthogonales
Relation 3D-2D
Page:4/4
EST
..
TD2 : LES COUPES
Relation 3D-2D
Page:1/2
EST
TD2 : LES COUPES
Relation 3D-2D
Page:2/2
EXERCICE 1
EST
TD3 : Les Perspectives
Cavalires et Isomtriques
Page:1/2
EXERCICE 2
EST
TD3 : Les Perspectives
Cavalires et Isomtriques
Page:2/2
Vous aimerez peut-être aussi
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Dessin TechniqueDocument30 pagesDessin TechniqueOssama Mengade100% (11)
- Cours de Dessin Technique DCESS M2SI - PARTIE 1Document25 pagesCours de Dessin Technique DCESS M2SI - PARTIE 1Oliver Twiste100% (3)
- Cours Initiation Dessin Industriel PDFDocument71 pagesCours Initiation Dessin Industriel PDFlekouf4390% (63)
- Cours Gen - Dessin Technique - Doc Prof PDFDocument11 pagesCours Gen - Dessin Technique - Doc Prof PDF지미라kim mira100% (1)
- Cours de Dessin TechniqueDocument8 pagesCours de Dessin TechniqueBabacarDiago100% (2)
- Cours DAO Partie1 Dessin IndustrielDocument34 pagesCours DAO Partie1 Dessin IndustrielMohammed Dahbi100% (1)
- Chap 1 Generalités PDFDocument21 pagesChap 1 Generalités PDFFatoumata DiabyPas encore d'évaluation
- Généralité Sur Le Dessin Technique PDFDocument13 pagesGénéralité Sur Le Dessin Technique PDFشاكر عبد الصمد100% (3)
- Cours Dessin TechniqueDocument118 pagesCours Dessin TechniqueFirass Chafai75% (4)
- Polycopie Dessin Industriel PDFDocument76 pagesPolycopie Dessin Industriel PDFFodad Noz100% (2)
- Coupes Leç&exosDocument24 pagesCoupes Leç&exos3ab9our100% (13)
- Cours Dessin TechniqueDocument4 pagesCours Dessin Techniquemarouane42100% (6)
- Exo Dessin IndustrielDocument2 pagesExo Dessin IndustrielArthur Franck Patrick BledouPas encore d'évaluation
- Exercice Projection Orthogonale Dessin Technique PDFDocument2 pagesExercice Projection Orthogonale Dessin Technique PDFKrystal100% (4)
- Coupes Leç&exos 2Document33 pagesCoupes Leç&exos 23ab9our100% (8)
- Cours Le Dessin Technique ProfDocument3 pagesCours Le Dessin Technique Profmanaa_saadeddine100% (27)
- Dessin IndustrielDocument60 pagesDessin IndustrielKhalid Saadaoui100% (6)
- Exercice Dessin Technique eDocument2 pagesExercice Dessin Technique emanaa_saadeddine77% (13)
- Dessin IndustrielDocument104 pagesDessin IndustrielMohamedBejjaPas encore d'évaluation
- Cours de Dessin TechniqueDocument146 pagesCours de Dessin TechniqueSidibePas encore d'évaluation
- Cours Conception 1Document56 pagesCours Conception 1hidouriabdelmoumen9802Pas encore d'évaluation
- S113 Dessin Technique CorrigéDocument4 pagesS113 Dessin Technique CorrigéChokri AtefPas encore d'évaluation
- Dessin Technique Cours ProfDocument6 pagesDessin Technique Cours ProfMajda El-aouniPas encore d'évaluation
- Coupes Et SectionsDocument14 pagesCoupes Et Sections3ab9our92% (13)
- COURS Dessin Technique PRDocument3 pagesCOURS Dessin Technique PRBaklouti IssaPas encore d'évaluation
- 2-Croquis Et Dessins Techniques-2012Document28 pages2-Croquis Et Dessins Techniques-2012Nedra DadouPas encore d'évaluation
- M03 - Dessin Technique REM-MRMMDTDocument40 pagesM03 - Dessin Technique REM-MRMMDTdouda777767% (9)
- Unité Transmettre 1 STE - Partie 1Document68 pagesUnité Transmettre 1 STE - Partie 1Boulette Moulay Hfid67% (3)
- 01-Généralité (1-12) PDFDocument10 pages01-Généralité (1-12) PDFHanane Tounsi100% (1)
- Normes Dessin PDFDocument15 pagesNormes Dessin PDFBen Aissa ChokriPas encore d'évaluation
- La Cotation FonctionnelleDocument7 pagesLa Cotation FonctionnelleToinou06100% (8)
- Dessin Technique CoursDocument10 pagesDessin Technique Coursnkapsseu njami hiler100% (1)
- Initiation Au Dessin Techniquec-PDF 2Document42 pagesInitiation Au Dessin Techniquec-PDF 2Jocelyn zienlet SOMDA100% (1)
- 2-Dessin Initiation - DiaposDocument189 pages2-Dessin Initiation - Diaposfouad abdelhamidPas encore d'évaluation
- Chapitre 1 Généralités Sur Le Dessin TechniqueDocument15 pagesChapitre 1 Généralités Sur Le Dessin TechniqueSohaib SFAIRIPas encore d'évaluation
- F0rmes UsuellesDocument3 pagesF0rmes UsuellesMIMFS89% (19)
- COURS - Dessin Technique - PRDocument3 pagesCOURS - Dessin Technique - PRMoustapha SallPas encore d'évaluation
- Exercice Corrigé-Dessin D'ensemble Et de DefinitionDocument7 pagesExercice Corrigé-Dessin D'ensemble Et de Definitionayman100% (20)
- Coupes Et Sections 2Document4 pagesCoupes Et Sections 23ab9our92% (12)
- Lecture D'un Dessin D'ensembleDocument3 pagesLecture D'un Dessin D'ensembleMIMFS92% (13)
- CH1 P1 Dessin PDFDocument31 pagesCH1 P1 Dessin PDFousmanePas encore d'évaluation
- Vocabulaire TechniqueDocument15 pagesVocabulaire TechniqueKhaledKh100% (1)
- 02les VuesDocument6 pages02les Vuessaded05Pas encore d'évaluation
- M09 Dessin IndustrielDocument18 pagesM09 Dessin IndustrielMR Ouadoudi100% (1)
- Serie Exercices Dessin Layout3Document1 pageSerie Exercices Dessin Layout3SegaAlainCoulibaly0% (1)
- Cours Dessin Technique - L2GMDocument129 pagesCours Dessin Technique - L2GMmlouredocasado100% (1)
- Dessin Technique 2ème, 3ème, 4ème 1er Cycle Spe MécaDocument14 pagesDessin Technique 2ème, 3ème, 4ème 1er Cycle Spe MécaElla Kabongo100% (3)
- Fusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.D'EverandFusion 360 | étape par étape: Conception CAO, Simulation FEM & FAO pour les débutants.Pas encore d'évaluation
- Autodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsD'EverandAutodesk Inventor | étape par étape: Conception CAO et Simulation FEM avec Autodesk Inventor pour les DébutantsPas encore d'évaluation
- Dessin Technique Partie 1 PDFDocument27 pagesDessin Technique Partie 1 PDFGana100% (5)
- Cours de La Contruction Mã©canique 1Document106 pagesCours de La Contruction Mã©canique 1AdamAmmiPas encore d'évaluation
- Cours 1Document7 pagesCours 1Djm AlgPas encore d'évaluation
- Dessin Technique1Document19 pagesDessin Technique1mi mehdiPas encore d'évaluation
- Dessin Technique Partie 1 PDFDocument30 pagesDessin Technique Partie 1 PDFMAGRIPas encore d'évaluation
- Cours DessinDocument71 pagesCours DessinSîdïMôhâmèdBënPas encore d'évaluation
- Representation Graphique Du RéelDocument5 pagesRepresentation Graphique Du Réelsara100% (1)
- Dessin Technique 101Document21 pagesDessin Technique 101Touriya MoukhlesPas encore d'évaluation
- Chap 1. GeneralitesDocument24 pagesChap 1. GeneralitesDon Prévu IbambiPas encore d'évaluation
- Le Desiin Technique PDFDocument291 pagesLe Desiin Technique PDFlekouf43Pas encore d'évaluation
- La Plus Facile M Thode Pour Apprendre La Langue ArabeDocument83 pagesLa Plus Facile M Thode Pour Apprendre La Langue ArabePierre Lassaut100% (3)
- Tutorial Autocad 2006 2dDocument175 pagesTutorial Autocad 2006 2dRomain FourrierPas encore d'évaluation
- Aide Memoire Tuyauterie - CompletDocument62 pagesAide Memoire Tuyauterie - CompletMars7695% (121)
- Tutorial Autocad 2006 3dDocument148 pagesTutorial Autocad 2006 3dkeniparkPas encore d'évaluation
- Dessin Technique Et Dessin IndustrielleDocument291 pagesDessin Technique Et Dessin Industriellehassen0bouassida83% (18)
- CoursArabe2003 2004Document42 pagesCoursArabe2003 2004kmerzakPas encore d'évaluation
- 01 ImplantationDocument5 pages01 ImplantationMohammed BenPas encore d'évaluation
- Les Cours-Allemand-Version-0-2en1-7 PDFDocument119 pagesLes Cours-Allemand-Version-0-2en1-7 PDFlekouf43100% (2)
- Dessin IndustrielDocument60 pagesDessin IndustrielKhalid Saadaoui100% (6)
- Cours MG KamelMehdi 2009Document195 pagesCours MG KamelMehdi 2009KaMEHDI100% (7)
- RDM-Par-BOURAHLA Cours Et ExercicesDocument290 pagesRDM-Par-BOURAHLA Cours Et ExercicesIslem Cherif75% (8)
- Cours Fabrication Chapitre Tournage Et FraisageDocument33 pagesCours Fabrication Chapitre Tournage Et Fraisagelekouf43100% (2)
- Mecanique Et RDM - Exercices Tome 1Document86 pagesMecanique Et RDM - Exercices Tome 1Abir Mabrouki100% (5)
- Dimensionnement Structure en Treillis PDFDocument77 pagesDimensionnement Structure en Treillis PDFlekouf43100% (2)
- Cours MG KamelMehdi 2009Document195 pagesCours MG KamelMehdi 2009KaMEHDI100% (7)
- Ecriturearabe 50fiches PDFDocument44 pagesEcriturearabe 50fiches PDFlekouf43Pas encore d'évaluation
- Le Tracage PDFDocument251 pagesLe Tracage PDFlekouf43Pas encore d'évaluation
- Dessin Technique Et Lecture de PlanDocument428 pagesDessin Technique Et Lecture de PlanAdima Said100% (15)
- D1-1 C PDFDocument13 pagesD1-1 C PDFlekouf43Pas encore d'évaluation
- Catalogue GP PDFDocument124 pagesCatalogue GP PDFlekouf43100% (1)
- Catalogue KDIDocument130 pagesCatalogue KDIzenogredina80% (5)
- La Face Cachee Des Revolutions Arabes PDFDocument31 pagesLa Face Cachee Des Revolutions Arabes PDFlekouf43Pas encore d'évaluation
- Guide de L'enseignant PDFDocument330 pagesGuide de L'enseignant PDFlekouf43Pas encore d'évaluation
- Petrol 08Document66 pagesPetrol 08goodspeed_phPas encore d'évaluation
- Cours ENSPMDocument1 677 pagesCours ENSPMMahdi Daly97% (31)
- COURS Hydraulique Generale MEPADocument69 pagesCOURS Hydraulique Generale MEPAH!Ch@m100% (2)
- Geometrie Pour Dao2 PDFDocument161 pagesGeometrie Pour Dao2 PDFlekouf43100% (1)
- Chap Bride RaccordDocument50 pagesChap Bride RaccordMohamed Rjeb100% (1)
- TCP 03 Projection Orthogonale P 13 40Document28 pagesTCP 03 Projection Orthogonale P 13 40شاكر عبد الصمدPas encore d'évaluation
- Le Tisserand - Cultures D'afrique de L'ouestDocument7 pagesLe Tisserand - Cultures D'afrique de L'ouestAnonymous e34JgdPqoDPas encore d'évaluation
- Beethoven Et L'invention Du GénieDocument12 pagesBeethoven Et L'invention Du GéniejoaninPas encore d'évaluation
- Rapport Coulage Silo Du 7 Juin 2023 FAIT LE 17 7 2023 BDocument14 pagesRapport Coulage Silo Du 7 Juin 2023 FAIT LE 17 7 2023 BLaziz AtmaniPas encore d'évaluation
- Antiquité Tardive - Tome 18 - Lecture, Livres, Bibliothèques Dans L'antiquité Tardive - 2010Document403 pagesAntiquité Tardive - Tome 18 - Lecture, Livres, Bibliothèques Dans L'antiquité Tardive - 2010Apocryphorum Lector100% (3)
- 1 PB PDFDocument7 pages1 PB PDFbryam sahashiPas encore d'évaluation
- Rapport Final Dra 11 117437 05120c 1328539246Document50 pagesRapport Final Dra 11 117437 05120c 1328539246Marino MeloPas encore d'évaluation
- DDFDocument10 pagesDDFAyman NachitPas encore d'évaluation
- Lady Oh - Full ScoreDocument6 pagesLady Oh - Full ScoreBenjamin Nørholm JacobsenPas encore d'évaluation
- Cité de L'histoireDocument23 pagesCité de L'histoireHicham SaadPas encore d'évaluation
- Le RococoDocument25 pagesLe RococoMakachPas encore d'évaluation
- Le Monastère de GhighiuDocument2 pagesLe Monastère de GhighiuOctavia Andreea ComanPas encore d'évaluation
- Eugene Viollet Le Duc PDFDocument14 pagesEugene Viollet Le Duc PDFJose Antonio Ponce Salazar100% (1)
- Coloriages AutonomieDocument14 pagesColoriages AutonomieAndréas MérandPas encore d'évaluation
- Noel Sketches Et Court Es PiecesDocument29 pagesNoel Sketches Et Court Es Piecesflorentina_neluPas encore d'évaluation
- Carnet de Lectures TimeoDocument6 pagesCarnet de Lectures Timeotimeo.dumazPas encore d'évaluation
- High-Tech Ou Le Modernisme TardifDocument18 pagesHigh-Tech Ou Le Modernisme TardifRabah bakhouchePas encore d'évaluation
- CV BriniDocument4 pagesCV BriniallalPas encore d'évaluation
- Ecriture MajDocument13 pagesEcriture Majمن هنا و هناكPas encore d'évaluation
- Quiz Naruto Élimine Un Personnage On Te Dira Combien de Temps Tu Survis Dans L'animeDocument1 pageQuiz Naruto Élimine Un Personnage On Te Dira Combien de Temps Tu Survis Dans L'animekhadydiallo2009Pas encore d'évaluation
- Wagner Wilhelm Richard Marche Nuptiale Choeur Des Fiancailles 28427Document4 pagesWagner Wilhelm Richard Marche Nuptiale Choeur Des Fiancailles 28427amah12Pas encore d'évaluation
- Sahara 01Document15 pagesSahara 01jmvictoria6870Pas encore d'évaluation
- Tuto 1Document6 pagesTuto 1ahmed chakrounPas encore d'évaluation
- E 6Document8 pagesE 6hamou13Pas encore d'évaluation
- Travail CGE Deux Caricatures HODocument2 pagesTravail CGE Deux Caricatures HOLoong-Nou HoPas encore d'évaluation
- Exprimer Un Jugement ValorisantDocument1 pageExprimer Un Jugement ValorisantMoha ElcasawiPas encore d'évaluation
- Syllabus Dessin FinalDocument112 pagesSyllabus Dessin FinalAdrian MoleavinPas encore d'évaluation
- Seance3 Boileau Art Poetique1Document2 pagesSeance3 Boileau Art Poetique1Lebron FakesPas encore d'évaluation
- Brochure EnduitDocument2 pagesBrochure EnduitKhiari KhiariPas encore d'évaluation