Vous aimerez peut-être aussi
- Chapitre IIIDocument10 pagesChapitre IIIhello youPas encore d'évaluation
- Contrôle Des Dimensions LinéairesDocument21 pagesContrôle Des Dimensions LinéairesHOUSSAME NAIMPas encore d'évaluation
- TP Pies À Coulisse PDFDocument8 pagesTP Pies À Coulisse PDFAyoub BezaiPas encore d'évaluation
- TP Pied À Coulisse 222Document6 pagesTP Pied À Coulisse 222Saber MalaouiPas encore d'évaluation
- MesurDocument3 pagesMesurATFP2013Pas encore d'évaluation
- VDocument7 pagesVعثمان البريشيPas encore d'évaluation
- 5 Cours La MetrologieDocument12 pages5 Cours La MetrologieabdellatifPas encore d'évaluation
- 03 Techniquesdemesure PDFDocument19 pages03 Techniquesdemesure PDFStephane Durel Mbida100% (1)
- 7essai MatérDocument9 pages7essai MatérIbra MoulayPas encore d'évaluation
- Les Procedes D'obtention Par Deformation PlastiqueDocument73 pagesLes Procedes D'obtention Par Deformation PlastiqueKamel FedaouiPas encore d'évaluation
- Frais AgeDocument4 pagesFrais AgeRaouf BelamriPas encore d'évaluation
- Utiliser Un Pied A Coulisse PapierDocument9 pagesUtiliser Un Pied A Coulisse PapierCamille Lodoïsk0% (1)
- 03 TechniquesdemesureDocument19 pages03 TechniquesdemesureHanane Tounsi100% (1)
- Cotes Sur Piges PrerequisDocument3 pagesCotes Sur Piges PrerequisMakrem CherifPas encore d'évaluation
- Feuille de Phase Probatoire F1Document2 pagesFeuille de Phase Probatoire F1Dayang Dayang100% (1)
- Processus de Fabrication1Document80 pagesProcessus de Fabrication1Alaa AbarPas encore d'évaluation
- Fabrication Industrielle-Chapitre 2 PDFDocument61 pagesFabrication Industrielle-Chapitre 2 PDFiraoui jamal (Ebay)Pas encore d'évaluation
- Le TaraudageDocument4 pagesLe TaraudageHicham HallouâPas encore d'évaluation
- Procedure Controle PerpendiculariteDocument1 pageProcedure Controle PerpendiculariteAhceneHamimesPas encore d'évaluation
- 9 UsinageDocument54 pages9 UsinageZakaria WasfiPas encore d'évaluation
- Les Procedes D Usinage-EleveDocument41 pagesLes Procedes D Usinage-EleveHassene KARMOUSPas encore d'évaluation
- Prod - Generation de Surfaces PDFDocument7 pagesProd - Generation de Surfaces PDFpierrePas encore d'évaluation
- CH 8 Tolérances Géometriques PDFDocument4 pagesCH 8 Tolérances Géometriques PDFmehdiPas encore d'évaluation
- 1165885Document35 pages1165885Hanane TounsiPas encore d'évaluation
- Le MicrometreDocument5 pagesLe MicrometreFodil Zou100% (2)
- 87 - Repérage Des Axes ProfDocument3 pages87 - Repérage Des Axes ProfntayoubPas encore d'évaluation
- Mémoire - Outils de Métrologie ModDocument69 pagesMémoire - Outils de Métrologie Modmoha heroPas encore d'évaluation
- Etude TempsDocument3 pagesEtude TempsBéchir WanassiPas encore d'évaluation
- Calcul SinusDocument1 pageCalcul SinusJay SlvatrPas encore d'évaluation
- Circuits Pneumatiques Vol 3 PDFDocument2 pagesCircuits Pneumatiques Vol 3 PDFyassinePas encore d'évaluation
- TPDocument14 pagesTPHa KimPas encore d'évaluation
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- Metro LogDocument12 pagesMetro LoghamidPas encore d'évaluation
- Micromètre Prof 1Document7 pagesMicromètre Prof 1Flavien CharfiPas encore d'évaluation
- Duree Vie Outil EleveDocument4 pagesDuree Vie Outil Elevesaber100% (1)
- Qualification Metrologie Dimensionnelle Et Géometrique PDFDocument73 pagesQualification Metrologie Dimensionnelle Et Géometrique PDFsaid3232100% (2)
- Compte Rendu TP ADocument14 pagesCompte Rendu TP Akallel hanenPas encore d'évaluation
- 1 - La Fonction Méthodes UsinageDocument6 pages1 - La Fonction Méthodes UsinageAnas MohtadiPas encore d'évaluation
- Cours 2 Rédacrion de Gamme D'usinageDocument6 pagesCours 2 Rédacrion de Gamme D'usinageFosseni Diallo100% (1)
- TP Fabrication 1 (Tournage) de MOSTEFA SaadeddineDocument8 pagesTP Fabrication 1 (Tournage) de MOSTEFA SaadeddineSaadeddine MostefaPas encore d'évaluation
- CFAO - Fraisage 2D & DemiDocument17 pagesCFAO - Fraisage 2D & DemiMeryem BelhassanePas encore d'évaluation
- TP CND UsDocument6 pagesTP CND UsJulien PhotherPas encore d'évaluation
- Chapitre 1 CND GénéralitéDocument31 pagesChapitre 1 CND GénéralitéBassma RouanePas encore d'évaluation
- Cours Processus Production 120312183450 Phpapp01Document83 pagesCours Processus Production 120312183450 Phpapp01Khaled MessiPas encore d'évaluation
- Mesure: Le MicromètreDocument5 pagesMesure: Le Micromètreferréol PrieurPas encore d'évaluation
- Cours Métrologie 2LGM GCDocument50 pagesCours Métrologie 2LGM GCxangPas encore d'évaluation
- Etats de SurfaceDocument4 pagesEtats de SurfaceAymen HileliPas encore d'évaluation
- Leçon 4 Vérificateur de QualitéDocument19 pagesLeçon 4 Vérificateur de QualitéYasmine HammamiPas encore d'évaluation
- Automation Studio Educ FRDocument8 pagesAutomation Studio Educ FRMamadou SowPas encore d'évaluation
- HCH-FAB II - Partie 2Document12 pagesHCH-FAB II - Partie 2Ali ZaafouriPas encore d'évaluation
- M02 - Réalisation D'opérations de Base en Tournage - FM - MGP PDFDocument81 pagesM02 - Réalisation D'opérations de Base en Tournage - FM - MGP PDFMost ImadPas encore d'évaluation
- Fascicule de Fraisage PDFDocument32 pagesFascicule de Fraisage PDFFakhredine Hamidi0% (1)
- Le TournageDocument11 pagesLe TournageEL Araouri AchrafPas encore d'évaluation
- Les TempsDocument1 pageLes TempsAhceneHamimesPas encore d'évaluation
- Instruments de Mesure Et Contrôle MécaniquesDocument8 pagesInstruments de Mesure Et Contrôle Mécaniqueshello you100% (1)
- Instruments de Mesure - ContrôleDocument13 pagesInstruments de Mesure - ContrôlePatrick DelobellePas encore d'évaluation
- Chapitre 3Document8 pagesChapitre 3justindawe99Pas encore d'évaluation
- Instrunents de NesureDocument10 pagesInstrunents de NesureHaroun BnyPas encore d'évaluation
- Cours MetrologieDocument50 pagesCours MetrologieKawther Ben100% (1)
- FabricationDocument36 pagesFabricationSMOHAT TVPas encore d'évaluation
- Moules D'injectionDocument25 pagesMoules D'injectionayariseifallah0% (1)
- Alesage ConiqueDocument2 pagesAlesage ConiqueayariseifallahPas encore d'évaluation
- Malette Métrologie DimensionnelleDocument2 pagesMalette Métrologie Dimensionnelleayariseifallah100% (1)
- Manuel de FraisageDocument17 pagesManuel de FraisageMounir DouggazPas encore d'évaluation
- MedafDocument42 pagesMedafYesmine JasminePas encore d'évaluation
- Maths 4-TD2Document3 pagesMaths 4-TD2bmessaad1970Pas encore d'évaluation
- TP Api IiDocument11 pagesTP Api IiAdem AounPas encore d'évaluation
- TP6 Complx 2018-2019Document2 pagesTP6 Complx 2018-2019Hadjer KaddourPas encore d'évaluation
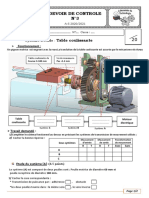
- Devoir de Controle N°3: Table CoulissanteDocument2 pagesDevoir de Controle N°3: Table CoulissanteTarekMostapha100% (1)
- Poinçonnement: LIM SovanvichetDocument13 pagesPoinçonnement: LIM SovanvichetPhal KhemraPas encore d'évaluation
- Le But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleueDocument4 pagesLe But de Cette Épreuve Est de Déterminer Si Un Seul Feutre Effaceur Suffit Pour Effacer Le Contenu D'une Petite Cartouche D'encre BleuePrescillia DieziaPas encore d'évaluation
- l3 tm1 Chapitre1 Lecon 01Document10 pagesl3 tm1 Chapitre1 Lecon 01Fatima LagnaouiPas encore d'évaluation
- Serie MichelsonDocument8 pagesSerie MichelsonMD HM BCPas encore d'évaluation
- Brochure Tech 2017 Techn Info Tournai 24pDocument28 pagesBrochure Tech 2017 Techn Info Tournai 24pDayang DayangPas encore d'évaluation
- TD RefrigerateurDocument4 pagesTD RefrigerateurAmine BenjamiaPas encore d'évaluation
- C4 CdmaDocument20 pagesC4 CdmaF Nass BenPas encore d'évaluation
- Hydrologie Statistique PDFDocument153 pagesHydrologie Statistique PDFAhlam RA100% (1)
- Commandes Non Lineaires D'Un Redresseur PWM Triphase: ThemeDocument159 pagesCommandes Non Lineaires D'Un Redresseur PWM Triphase: ThemeSofiane ZozoPas encore d'évaluation
- Scomazzon Pasal SMZ926Document225 pagesScomazzon Pasal SMZ926hiriPas encore d'évaluation
- Ece 19 SVT 01 V1Document2 pagesEce 19 SVT 01 V1AlexPas encore d'évaluation
- Exercice 1Document2 pagesExercice 1Nour elhoudaPas encore d'évaluation
- PP2 Cor MathDocument69 pagesPP2 Cor MathtotoPas encore d'évaluation
- RadjaZahia ZoutatAziza SilakhelYaminaDocument78 pagesRadjaZahia ZoutatAziza SilakhelYaminaLamia BekehchiPas encore d'évaluation
- Tp1 BI-PythonDocument3 pagesTp1 BI-PythonHiba AmaraPas encore d'évaluation
- Fopc 0720916e 4241Document4 pagesFopc 0720916e 4241Cyrielle DomguePas encore d'évaluation
- Centrale, 2011, MP, Math Ematiques 1Document9 pagesCentrale, 2011, MP, Math Ematiques 1Max tekouPas encore d'évaluation
- cryptographie ٠٩٤٠٤٦Document67 pagescryptographie ٠٩٤٠٤٦Amina BenhassinePas encore d'évaluation
- Concours General Mathematiques 2002 SujetDocument5 pagesConcours General Mathematiques 2002 SujetkkstanPas encore d'évaluation
- Cours - Pic 16f628a PDFDocument11 pagesCours - Pic 16f628a PDFridofoxPas encore d'évaluation
- Capteurs/actuateurs Auto PDFDocument23 pagesCapteurs/actuateurs Auto PDFyassine89% (9)
- TP SemaphoresDocument2 pagesTP Semaphoresعضوش محمدPas encore d'évaluation
- Sunbeam Bread Maker 5891Document44 pagesSunbeam Bread Maker 5891fwoomPas encore d'évaluation
- Doctorat BelhouchetDocument184 pagesDoctorat Belhouchetfootball goalPas encore d'évaluation
- KD455.50 Préconisations Montage Démontage - FRDocument7 pagesKD455.50 Préconisations Montage Démontage - FReric pineauPas encore d'évaluation