Vous aimerez peut-être aussi
- Correction EFF EP 2006 V18-ConvertiDocument8 pagesCorrection EFF EP 2006 V18-ConvertiImane ZahranePas encore d'évaluation
- Exemple de Business Plan Powerpoint Pour Start UpDocument30 pagesExemple de Business Plan Powerpoint Pour Start UpSabeur Dammak100% (1)
- Liaisons Mecaniques PDFDocument22 pagesLiaisons Mecaniques PDFRAMI HELALPas encore d'évaluation
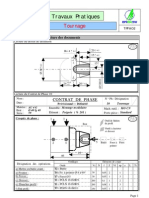
- TP 1 TournageDocument8 pagesTP 1 TournageSaber MalaouiPas encore d'évaluation
- TechnologiesDocument63 pagesTechnologiesi kPas encore d'évaluation
- TP Fab - Meca BelhadiDocument14 pagesTP Fab - Meca BelhadiSayh YounessPas encore d'évaluation
- Fiche Description Processus ProdDocument3 pagesFiche Description Processus ProdZeineb Hachicha100% (1)
- Regles Sur IsostatismeDocument8 pagesRegles Sur IsostatismeOmar Daali100% (1)
- Cours FonderieDocument61 pagesCours FonderieBoutayna J03Pas encore d'évaluation
- Les Efforts de CoupeDocument11 pagesLes Efforts de CoupeRaniya TebbalPas encore d'évaluation
- Cours - MI2 - II - Arbre de DéfaillanceDocument27 pagesCours - MI2 - II - Arbre de DéfaillanceRafik BenhendaPas encore d'évaluation
- PROBLEMES PLANS. Q1-1 Déterminer, Par Application Du Principe Fondamental de La Statique À L EnsembleDocument12 pagesPROBLEMES PLANS. Q1-1 Déterminer, Par Application Du Principe Fondamental de La Statique À L EnsembleNoureddine Hermetien100% (1)
- These PharmacieDocument186 pagesThese PharmacieMounia ArfaouiPas encore d'évaluation
- Torseurs Des Liaisons NormaliseesDocument3 pagesTorseurs Des Liaisons NormaliseesmugiwaraxPas encore d'évaluation
- Télécharger Guide Usinage CNC Avec Fusion 360Document28 pagesTélécharger Guide Usinage CNC Avec Fusion 360abdo tmPas encore d'évaluation
- Rapport de StageDocument31 pagesRapport de StageAbdelaliPas encore d'évaluation
- Examen A05 SolutionDocument7 pagesExamen A05 SolutionAbdallah SbaghdiPas encore d'évaluation
- 1C02Document3 pages1C02Makrem CherifPas encore d'évaluation
- Protocole de Recherche CONTRIBUTION DE L'AUDIT INTERNE A LA PERFORMANCE FINANCIEREDocument20 pagesProtocole de Recherche CONTRIBUTION DE L'AUDIT INTERNE A LA PERFORMANCE FINANCIERENupcia100% (1)
- MoulageDocument17 pagesMoulageNajib Nouisser100% (1)
- TP1 SolidworksDocument16 pagesTP1 SolidworksKamel BousninaPas encore d'évaluation
- Documentreponse PDFDocument9 pagesDocumentreponse PDFRo binPas encore d'évaluation
- Camera Mw2004Document8 pagesCamera Mw2004topjobPas encore d'évaluation
- Les CoupesDocument10 pagesLes Coupessaded05Pas encore d'évaluation
- Corrigé Des Exercices Module Technologie Exercices: Surface Ou L'organe de LiaisonDocument8 pagesCorrigé Des Exercices Module Technologie Exercices: Surface Ou L'organe de LiaisonpinamarkPas encore d'évaluation
- Procédés de Mise en Œuvre Par Déformation PlastiqueDocument38 pagesProcédés de Mise en Œuvre Par Déformation PlastiqueAhmed RomdhaniPas encore d'évaluation
- Exercice Designation Des Outils de CoupeDocument6 pagesExercice Designation Des Outils de CoupeYoussef Trimech0% (1)
- CaoDocument21 pagesCaoOlga StaffordPas encore d'évaluation
- 2 Éme Cours de Dessin Industriel 3 CMDocument14 pages2 Éme Cours de Dessin Industriel 3 CMMohamed IsLemPas encore d'évaluation
- TPFAO2 TournageDocument7 pagesTPFAO2 TournageBoutef El HachemiPas encore d'évaluation
- Chapitre 8 2 PDFDocument45 pagesChapitre 8 2 PDFTabka SouheilPas encore d'évaluation
- 2484 08 Etude de Phase - Exercice PDFDocument2 pages2484 08 Etude de Phase - Exercice PDFPse UdoPas encore d'évaluation
- Cours 4 - IsostatismeDocument6 pagesCours 4 - Isostatismetayeb FittPas encore d'évaluation
- MécaniqueDocument26 pagesMécaniquehdi200011Pas encore d'évaluation
- LiaisonsDocument6 pagesLiaisonsBIOS_012100% (1)
- Formes PDFDocument7 pagesFormes PDFOussama BounabiPas encore d'évaluation
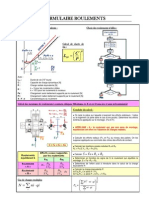
- RoulementsDocument1 pageRoulementsissatkaPas encore d'évaluation
- Méthodes de FabricationDocument19 pagesMéthodes de FabricationFedi Ben Ali100% (1)
- Feuillen10 Pfs PDFDocument4 pagesFeuillen10 Pfs PDFSaad AttarPas encore d'évaluation
- TD Borne de Reglage EleveDocument6 pagesTD Borne de Reglage EleveDJ-NONO-88 emilioPas encore d'évaluation
- Transformation de MVT PDFDocument4 pagesTransformation de MVT PDFbilal chekhabPas encore d'évaluation
- 21 - Le Schéma Cinématique MinimaleDocument22 pages21 - Le Schéma Cinématique MinimaleManal El Matmour M'hairPas encore d'évaluation
- DéformationDocument36 pagesDéformationAyoubDrissiPas encore d'évaluation
- Limer PDFDocument3 pagesLimer PDFMamou DeflaouiPas encore d'évaluation
- CI 8-Cours Liaisons Schema Cine ÉlèveDocument7 pagesCI 8-Cours Liaisons Schema Cine ÉlèveSamba SallPas encore d'évaluation
- Cours Tournage PDFDocument10 pagesCours Tournage PDFOumeima ChaoualiPas encore d'évaluation
- Cours DAO Chapitre 1Document24 pagesCours DAO Chapitre 1Halim DalilPas encore d'évaluation
- Chapitre 1 - MoulageDocument83 pagesChapitre 1 - MoulageAchref AbidiPas encore d'évaluation
- Exercice EngrenageDocument7 pagesExercice EngrenageMa RwaPas encore d'évaluation
- C EngrenagesDocument7 pagesC EngrenagesmecaniquestiPas encore d'évaluation
- tp1 PDFDocument9 pagestp1 PDFiwibab 2018Pas encore d'évaluation
- La Mise en Position 1ere Partie de La Norme - PROFDocument6 pagesLa Mise en Position 1ere Partie de La Norme - PROFAbdelmoghit IdhsainePas encore d'évaluation
- Generation Des SurfacesDocument4 pagesGeneration Des Surfaceskharrat samirPas encore d'évaluation
- PolyGlissiere A TrouDocument18 pagesPolyGlissiere A TrouHassenKhlifiPas encore d'évaluation
- Statique SyntheseDocument7 pagesStatique SynthesedxsszszPas encore d'évaluation
- FAO Manuel Elève 1-3Document71 pagesFAO Manuel Elève 1-3Y EPas encore d'évaluation
- Fabrica MecaniqueDocument41 pagesFabrica MecaniqueallloportoPas encore d'évaluation
- Exercice 8Document12 pagesExercice 8akouPas encore d'évaluation
- F3 ApefDocument5 pagesF3 ApefZouhairPas encore d'évaluation
- CNC MP 3Document13 pagesCNC MP 3siniorPas encore d'évaluation
- MoulageDocument19 pagesMoulageMouad ChourakPas encore d'évaluation
- TP Soudage Par PointeDocument1 pageTP Soudage Par PointeOualidPas encore d'évaluation
- Cours Cotation Fonctionnelle PRDocument4 pagesCours Cotation Fonctionnelle PRHana WhbPas encore d'évaluation
- Regles Sur IsostatismeDocument8 pagesRegles Sur IsostatismecgdgcxgdfsgfdfgdfgvPas encore d'évaluation
- Regles Sur IsostatismeDocument8 pagesRegles Sur Isostatismesayr0sPas encore d'évaluation
- Cours IsostatismeDocument29 pagesCours IsostatismeMehdi Lallah100% (1)
- La Mise en Position IsostatiqueDocument17 pagesLa Mise en Position IsostatiqueGhaya HamitouchePas encore d'évaluation
- Méthodes de FabricationDocument19 pagesMéthodes de FabricationFedi Ben Ali100% (1)
- Projet Module PaleEVADADocument38 pagesProjet Module PaleEVADAFedi Ben AliPas encore d'évaluation
- Dimensionnement Arbre 2022Document26 pagesDimensionnement Arbre 2022Fedi Ben AliPas encore d'évaluation
- Mini - Cours Resolution EdpDocument6 pagesMini - Cours Resolution EdpFedi Ben AliPas encore d'évaluation
- Chap Ordonnancement1 3Document37 pagesChap Ordonnancement1 3Fedi Ben AliPas encore d'évaluation
- Sujet 20de 20stage 20P2023 5fFuseMetal-FADocument2 pagesSujet 20de 20stage 20P2023 5fFuseMetal-FAJihen BoukadidaPas encore d'évaluation
- D ModulationDocument3 pagesD ModulationNajmeddine Ben MeftehPas encore d'évaluation
- Chapitre 4 Certification Iso 9001Document51 pagesChapitre 4 Certification Iso 9001chaimae khebbazPas encore d'évaluation
- Flambage - WikipédiaDocument30 pagesFlambage - WikipédiaJatawPas encore d'évaluation
- DevoirDocument9 pagesDevoirP EPas encore d'évaluation
- Chapitre I Carte Les Supports de Vente en RestaurationDocument5 pagesChapitre I Carte Les Supports de Vente en RestaurationSalah KmadouPas encore d'évaluation
- 2007-Honda CR-V Manuel ProprietaireDocument344 pages2007-Honda CR-V Manuel ProprietairePhilippe BrichePas encore d'évaluation
- THH 15-20 MarsDocument43 pagesTHH 15-20 MarsNarindra SafidinantenainaPas encore d'évaluation
- Act1 - Images Et PixelsDocument3 pagesAct1 - Images Et PixelsloukasvillierPas encore d'évaluation
- BTS Am Anglais Lva Corrige 2013 PDFDocument2 pagesBTS Am Anglais Lva Corrige 2013 PDFCindyZOUKPas encore d'évaluation
- Fréquences National HF Des Communications D'urgenceDocument2 pagesFréquences National HF Des Communications D'urgencePatrice GuillemettePas encore d'évaluation
- BrojeviDocument1 pageBrojeviPredrag KoturanovicPas encore d'évaluation
- Sist Iec 60255 3 1995Document9 pagesSist Iec 60255 3 1995Singgih Anggi Dwi HermansyahPas encore d'évaluation
- Radiolocman 2015/03Document84 pagesRadiolocman 2015/03Александр БорисовPas encore d'évaluation
- Application de Gestion Des StagiairesDocument7 pagesApplication de Gestion Des StagiairesAyoub JadiaPas encore d'évaluation
- 2018-03-01 CTG Aqueduc EgoutsDocument56 pages2018-03-01 CTG Aqueduc EgoutsAbib TallPas encore d'évaluation
- Aac 201f 17i PDFDocument1 pageAac 201f 17i PDFAnas JalalPas encore d'évaluation
- Cat 936FDocument16 pagesCat 936FCarlos Arturo AcevedoPas encore d'évaluation
- Catalogue Juin 2023Document26 pagesCatalogue Juin 2023Meva RakPas encore d'évaluation
- Le Resume de Texte PDFDocument1 pageLe Resume de Texte PDFbouaziz samiPas encore d'évaluation
- Rapport de Stage BiskraDocument7 pagesRapport de Stage BiskraMed Anis bouzidPas encore d'évaluation
- Prog - Fidic Module 1 Avril 2019Document3 pagesProg - Fidic Module 1 Avril 2019abdelhaouariPas encore d'évaluation
- EbssDocument4 pagesEbssmnawarPas encore d'évaluation