Académique Documents
Professionnel Documents
Culture Documents
Chapitre 3
Transféré par
ensemcmpiTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Chapitre 3
Transféré par
ensemcmpiDroits d'auteur :
Formats disponibles
Chapitre 3
Organisation de la maintenance
3. ORGANISATION DE LA MAINTENANCE
3.1 INTRODUCTION Toutes les personnes impliques doivent associer leurs efforts pour tablir un service de maintenance efficace. Chaque membre de l'entreprise doit tre rceptif cette ide. Il appartient la direction de diffuser les directives ncessaires et d'appuyer totalement le responsable de la maintenance. L'efficacit du systme dpend d'une bonne action combine des principaux dpartements qui y participent et notamment : l'engineering (tude, recherche et dveloppement), la production, la comptabilit, le magasin, les approvisionnements et le personnel. Chacun de ces services ayant son propre point de vue, la direction peut agir comme arbitre et ajouter des dtails au plan qui conduira aux meilleurs rsultats. La souplesse de fonctionnement du service exige que les aspects suivants soient clairement dfinis et parfaitement compris : la position de la maintenance dans l'entreprise, l'organisation interne du dpartement, les fonctions et les responsabilits des cadres. La ralisation de ces dfinitions servira de base une collaboration harmonieuse et efficace entre les dpartements. Il est vident que la dfinition des devoirs, des limites d'autorit et des responsabilits est d'autant plus importante que l'entreprise est plus grande. Les frictions et les malentendus ne seront vits que par l'tablissement d'une structure satisfaisante grce aux efforts combins des intresss. 3.2 PLACE DE LA MAINTENANCE DANS LA STRUCTURE DE LENTREPRISE La position de la maintenance dans la structure gnrale de l'entreprise influence considrablement l'efficacit de cette fonction. La maintenance pourra, en fonction de sa position dans la structure gnrale, obtenir une meilleure coopration des autres fonctions, une meilleure assistance technique ou crer davantage d'intrt de la part de la direction. La place de la maintenance dans la structure gnrale de lentreprise (ou dans lorganigramme de lentreprise), ainsi que son organisation interne, dpendent principalement des paramtres suivants : la taille de lentreprise ; la nature de son activit ; la technologie et la complexit des quipements, installations et matriels exploits ; la qualit et la technologie du produit fabriqu ou du service rendu. la politique choisie. Cependant, il est ncessaire, pour que les quipements fonctionnent en toute performance, de dvelopper la maintenance et de lui donner lampleur quelle mrite. La maintenance doit tre indpendante de la production, pour viter les conflits traditionnels entre ces deux structures. Elle doit possder et grer son propre budget parce que de part son importance, elle reprsente des dpenses trs lourdes qu'on doit connatre et bien dissocier des frais gnraux. Cependant cette fonction doit tre rentable pour justifier sa raison d'tre. Outre cela, il est
32
Chapitre 3
Organisation de la maintenance
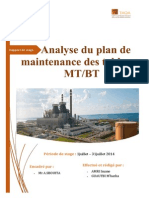
ncessaire et impratif de connatre les frais rels de l'entretien par entit matrielle ou prestation fournie pour pouvoir agir soit sur les facteurs budgtaires, soit sur les facteurs technologiques afin d'optimaliser l'indice d'efficacit de l'entretien. Les ratios que nous dvelopperons ultrieurement permettent d'en mesurer l'efficacit. La maintenance devra tre de qualit. Une maintenance de qualit passe obligatoirement par une bonne gestion, mais aussi par une approche diffrente et des comptences reconnues. Cette nouvelle approche ncessite un changement de mentalit, le bon dpanneur dhier doit laisser la place un technicien polyvalent confirm dont la proccupation ne sera pas que l'immdiat mais traitera des problmes en amont (pourquoi cet incident ? Etc.) et dfinira la politique mener en aval. Les principes directeurs de l'organisation de la fonction maintenance sont les suivants : a) Toutes les activits concernant l'installation et la maintenance des machines sont places sous une seule autorit. Il doit en tre ainsi mme dans les petites socits o la maintenance sera prise en charge soit par le directeur lui-mme. b) Le principal responsable de la maintenance devra rendre compte une autorit aussi leve que possible, de prfrence le directeur de l'usine. C'est lui qui arbitrera le conflit permanent d'intrts qui existe entre la production et la maintenance. c) Un organigramme est utile pour tablir la position de la maintenance et des autres fonctions. Dans certains cas, certaines personnes essaient de dominer ou bloquent les relations. Un organigramme aidera rsoudre ce problme. d) Un organigramme ne doit pas tre considr comme sacr, car il ne prsente que l'aspect officiel du systme. Officieusement, les relations dpendront des personnalits. Les discussions conduisant l'adoption d'un organigramme sont toujours utiles. Il est surtout important que l'organigramme final soit approuv par la direction qui en paulera la ralisation. e) La maintenance ne doit pas tre sous la responsabilit de la production. C'est une fonction primaire qui ne peut pas tre gre comme activit temps partiel par le directeur de production. Si certains dpartements ont besoin de dpanneurs temps complet, ce personnel peut leur tre allou et tre nanmoins responsable vis--vis de la maintenance. Ceci est un aspect de la dcentralisation. f) II n'y a aucun organigramme universel qui puisse s'adapter toutes les situations. Chaque entreprise prsente des traits particuliers et parfois changeants. La figure 2.1 suppose quil existe dans l'entreprise huit fonctions de base subordonnes la direction. Les usages sont trs diffrents et il se peut que certaines fonctions ne soient pas identifies sparment dans de petites entreprises, mais la figure 3.1 peut servir utilement d'organigramme de rfrence. Actuellement toute intervention d'entretien besoin, comme tout processus de fabrication d'tre pens avant d'tre ralise, pour cela le service de maintenance doit imprativement solliciter une organisation des moyens mettre en oeuvre pour la russite de ses tches afin de pratiquer harmonieusement les diffrents types d'entretien. Il existe deux tendances quant au positionnement de la maintenance dans l'entreprise : La centralisation o toute la maintenance est assure par un service. La dcentralisation, o tout le service de maintenance est dpossd de certaines responsabilits ; c'est gnralement la maintenance de fabrication qui passe sous le contrle des services de production et de fabrication. Le service central de maintenance peut, la demande des services ci-dessus prter ceux-ci son atelier et ou du personnel pour laccomplissement de certains travaux. 33
Chapitre 3
Organisation de la maintenance
Direction gnrale (management)
Comptabilit
Contrle de qualit
Direction technique
Commercial
Personnel (fonction administrative)
Maintenance
Finances
Scurit et sociale
- Mcanique ; - Electrique ; - Btiments - Magasins de pices de rechanges - Outillage ; - Sous-traitance ; - Etc. Fig. 3.1. Position de la maintenance dans lorganigramme de lentreprise. Chaque cas prsente des avantages et des inconvnients distincts. La disposition finale dpend des bnfices que l'on en tirera lorsqu'on aura tenu compte de tous les facteurs (voir tableau 3.1). Pour certains facteurs, il se peut que cela soit impossible, mme si nous sommes conscients de leur importance. Tableau 3.1. Avantages et inconvnients de la centralisation et de la dcentralisation. Organisation Avantages Facilit de planning. Facilit de surveillance. Centralise Magasins bien quips. Contrle effectif de la maind'uvre. Service rapide. Connaissances spcialises. Dcentralise Attention constante porte linstallation. Moins de paperasserie. Cerner les frais rels de maintenance par poste de travail. Plus longue distance de dplacement. Pas de spcialisation possible. Duplication des outils. Double autorit. Comptes rendus mdiocres. Mdiocre utilisation des comptences. Application de plusieurs politiques de maintenance ventuellement contradictoires. Inconvnients
34
Chapitre 3
Organisation de la maintenance
L'objet de la dcentralisation est de mieux cerner les frais rels de maintenance par postes de travail. Son inconvnient est de conduire l'application de plusieurs politiques de maintenance ventuellement contradictoires. Dans les deux cas, le service de maintenance dpendra hirarchiquement de la direction de l'entreprise ou d'une direction technique. Dans certains cas, les oprations de maintenance ou certaines dentre elles sont sous-traites avec une entreprise de maintenance ou un atelier spcialis. La dcentralisation est particulirement intressante lorsqu'on a besoin la fois d'un service rapide et de connaissances spcialises. Un service immdiat est essentiel lorsqu'il s'agit de matriels coteux ou de temps de machine. Il faut tudier la situation lorsque les dpanneurs sont constamment loigns du magasin central et que l'on en a besoin dans d'autres locaux. Une analyse des appels indiquera si la dcentralisation serait intressante. Dans tous les cas, on devra baser la dcision sur une valuation objective des faits connus, par exemple les exigences particulires de certains, le temps ncessaire pour se rendre l'emplacement et la frquence des appels. 3.3 ORGANISATION INTERNE DE LA MAINTENANCE L'organisation interne du dpartement de maintenance exerce aussi un effet sur son fonctionnement. S'il est divis en petits groupes, dont chacun est responsable vis--vis d'un dpartement diffrent, il sera pratiquement inutile l'entreprise. Tel est le cas lorsque divers dpartements de production ont leur propre personnel de maintenance responsable auprs d'un responsable local. Il se peut aussi que l'quipement soit command par le dpartement d'engineering et que l'installation soit effectue par des sous-traitants extrieurs, ce qui courtcircuite le dpartement de maintenance tout entier. De tels cas existent encore, mais se rarfient. Il fut un temps o la maintenance tait divise classiquement en mtiers. Dans les petites entreprises, mme aujourd'hui, tous les mtiers de dpannage sont sous l'autorit d'un seul contrematre. On propose parfois que le groupage se fasse soit par domaines, soit par mtiers, soit par une combinaison des deux. Pourtant, avec la croissance de taille actuelle des usines, et par consquent l'introduction de nombreuses complications, le dpartement peut tre correctement divis en groupes plus spcialiss. Pour obtenir la meilleure organisation de l'quipe, les fonctions de maintenance peuvent tre classes comme suit : a) les spcialits, notamment mcaniques, lectriques, btiment, instrumentation, etc., b) les types de service, notamment lubrification, inspection, rparation, rvision, etc., c) les domaines ou groupes dquipements, d) le planning des services, notamment rparations durgence, service rgulier, etc. La structure dorganisation reprsentera dans toute usine un mlange de ces fonctions, de sorte quil est rarement possible de prescrire des solutions particulires. Les exemples des figures suivantes (figures 3.2, 3.3 et 3.4) illustrent les cas les plus courants. Il faut installer des quipes spcialises dans le cadre voulu. La rparation des appareils, des dispositifs de scurit et de rgulation exigent des solutions spciales qui sont fonction de la quantit de travail suscite.
35
Chapitre 3
Organisation de la maintenance
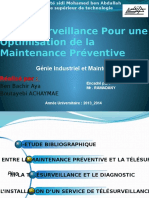
Effectif total de la maintenance : 8 25 RESPONSABLE
Electriciens Equipe de mcaniciens Rparations Entretien Charpentiermenuisiers
Rparations et installations
Services de routine
Rparations et installations
Routine
Fig. 3.2. Organisation de lquipe de maintenance dans une petite entreprise.
Effectif total de la maintenance : 20 50 DIRECTEUR DE LA MAINTENANCE
Magasins
Planning et ordonnancement
Installations et rvisions Rvisions prvues et fermetures
Services de routine Lubrifications, inspections, rglages
Equipes de rparateurs Urgences et autres
Missions fixes Chaudires, Compresseurs, Magasins outils
Btiments
Mcaniciens
Electriciens
Fig. 3.3. Organisation de la section entretien dans une entreprise de fabrication de taille moyenne.
36
Chapitre 3
Organisation de la maintenance
Effectif total de la maintenance : 50 200 MAINTENANCE Responsable mcanique Employ
Pool central
Lubrifications
Services locaux
Inspection
Atelier machines
Rparations et installations
Equipes de corps de mtiers
Responsable lectricit Employ
Equipes de dpanneurs
Centrale lectrique
Inspection
Services locaux
Responsable btiments Employ
Constructions
Peinture
Charpente
Planning et ordonnancement
Magasins pices dtaches
Formation
Magasin outillage
Fig. 3.4. Organisation du dpartement de maintenance dans une grande usine.
37
Chapitre 3
Organisation de la maintenance
3.4 MOYENS MIS EN UVRE 3.4.1 Moyens matriels II est insens d'investir dans de grosses installations sans penser aux trs faibles outils et matriels ncessaires la vie de ces installations. Le concepteur est trs frquemment une socit qui n'exploite pas les installations qu'elle conoit. Pour les besoins matriels ncessaires un service maintenance, nous retenir successivement les trois points essentiels suivants : loutillage, les quipements supports et la pice de rechange. 3.4.1.1 Outillage Pour chaque corps de mtier de maintenance, le choix de la gamme d'outils s son activit est une tche trs simple et indispensable. Deux types d'outillage sont ncessaires : l'outillage ordinaire consommable qui fera l'objet d'un budget de consommation annuelle. l'outillage spcifique et de prcision ; il est gnralement assez cher et il est donc amortissable. 3.4.1.2 Equipements supports Ce sont des quipements indispensables pour le maintien des installations de production qui ncessitent eux-mmes une gestion propre. Ils se traduisent par l'ensemble des moyens supports tels que les quipements d'atelier (machines, outils, banc d'essai, instruments de mesure, etc.), les moyens de manutention et de transport, les engins, etc. 3.4.1.3 Pices de rechange La gestion des pices de rechange est un volet indissociable de la fonction maintenance. C'est, en effet, le problme des pices de rechange qui cause les plus grands soucis aux gestionnaires d'installations industriels. La varit des marques et types d'quipements dans une seule installation ainsi que le manque de standardisation, aggrav par l'utilisation de diffrentes normes, ne font que gonfler les stocks de pices de rechange d'o l'immobilisation de gros capitaux. A cela, il faut ajouter l'approvisionnement qui pose gnralement d'normes problmes, savoir : L'identification et la codification des pices sont rendues difficiles par des problmes de langue ou des catalogues et des plans qui laissent dsirer. La non matrise dans l'expression des besoins ainsi que des prconisations des services utilisateurs de maintenance. Les procdures interminables d'achat et de ddouanement engendrent des dlais trs longs. Trs souvent ce sont les pices banales qui causent l'arrt d'une installation et la fourniture de telles pices intresse peine les fournisseurs. Si l'on parvient commander des pices des rglementations trs svres qui n'ont rien voir avec la ralit industrielle peuvent freiner l'importation. Parfois, beaucoup de pices arrivent aux ports et sont entreposes dans de mauvaises conditions climatiques ou dans des magasins qui, eux-mmes sont souvent conus de manire inadquate. L'objectif assigner la fonction gestion des stocks est de : Satisfaire les besoins de maintenance. Grer la fonction et la rationaliser. Produire sur place le maximum d'organes.
38
Chapitre 3
Organisation de la maintenance
3.4.2 Moyens de gestion Il sagit de moyens ncessaires et indispensables la gestion de toutes les actions. Ce sont les diffrents imprims ou documents employs pour grer les diverses oprations de maintenance Ces actions concernent toutes les activits de la maintenance, savoir : la planification des travaux, la prparation du travail (tudes et mthodes), lordonnancement, lexcution des diffrents types de travaux (ralisation) et lexploitation des statistiques et des donnes enregistres. Parmi ces documents nous pouvons citer : la fiche de prparation, la demande de travaux, lordre de travail, le planning journalier, le calendrier hebdomadaire la fiche historique, etc. La procdure dutilisation et dexploitation des ces imprims sarticule et se base sur un algorithme pralablement tabli. Il important de signaler qu cause de lavance technologique importante actuelle, lacquisition des moyens informatiques et notamment de logiciels de gestion de maintenance assiste par ordinateur (GMAO), est devenue une ncessit. 3.4.3 Moyens techniques Ils sont constitus principalement de toute la documentation technique des quipements et installations contenant les divers plans mcaniques et lectriques, les diffrentes instructions, les listes des pices de rechange, etc. En plus, ces moyens englobent aussi des gammes de maintenance, des gammes de rparation et des check-lists. 3.4.4 Moyens humains En maintenance, les tches sont trs prcises, d'o la ncessit d'avoir une main duvre quantifiable qui soit de qualit parce que les standards sont difficilement dtermins. Pour avoir les moyens humains adquats, il suffit : d'avoir une politique de besoins humains, de dterminer les structures (organigramme, hirarchie, notion de spcialiste), de dterminer le niveau des effectifs, d'assurer la formation ncessaire. Adopter une politique en matire de besoins humains revient en premier lieu opter d'abord pour une politique de maintenance donne et fixer ensuite les conditions d'offre qui tendent satisfaire les besoins de personnel. Aprs avoir choisi les modes d'entretien appropris pour matriser la fonction, le besoin humain doit tre proportionnel au volume des travaux. A noter que la nature des interventions diffre d'une spcialit une autre (pnibilit, temps, insalubrit). La notion de polyvalence dans la spcialisation prend une nouvelle dimension en maintenance. Parfois, il est trs difficile de diviser le travail d'interface entre deux spcialits et mme pour diminuer le nombre d'intervenants, il est prfrable d'avoir recours la polyvalence. Cela permettra aussi de combler les temps morts vu que les travaux de maintenance ne sont pas homognes dans le temps. Parfois, par exemple, les mtiers de mcanicien et d'lectromcanicien ou d'lectricien et d'instrumentiste se rejoignent, si non se confondent. Il s'en dduit que la politique de maintenance ainsi que la manire de l'organiser (besoin d'quipes, polyvalence) vont influer directement sur les besoins humains qui reprsenteront une masse salariale importante. Tout en tenant compte des conditions dcrites ci-dessus, l'organigramme de la maintenance est impratif pour appliquer l'organisation scientifique du travail. Ainsi donc se trace la notion de responsabilit et de hirarchie. Nous allons avoir principalement des excutants et des responsables ou des quipes d'intervention et du personnel technico administratif. Pour simplifier, il suffit de dcrire pour chaque poste de travail :
39
Chapitre 3
Organisation de la maintenance
l'intitul du poste lui-mme, les conditions requises pour pouvoir occuper ce poste (diplme, aptitudes, ), les relations hirarchiques, le listing des tches prcises excuter ou faire excuter. Toutes les structures de maintenance doivent tre lies, c'est pourquoi il faudrait dterminer toutes les relations fonctionnelles entre elles et vis--vis des autres structures de l'entreprise. Le principe fondamental est un choix optimum, il suffit d'excuter une tche donne soit par un nombre rduit de personnel et avoir un temps relativement long ou augmenter le nombre du personnel et rduire le temps. Indpendamment des postes de travail exigs, le choix est trs simple faire sur la base des conditions suivantes ; ncessit de remettre en tat de fonctionnement l'quipement, le cot allou. L'effectif dpend de certains facteurs, par exemple le travail attendu, le degr de formation et d'aptitude professionnelle, le nombre et ltat des installations, sa motivation et la qualit du contrle. Aucune gnralisation nest possible. On a souvent essay de fixer des chiffres repres partir de moyennes dans diverses branches de l'industrie, mais les comparaisons ne sont valables que dans une proportion limite. Une entreprise peut tre compare une autre dans des conditions semblables, notamment le type et la qualit des machines, l'effectif de production, les produits, le niveau de qualit attendu, etc. Quoiqu'un certain nombre d'tudes approfondies aient rcemment eu lieu, elles montrent qu'il existe de grandes fluctuations l'intrieur d'un mme type d'industries. Cela peut tre attribu la faon dont le service maintenance a t cr et accept. Un effectif exceptionnellement important ou trs faible peut reflter non seulement l'ge et l'tat des installations, mais aussi le dsir de la direction d'avoir des classifications diffrentes. Il serait trs difficile de rapporter ces variables l'efficacit du personnel ou sa charge de travail. Il existe, cependant, certaines valeurs indicatives pour chaque type d'industrie donn. Elles dterminent le pourcentage de l'effectif de maintenance par rapport au nombre total des employs. Quelques exemples peuvent tre cits titre indicatif : Raffinage et ptrole : Produits chimiques : Mtallurgie : Caoutchouc : Textiles : Equipements lectriques : Industrie mcanique : Outillage de prcision : 33,7 % 12,5 % 11,1 % 7,7 % 5,0 % 3,7 % 3,6 % 2,7 %
La formation dispenser par le fournisseur doit faire l'objet d'une attention particulire. On insistera pour que la formation soit donne aussi bien au personnel d'exploitation qu' celui de la maintenance. Le personnel de maintenance bnficiera d'une formation pousse, axe compltement sur la pratique et dispense de prfrence sur le tas. A cet gard, le constructeur doit envoyer des quipes de formation pendant le montage et les essais de mise en service. La formation pourra prendre diffrentes formes, depuis celle obtenue sur le tas ou les cours plein temps jusqu' celle des instituts spcialiss. La formation ne doit pas tre
40
Chapitre 3
Organisation de la maintenance
seulement technique mais doit avoir galement un caractre de sensibilisation. On motivera le personnel afin qu'il soit propre, ordonn, disciplin et soucieux de conserver les quipements. A cet effet on cherchera susciter la fiert et l'amour du mtier. 3.5 LES RESPONSABILITS DES CADRES Il est essentiel de dfinir les responsabilits des cadres pour rendre leur travail efficace. Les exemples des figures 3.5 et 3.6 dcrivent le travail du contrematre et du responsable de maintenance. Ces exemples ne sont pas exhaustifs et peuvent tre adapts n'importe quelle situation. Tout devra tre rvis priodiquement pour viter que des descriptions de tches deviennent primes. Les descriptions de tches comme celles-ci permettent une personne d'agir avec confiance dans des limites bien dfinies. Ces descriptions doivent tre correctement prpares et l'on devra veiller ce qu'il n'y ait pas de trou dans les procdures ni de recouvrement dans les tches entre des fonctions connexes ; tout cela doit tre galement revu priodiquement. 1. 2. 3. 4. 5. Position et titre : Dpartement : Responsabilit auprs de : Subordonns Immdiats : fonction de base : Contrematre de maintenance. Section entretien. Directeur ou cadre responsable de la maintenance. Les ouvriers spcialiss et les apprentis. Surveiller les quipes de rparation et de service. Fixer les travaux aux corps de mtier, suivre leur avancement et inspecter les travaux finis. Aider les ouvriers et les former dans l'excution de leur travail. Prvoir le travail quotidien pour tous les travailleurs et prvoir l'avenir. Equilibrer les quipes selon la charge de travail Dterminer les priorits. Maintenir en bonne condition les ateliers, les outils et les magasins. Effectuer les procdures prescrites d'enregistrement. Rendre compte de l'utilisation du temps des travailleurs, de leur prsence et des heures supplmentaires. Utiliser efficacement les outils et les matriaux. Assurer la scurit des conditions de travail. Excuter les instructions et les politiques du management. Suivre les pratiques et les mthodes standards. Retirer les matriaux ncessaires des magasins. Accepter ou refuser le travail. Donner des conseils sur les besoins de formation et de promotion. Traiter les rclamations. Approuver les heures supplmentaires.
6. Taches :
7. Responsabilits :
8. Autorit :
Figure 3.5. Description des tches du contrematre de la maintenance. 41
Chapitre 3
Organisation de la maintenance
Lorsque l'chec des oprations de maintenance s'tend, il est recommand de remettre de telles descriptions de travail aux autres cadres du dpartement. En effet, certaines personnes pouvant prendre d'autres postes ou quitter l'entreprise, les descriptions de travail sont extrmement utiles quand de nouveaux venus sont embauchs. Cela donne galement une structure bien claire pour les gens qui recherchent une promotion. Le titre associ de plus larges responsabilits sert souvent de stimulant pour les travailleurs ambitieux. On dcouvrira ventuellement que l'valuation du travail et une saine structure des salaires sont devenues ncessaires. Il est donc sage d'anticiper ces situations en posant les bases assez tt.
1. 2. 3. 4. 5.
Position et titre : Dpartement : Responsabilit auprs de : Subordonns Immdiats : Fonction fondamentale :
Cadre responsable de l'entretien. Section entretien. Directeur de la maintenance. Contrematres, mcaniciens, lectriciens et btiment. Direction des services de maintenance. Surveiller l'installation, la maintenance et la rvision de tous les appareils lectriques et mcaniques des ateliers. Organiser les procdures d'entretien. Coordonner le travail de sa section avec la production. Utiliser les informations concernant toute l'installation aux meilleurs profits de l'entreprise. Rendre compte rgulirement au management. Aider la production dans le dveloppement des outils spciaux. Assurer une bonne discipline dans le magasin. Surveiller les contrematres et leur formation. Faire en sorte que les appareils de production soient disponibles au maximum. Assurer la scurit des conditions de travail et fournir les appareils de scurit. Assurer des livraisons correctes d'outils et de matriaux. Diriger le travail de ses subordonns. Autoriser les rparations et les rvisions. Sous-traiter les travaux. Commander les pices dtaches, les outils et les matriaux ncessaires, en conformit avec le budget accord. Conseiller sur le remplacement des machines. Conseiller sur l'allocation du budget annuel. Autoriser les heures supplmentaires, la formation et la promotion l'intrieur de sa section. Conseiller sur l'emploi du personnel de maintenance.
6. Taches :
7. Responsabilits :
8. Autorit :
Figure 3.6. Description des tches du cadre du service Maintenance.
42
Vous aimerez peut-être aussi
- Gestion Stock Et Prod PDFDocument71 pagesGestion Stock Et Prod PDFflvhPas encore d'évaluation
- Etudes AMO - Gestion Des Pieces de RechangeDocument1 pageEtudes AMO - Gestion Des Pieces de RechangeTafotchin KonePas encore d'évaluation
- GestionDocument60 pagesGestionCyrille Gaba-ManoPas encore d'évaluation
- Moulage Moule Non PermanentDocument6 pagesMoulage Moule Non Permanentensemcmpi50% (2)
- 01 FR MaintenanceDocument25 pages01 FR Maintenanceerrajie100% (1)
- Mon Modéle Raport de StageDocument20 pagesMon Modéle Raport de StageHadj Lamine Gouaref100% (1)
- 3-Conduite Et MaintenanceDocument21 pages3-Conduite Et MaintenanceToumia Radwane100% (1)
- Rapport FinalDocument42 pagesRapport Finalmbarka1992100% (1)
- Catalogue ENSI 2015-V15Document8 pagesCatalogue ENSI 2015-V15rafik03Pas encore d'évaluation
- Processus de Maintenance-Retour D'expériences Sur Les Facteurs RisquesDocument13 pagesProcessus de Maintenance-Retour D'expériences Sur Les Facteurs RisquesJorgeCanoRamirezPas encore d'évaluation
- IMM115 Cours11 PDFDocument26 pagesIMM115 Cours11 PDFhocinePas encore d'évaluation
- Cahier Charges Audit Energetique Secteur Industriel 2011Document93 pagesCahier Charges Audit Energetique Secteur Industriel 2011abdessamadPas encore d'évaluation
- Abc AbmDocument119 pagesAbc AbmSalma EM100% (1)
- Maintenance Des Installations HydrauliquesDocument36 pagesMaintenance Des Installations Hydrauliquesnajim68Pas encore d'évaluation
- PARI MaintenanceDocument4 pagesPARI MaintenanceCousin HubPas encore d'évaluation
- Ed128 PDFDocument4 pagesEd128 PDFf06maxPas encore d'évaluation
- RH - Synthese OTISDocument9 pagesRH - Synthese OTIShallami_jihade542100% (1)
- Maintenance Attention Danger !Document2 pagesMaintenance Attention Danger !Idren97Pas encore d'évaluation
- Reduction Du Taux de Pannes de - Kannich Hamid - 2978Document63 pagesReduction Du Taux de Pannes de - Kannich Hamid - 2978Anonymous yKB29u50% (2)
- Expose TeleDocument24 pagesExpose TeleMohammed Ben AliPas encore d'évaluation
- Dumarent-Man USM Kubota KX057-4 - U48-4 - U55-4 - FRDocument0 pageDumarent-Man USM Kubota KX057-4 - U48-4 - U55-4 - FRDuy Kha100% (1)
- Choix D'équipementDocument7 pagesChoix D'équipementMohamed Amine El HosainyPas encore d'évaluation
- Ent RetientDocument4 pagesEnt RetientYala ZiriPas encore d'évaluation
- Rapport de Stage 55Document19 pagesRapport de Stage 55Mz'lle CRéaPas encore d'évaluation
- Fiche DDocument6 pagesFiche DMarouane MaestroPas encore d'évaluation
- 511 Les Differente Forme de MaintenanceDocument8 pages511 Les Differente Forme de MaintenanceLouhabAberbourPas encore d'évaluation
- Manuel de Gestion de La Maintenance Des Sites D'exploitatationDocument86 pagesManuel de Gestion de La Maintenance Des Sites D'exploitatationmouchkilhadaPas encore d'évaluation
- Génie IndustrielDocument12 pagesGénie IndustrielIbtissam DoudouhePas encore d'évaluation
- h5 TC Maintenance Coursv2 Coursv2 1783Document180 pagesh5 TC Maintenance Coursv2 Coursv2 1783stevin_doc100% (1)
- CV Aymen MehdiDocument2 pagesCV Aymen MehdiMugahed DammagPas encore d'évaluation
- Les Défaillances HydrauliqueDocument12 pagesLes Défaillances HydrauliqueAziz Amtdi100% (2)
- Chapitre 1 Cours Module Gestion Réseaux D - Eau Potable LST GEEDocument24 pagesChapitre 1 Cours Module Gestion Réseaux D - Eau Potable LST GEEYassine Koutoun100% (3)