Vous aimerez peut-être aussi
- Procédés Obtention Des SurfacesDocument26 pagesProcédés Obtention Des SurfacesFarouk Keniou100% (1)
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDocument12 pagesCompte Rendu: Mini Projet: Procédée Et Méthode de Productionnihadsisi0Pas encore d'évaluation
- Compte Rendu: Mini Projet: Procédée Et Méthode de ProductionDocument12 pagesCompte Rendu: Mini Projet: Procédée Et Méthode de ProductionZied kallelPas encore d'évaluation
- Cours Chapitre TournageDocument36 pagesCours Chapitre Tournagemarya.marymarianaPas encore d'évaluation
- Chapitre 1 - Elaboration D'une Gamme D'usinageDocument23 pagesChapitre 1 - Elaboration D'une Gamme D'usinageeya zouaouiPas encore d'évaluation
- Fiche UsinageDocument5 pagesFiche UsinagesalahfaloussePas encore d'évaluation
- FraisageDocument34 pagesFraisagetechno musicPas encore d'évaluation
- Cours Cfao MachineDocument11 pagesCours Cfao MachineYouness SahraouiPas encore d'évaluation
- Cours Cfao MachineDocument11 pagesCours Cfao MachineMed AliPas encore d'évaluation
- Chapitre 7 - FraisageDocument25 pagesChapitre 7 - FraisageAlexandru Daniel GhermanPas encore d'évaluation
- Leçon 6 Elaboration D'un Avant Projet de GammeDocument11 pagesLeçon 6 Elaboration D'un Avant Projet de GammeYasmine HammamiPas encore d'évaluation
- Rapport de TFMDocument24 pagesRapport de TFMklaaskalengaPas encore d'évaluation
- Cours 2 Rédacrion de Gamme D'usinageDocument6 pagesCours 2 Rédacrion de Gamme D'usinageFosseni Diallo100% (1)
- Coupe Des MatériauxDocument35 pagesCoupe Des Matériauxlegendary SAIDPas encore d'évaluation
- TournageDocument31 pagesTournageOumaima100% (3)
- TD N°6 - Fao - L3GM - CF-S3Document4 pagesTD N°6 - Fao - L3GM - CF-S3Belloumi ManelPas encore d'évaluation
- D - Cotation Fonctionnelle PDFDocument26 pagesD - Cotation Fonctionnelle PDFAnonymous Vhn6VwguSV100% (1)
- Usinage Par Enlevement de MatiereDocument8 pagesUsinage Par Enlevement de Matieremaraghni_hassine7592Pas encore d'évaluation
- Chapitre II Fabrication MécaniqueDocument39 pagesChapitre II Fabrication MécaniqueWafik FarsiPas encore d'évaluation
- TP de Fraisage Cfao: Année Universitaire 2019-2020Document9 pagesTP de Fraisage Cfao: Année Universitaire 2019-2020Anonymous 9qKdViDP4Pas encore d'évaluation
- Fao FR CatiaDocument13 pagesFao FR Catiabenabou100% (1)
- Chapitre III.1Document15 pagesChapitre III.1Mohamed GuelaiPas encore d'évaluation
- Tournage Des Pièces MécaniquesDocument11 pagesTournage Des Pièces Mécaniqueskill3rxPas encore d'évaluation
- V - Dimensionnement Et Cotation de FabricationDocument8 pagesV - Dimensionnement Et Cotation de FabricationkokouPas encore d'évaluation
- Usinage - Phénomène de La Coupe15 PDFDocument49 pagesUsinage - Phénomène de La Coupe15 PDFabdoul aziz zabrePas encore d'évaluation
- Fascicule TP Usinage 1Document40 pagesFascicule TP Usinage 1BIJOUNA BILELPas encore d'évaluation
- FraisageDocument4 pagesFraisageAhmed Bel KaDhiPas encore d'évaluation
- Chapitre V Etablissement D'un Processus Complet deDocument18 pagesChapitre V Etablissement D'un Processus Complet deBer MouPas encore d'évaluation
- Chapitre 2 Morphologie Machines Outil Commande NumeriqueDocument19 pagesChapitre 2 Morphologie Machines Outil Commande NumeriqueRoua KhalifaPas encore d'évaluation
- ProductionDocument46 pagesProductionHamet DoumbouyaPas encore d'évaluation
- Théorie de CoupeDocument30 pagesThéorie de CoupeMec Inov83% (6)
- Iv - Contraintes D'usinagesDocument9 pagesIv - Contraintes D'usinageskokouPas encore d'évaluation
- Tournage Mécanique - WikipédiaDocument24 pagesTournage Mécanique - Wikipédiaelie mij kisalePas encore d'évaluation
- Fabrication Mecanique Chapitre IDocument20 pagesFabrication Mecanique Chapitre Irihab bkdPas encore d'évaluation
- Procédé de Tournage 1Document7 pagesProcédé de Tournage 1Lamri LatrechePas encore d'évaluation
- Cours Méthodes - Asma BELHADJ - 2GM ENIT - Chapitre3 - EtudiantDocument10 pagesCours Méthodes - Asma BELHADJ - 2GM ENIT - Chapitre3 - EtudiantilyesdhawiddPas encore d'évaluation
- Methode Bouatem2Document49 pagesMethode Bouatem2TarikPas encore d'évaluation
- Contrat PhaseDocument5 pagesContrat PhaseHafida EnnajiPas encore d'évaluation
- Lecon 8 Contrat de PhaseDocument5 pagesLecon 8 Contrat de PhaseYasmine Hammami100% (2)
- Cours TF-5Document13 pagesCours TF-55rvknwg82qPas encore d'évaluation
- TournageDocument27 pagesTournageRazan KhPas encore d'évaluation
- TP N°5: Atelier Prismatic MachiningDocument12 pagesTP N°5: Atelier Prismatic Machininglynda jerbiaPas encore d'évaluation
- USINAGEESAUntitled 2Document17 pagesUSINAGEESAUntitled 2Kamal PcPas encore d'évaluation
- Partie 1 Lecon TournageDocument10 pagesPartie 1 Lecon TournageACABPas encore d'évaluation
- TP 1 - Doc Synthèse CorrigéDocument23 pagesTP 1 - Doc Synthèse CorrigéOumayma AssefraouiPas encore d'évaluation
- Usinage Sur MOCNDocument24 pagesUsinage Sur MOCNMohamed El HafidyPas encore d'évaluation
- 02-Entité D'usinageDocument39 pages02-Entité D'usinageMècanique Groupe 1Pas encore d'évaluation
- 20 Notions de BaseDocument7 pages20 Notions de BaseKamel HamdiPas encore d'évaluation
- Chapitre IIp3Document9 pagesChapitre IIp3dz filmPas encore d'évaluation
- HCH-FAB II - Partie 1Document8 pagesHCH-FAB II - Partie 1lachhelPas encore d'évaluation
- Projet Bureau 2023Document64 pagesProjet Bureau 2023simokingsimo4321Pas encore d'évaluation
- TD 2 procédésDocument4 pagesTD 2 procédésHiba LanayPas encore d'évaluation
- Dossier Manipulation Fraiseuse PDFDocument21 pagesDossier Manipulation Fraiseuse PDFMohamed Larbi100% (1)
- Cam BamDocument9 pagesCam BamHamza GhardanePas encore d'évaluation
- Module M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021Document27 pagesModule M3201 - Préparation D'une Production Sur Machine CN (FAO) - Sujet - Support - Universel - 2020 - 2021corentin ltPas encore d'évaluation
- Détermination des surfaces cachées: Dévoiler les secrets de la vision par ordinateurD'EverandDétermination des surfaces cachées: Dévoiler les secrets de la vision par ordinateurPas encore d'évaluation
- Manuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013D'EverandManuel d'apprentissage de la programmation 3D: avec C#5, WPF et Visual Studio 2013Pas encore d'évaluation
- Géométrie descriptive: Déverrouiller le domaine visuel : explorer la géométrie descriptive en vision par ordinateurD'EverandGéométrie descriptive: Déverrouiller le domaine visuel : explorer la géométrie descriptive en vision par ordinateurPas encore d'évaluation
- Formation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesD'EverandFormation 3D par la pratique avec C#5 et WPF: Modeliser des moleculesPas encore d'évaluation
- Dessin technique: Libérer la perception visuelle dans le dessin techniqueD'EverandDessin technique: Libérer la perception visuelle dans le dessin techniquePas encore d'évaluation
- L'Analyse Du Cycle de Vie - Les Cahiers Du DD - Outil CompletDocument7 pagesL'Analyse Du Cycle de Vie - Les Cahiers Du DD - Outil CompletBoussalia LatifaPas encore d'évaluation
- Corrigé TRGDocument3 pagesCorrigé TRGBoussalia LatifaPas encore d'évaluation
- Quiz - Chapitre 27 - Les Approvisionnements Et La Logistique - Business School SupportBusiness School SupportDocument4 pagesQuiz - Chapitre 27 - Les Approvisionnements Et La Logistique - Business School SupportBusiness School SupportBoussalia LatifaPas encore d'évaluation
- Concepts Et Enjeux de La Chaîne Logistique Globale, ModélisationDocument66 pagesConcepts Et Enjeux de La Chaîne Logistique Globale, ModélisationBoussalia Latifa100% (1)
- CAL4-QCM Corrige Revise PDFDocument4 pagesCAL4-QCM Corrige Revise PDFBoussalia LatifaPas encore d'évaluation
- Ultrason CNDDocument2 pagesUltrason CNDBoussalia Latifa100% (1)
- Ultrason CNDDocument2 pagesUltrason CNDBoussalia Latifa100% (1)
- Essais MécaniqueDocument3 pagesEssais MécaniqueBoussalia LatifaPas encore d'évaluation
- Technologie de BaseDocument6 pagesTechnologie de BaseBoussalia LatifaPas encore d'évaluation
- Ultrason CNDDocument2 pagesUltrason CNDBoussalia LatifaPas encore d'évaluation
- Ap 20171201-20191130Document1 pageAp 20171201-20191130Boussalia LatifaPas encore d'évaluation
- Gestion de La ProductionDocument5 pagesGestion de La ProductionSalah Eddine Chouikh100% (1)
- TD #2: Introduction À La Résistance Des Matériaux: Exercice 1Document3 pagesTD #2: Introduction À La Résistance Des Matériaux: Exercice 1Boussalia Latifa100% (1)
- PoigneeDocument3 pagesPoigneeChokri AtefPas encore d'évaluation
- TSMFM A LA 2 CDS Correction 1ére Synthése18 V2Document17 pagesTSMFM A LA 2 CDS Correction 1ére Synthése18 V2Badr HadriPas encore d'évaluation
- ExamenDocument21 pagesExamensoufiane OkPas encore d'évaluation
- Correction TD Percage Piec00000eDocument8 pagesCorrection TD Percage Piec00000eHoussineElGhazouaniPas encore d'évaluation
- Chapitre 4 Cycles Programmation TournageDocument9 pagesChapitre 4 Cycles Programmation TournageLarbi ElbakkaliPas encore d'évaluation
- M01 Fabrication Des Pieces D Usinage Simples en Tournage-FM-TSMFMDocument81 pagesM01 Fabrication Des Pieces D Usinage Simples en Tournage-FM-TSMFMJawad Eddaiki90% (20)
- Vitesse de Coupe Et de RotationDocument7 pagesVitesse de Coupe Et de RotationkldmntPas encore d'évaluation
- Procédés D'obtention Des ProduitsDocument16 pagesProcédés D'obtention Des ProduitsELMustaphaELMoukhtariPas encore d'évaluation
- Procédés de Mise en Forme de Matières Plastiques - QuizDocument4 pagesProcédés de Mise en Forme de Matières Plastiques - QuizHocine BoukhiarPas encore d'évaluation
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- Manuel de Programmation TNL 12 TNL 26Document566 pagesManuel de Programmation TNL 12 TNL 26nemoxenoPas encore d'évaluation
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- TSMFM1 FF - Corrigé Pratique 2010 V1 VCDCDocument14 pagesTSMFM1 FF - Corrigé Pratique 2010 V1 VCDCĶhąļìđ MįřïPas encore d'évaluation
- Dossier Technique Etau A Serrage RapideDocument10 pagesDossier Technique Etau A Serrage RapideHoucine Mastouri100% (4)
- N - Outils Pour Tourneuses FraiseusesDocument12 pagesN - Outils Pour Tourneuses Fraiseuseslulu3232Pas encore d'évaluation
- 2604f Tournage ConventionnelDocument4 pages2604f Tournage ConventionnelChokri AtefPas encore d'évaluation
- Soudure Representation SymboliqueDocument6 pagesSoudure Representation Symboliquezzrakoto0% (1)
- 10-Gamme - Usinage - 2010 (1dia - Page) PDFDocument32 pages10-Gamme - Usinage - 2010 (1dia - Page) PDFHanane Tounsi100% (1)
- Rapport 2Document27 pagesRapport 2Anass MerbouhPas encore d'évaluation
- SommaireDocument5 pagesSommaireالفر اغPas encore d'évaluation
- Chapitre 3 Programmation IsoDocument25 pagesChapitre 3 Programmation IsoMohamedAyoubPas encore d'évaluation
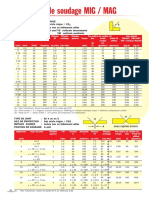
- Parametre de Soudage MIG-MAGDocument1 pageParametre de Soudage MIG-MAGsam100% (2)
- Les Symboles de SoudageDocument41 pagesLes Symboles de SoudageAyoub El'100% (1)
- Le PerageDocument20 pagesLe Peragesaded05Pas encore d'évaluation
- Moulage Haute Pression Des Matières ThermodurcissablesDocument4 pagesMoulage Haute Pression Des Matières ThermodurcissablesalphaPas encore d'évaluation
- Cours 1 Et 2 UsinageDocument91 pagesCours 1 Et 2 UsinageTounsi TwensaPas encore d'évaluation
- Guide de L Usinage 2Document496 pagesGuide de L Usinage 2Elias100% (3)
- Liste Formations Adherents Allize PlasturgieDocument2 pagesListe Formations Adherents Allize PlasturgieMed SaidPas encore d'évaluation
- Cours Usinage PDFDocument26 pagesCours Usinage PDFkc100% (1)
- Vocabulaire Technique - CoursgeniemecaniqueDocument42 pagesVocabulaire Technique - CoursgeniemecaniquedjalikadjouPas encore d'évaluation