Vous aimerez peut-être aussi
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- Cours TournageDocument8 pagesCours TournageAnonymous 2kCKwqPas encore d'évaluation
- Poziaopaezc OpazcDocument4 pagesPoziaopaezc OpazcBadr HadriPas encore d'évaluation
- Couple Outil-Piece 3Document4 pagesCouple Outil-Piece 3Mohamed Abed100% (1)
- F6 Les Param Coupe PDFDocument3 pagesF6 Les Param Coupe PDFOtman OtoPas encore d'évaluation
- 31 02 Parametres de Coupe - Generalites PDFDocument8 pages31 02 Parametres de Coupe - Generalites PDFdidined100% (1)
- Para Metres Us in Age ProfDocument2 pagesPara Metres Us in Age ProfBcd CdePas encore d'évaluation
- Le TournageDocument11 pagesLe TournageEL Araouri AchrafPas encore d'évaluation
- 1C02Document3 pages1C02Makrem CherifPas encore d'évaluation
- Bac Pro Tu Documents de FabricationDocument8 pagesBac Pro Tu Documents de FabricationDave De ClercqPas encore d'évaluation
- Leçon 6 Elaboration D'un Avant Projet de GammeDocument11 pagesLeçon 6 Elaboration D'un Avant Projet de GammeYasmine HammamiPas encore d'évaluation
- Devoir Commun Partie ProductionDocument16 pagesDevoir Commun Partie ProductionOmar Daali0% (1)
- TP N 3 PercageDocument5 pagesTP N 3 PercagetthPas encore d'évaluation
- Processus de Fabrication1Document80 pagesProcessus de Fabrication1Alaa AbarPas encore d'évaluation
- Exercice Designation Des Outils de CoupeDocument6 pagesExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- ProbeDocument4 pagesProbeAbdelmoghit Idhsaine100% (2)
- La Coupe Des MetauxDocument9 pagesLa Coupe Des Metauxkoruko basketPas encore d'évaluation
- Duree Vie Outil EleveDocument4 pagesDuree Vie Outil Elevesaber100% (1)
- Gamme D UsinageDocument5 pagesGamme D UsinageImedooImedPas encore d'évaluation
- Les Procedes D Usinage-EleveDocument41 pagesLes Procedes D Usinage-EleveHassene KARMOUSPas encore d'évaluation
- 03-Conditions de CoupeDocument41 pages03-Conditions de Coupeahmed taiebPas encore d'évaluation
- Cours de Pliage SWDocument11 pagesCours de Pliage SWMed Ali100% (1)
- Exercice PDFDocument2 pagesExercice PDFAmr AkramPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- Constitution Outillage CoupeDocument5 pagesConstitution Outillage CoupepascalPas encore d'évaluation
- Chapitre 7 - Procédés Spéciaux - BrochageDocument5 pagesChapitre 7 - Procédés Spéciaux - Brochagehajar lamsaouriPas encore d'évaluation
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- 06 - Le Taraudage ProfDocument4 pages06 - Le Taraudage ProfntayoubPas encore d'évaluation
- Conduite D Une Production de SerieDocument100 pagesConduite D Une Production de SerieZotan ZandryPas encore d'évaluation
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALIPas encore d'évaluation
- Comment Choisir Une Plaquette de TournageDocument17 pagesComment Choisir Une Plaquette de Tournagefoufa yahiPas encore d'évaluation
- Dossier Manipulation Fraiseuse PDFDocument21 pagesDossier Manipulation Fraiseuse PDFMohamed Larbi100% (1)
- COMPTE Rendu Tour MzhdiDocument7 pagesCOMPTE Rendu Tour MzhdiEl Hamdaoui YoussefPas encore d'évaluation
- CYCLE - Fusionné PDFDocument7 pagesCYCLE - Fusionné PDFELMustaphaELMoukhtariPas encore d'évaluation
- Efforts Et Puisance de CoupeDocument7 pagesEfforts Et Puisance de Coupentayoub100% (1)
- Chapitre 9 2 PDFDocument37 pagesChapitre 9 2 PDFTabka SouheilPas encore d'évaluation
- Les Efforts de CoupeDocument11 pagesLes Efforts de CoupeRaniya TebbalPas encore d'évaluation
- 209 RectificationDocument5 pages209 RectificationSidi RachPas encore d'évaluation
- 02 GPA210 Procedes Usinage 1diaDocument64 pages02 GPA210 Procedes Usinage 1diaspectrum66100% (1)
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- RugositeDocument11 pagesRugositeالقبطان القبطانPas encore d'évaluation
- TPFAO2 TournageDocument7 pagesTPFAO2 TournageBoutef El HachemiPas encore d'évaluation
- 2016 ExamenDocument4 pages2016 ExamenFrançoise NicolasPas encore d'évaluation
- Perçage&Alésage PDFDocument30 pagesPerçage&Alésage PDFAdja Fatou Sougou100% (1)
- Simulation D'usinageDocument12 pagesSimulation D'usinagejebril faten100% (1)
- 7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Document4 pages7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Aymen ZammaliPas encore d'évaluation
- PrefdecDocument16 pagesPrefdecParc ElyesPas encore d'évaluation
- 87 - Repérage Des Axes ProfDocument3 pages87 - Repérage Des Axes ProfntayoubPas encore d'évaluation
- F3 ApefDocument5 pagesF3 ApefZouhairPas encore d'évaluation
- FreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesD'EverandFreeCAD | étape par étape: Apprenez à créer des objets 3D, des assemblages et des dessins techniquesPas encore d'évaluation
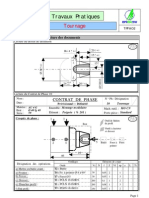
- Contrat PhaseDocument5 pagesContrat PhaseHafida EnnajiPas encore d'évaluation
- Lecon 8 Contrat de PhaseDocument5 pagesLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- Exam Prat TSMFM FF 09Document16 pagesExam Prat TSMFM FF 09Hamza NassibPas encore d'évaluation
- s4 3 Contrat PhaseDocument3 pagess4 3 Contrat PhaseBadr El RhazzaliPas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- Module M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021Document27 pagesModule M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021corentin ltPas encore d'évaluation
- Cours Prog - 2 PDFDocument120 pagesCours Prog - 2 PDFmahergarfa90% (10)
- TSMFM FF V2-2014 - ÉnoncéDocument15 pagesTSMFM FF V2-2014 - ÉnoncéAyoub CharkaniPas encore d'évaluation
- MEC8554 TP2 Duree-Vie-OutilDocument9 pagesMEC8554 TP2 Duree-Vie-OutilbettonPas encore d'évaluation
- Rmstpub PP 185 193Document9 pagesRmstpub PP 185 193Badra Aly MarikoPas encore d'évaluation
- Wilo F 02000029000298a900010092Document58 pagesWilo F 02000029000298a900010092Fosseni DialloPas encore d'évaluation
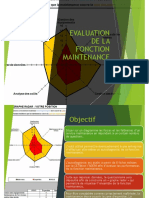
- Evaluation de La Fonction Maintenance1Document5 pagesEvaluation de La Fonction Maintenance1Fosseni DialloPas encore d'évaluation
- Systemes Numeriques.67Document3 pagesSystemes Numeriques.67Fosseni DialloPas encore d'évaluation
- Approche CompetencesDocument7 pagesApproche Competencesyassine1900100% (1)
- Catalogue 2020 VF202010 05Document5 pagesCatalogue 2020 VF202010 05Fosseni DialloPas encore d'évaluation
- PosterArtist V3.4 Win FR V01 CanonDocument342 pagesPosterArtist V3.4 Win FR V01 CanonFosseni DialloPas encore d'évaluation
- Cours Fabrication Mécanique - Djamaa - 2020 - 1Document61 pagesCours Fabrication Mécanique - Djamaa - 2020 - 1Fosseni DialloPas encore d'évaluation
- Terrain de TennisDocument1 pageTerrain de TennisFosseni DialloPas encore d'évaluation
- 2017 Cimi Fiche CimiadDocument2 pages2017 Cimi Fiche CimiadFosseni DialloPas encore d'évaluation
- Système Appontage PA Charles de GaulleDocument4 pagesSystème Appontage PA Charles de GaulleFosseni Diallo100% (1)
- gestion-de-stock-GSM - CopieDocument135 pagesgestion-de-stock-GSM - CopieFosseni DialloPas encore d'évaluation
- PC 3ème - L8 - Les LentillesDocument13 pagesPC 3ème - L8 - Les LentillesFosseni DialloPas encore d'évaluation
- Correction Exercices Initiation DessinDocument30 pagesCorrection Exercices Initiation DessinFosseni DialloPas encore d'évaluation
- Prevention Cours ProfDocument78 pagesPrevention Cours ProfFosseni DialloPas encore d'évaluation
- 04-TD Numération PDFDocument1 page04-TD Numération PDFMOLDNPas encore d'évaluation
- L'offre de Formation AFIM Avec Quaternaire - AFIMDocument1 pageL'offre de Formation AFIM Avec Quaternaire - AFIMFosseni DialloPas encore d'évaluation
- Bibliotheques Nationales FrancophonieDocument174 pagesBibliotheques Nationales FrancophonieFosseni DialloPas encore d'évaluation
- L'Usinage TraditionnelDocument1 pageL'Usinage TraditionnelFosseni DialloPas encore d'évaluation
- Procede D Elaboration Des Pieces MecaniquesDocument151 pagesProcede D Elaboration Des Pieces MecaniquesFosseni DialloPas encore d'évaluation
- PC 3ème - L11 - Réduction Des OxydesDocument9 pagesPC 3ème - L11 - Réduction Des OxydesFosseni DialloPas encore d'évaluation
- Global Industrie 2022 - AFIMDocument1 pageGlobal Industrie 2022 - AFIMFosseni DialloPas encore d'évaluation
- Prevention Robotique Collaborative A linternational-Eurogip129FDocument20 pagesPrevention Robotique Collaborative A linternational-Eurogip129FFosseni DialloPas encore d'évaluation
- BTS Gra 13 Mai 2019-3Document5 pagesBTS Gra 13 Mai 2019-3Fosseni DialloPas encore d'évaluation
- Guide - Flybox Orange CiDocument8 pagesGuide - Flybox Orange CiFosseni DialloPas encore d'évaluation
- Module MecaniqueDocument3 pagesModule MecaniqueFosseni DialloPas encore d'évaluation
- S52-1 - Analyse Fonctionnelle Interne D'un SADocument24 pagesS52-1 - Analyse Fonctionnelle Interne D'un SAFosseni DialloPas encore d'évaluation
- Cycle N°2: Expression Des Élèves Synthèse Cycle de TP N°1Document1 pageCycle N°2: Expression Des Élèves Synthèse Cycle de TP N°1Fosseni DialloPas encore d'évaluation
- Préparation de Production en Productique Mécanique - Étude de Fabrication Et Analyse D'usinage (3PM-EFAU) - L'Usinage TraditionnelDocument1 pagePréparation de Production en Productique Mécanique - Étude de Fabrication Et Analyse D'usinage (3PM-EFAU) - L'Usinage TraditionnelFosseni DialloPas encore d'évaluation
- Ra018 03Document30 pagesRa018 03Brave LionPas encore d'évaluation
- Stap 84 EnduitDocument4 pagesStap 84 EnduitFootball stylePas encore d'évaluation
- E4 Bts Fonderie 2019 Partie 1 Dossier SujetDocument30 pagesE4 Bts Fonderie 2019 Partie 1 Dossier SujetHamada HamadaPas encore d'évaluation
- Solution Bardage Bac-AcierDocument20 pagesSolution Bardage Bac-AcierBrice Patrice GollyPas encore d'évaluation
- NF en Iso 14329 - 2004Document16 pagesNF en Iso 14329 - 2004Emmanuel BoquetPas encore d'évaluation
- Cours 2014 LMECA1451Document2 pagesCours 2014 LMECA1451ayoubPas encore d'évaluation
- Du Minerai À L'acier, Histoire D'un Processus de Fabrication, Par Gilles Durvaux PDFDocument9 pagesDu Minerai À L'acier, Histoire D'un Processus de Fabrication, Par Gilles Durvaux PDFStéphane LannoyPas encore d'évaluation
- Traitement CimentDocument9 pagesTraitement CimentAboubakr Saiah AddaPas encore d'évaluation
- Que Signifie EN 1090 Pour La Construction Metallique Partie 2 (Metallerie 2010)Document3 pagesQue Signifie EN 1090 Pour La Construction Metallique Partie 2 (Metallerie 2010)bvbarcPas encore d'évaluation
- Casa Torcida Con Dos Torres Y Túnel Crooked House With Two Towers and Tunnel Maison Tordue Avec Deuxtours Et TunnelDocument4 pagesCasa Torcida Con Dos Torres Y Túnel Crooked House With Two Towers and Tunnel Maison Tordue Avec Deuxtours Et TunnelleonteadrianPas encore d'évaluation
- 501abrasives BEFR 2 Feb 2015.pdf AangepastDocument164 pages501abrasives BEFR 2 Feb 2015.pdf Aangepastjosé delmotePas encore d'évaluation
- Cours4 PC Chapitre3Document13 pagesCours4 PC Chapitre3Abdelmokset BOUDAOUIPas encore d'évaluation
- Procedure de FabricationDocument7 pagesProcedure de FabricationmezouedPas encore d'évaluation
- Élaboration de APEFDocument7 pagesÉlaboration de APEFhowaed milan100% (5)
- Le Ciment Et Ses Étapes de FabricationDocument2 pagesLe Ciment Et Ses Étapes de FabricationyounasblfrakPas encore d'évaluation
- Gamme CorrigéDocument2 pagesGamme CorrigéMohsen SaidiPas encore d'évaluation
- Le RectificationDocument3 pagesLe RectificationOussama El ghanemyPas encore d'évaluation
- La Raboteuse ProfDocument8 pagesLa Raboteuse Profima77meauxPas encore d'évaluation
- M12 Cours Colles Et Adhésifs VFDocument36 pagesM12 Cours Colles Et Adhésifs VFmouradqhsePas encore d'évaluation
- SoudageDocument5 pagesSoudagedhouhaPas encore d'évaluation
- Roto MoulageDocument18 pagesRoto Moulagebamsibamsi5253Pas encore d'évaluation
- Coller Le BoisDocument3 pagesColler Le BoisMed GATIPas encore d'évaluation
- C11Chim Controle Evolution PDFDocument3 pagesC11Chim Controle Evolution PDFAzizElheniPas encore d'évaluation
- Cinetique Chimique PDFDocument21 pagesCinetique Chimique PDFياسين السعدانيPas encore d'évaluation
- Bibliography Light PrintDocument5 pagesBibliography Light Printvdp2sr8w2sPas encore d'évaluation
- Cours de MétallurgieDocument55 pagesCours de Métallurgieimad haouiPas encore d'évaluation
- Manuel Pour La Gravure Et La Decoupe LaserDocument42 pagesManuel Pour La Gravure Et La Decoupe LaserBalla SakhoPas encore d'évaluation
- Les Liants2Document7 pagesLes Liants2Franck BitaPas encore d'évaluation
- Rapport Ahmed WannesDocument21 pagesRapport Ahmed WannesWannes AhmedPas encore d'évaluation
- Fiche Produit DELREBDocument2 pagesFiche Produit DELREBBOUKIRATPas encore d'évaluation
- TournageDocument27 pagesTournageRazan KhPas encore d'évaluation