Vous aimerez peut-être aussi
- Manuel de Soutènements + InfofichesDocument102 pagesManuel de Soutènements + InfofichessalifsyPas encore d'évaluation
- TP Mineralogie PDFDocument40 pagesTP Mineralogie PDFMohamed Al100% (3)
- Cours Equipements StatiquesDocument107 pagesCours Equipements Statiquesرضا بن عمارPas encore d'évaluation
- Cours de Ventilation MinièreDocument73 pagesCours de Ventilation MinièreEldo Makele88% (8)
- Les Types Des Boues de ForageDocument6 pagesLes Types Des Boues de ForageNaruto & SasukePas encore d'évaluation
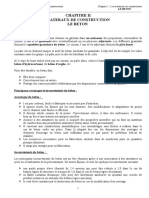
- Cours BétonDocument12 pagesCours BétonChadbra100% (1)
- SN5 Corrige3 VFDocument23 pagesSN5 Corrige3 VFSimrat KaurPas encore d'évaluation
- Tchekhov Les Trois SoeursDocument28 pagesTchekhov Les Trois SoeursCristina MiaPas encore d'évaluation
- FIT Manioc 2014Document2 pagesFIT Manioc 2014Williams Koffi100% (1)
- Calcul D'un BalconDocument7 pagesCalcul D'un BalconsalifsyPas encore d'évaluation
- Protocole Reherche 15 Sept 2023Document78 pagesProtocole Reherche 15 Sept 2023Ali AIT-MOHANDPas encore d'évaluation
- Comprendre La SchizophrénieDocument25 pagesComprendre La SchizophrénieMontada DjazaironaPas encore d'évaluation
- Calcul Des Roulements 2Document11 pagesCalcul Des Roulements 2Amine MechPas encore d'évaluation
- ch04 Influence de L'evironementDocument7 pagesch04 Influence de L'evironementthexp0werPas encore d'évaluation
- Préparation de L'acier Pour Le Revêtement Anti-Corrosion - Metalcoloreurope - Metal Color Europe PDFDocument3 pagesPréparation de L'acier Pour Le Revêtement Anti-Corrosion - Metalcoloreurope - Metal Color Europe PDFNaceur TurkiPas encore d'évaluation
- Guide Conception StarCoater WebDocument26 pagesGuide Conception StarCoater WebbastophePas encore d'évaluation
- Technique Beton Film Pe Tech 150 Fond de JointDocument1 pageTechnique Beton Film Pe Tech 150 Fond de JointMohamedAhfourPas encore d'évaluation
- ISO Brochure FRDocument40 pagesISO Brochure FRYounes MaissouPas encore d'évaluation
- Sika Scofield Formula One Lithium Densifier MP - PDS-FRDocument3 pagesSika Scofield Formula One Lithium Densifier MP - PDS-FRFelix LE FelixPas encore d'évaluation
- Adjuvant Hydrofuge Liquide Concentre Pour Beton Et Mortier FTDocument3 pagesAdjuvant Hydrofuge Liquide Concentre Pour Beton Et Mortier FTisaacPas encore d'évaluation
- Euroflor Ex 01Document3 pagesEuroflor Ex 01Noussa NesPas encore d'évaluation
- Sika Level-110 ExterieurDocument4 pagesSika Level-110 ExterieurOussama JaziriPas encore d'évaluation
- Terreal Guide de Pose CanalDocument16 pagesTerreal Guide de Pose CanalbastophePas encore d'évaluation
- 12 Cem III B 425 N LH SR La FRDocument2 pages12 Cem III B 425 N LH SR La FRArthur AlluiPas encore d'évaluation
- Sikalastic - 220 WDocument3 pagesSikalastic - 220 WYassin AdhriPas encore d'évaluation
- Cours de Controle de RevetementDocument37 pagesCours de Controle de Revetementzouaoua slimanePas encore d'évaluation
- Niveau de Pollution Et Ligne de FuiteDocument2 pagesNiveau de Pollution Et Ligne de FuiteMuslimPas encore d'évaluation
- Fiche Technique Relastic 310 FR V06Document2 pagesFiche Technique Relastic 310 FR V06LucasPas encore d'évaluation
- Observatoire Des Coûts de La ConstructionDocument37 pagesObservatoire Des Coûts de La Constructionjnb8jjmmcqPas encore d'évaluation
- Extremites Unipolaire ExterieureDocument3 pagesExtremites Unipolaire Exterieurekouadio marc aristide amany kouakouPas encore d'évaluation
- Top FloorDocument2 pagesTop FloorMarwa WalhaPas encore d'évaluation
- IIT Chap 1 Les Propriétés Des MatériauxDocument6 pagesIIT Chap 1 Les Propriétés Des MatériauxNaifar OnsPas encore d'évaluation
- Extrémité Unipolaire Extérieure (Modulaire) : NF C 33 001, VDE 0278, ANSI / IEEE 48Document3 pagesExtrémité Unipolaire Extérieure (Modulaire) : NF C 33 001, VDE 0278, ANSI / IEEE 48BOUKHLIKPas encore d'évaluation
- F 112 Ardex B12Document4 pagesF 112 Ardex B12HaniPas encore d'évaluation
- Ciment Havre - CEMI - 525 - PMES PDFDocument2 pagesCiment Havre - CEMI - 525 - PMES PDFLahcenLakdimPas encore d'évaluation
- FR AQUAMAT ELASTIC 11Document6 pagesFR AQUAMAT ELASTIC 11Yassin AdhriPas encore d'évaluation
- D Go19475 FtechDocument2 pagesD Go19475 FtechPapis SenePas encore d'évaluation
- Condensations Dans Les LogementsDocument4 pagesCondensations Dans Les LogementspdemotierPas encore d'évaluation
- Bible de NiamsDocument35 pagesBible de NiamsElie Tumwaka100% (1)
- F 111 Ardex B10Document4 pagesF 111 Ardex B10AbdellahFreemanPas encore d'évaluation
- Ucrete UD 200 Fiche TechniqueDocument5 pagesUcrete UD 200 Fiche Techniquebassem kooliPas encore d'évaluation
- Legrand Comment Choisir Prises IndustriellesDocument1 pageLegrand Comment Choisir Prises IndustriellesZakaria ElaichouriPas encore d'évaluation
- (Nom de L'Auteur) 1Document7 pages(Nom de L'Auteur) 1Roselili YasminaPas encore d'évaluation
- Sika Boom nt570Document3 pagesSika Boom nt570chargedaffaire.mpmPas encore d'évaluation
- Moteur W22xe Atex A Securite Augmentee Ex EbDocument16 pagesMoteur W22xe Atex A Securite Augmentee Ex EbChrist Rodney MAKANAPas encore d'évaluation
- Sikatop 107 Protection nt630Document4 pagesSikatop 107 Protection nt630theo NdoutoumePas encore d'évaluation
- Carbonate de Sodium Dense Technique: Description, Applications GeneralitesDocument1 pageCarbonate de Sodium Dense Technique: Description, Applications Generaliteskhal edPas encore d'évaluation
- Eurofloor Expo ProDocument3 pagesEurofloor Expo ProNoussa NesPas encore d'évaluation
- Cours Beton Arme - V1Document179 pagesCours Beton Arme - V1SOROPas encore d'évaluation
- Exposée PGCDocument24 pagesExposée PGCmsaadiPas encore d'évaluation
- Matériaux Fereux - PreparationDocument4 pagesMatériaux Fereux - PreparationAcorInterPas encore d'évaluation
- Comportement OEdometrique Des Argiles ExpDocument6 pagesComportement OEdometrique Des Argiles ExpIshaq EntpPas encore d'évaluation
- 2022 Fiche Beton de Chanvre Web v2Document2 pages2022 Fiche Beton de Chanvre Web v2Meriem AazzabiPas encore d'évaluation
- Fiche Technique Rockfloor Extra FRDocument6 pagesFiche Technique Rockfloor Extra FRConta CasaPas encore d'évaluation
- DownloadDocument5 pagesDownloadali piPas encore d'évaluation
- CDC-NXF Info Techniques FR 2017Document28 pagesCDC-NXF Info Techniques FR 2017ahmed HAPas encore d'évaluation
- Durcissement Superficiel FRDocument2 pagesDurcissement Superficiel FRMOURADPas encore d'évaluation
- Categories de Corrosivite Atmospheriques Selon NF en ISO 12944-2Document1 pageCategories de Corrosivite Atmospheriques Selon NF en ISO 12944-2laz_kPas encore d'évaluation
- FC Sbu Flowcoat-Epn FR 20220419Document2 pagesFC Sbu Flowcoat-Epn FR 20220419bassem kooliPas encore d'évaluation
- FtsolumatDocument2 pagesFtsolumatmirsette settemirPas encore d'évaluation
- Monorex GF FT PDFDocument1 pageMonorex GF FT PDFAissa FaikPas encore d'évaluation
- Delta SparxxDocument2 pagesDelta SparxxBINETPas encore d'évaluation
- Emulsion Bitumineuse (FLINTKOT) de SUD ETANCHEDocument1 pageEmulsion Bitumineuse (FLINTKOT) de SUD ETANCHEprojet hopital 120 LITSPas encore d'évaluation
- Fiche Gamme Ursa AirDocument2 pagesFiche Gamme Ursa AirB. ABDELLAH100% (1)
- Presentation: Le Saviez-Vous ?Document2 pagesPresentation: Le Saviez-Vous ?somaya elPas encore d'évaluation
- Sika BoomDocument3 pagesSika Boomfakkar hachimPas encore d'évaluation
- FTPancrytex SEIGNEURIEDocument2 pagesFTPancrytex SEIGNEURIEHatem ZedPas encore d'évaluation
- Procédés Généraux de Construction Partie 1Document118 pagesProcédés Généraux de Construction Partie 1Hiba ElmejdoubPas encore d'évaluation
- ZIN Technischinfoblad10 FR 02Document4 pagesZIN Technischinfoblad10 FR 02tounsiPas encore d'évaluation
- Calcul Épaisseur VitrageDocument4 pagesCalcul Épaisseur VitragesalifsyPas encore d'évaluation
- RP - Etancheite - Toitures - Climats TropicauxDocument60 pagesRP - Etancheite - Toitures - Climats TropicauxsalifsyPas encore d'évaluation
- Calcul Longrine de RedressementDocument5 pagesCalcul Longrine de RedressementsalifsyPas encore d'évaluation
- Calcul Fluage - Retrait Suivant EC2Document3 pagesCalcul Fluage - Retrait Suivant EC2salifsyPas encore d'évaluation
- Tutoriel Geo5-Paroi MouleeDocument20 pagesTutoriel Geo5-Paroi MouleesalifsyPas encore d'évaluation
- En 350-Durabilité Du Matériau BoisDocument56 pagesEn 350-Durabilité Du Matériau BoissalifsyPas encore d'évaluation
- Section: 15 X 30Ht - Fc28 25 Mpa Fe 500 Mpa Fissuration Peu Préjudiciable Section: 15 X 30HtDocument1 pageSection: 15 X 30Ht - Fc28 25 Mpa Fe 500 Mpa Fissuration Peu Préjudiciable Section: 15 X 30Htsalifsy0% (1)
- Plan de Coffrage SemellesDocument1 pagePlan de Coffrage SemellessalifsyPas encore d'évaluation
- Comportement Post Pic Du BétonDocument180 pagesComportement Post Pic Du BétonsalifsyPas encore d'évaluation
- L6Document1 pageL6salifsyPas encore d'évaluation
- Conception Semelle IsoléeDocument4 pagesConception Semelle Isoléesalifsy100% (1)
- Verification Barre ComprimeeDocument7 pagesVerification Barre ComprimeesalifsyPas encore d'évaluation
- Epodux Zinc 62-208Document3 pagesEpodux Zinc 62-208salifsyPas encore d'évaluation
- Cuve TronconiqueDocument4 pagesCuve TronconiquesalifsyPas encore d'évaluation
- Radier CirculaireDocument4 pagesRadier CirculairesalifsyPas encore d'évaluation
- Conception Semelle ExcentréeDocument7 pagesConception Semelle ExcentréesalifsyPas encore d'évaluation
- Programme AidesoignantfinalDocument63 pagesProgramme AidesoignantfinalAbdelghni LachhabPas encore d'évaluation
- TD ExternesDocument24 pagesTD ExternesDoria OuahraniPas encore d'évaluation
- B 800 Cbe 59Document2 pagesB 800 Cbe 59mahdi elmayPas encore d'évaluation
- MemoireDocument120 pagesMemoireabdelndam904Pas encore d'évaluation
- Graniscel S55Document2 pagesGraniscel S55Aîda hajriPas encore d'évaluation
- Dosage de La Vitamine CDocument10 pagesDosage de La Vitamine CalexisbradPas encore d'évaluation
- Grille-Observation EgronDocument10 pagesGrille-Observation EgronSofia KHOUBBANEPas encore d'évaluation
- 14 Antalgiques PDFDocument50 pages14 Antalgiques PDFLonely SnailPas encore d'évaluation
- Cours 21-26 (Unite 6 +7)Document54 pagesCours 21-26 (Unite 6 +7)Maria SimotaPas encore d'évaluation
- Get File PDFDocument28 pagesGet File PDFHichemPas encore d'évaluation
- Brochure Charte Audit Interne 2015def22x23def16pages Corrig2e 1Document16 pagesBrochure Charte Audit Interne 2015def22x23def16pages Corrig2e 1ʚïɞ Fi Fi ʚïɞPas encore d'évaluation
- Diabete Gestationnel SynthDocument12 pagesDiabete Gestationnel SynthDumas Tchibozo100% (1)
- 2015 04 17 - Business Plan 2015 2017 - FRDocument88 pages2015 04 17 - Business Plan 2015 2017 - FRfohi2009Pas encore d'évaluation
- Ecoconso - Que Signifient Les Nouveaux Pictogrammes de Danger - 2023-02-01Document4 pagesEcoconso - Que Signifient Les Nouveaux Pictogrammes de Danger - 2023-02-01Dieudonné NofodjiPas encore d'évaluation
- Colchicine Dans La Goutte Usage Et MésusageDocument6 pagesColchicine Dans La Goutte Usage Et MésusageAmine DounanePas encore d'évaluation
- Mesures Anthropométriques Pour L'évaluation de L'état Nutritionnel D'un Individu & La Situation Dans Une CommunautéDocument67 pagesMesures Anthropométriques Pour L'évaluation de L'état Nutritionnel D'un Individu & La Situation Dans Une CommunautéIbrahim HamadouPas encore d'évaluation
- RTEC Cassette - R410A - InverterDocument2 pagesRTEC Cassette - R410A - InverterMohamed KhaldiPas encore d'évaluation
- 25 - Workflow Demande de ModificationDocument1 page25 - Workflow Demande de ModificationSerge VolpiPas encore d'évaluation
- Abord Premier de L'artère Mésentérique Supérieure Au Cours de La Duodénopancréatectomie CéphaliqueDocument3 pagesAbord Premier de L'artère Mésentérique Supérieure Au Cours de La Duodénopancréatectomie CéphaliquefdroooPas encore d'évaluation
- TD BetonDocument10 pagesTD BetonAggoun YounesPas encore d'évaluation
- Coloration GramDocument6 pagesColoration GramFatmazohra RAHILPas encore d'évaluation
- Vedette Matiére RAMEAU CORRIGEDocument5 pagesVedette Matiére RAMEAU CORRIGEBob Cavallo HBPas encore d'évaluation