Vous aimerez peut-être aussi
- Simulation D'usinageDocument12 pagesSimulation D'usinagejebril faten100% (1)
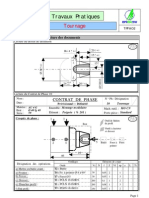
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- 1C02Document3 pages1C02Makrem CherifPas encore d'évaluation
- ProbeDocument4 pagesProbeAbdelmoghit Idhsaine100% (2)
- Cours 2 Rédacrion de Gamme D'usinageDocument6 pagesCours 2 Rédacrion de Gamme D'usinageFosseni Diallo100% (1)
- Cours TournageDocument8 pagesCours TournageAnonymous 2kCKwqPas encore d'évaluation
- Processus de Fabrication1Document80 pagesProcessus de Fabrication1Alaa AbarPas encore d'évaluation
- 31 02 Parametres de Coupe - Generalites PDFDocument8 pages31 02 Parametres de Coupe - Generalites PDFdidined100% (1)
- 03-Conditions de CoupeDocument41 pages03-Conditions de Coupeahmed taiebPas encore d'évaluation
- Mtrologie 111125154714 Phpapp01 PDFDocument21 pagesMtrologie 111125154714 Phpapp01 PDFdidinedPas encore d'évaluation
- 2483 19-0 Cotation de Fabrication PDFDocument7 pages2483 19-0 Cotation de Fabrication PDFborisPas encore d'évaluation
- TP N 3 PercageDocument5 pagesTP N 3 PercagetthPas encore d'évaluation
- Technologie de Construction PDFDocument88 pagesTechnologie de Construction PDFfdvgdsfdPas encore d'évaluation
- Les Efforts de CoupeDocument11 pagesLes Efforts de CoupeRaniya TebbalPas encore d'évaluation
- Exercice Designation Des Outils de CoupeDocument6 pagesExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- Méthodes de FabricationDocument19 pagesMéthodes de FabricationFedi Ben Ali100% (1)
- Geometrie de Outil de CoupeDocument19 pagesGeometrie de Outil de CoupeAbdelmoghit IdhsainePas encore d'évaluation
- TP Ndeg 2 FraisageDocument13 pagesTP Ndeg 2 FraisageMeriem Meriem100% (1)
- Efforts Et Puisance de CoupeDocument7 pagesEfforts Et Puisance de Coupentayoub100% (1)
- Le TournageDocument11 pagesLe TournageEL Araouri AchrafPas encore d'évaluation
- Rokbi Correction Emd Metrologie Session Normale 2016 2017Document2 pagesRokbi Correction Emd Metrologie Session Normale 2016 2017DAYANG100% (1)
- 7essai MatérDocument9 pages7essai MatérIbra MoulayPas encore d'évaluation
- 209 RectificationDocument5 pages209 RectificationSidi RachPas encore d'évaluation
- Cour de Fabrication Par Usinage 1er Année Inégénieur en Génie Mécanique2018-2019Document97 pagesCour de Fabrication Par Usinage 1er Année Inégénieur en Génie Mécanique2018-2019Sameh BelfkiPas encore d'évaluation
- Bac Pro Tu Documents de FabricationDocument8 pagesBac Pro Tu Documents de FabricationDave De ClercqPas encore d'évaluation
- TPFAO2 TournageDocument7 pagesTPFAO2 TournageBoutef El HachemiPas encore d'évaluation
- CAP Industriel SérieDocument10 pagesCAP Industriel SérieguyPas encore d'évaluation
- RugositeDocument11 pagesRugositeالقبطان القبطانPas encore d'évaluation
- Dossier Manipulation Fraiseuse PDFDocument21 pagesDossier Manipulation Fraiseuse PDFMohamed Larbi100% (1)
- Simulation FourchetteDocument4 pagesSimulation FourchetteMohamed SahilPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- 1-Etude Des Surépaisseurs D'usinageDocument1 page1-Etude Des Surépaisseurs D'usinagenahim100% (1)
- La Coupe Des MetauxDocument9 pagesLa Coupe Des Metauxkoruko basketPas encore d'évaluation
- 06 - Le Taraudage ProfDocument4 pages06 - Le Taraudage ProfntayoubPas encore d'évaluation
- VDocument7 pagesVعثمان البريشيPas encore d'évaluation
- Les Procedes D Usinage-EleveDocument41 pagesLes Procedes D Usinage-EleveHassene KARMOUSPas encore d'évaluation
- Chapitre 7 - Procédés Spéciaux - BrochageDocument5 pagesChapitre 7 - Procédés Spéciaux - Brochagehajar lamsaouriPas encore d'évaluation
- La Cotation de FabricationDocument14 pagesLa Cotation de FabricationINAS ZAALIPas encore d'évaluation
- Les Conditions de CoupesDocument13 pagesLes Conditions de CoupesAbdelilah El GmairiPas encore d'évaluation
- Chapitre 9 2 PDFDocument37 pagesChapitre 9 2 PDFTabka SouheilPas encore d'évaluation
- Duree Vie Outil EleveDocument4 pagesDuree Vie Outil Elevesaber100% (1)
- 7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Document4 pages7968 Annexe Realisation Du Mors Mobile Dun Etau Serrage Rapide Ensps - 0Aymen ZammaliPas encore d'évaluation
- Exercices Sur La Mise en Position Isostatique ProfDocument2 pagesExercices Sur La Mise en Position Isostatique ProfAymen KhalfaouiPas encore d'évaluation
- Exercice PDFDocument2 pagesExercice PDFAmr AkramPas encore d'évaluation
- 1-Durée de Vie Dun OutilDocument2 pages1-Durée de Vie Dun OutilLoulou rifiaPas encore d'évaluation
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- Devoir Commun Partie ProductionDocument16 pagesDevoir Commun Partie ProductionOmar Daali0% (1)
- Solution Exam - FM 2021Document5 pagesSolution Exam - FM 2021AbdessalamPas encore d'évaluation
- Vitesse de Coupe Et de RotationDocument7 pagesVitesse de Coupe Et de RotationkldmntPas encore d'évaluation
- Horloge - Mcppi CallertableDocument11 pagesHorloge - Mcppi Callertablezakaria100% (1)
- Iv - Contraintes D'usinagesDocument9 pagesIv - Contraintes D'usinageskokouPas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- TP N°5: Atelier Prismatic MachiningDocument12 pagesTP N°5: Atelier Prismatic Machininglynda jerbiaPas encore d'évaluation
- Cours Méthodes - Asma BELHADJ - 2GM ENIT - Chapitre3 - EtudiantDocument10 pagesCours Méthodes - Asma BELHADJ - 2GM ENIT - Chapitre3 - EtudiantilyesdhawiddPas encore d'évaluation
- UsinageDocument17 pagesUsinageBoussalia LatifaPas encore d'évaluation
- TP de Fraisage Cfao: Année Universitaire 2019-2020Document9 pagesTP de Fraisage Cfao: Année Universitaire 2019-2020Anonymous 9qKdViDP4Pas encore d'évaluation
- Cours Méthodes - Asma BELHADJ - 2GM ENIT - Chapitre1 - EtudiantDocument10 pagesCours Méthodes - Asma BELHADJ - 2GM ENIT - Chapitre1 - EtudiantluqmanPas encore d'évaluation
- Methode Bouatem2Document49 pagesMethode Bouatem2TarikPas encore d'évaluation
- Fao FR CatiaDocument13 pagesFao FR Catiabenabou100% (1)
- RaportDocument16 pagesRaportAnass merbouhPas encore d'évaluation
- Ap0288 21 05 Ds 004-Feuilles de Donnees Reservoir de Stockage Eau Anti-IncendieDocument2 pagesAp0288 21 05 Ds 004-Feuilles de Donnees Reservoir de Stockage Eau Anti-IncendieYasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modèle 2D Coque Double Symétrie-1Document10 pagesModélisation D'une Pièce-Yasmine-Modèle 2D Coque Double Symétrie-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modéle 3D-1Document10 pagesModélisation D'une Pièce-Yasmine-Modéle 3D-1Yasmine HammamiPas encore d'évaluation
- Modélisation D'une Pièce-Yasmine-Modèle 2D Axisymétrie-1Document10 pagesModélisation D'une Pièce-Yasmine-Modèle 2D Axisymétrie-1Yasmine HammamiPas encore d'évaluation
- Analyse Des Données Analyse Des Données: Chapitre II: Analyse en Composantes Principales (ACP)Document23 pagesAnalyse Des Données Analyse Des Données: Chapitre II: Analyse en Composantes Principales (ACP)Yasmine HammamiPas encore d'évaluation
- Acp Sur SpssDocument4 pagesAcp Sur SpssYasmine Hammami100% (1)
- Feuille de Calcul Réservoir CirculaireDocument2 pagesFeuille de Calcul Réservoir CirculaireMustapha NajemPas encore d'évaluation
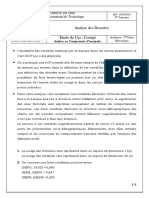
- Etude de Cas - CorrigéDocument5 pagesEtude de Cas - CorrigéYasmine HammamiPas encore d'évaluation
- Etude de CasDocument8 pagesEtude de CasYasmine HammamiPas encore d'évaluation
- Feuilletage 437Document23 pagesFeuilletage 437Yasmine HammamiPas encore d'évaluation
- AFPS Guide Technique 2014 Reservoire de Stockage Partie B PDFDocument97 pagesAFPS Guide Technique 2014 Reservoire de Stockage Partie B PDFYassineElabdPas encore d'évaluation
- Analyse Des Données Analyse Des DonnéesDocument24 pagesAnalyse Des Données Analyse Des DonnéesYasmine HammamiPas encore d'évaluation
- TD Serie No 2Document3 pagesTD Serie No 2soufiane8fkaPas encore d'évaluation
- Le Projet Personnel Et ProfessionnelDocument25 pagesLe Projet Personnel Et ProfessionnelYasmine Hammami100% (1)
- Acp Sur SpssDocument4 pagesAcp Sur SpssYasmine Hammami100% (1)
- Construction Industrielle Dessin Technique Calcul MecaniqueDocument257 pagesConstruction Industrielle Dessin Technique Calcul MecaniqueYasmine HammamiPas encore d'évaluation
- DESSIN TECHNIQUE Cours Et Exercices Avec Solutions WWW Cours-Electromecanique ComDocument276 pagesDESSIN TECHNIQUE Cours Et Exercices Avec Solutions WWW Cours-Electromecanique ComYasmine HammamiPas encore d'évaluation
- Make A StartDocument21 pagesMake A StartYasmine HammamiPas encore d'évaluation
- TableauxDocument18 pagesTableauxYasmine HammamiPas encore d'évaluation
- ThermocoupleDocument8 pagesThermocoupleYasmine HammamiPas encore d'évaluation
- Lettre Motivation Ingenieur MecaniqueDocument2 pagesLettre Motivation Ingenieur MecaniqueYasmine HammamiPas encore d'évaluation
- Lecon 8 Contrat de PhaseDocument5 pagesLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- AD IIT Exam Prin 2020 ProjetDocument3 pagesAD IIT Exam Prin 2020 ProjetYasmine HammamiPas encore d'évaluation
- ProjetDocument14 pagesProjetYasmine HammamiPas encore d'évaluation
- Atelier TournageDocument4 pagesAtelier TournageYasmine HammamiPas encore d'évaluation
- Exemple de Business PlanDocument30 pagesExemple de Business PlanYasmine HammamiPas encore d'évaluation
- Bilan Energétique Sur Un Echangeur de ChaleurDocument6 pagesBilan Energétique Sur Un Echangeur de ChaleurYasmine HammamiPas encore d'évaluation
- Le Message PhotographiqueDocument13 pagesLe Message PhotographiqueericooalPas encore d'évaluation
- 02 InitiationDocument13 pages02 InitiationTRAOREPas encore d'évaluation
- Rapport Hebdomadaire CHECDocument31 pagesRapport Hebdomadaire CHECSoria LouboungouPas encore d'évaluation
- Rapport Reconstruction PDFDocument37 pagesRapport Reconstruction PDFsamvipPas encore d'évaluation
- Classification Des LogementsDocument1 pageClassification Des LogementsPaul KoudougouPas encore d'évaluation
- Chap 5 Transistor JFET MOSFETDocument15 pagesChap 5 Transistor JFET MOSFETBLYNK STEELPas encore d'évaluation
- Formation Sur L'évaluation Au Cycle SecondaireDocument3 pagesFormation Sur L'évaluation Au Cycle Secondairemourad oumansourPas encore d'évaluation
- Chapitre-4 Démographie L1Document9 pagesChapitre-4 Démographie L1Khalil ByPas encore d'évaluation
- B1 Rédiger Une Lettre de Motivation EnseignantDocument10 pagesB1 Rédiger Une Lettre de Motivation EnseignantRexeyPas encore d'évaluation
- Market SensoDocument10 pagesMarket SensoDaouda MagassoubaPas encore d'évaluation
- Module 1 - Élaborer Et Adapter en Continu L'offre de Produits Et de ServicesDocument22 pagesModule 1 - Élaborer Et Adapter en Continu L'offre de Produits Et de ServicesThomas RoyPas encore d'évaluation
- Tarea 4 Conversacion Francesa 1 Exercices - Du - Devoir - 4. LewinDocument5 pagesTarea 4 Conversacion Francesa 1 Exercices - Du - Devoir - 4. LewinDilenny APas encore d'évaluation
- Targum Ou TargoumDocument5 pagesTargum Ou TargoumyeshuaPas encore d'évaluation
- Bacacier-Pannes ZDocument4 pagesBacacier-Pannes ZM MEHENNIPas encore d'évaluation
- Chap2 GSM PDFDocument55 pagesChap2 GSM PDFNisrine BahriPas encore d'évaluation
- Tapie: L'arrêt de La Cour de CassationDocument21 pagesTapie: L'arrêt de La Cour de CassationLaurent MAUDUITPas encore d'évaluation
- Dossier Steeman Biblio FilmoDocument36 pagesDossier Steeman Biblio FilmoWriterIncPas encore d'évaluation
- Management Des Systemes Dinformation - ExposeDocument13 pagesManagement Des Systemes Dinformation - Exposepascal sohoPas encore d'évaluation
- 16 M.ncaDocument132 pages16 M.ncaAbdouli Roukaya100% (1)
- NF DTU 34.1 P2 Mise en Oeuvre Des Fermetures Et StoresDocument21 pagesNF DTU 34.1 P2 Mise en Oeuvre Des Fermetures Et StoresPatrick GARCIAPas encore d'évaluation
- Evenements 2Document24 pagesEvenements 2Daniela BunoaicaPas encore d'évaluation
- Chap 07Document30 pagesChap 07Issam Sembati100% (1)
- 7 Étapes Pour Lancer Sa Marque de VêtementsDocument13 pages7 Étapes Pour Lancer Sa Marque de VêtementsmedhiferrosPas encore d'évaluation
- PrezentareDocument34 pagesPrezentareA. C. E.Pas encore d'évaluation
- Ar Bilan Sci 2021Document1 pageAr Bilan Sci 2021thivoyonPas encore d'évaluation
- Croquer La Vie À Pleines Dents Exprime L AccordDocument3 pagesCroquer La Vie À Pleines Dents Exprime L AccordylonikaPas encore d'évaluation
- Les Destins de La MasturbationDocument20 pagesLes Destins de La MasturbationBruno KinoshitaPas encore d'évaluation
- Emma Et La Perle Blanche PDFDocument25 pagesEmma Et La Perle Blanche PDFMonica M EtchegarayPas encore d'évaluation
- Actionnariat SalariéDocument4 pagesActionnariat SalariéLamyaa ErrayPas encore d'évaluation
- GP Chut Je Lis PDFDocument240 pagesGP Chut Je Lis PDFsherrie_gimenezPas encore d'évaluation
- Les Filles aux Bouclettes: Patron Crochet AmigurumiD'EverandLes Filles aux Bouclettes: Patron Crochet AmigurumiÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Mingan au 19e siècle: Cycles annuels des Montagnais et politique commerciales de la Compagnie de la Baie d'HudsonD'EverandMingan au 19e siècle: Cycles annuels des Montagnais et politique commerciales de la Compagnie de la Baie d'HudsonPas encore d'évaluation
- YQB - Québec à la conquête de l'air: Québec City. The Sky's the Limit!D'EverandYQB - Québec à la conquête de l'air: Québec City. The Sky's the Limit!Pas encore d'évaluation