Vous aimerez peut-être aussi
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
- Usinage Par Enlèvement de MatièreDocument11 pagesUsinage Par Enlèvement de MatièreMou Hamoudi100% (2)
- Calcul Roue Vis Sans FinDocument9 pagesCalcul Roue Vis Sans FinNicole ShanaPas encore d'évaluation
- Fraisage Conventionnel Avec Plateau Diviseur PDFDocument6 pagesFraisage Conventionnel Avec Plateau Diviseur PDFLibrairePas encore d'évaluation
- 2 Acouplements PermenantsDocument10 pages2 Acouplements Permenantsmejri merin0% (1)
- 01 Tour ParalleleDocument7 pages01 Tour ParallelekhocinePas encore d'évaluation
- Omocn MTP06 PDFDocument90 pagesOmocn MTP06 PDFBadr HadriPas encore d'évaluation
- Tp1 Fao FraisageDocument32 pagesTp1 Fao Fraisagemaraghni_hassine7592Pas encore d'évaluation
- Les Conditions de CoupesDocument13 pagesLes Conditions de CoupesAbdelilah El GmairiPas encore d'évaluation
- 694 11 Efforts de Coupe Et PuissancesDocument10 pages694 11 Efforts de Coupe Et PuissancesHakimHadjabhakim100% (6)
- Liste de Questions Utiles Pour Le TestDocument7 pagesListe de Questions Utiles Pour Le Testanthony duboisPas encore d'évaluation
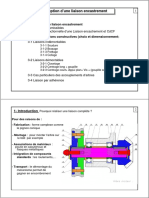
- Cours Liaison EncastrementDocument12 pagesCours Liaison Encastrementsou souPas encore d'évaluation
- Cours Procédés FraisageDocument19 pagesCours Procédés FraisageMll RaghebPas encore d'évaluation
- Usinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2Document10 pagesUsinage Par Enlèvement de Matière Doc-ELEVE MOUKHTARI2ELMustaphaELMoukhtariPas encore d'évaluation
- 9 Les FiletagesDocument10 pages9 Les FiletagesSegaAlainCoulibaly100% (1)
- Bureau Des Méthodes Gam Capot PliageDocument1 pageBureau Des Méthodes Gam Capot Pliagematrani100% (1)
- TD Tournage Niveau 3Document2 pagesTD Tournage Niveau 3Iheb KahouachPas encore d'évaluation
- 1-Contrat de Phase-Corrigé PDFDocument2 pages1-Contrat de Phase-Corrigé PDFSaidJaroumiPas encore d'évaluation
- Fraisage 2Document102 pagesFraisage 2mouhamed_hachem100% (5)
- 1 TD1 Moulage en SableDocument1 page1 TD1 Moulage en Sablenahim100% (1)
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariPas encore d'évaluation
- Cotation FonctionnelleDocument3 pagesCotation FonctionnelleMIMFS100% (3)
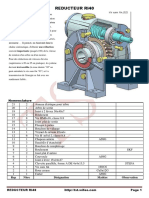
- Reducteur RI40Document6 pagesReducteur RI40watsop75% (4)
- TP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFDocument6 pagesTP Boite de Vitesses D'un Tour Parallèle 2014 (DR) PDFKarim Kilani100% (2)
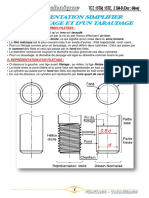
- Filetage Et Taraudage Cours PDFDocument4 pagesFiletage Et Taraudage Cours PDFnosilin100% (2)
- CHAPITRE 03 Arbres Et AxesDocument6 pagesCHAPITRE 03 Arbres Et Axeslami75Pas encore d'évaluation
- 34 06 Outils de Coupe en Tournage PDFDocument3 pages34 06 Outils de Coupe en Tournage PDFAyoub Otasse100% (2)
- Les Specifications DimensionnellesDocument3 pagesLes Specifications Dimensionnellesmido100% (1)
- Cours Prog - 2 PDFDocument120 pagesCours Prog - 2 PDFmahergarfa90% (10)
- Outils en Tournage ProfDocument5 pagesOutils en Tournage ProfYoussef Trimech100% (3)
- TD SUPPORT eDocument5 pagesTD SUPPORT emasteratsiiPas encore d'évaluation
- Chapitre 1 Procédés de DécoupageDocument11 pagesChapitre 1 Procédés de DécoupageWael Maatoug100% (1)
- 4-Contrat de Phase #10-BC PDFDocument1 page4-Contrat de Phase #10-BC PDFtagne simo rodrigue100% (1)
- Tournage - FraisageDocument4 pagesTournage - FraisageSeydou Zallé50% (2)
- Controle Esa101Document2 pagesControle Esa101MOHAM BELHOUDAPas encore d'évaluation
- TP FiletageDocument5 pagesTP FiletageSaid Djaballah100% (2)
- Rendu TP Fabrication Tour PDFDocument7 pagesRendu TP Fabrication Tour PDFIzem NumidiePas encore d'évaluation
- 4 Cisalliage PoinconnageDocument19 pages4 Cisalliage PoinconnageHamza RouihemPas encore d'évaluation
- Act 2 5 Tête Universelle F U 112 118Document7 pagesAct 2 5 Tête Universelle F U 112 118Anonymous 0uVS3n78q100% (1)
- Contrat de Phase Final122226Document2 pagesContrat de Phase Final122226Nada Ghammem50% (2)
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
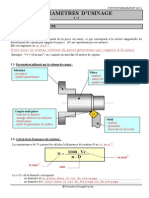
- Para Metres Us in Age ProfDocument2 pagesPara Metres Us in Age ProfBcd CdePas encore d'évaluation
- Chapitre 3 Calcul ArbreDocument8 pagesChapitre 3 Calcul ArbreYousif AliPas encore d'évaluation
- 06 - TD2 Vérin PDFDocument2 pages06 - TD2 Vérin PDFIsmo Astro50% (2)
- TP Verin Hydraulique EleveDocument3 pagesTP Verin Hydraulique EleveHatem Laajili100% (1)
- Geometrie de Outil de CoupeDocument19 pagesGeometrie de Outil de CoupeEL khaldi100% (3)
- Embrayages Frein 10 11 12Document7 pagesEmbrayages Frein 10 11 12Heraiz Rachid100% (4)
- Eval 3 Guidage en Rotation TOURET A MEULERDocument5 pagesEval 3 Guidage en Rotation TOURET A MEULERGaston 91Pas encore d'évaluation
- Transformation Des Mvts 10-11Document4 pagesTransformation Des Mvts 10-11MIMFS100% (2)
- T.P 02 (V2) CorrigésDocument4 pagesT.P 02 (V2) CorrigésMrnadhir Mecanique100% (1)
- M03 Fabrication de Pièces D'usinage Simple en TournageDocument73 pagesM03 Fabrication de Pièces D'usinage Simple en TournageJawad Eddaiki83% (6)
- Examen Coupe IFM Janvier 2020 VFDocument5 pagesExamen Coupe IFM Janvier 2020 VFImed MejriPas encore d'évaluation
- 694 11 Efforts de Coupe Et puissances%5B1%5D PDFDocument10 pages694 11 Efforts de Coupe Et puissances%5B1%5D PDFpaul3012Pas encore d'évaluation
- Cours Fabrication Chapitre Tournage Et FraisageDocument33 pagesCours Fabrication Chapitre Tournage Et FraisageTriki BilelPas encore d'évaluation
- Prepartion À La Fabrication FinaleDocument31 pagesPrepartion À La Fabrication FinaleAhlem DhahriPas encore d'évaluation
- TP3 Nivellement Par CheminementDocument4 pagesTP3 Nivellement Par CheminementHACHEME RomarioPas encore d'évaluation
- Liaison Helicoidale 5Document1 pageLiaison Helicoidale 5Mahrez ZaafouriPas encore d'évaluation
- 8793 Epreuve E52 Bts Crsa 2017Document25 pages8793 Epreuve E52 Bts Crsa 2017Adama MarikoPas encore d'évaluation
- Cor - Examen Synthese FF - 2020 SepDocument14 pagesCor - Examen Synthese FF - 2020 Sepabdellatif aitmessaoudPas encore d'évaluation
- s3 Af TG Auto2013Document13 pagess3 Af TG Auto2013Penda NiassPas encore d'évaluation
- Aide Memoire Tuyauterie - CompletDocument62 pagesAide Memoire Tuyauterie - CompletMars7695% (121)
- Tutorial Autocad 2006 3dDocument148 pagesTutorial Autocad 2006 3dkeniparkPas encore d'évaluation
- CoursArabe2003 2004Document42 pagesCoursArabe2003 2004kmerzakPas encore d'évaluation
- Tutorial Autocad 2006 2dDocument175 pagesTutorial Autocad 2006 2dRomain FourrierPas encore d'évaluation
- Le Desiin Technique PDFDocument291 pagesLe Desiin Technique PDFlekouf43Pas encore d'évaluation
- La Plus Facile M Thode Pour Apprendre La Langue ArabeDocument83 pagesLa Plus Facile M Thode Pour Apprendre La Langue ArabePierre Lassaut100% (3)
- Les Cours-Allemand-Version-0-2en1-7 PDFDocument119 pagesLes Cours-Allemand-Version-0-2en1-7 PDFlekouf43100% (2)
- Dessin IndustrielDocument60 pagesDessin IndustrielKhalid Saadaoui100% (6)
- Mecanique Et RDM - Exercices Tome 1Document86 pagesMecanique Et RDM - Exercices Tome 1Abir Mabrouki100% (5)
- RDM-Par-BOURAHLA Cours Et ExercicesDocument290 pagesRDM-Par-BOURAHLA Cours Et ExercicesIslem Cherif75% (8)
- Exercice Poutre Continue - BAEP1 PDFDocument82 pagesExercice Poutre Continue - BAEP1 PDFlekouf43100% (2)
- Cours MG KamelMehdi 2009Document195 pagesCours MG KamelMehdi 2009KaMEHDI100% (7)
- Chapitre 2 Capteur - Cond 2014-2015 PDFDocument36 pagesChapitre 2 Capteur - Cond 2014-2015 PDFFarid AfifiPas encore d'évaluation
- Dessin Technique Et Dessin IndustrielleDocument291 pagesDessin Technique Et Dessin Industriellehassen0bouassida83% (18)
- Engren200Document28 pagesEngren200Mohand Oulhadj ChalaliPas encore d'évaluation
- Cours Initiation Dessin Industriel PDFDocument71 pagesCours Initiation Dessin Industriel PDFlekouf4390% (63)
- Dimensionnement Structure en Treillis PDFDocument77 pagesDimensionnement Structure en Treillis PDFlekouf43100% (2)
- 2-Dessin Initiation - DiaposDocument189 pages2-Dessin Initiation - Diaposfouad abdelhamidPas encore d'évaluation
- 01 ImplantationDocument5 pages01 ImplantationMohammed BenPas encore d'évaluation
- Cours MG KamelMehdi 2009Document195 pagesCours MG KamelMehdi 2009KaMEHDI100% (7)
- Charpente PDFDocument24 pagesCharpente PDFfetrasoa3969100% (8)
- Ecriturearabe 50fiches PDFDocument44 pagesEcriturearabe 50fiches PDFlekouf43Pas encore d'évaluation
- Courspratiquedel00belo PDFDocument336 pagesCourspratiquedel00belo PDFlekouf43100% (1)
- Guide de L'enseignant PDFDocument330 pagesGuide de L'enseignant PDFlekouf43Pas encore d'évaluation
- La Face Cachee Des Revolutions Arabes PDFDocument31 pagesLa Face Cachee Des Revolutions Arabes PDFlekouf43Pas encore d'évaluation
- Le Tracage PDFDocument251 pagesLe Tracage PDFlekouf43Pas encore d'évaluation
- Dessin Technique Et Lecture de PlanDocument428 pagesDessin Technique Et Lecture de PlanAdima Said100% (15)
- Aide Memoire Tuyauterie - CompletDocument62 pagesAide Memoire Tuyauterie - CompletMars7695% (121)
- VanneDocument28 pagesVannetitou_d8638100% (1)
- Meknes Tafilalet JIM9Document18 pagesMeknes Tafilalet JIM9Zakaria Knidiri100% (1)
- Table Des Matières - 978-2-7460-7832-1Document9 pagesTable Des Matières - 978-2-7460-7832-1Mehdi HafdiPas encore d'évaluation
- Contrat InfogreffeDocument8 pagesContrat Infogreffevendeur proPas encore d'évaluation
- Contrat Location SalleDocument5 pagesContrat Location Sallepeulu0% (1)
- Quality Manual Template FRDocument43 pagesQuality Manual Template FRkahl983Pas encore d'évaluation
- Zalando ReturnDocument1 pageZalando ReturnMuhammad UllahPas encore d'évaluation
- 6 6906 C2e85930 PDFDocument28 pages6 6906 C2e85930 PDFSAEC LIBERTEPas encore d'évaluation
- Stratégie de CommunicationDocument11 pagesStratégie de CommunicationOumaima AgfPas encore d'évaluation
- Omci - Liste Des Documents Requis Pour Le PartenariatDocument7 pagesOmci - Liste Des Documents Requis Pour Le PartenariatDavid nyanPas encore d'évaluation
- L'impact de La Communication Interne Sur La Performance Des Salariés Cas Pratique Danone Djurdjura Akbou (Bejaia)Document130 pagesL'impact de La Communication Interne Sur La Performance Des Salariés Cas Pratique Danone Djurdjura Akbou (Bejaia)saliha ameziane100% (1)
- At ExcelDocument20 pagesAt ExcelsomehbolaPas encore d'évaluation
- ICar DMSDocument12 pagesICar DMSNacer IdjedarenePas encore d'évaluation
- Programme Du Master FACGDocument1 pageProgramme Du Master FACGUss Eef33% (3)
- Les Fondamentaux Du Management de ProjetDocument6 pagesLes Fondamentaux Du Management de Projetaissiou_mourad7993Pas encore d'évaluation
- ComptaApprof CoursDocument79 pagesComptaApprof CoursBessPas encore d'évaluation
- Correction D'examen Gestion Financière Professeur AhrouchDocument2 pagesCorrection D'examen Gestion Financière Professeur Ahrouchmohamed100% (3)
- Fiche Technique Contrats ItalieDocument14 pagesFiche Technique Contrats ItalieIulia GeorgianaPas encore d'évaluation
- La Notion de StructureDocument8 pagesLa Notion de StructureRida Mssiyah0% (1)
- Projet Fin DDocument5 pagesProjet Fin Dمنظومة المحترف للمعلومياتPas encore d'évaluation
- JDS-G223 FRDocument51 pagesJDS-G223 FRhaitemPas encore d'évaluation
- Gestion Des Terminaux A ConteneursDocument270 pagesGestion Des Terminaux A ConteneursAbdelkader Chaoui100% (2)
- LVE Anglais BTS TertiairesDocument5 pagesLVE Anglais BTS Tertiairesleloup7826Pas encore d'évaluation
- PRES1200FDocument31 pagesPRES1200FHouda NajimPas encore d'évaluation
- 1702 - Ilham M'GASSY - Juillet 2017 - FINANCE - Gestion Préventive Du Risque CréditDocument89 pages1702 - Ilham M'GASSY - Juillet 2017 - FINANCE - Gestion Préventive Du Risque CréditSalma Oudghiri MesbahiPas encore d'évaluation
- Syllabus - Comptabilité Générale Principes Et Fondements - PublicDocument12 pagesSyllabus - Comptabilité Générale Principes Et Fondements - Publicstudants_ma100% (1)
- Extrait Du Guide Rentagarage 21Document8 pagesExtrait Du Guide Rentagarage 21Miister SifdinPas encore d'évaluation
- Cameroun - RE - Projet D'alimentation en Eau Potable Et D'assainissement en Milieu RuralDocument101 pagesCameroun - RE - Projet D'alimentation en Eau Potable Et D'assainissement en Milieu RuralApollinaire TahangPas encore d'évaluation
- Rapport de Stage de Mouna BouroumiDocument41 pagesRapport de Stage de Mouna BouroumidanrcgPas encore d'évaluation
- Cat Marcont StructuresDocument53 pagesCat Marcont StructuresSnoumatrap TpbPas encore d'évaluation
- Migne. Patrologia Latina Tomus CI.Document761 pagesMigne. Patrologia Latina Tomus CI.Patrologia Latina, Graeca et OrientalisPas encore d'évaluation