Vous aimerez peut-être aussi
- Fiabilité, maintenance prédictive et vibration des machinesD'EverandFiabilité, maintenance prédictive et vibration des machinesPas encore d'évaluation
- Institut Supérieur Des Etudes Technologiques de GafsaDocument14 pagesInstitut Supérieur Des Etudes Technologiques de Gafsahajji mohamed100% (1)
- Frais AgeDocument9 pagesFrais AgeWissal El LouzaniPas encore d'évaluation
- Le TournageDocument9 pagesLe TournageELMustaphaELMoukhtari100% (1)
- TP FabDocument13 pagesTP Fabnadir benyoucefPas encore d'évaluation
- COMPTE Rendu Tour MzhdiDocument7 pagesCOMPTE Rendu Tour MzhdiEl Hamdaoui YoussefPas encore d'évaluation
- TournageDocument27 pagesTournageRazan KhPas encore d'évaluation
- TP 1 TournageDocument8 pagesTP 1 TournageSaber MalaouiPas encore d'évaluation
- TPn°1 Tournage PDFDocument17 pagesTPn°1 Tournage PDFZach LeitchPas encore d'évaluation
- Tournage MecaniqueDocument5 pagesTournage MecaniqueMohamed NaciriPas encore d'évaluation
- FraisageDocument49 pagesFraisageAhmed GanaPas encore d'évaluation
- Chapitre V Tournage-4Document6 pagesChapitre V Tournage-4Aziz Kabore100% (1)
- Rapport de Procede de FabricationDocument17 pagesRapport de Procede de FabricationAli AsranPas encore d'évaluation
- Fabrication Mécanique L2Document9 pagesFabrication Mécanique L2Mathilde MimiPas encore d'évaluation
- FiletageDocument5 pagesFiletageKouam kamguaingPas encore d'évaluation
- Cours FraisageDocument11 pagesCours FraisageCrazy ytPas encore d'évaluation
- Contrat de Phase (Correction)Document2 pagesContrat de Phase (Correction)mido100% (1)
- Contrat de Phase Bielle Phase 10Document1 pageContrat de Phase Bielle Phase 10El Habib CherqaouiPas encore d'évaluation
- Cours Techniques D'usinage AvancéesDocument79 pagesCours Techniques D'usinage AvancéesFadwa ZRPas encore d'évaluation
- TP Fabrication 1 (Tournage) de MOSTEFA SaadeddineDocument8 pagesTP Fabrication 1 (Tournage) de MOSTEFA SaadeddineSaadeddine MostefaPas encore d'évaluation
- Duree Vie Outil EleveDocument4 pagesDuree Vie Outil Elevesaber100% (1)
- 87 - Repérage Des Axes ProfDocument3 pages87 - Repérage Des Axes ProfntayoubPas encore d'évaluation
- FraisageDocument16 pagesFraisagemohamedmehri59Pas encore d'évaluation
- Instruments de Mesure Et Contrôle MécaniquesDocument8 pagesInstruments de Mesure Et Contrôle Mécaniqueshello you100% (1)
- TournageDocument22 pagesTournageAhmed KramdiPas encore d'évaluation
- La Coupe Des Metaux - FinalDocument22 pagesLa Coupe Des Metaux - FinalHamza ElallamPas encore d'évaluation
- Annexe Gamme D'usinageDocument14 pagesAnnexe Gamme D'usinageciber ramziPas encore d'évaluation
- Cours TournageDocument3 pagesCours TournageNassro ZiadPas encore d'évaluation
- OUTIL DE PERçAGEDocument47 pagesOUTIL DE PERçAGEBen Aissa ChokriPas encore d'évaluation
- TP Fraisage 13 12 2016Document7 pagesTP Fraisage 13 12 2016Feriel GhouilaPas encore d'évaluation
- Compte Rendu Tournage 1 CFM31Document5 pagesCompte Rendu Tournage 1 CFM31Nour Khenine100% (1)
- TP FraisageDocument4 pagesTP FraisageHadil SadokPas encore d'évaluation
- FAO Chapitre IDocument24 pagesFAO Chapitre IRania Mfarrej100% (1)
- Travail Demandé Sur La Mise en Position IsostatiqueDocument8 pagesTravail Demandé Sur La Mise en Position IsostatiqueAbdoulaye DIALLOPas encore d'évaluation
- Bureau Des MéthodesDocument24 pagesBureau Des MéthodesCrazy yt100% (2)
- Cours Mtrologie 2lstDocument56 pagesCours Mtrologie 2lstMohammed teggar100% (1)
- Gamme - Usinage - 2010 (6dia - Page)Document6 pagesGamme - Usinage - 2010 (6dia - Page)c oussama100% (1)
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- La Coupe Des MetauxDocument9 pagesLa Coupe Des Metauxkoruko basketPas encore d'évaluation
- Tournage Et FraisageDocument154 pagesTournage Et FraisageOussama Niver100% (3)
- PerçageDocument5 pagesPerçageعبد الجليل قشيPas encore d'évaluation
- Définition de La FraiseuseDocument10 pagesDéfinition de La Fraiseusedhaou_hamdi33% (3)
- TD MetrologieDocument10 pagesTD MetrologieSaidPas encore d'évaluation
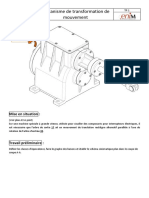
- Sujet - Mécanisme de Transformation de MouvementDocument2 pagesSujet - Mécanisme de Transformation de Mouvementhaziq ridzuanPas encore d'évaluation
- CC TR 2010 2011Document2 pagesCC TR 2010 2011Soulaiman AndahmouPas encore d'évaluation
- Coupe Et PuissanceDocument8 pagesCoupe Et PuissanceChichirau Stefan100% (1)
- Study ViewerDocument4 pagesStudy Vieweryou tube100% (1)
- Cours FraisageDocument172 pagesCours FraisageHajar OumnasPas encore d'évaluation
- TP 1 - Doc Synthèse CorrigéDocument23 pagesTP 1 - Doc Synthèse CorrigéOumayma AssefraouiPas encore d'évaluation
- Tournage Des Pièces MécaniquesDocument11 pagesTournage Des Pièces Mécaniqueskill3rxPas encore d'évaluation
- Chap8 - Outillages Pour Le Decoupage Des Toles 2018 PDFDocument26 pagesChap8 - Outillages Pour Le Decoupage Des Toles 2018 PDFjarray abdesslemPas encore d'évaluation
- Gamme UsinageDocument6 pagesGamme UsinageYasser Lamyasser100% (1)
- TP2 - Controle Des Angles Et Des Cônes 1Document7 pagesTP2 - Controle Des Angles Et Des Cônes 1Gad Mumba100% (1)
- Leçon 4 Vérificateur de QualitéDocument19 pagesLeçon 4 Vérificateur de QualitéYasmine HammamiPas encore d'évaluation
- DS 07 08 Bis CorrectionDocument5 pagesDS 07 08 Bis CorrectiononePas encore d'évaluation
- Technologie - STS Microtechniques - Fraisage HélicoïdalDocument9 pagesTechnologie - STS Microtechniques - Fraisage HélicoïdalHamza Elallam100% (1)
- Rapport de TFMDocument24 pagesRapport de TFMklaaskalengaPas encore d'évaluation
- Fiche UsinageDocument5 pagesFiche UsinagesalahfaloussePas encore d'évaluation
- Brevet Technicien Supérieur - CopieDocument7 pagesBrevet Technicien Supérieur - CopieKamal PcPas encore d'évaluation
- Cours - Cfao - Benzaama - CopieDocument18 pagesCours - Cfao - Benzaama - Copieanasidy4Pas encore d'évaluation
- Metrologie TPDocument6 pagesMetrologie TPHAJAR ELMAKHROUTPas encore d'évaluation
- Programme FraisageDocument6 pagesProgramme Fraisagebougaaalech OussamaPas encore d'évaluation
- Cntrat de Phase 500Document2 pagesCntrat de Phase 500Ismail OularbiPas encore d'évaluation
- Gamme D Usinage de La Piece 2Document3 pagesGamme D Usinage de La Piece 2Med Amine HattakiPas encore d'évaluation
- 3-Fonctions Preparatoires PDFDocument4 pages3-Fonctions Preparatoires PDFatoha007Pas encore d'évaluation
- 2022 ExamenDocument3 pages2022 Exameneyakharat2019Pas encore d'évaluation
- Dossier Manipulation Fraiseuse PDFDocument21 pagesDossier Manipulation Fraiseuse PDFMohamed Larbi100% (1)
- Symboles Usinage Apef VDocument3 pagesSymboles Usinage Apef Vp bwPas encore d'évaluation
- Cours Usinage Parametre de Coupe PDFDocument12 pagesCours Usinage Parametre de Coupe PDFAit El Caid Abdellatif100% (2)
- Perçage Suite 2STDocument21 pagesPerçage Suite 2STzzktPas encore d'évaluation
- Perceuse À ColonneDocument1 pagePerceuse À Colonnebenidir.smailPas encore d'évaluation
- Afpa Usinage: OruaoDocument4 pagesAfpa Usinage: OruaoUsi redPas encore d'évaluation
- Examen - Commande Numérique - 18052018-3 PDFDocument18 pagesExamen - Commande Numérique - 18052018-3 PDFO ZPas encore d'évaluation
- Face Milling Cutter OE45 - en - WebDocument2 pagesFace Milling Cutter OE45 - en - WebTodorPas encore d'évaluation
- TP Initiation Au Fraisage CN - Usinage - Machine-Outil À Commande NumériqueDocument1 pageTP Initiation Au Fraisage CN - Usinage - Machine-Outil À Commande NumériqueDgachi MedPas encore d'évaluation
- 3 TP CatiaDocument53 pages3 TP CatiaNada GhammemPas encore d'évaluation
- Compte Rendu Tournage CNDocument7 pagesCompte Rendu Tournage CNNour Khenine100% (1)
- TD5 CorDocument12 pagesTD5 CorBoutef El HachemiPas encore d'évaluation
- DATRON Toolcatalogue Cat 220607 FR V4.0Document118 pagesDATRON Toolcatalogue Cat 220607 FR V4.0Marc ClevPas encore d'évaluation
- Le TaraudageDocument8 pagesLe TaraudageMartinezPas encore d'évaluation
- MinesAADN PTSI 2008 Histopathologie CorrigeDocument10 pagesMinesAADN PTSI 2008 Histopathologie CorrigeSousou SalemPas encore d'évaluation
- PDCDocument17 pagesPDCAyoub Tarhouchi100% (1)
- Commande NumériqueDocument7 pagesCommande NumériqueMohamed KerrouPas encore d'évaluation
- Fabrication FraisageDocument8 pagesFabrication Fraisagetaha oulkadiPas encore d'évaluation
- CNC MP 3Document13 pagesCNC MP 3siniorPas encore d'évaluation
- Texte de L'Epreuve: 1.documents Remis Au CandidatDocument7 pagesTexte de L'Epreuve: 1.documents Remis Au Candidatgerard correa100% (1)
- TaraudageDocument5 pagesTaraudageCécé Charles KoliéPas encore d'évaluation
- Devoir de Maison2Document12 pagesDevoir de Maison2achraf karouiPas encore d'évaluation
- G86 PDFDocument2 pagesG86 PDFkhalid3mendounPas encore d'évaluation