Vous aimerez peut-être aussi
- ILEMATHS - Maths - 3 Sujet Brevet 10 07 PDFDocument5 pagesILEMATHS - Maths - 3 Sujet Brevet 10 07 PDFstfduboishotmail.frPas encore d'évaluation
- 1-Flexion de PoutreDocument6 pages1-Flexion de Poutrealassane ndiayePas encore d'évaluation
- DSC1 2STE ATC 2013 2014 Lave LingeDocument6 pagesDSC1 2STE ATC 2013 2014 Lave Lingeismail elmoufakirPas encore d'évaluation
- Obtention Des Pièces Par Enlèvement de La MatièreDocument3 pagesObtention Des Pièces Par Enlèvement de La Matièrejebril faten100% (1)
- Support Tournage Fraisage en UcvDocument55 pagesSupport Tournage Fraisage en Ucvimad elgzaPas encore d'évaluation
- Fiches CotationDocument3 pagesFiches CotationManuel GafsaPas encore d'évaluation
- Livre 1as Eleve PDFDocument65 pagesLivre 1as Eleve PDFstargate1611Pas encore d'évaluation
- Dessin D'ensemble 2021Document18 pagesDessin D'ensemble 2021amri mohamedPas encore d'évaluation
- 34 PDFDocument679 pages34 PDFNicolas PoupardPas encore d'évaluation
- CoursDocument5 pagesCoursRayen GuissoumaPas encore d'évaluation
- Examen Travaux Pratiques: Butee - PinachoDocument8 pagesExamen Travaux Pratiques: Butee - PinachoMzoughi HaythemPas encore d'évaluation
- Ch1 l1 Analyse Fonctionnelle ExterneDocument7 pagesCh1 l1 Analyse Fonctionnelle ExterneezzeddinePas encore d'évaluation
- Lecture D - Un Dessin D - EnsembleDocument8 pagesLecture D - Un Dessin D - EnsemblefakherPas encore d'évaluation
- DT Sujer 10Document3 pagesDT Sujer 10Elafif HamdiPas encore d'évaluation
- STM1-ELEVE-guidage en RotationDocument11 pagesSTM1-ELEVE-guidage en RotationFatimaZahra QOBBIPas encore d'évaluation
- FAO Manuel Elève 3-3Document51 pagesFAO Manuel Elève 3-3Y EPas encore d'évaluation
- Train D'engrenages Simple: Unite de Fabrication de FutsDocument5 pagesTrain D'engrenages Simple: Unite de Fabrication de FutsHamza HAMMADIPas encore d'évaluation
- الهندسة الكهربائية 3نشاطDocument110 pagesالهندسة الكهربائية 3نشاطadel imessPas encore d'évaluation
- 1 Actions MecaniquesDocument3 pages1 Actions MecaniquesAbdel ElouaerPas encore d'évaluation
- 3202540912-U41 PDFDocument13 pages3202540912-U41 PDFChokri AtefPas encore d'évaluation
- Classe: LEM-Matériaux Métalliques Enseignante:: A1/A2/A3 Série de Travaux Dirigés N°1: BHOURI MariemDocument5 pagesClasse: LEM-Matériaux Métalliques Enseignante:: A1/A2/A3 Série de Travaux Dirigés N°1: BHOURI MariemTalel MissaouiPas encore d'évaluation
- La Liaison Glissiere (Diapos)Document14 pagesLa Liaison Glissiere (Diapos)mehdiPas encore d'évaluation
- 31 02 Parametres de Coupe - Generalites PDFDocument8 pages31 02 Parametres de Coupe - Generalites PDFAyoub Otasse100% (1)
- Processus de Fabrication1Document80 pagesProcessus de Fabrication1Alaa AbarPas encore d'évaluation
- Cours 4 - IsostatismeDocument6 pagesCours 4 - Isostatismetayeb FittPas encore d'évaluation
- 0 COURS Sollicitations Composées ResumeDocument1 page0 COURS Sollicitations Composées ResumesaraPas encore d'évaluation
- Flexion TD4 Bobcat PDFDocument1 pageFlexion TD4 Bobcat PDFInes BhaPas encore d'évaluation
- ASSEMB Mors MobileDocument1 pageASSEMB Mors MobileMahrez ZaafouriPas encore d'évaluation
- Généralités Sur Les Procédés de Mise en Forme Des MétauxDocument24 pagesGénéralités Sur Les Procédés de Mise en Forme Des MétauxKawtar BihiPas encore d'évaluation
- Exercice 3Document3 pagesExercice 3Ahmed DjebbiPas encore d'évaluation
- 2 Principe de ProgrammationDocument3 pages2 Principe de ProgrammationMido Si CherniPas encore d'évaluation
- Etude de FabricationDocument6 pagesEtude de Fabricationjebril faten100% (1)
- 2484 08 Etude de Phase - Exercice PDFDocument2 pages2484 08 Etude de Phase - Exercice PDFPse UdoPas encore d'évaluation
- Eval Irmatic-SDocument6 pagesEval Irmatic-SChanol NoupaPas encore d'évaluation
- Analyse + Ensemble 2023Document7 pagesAnalyse + Ensemble 2023hamrouniPas encore d'évaluation
- Contrat de Phase 20 FeuillureDocument1 pageContrat de Phase 20 Feuillureapi-489017636Pas encore d'évaluation
- TD 1 Chaines de CotesDocument4 pagesTD 1 Chaines de CotesAbdelmajid AittalebPas encore d'évaluation
- TPFAO2 TournageDocument7 pagesTPFAO2 TournageBoutef El HachemiPas encore d'évaluation
- Devoir de Contrôle N°2 - Technologie Bride de Serrage Bride de Serrage - 1ère AS (2011-2012) MR HENI ABDELLATIF PDFDocument3 pagesDevoir de Contrôle N°2 - Technologie Bride de Serrage Bride de Serrage - 1ère AS (2011-2012) MR HENI ABDELLATIF PDFAnta diama sambePas encore d'évaluation
- DéformationDocument36 pagesDéformationAyoubDrissiPas encore d'évaluation
- الامتحان الوطني في المواد المهنية2 2017 مسلك التصنيع الميكانيكي الدورة العاديةDocument10 pagesالامتحان الوطني في المواد المهنية2 2017 مسلك التصنيع الميكانيكي الدورة العاديةomatrPas encore d'évaluation
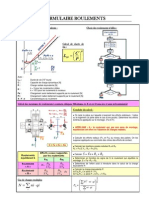
- RoulementsDocument1 pageRoulementsissatkaPas encore d'évaluation
- F2 Les UsinagesDocument5 pagesF2 Les UsinagesYoussef FathPas encore d'évaluation
- L'usure de L'outil - PROFDocument7 pagesL'usure de L'outil - PROFDave De Clercq100% (1)
- 1 Tournage Fraisage PersageDocument123 pages1 Tournage Fraisage PersageHibatallah El krichiPas encore d'évaluation
- 1306 160 p32 PDFDocument12 pages1306 160 p32 PDFMohamed Amine SaadaPas encore d'évaluation
- TP FAO Eficn Fraisage PDFDocument5 pagesTP FAO Eficn Fraisage PDFIlılıl Sï Mö IlılılPas encore d'évaluation
- Dossier CorrigeDocument7 pagesDossier CorrigeKamel TayahiPas encore d'évaluation
- 9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceDocument6 pages9595 E2 Bac Pro Microtechniques 2016 Partie 2 Dossier Technique Et RessourceHadi Ben SaïdPas encore d'évaluation
- DT DC1 4TT ModifDocument3 pagesDT DC1 4TT ModifyahyaouiPas encore d'évaluation
- TP Flexion 2Document3 pagesTP Flexion 2Mrnadhir MecaniquePas encore d'évaluation
- Formation SolidWorks 2004Document36 pagesFormation SolidWorks 2004Iadh Triaa100% (2)
- Bureau Des Méthodes 1 BTS ESA 2021Document30 pagesBureau Des Méthodes 1 BTS ESA 2021LOLIPOOP100% (1)
- Examen 2013 Correction PDFDocument10 pagesExamen 2013 Correction PDFNassim RabaouiPas encore d'évaluation
- Limer PDFDocument3 pagesLimer PDFMamou DeflaouiPas encore d'évaluation
- Archiveur Multimedia MecaniqueDocument3 pagesArchiveur Multimedia Mecaniquechaouch.najehPas encore d'évaluation
- Les Noyaux PDFDocument4 pagesLes Noyaux PDFMohamed LaliouiPas encore d'évaluation
- CFAO EleveDocument74 pagesCFAO EleveY EPas encore d'évaluation
- Unité CFAODocument2 pagesUnité CFAOAbdeslam ElmrabetPas encore d'évaluation
- Rapport PFE (2019 ACHKARFACH - SABIRI) : Développement D'un Logiciel de Calcul Des Tabliers Des Ponts Dalles.Document141 pagesRapport PFE (2019 ACHKARFACH - SABIRI) : Développement D'un Logiciel de Calcul Des Tabliers Des Ponts Dalles.Sb HassanPas encore d'évaluation
- CFAO EleveDocument74 pagesCFAO EleveY EPas encore d'évaluation
- FAO Manuel Elève 3-3Document51 pagesFAO Manuel Elève 3-3Y EPas encore d'évaluation
- FAO Manuel Elève 1-3Document71 pagesFAO Manuel Elève 1-3Y EPas encore d'évaluation
- 2-DL 2-Questions de Cours-Materiaux-A CompléterDocument3 pages2-DL 2-Questions de Cours-Materiaux-A CompléterY EPas encore d'évaluation
- Id 2763Document18 pagesId 2763Y EPas encore d'évaluation
- Document 4xVB5JzjODUTbkcOebqX Kasoq0 LLvzdu4ShujzuZ8XJNEvbnDocument15 pagesDocument 4xVB5JzjODUTbkcOebqX Kasoq0 LLvzdu4ShujzuZ8XJNEvbnAhmed fattoumPas encore d'évaluation
- Chapitre 4 Planification UrbaineDocument14 pagesChapitre 4 Planification UrbaineBATTAHIPas encore d'évaluation
- Penser, Ses Formes Et Ses Types. Pensée À La Mode - Comment DévelopperDocument26 pagesPenser, Ses Formes Et Ses Types. Pensée À La Mode - Comment DévelopperBobdane MOUKAMBIPas encore d'évaluation
- Présentation TLQ 2014Document28 pagesPrésentation TLQ 2014Karim BELLAMDANIPas encore d'évaluation
- Communication Mi-Étape 3Document1 pageCommunication Mi-Étape 3Sylvie Cardinal MédiumPas encore d'évaluation
- Éléments D'analyse Du DiscoursDocument129 pagesÉléments D'analyse Du DiscoursElkouch Hassib100% (1)
- Master 1 - 2018-2019 - Univ Batna2 - Voir SiteDocument17 pagesMaster 1 - 2018-2019 - Univ Batna2 - Voir SiteAħ MēđPas encore d'évaluation
- La Simulation Est Une Modalité Pédagogique en Plein EssorDocument41 pagesLa Simulation Est Une Modalité Pédagogique en Plein EssorelghamrissiimadPas encore d'évaluation
- Lettre de Motivation 2Document1 pageLettre de Motivation 2Tawfik MouhrachPas encore d'évaluation
- Synthèse Modèles de Communication Et de L'information BétaDocument10 pagesSynthèse Modèles de Communication Et de L'information BétaAmira MaryemPas encore d'évaluation
- Questionnaire Iso 45001Document40 pagesQuestionnaire Iso 45001Amine Simo JacksonPas encore d'évaluation
- SYLLABUSDocument5 pagesSYLLABUSMarion BibangPas encore d'évaluation
- Aide Soignant e EHPAD Jour 62f50a7bb446aDocument9 pagesAide Soignant e EHPAD Jour 62f50a7bb446afourniereloise07Pas encore d'évaluation
- GBIM-partie 1bis (Mode de Compatibilité)Document28 pagesGBIM-partie 1bis (Mode de Compatibilité)Simo HammouChPas encore d'évaluation
- Cours MKDocument66 pagesCours MKanis louamPas encore d'évaluation
- GP031 Estimation EffortDocument49 pagesGP031 Estimation EffortTommy ShelbyPas encore d'évaluation
- Capsule EducativeDocument10 pagesCapsule EducativeDam NknPas encore d'évaluation