Vous aimerez peut-être aussi
- Fmp-Coupe Des Metaux 2-ch 2 01Document7 pagesFmp-Coupe Des Metaux 2-ch 2 01kharrat samirPas encore d'évaluation
- E-Matériaux Des Outils de Coupe PDFDocument1 pageE-Matériaux Des Outils de Coupe PDFRamzi BougPas encore d'évaluation
- Tabelle MaterialiDocument41 pagesTabelle MaterialiEnrico MauroPas encore d'évaluation
- 2017 WALTER Fraises À ChanfreinerDocument15 pages2017 WALTER Fraises À ChanfreinerDPO PRPas encore d'évaluation
- Conditions de Coupe SunsteelDocument12 pagesConditions de Coupe SunsteelKratou RiadhPas encore d'évaluation
- Lames de Scie Circulaire - Choix, Types Et Utilisation - C1F1814 UnsecuredDocument3 pagesLames de Scie Circulaire - Choix, Types Et Utilisation - C1F1814 UnsecuredaabPas encore d'évaluation
- Outils de Coupe-DeDocument7 pagesOutils de Coupe-DeSoro Chon CascoPas encore d'évaluation
- Acc Sabresaws FR-FRDocument37 pagesAcc Sabresaws FR-FRPascal QUEMENERPas encore d'évaluation
- 316 PDFDocument1 page316 PDFAbdelghani ZenataPas encore d'évaluation
- Les MateriauxDocument13 pagesLes Materiauxbhsbhs19Pas encore d'évaluation
- Filtage TaraudageDocument10 pagesFiltage Taraudagebenzerga karimPas encore d'évaluation
- Fiches Produits - Aciers Laminés À Froid FRDocument4 pagesFiches Produits - Aciers Laminés À Froid FRmaraghni_hassine7592Pas encore d'évaluation
- Chapitre 4 Désignation Des Matériaux 2020Document5 pagesChapitre 4 Désignation Des Matériaux 2020LAMARTI Amal100% (1)
- ACERO TRABAJO EN FRIO K100 FSP PDFDocument16 pagesACERO TRABAJO EN FRIO K100 FSP PDFjohon alver hidalgo cardonaPas encore d'évaluation
- Les Font SontDocument1 pageLes Font SontSofiane HAMCHAOUIPas encore d'évaluation
- 8 Mallas PerfDocument10 pages8 Mallas PerfFreddy De la BarraPas encore d'évaluation
- Conditions-Coupe 221126 074254Document10 pagesConditions-Coupe 221126 074254Barou Haya SanniPas encore d'évaluation
- Conditions CoupeDocument10 pagesConditions CoupeÎliãss ÎliassPas encore d'évaluation
- Acier Inoxydable FerritiqueDocument4 pagesAcier Inoxydable FerritiqueH_DEBIANEPas encore d'évaluation
- Désignation Des Materiaux Ferreux Et Non FerreuxDocument9 pagesDésignation Des Materiaux Ferreux Et Non FerreuxkokouPas encore d'évaluation
- Magnesium Et AlliagesDocument2 pagesMagnesium Et AlliagesChristopher Sevilla (EXPERT HYDROGENE)Pas encore d'évaluation
- Alcu4Mgsi (Au4G)Document2 pagesAlcu4Mgsi (Au4G)Marwa KhederPas encore d'évaluation
- Ch5 Théorie Et Paramètres de CoupeDocument18 pagesCh5 Théorie Et Paramètres de CoupeAHMED ELMAHBOUBIPas encore d'évaluation
- CHII Intro Aux Calculs Des Éle MachDocument8 pagesCHII Intro Aux Calculs Des Éle MachAbdoo SæmPas encore d'évaluation
- DATC Partie1Document148 pagesDATC Partie1Jay LeePas encore d'évaluation
- FR Nuance de Carbure Et Conditions de CoupeDocument1 pageFR Nuance de Carbure Et Conditions de CoupeAYOUB SOUIEDPas encore d'évaluation
- M1-CS-C5-Désignation Des MatériauxDocument137 pagesM1-CS-C5-Désignation Des MatériauxMahdi Daly100% (2)
- Les Outils HSSDocument197 pagesLes Outils HSSGuiliassPas encore d'évaluation
- Designation Materiaux v4Document6 pagesDesignation Materiaux v4Hatem LaajiliPas encore d'évaluation
- Designation Materiaux v4Document6 pagesDesignation Materiaux v4khenchoul youcefPas encore d'évaluation
- Designation Des Materiaux PDFDocument40 pagesDesignation Des Materiaux PDFZikoPas encore d'évaluation
- MatériauxDocument13 pagesMatériauxYass Ine100% (1)
- Partie Iv Familles D'aciersDocument12 pagesPartie Iv Familles D'aciersرضا بن عمارPas encore d'évaluation
- 2 Déf CDCDocument8 pages2 Déf CDClcom freePas encore d'évaluation
- Chapitre 4 Designation Des MateriauxDocument12 pagesChapitre 4 Designation Des Materiauxben salem NaofelPas encore d'évaluation
- TitaniumDocument8 pagesTitaniumAchref anayaPas encore d'évaluation
- Brochure Choisir Le Bon Abrasif AgglomereDocument8 pagesBrochure Choisir Le Bon Abrasif Agglomeredshqx8tjdvPas encore d'évaluation
- Mecanic Worker Mèches ÉtagéesDocument20 pagesMecanic Worker Mèches ÉtagéesJean-François DrauxPas encore d'évaluation
- Catalogue Maghreb SteelDocument24 pagesCatalogue Maghreb SteelCommercial MarocPas encore d'évaluation
- ملخصDocument1 pageملخصWalid Ben AmirPas encore d'évaluation
- Les - Conditions - de - Coupes Par PDFDocument13 pagesLes - Conditions - de - Coupes Par PDFsarre mamoudouPas encore d'évaluation
- Fiche Techniques - INOXYDABLES PDFDocument2 pagesFiche Techniques - INOXYDABLES PDFSebastien LevePas encore d'évaluation
- Corrige de L EFS1 MFet NF A - 1 2019-2020Document2 pagesCorrige de L EFS1 MFet NF A - 1 2019-2020Walid Ben AmirPas encore d'évaluation
- Application Notes Cast Iron FrenchDocument6 pagesApplication Notes Cast Iron FrenchyoudbibPas encore d'évaluation
- Acier Et Fontes PDFDocument1 pageAcier Et Fontes PDF04 VIVO offPas encore d'évaluation
- Conseils Aux Utilisateurs de La Galvanisation À ChaudDocument12 pagesConseils Aux Utilisateurs de La Galvanisation À ChauddaemsalPas encore d'évaluation
- Technologie de Base (Cours #02)Document8 pagesTechnologie de Base (Cours #02)Your Tech100% (1)
- Utilisation Et Modèle de Plaquette Suivant Usage PDFDocument56 pagesUtilisation Et Modèle de Plaquette Suivant Usage PDFEvTech PhilPas encore d'évaluation
- Chronifer: Special 904LDocument3 pagesChronifer: Special 904LRAHINE AminePas encore d'évaluation
- Cementation PPDocument33 pagesCementation PPImad NAKHIPas encore d'évaluation
- Usinage ChimiqueDocument29 pagesUsinage Chimiquetes7wx4yq889w2r67v4Pas encore d'évaluation
- DR Materiaux FerreuxDocument9 pagesDR Materiaux FerreuxDeghboudj Samir100% (2)
- 1 Presentation GeneralitesDocument78 pages1 Presentation GeneralitesHajar Ben GaraâPas encore d'évaluation
- Propriété Des Alliages DentairesDocument4 pagesPropriété Des Alliages DentaireszinebPas encore d'évaluation
- ISO 9001 Version 2008Document66 pagesISO 9001 Version 2008sélem AzPas encore d'évaluation
- ReducteurDocument106 pagesReducteursélem Az100% (1)
- Le Transformateur TriphaséDocument5 pagesLe Transformateur Triphasém3alam100% (1)
- Le SéchageDocument4 pagesLe Séchagesélem AzPas encore d'évaluation
- Technologie Des PompesDocument9 pagesTechnologie Des Pompessélem AzPas encore d'évaluation
- NT Calcul Tin HydDocument8 pagesNT Calcul Tin Hydsélem AzPas encore d'évaluation
- Moteur Ressource PDFDocument9 pagesMoteur Ressource PDFsélem AzPas encore d'évaluation
- Securite ElectrDocument30 pagesSecurite Electrsélem AzPas encore d'évaluation
- Formulaire MécaniqueDocument2 pagesFormulaire MécaniqueMatthieu RodriguesPas encore d'évaluation
- Moment D'inertieDocument21 pagesMoment D'inertiesélem AzPas encore d'évaluation
- Stockage HydrocarburesDocument2 pagesStockage Hydrocarburessélem AzPas encore d'évaluation
- Reservoir de Stockage BienDocument8 pagesReservoir de Stockage Biensélem AzPas encore d'évaluation
- Reservoir Étude DynamiqueDocument40 pagesReservoir Étude Dynamiquesélem AzPas encore d'évaluation
- Reservoir de Moyenne Grandeur Enterre Fiche Technique E21Document1 pageReservoir de Moyenne Grandeur Enterre Fiche Technique E21sélem AzPas encore d'évaluation
- Avis Technique HSB France Bassin InoxDocument16 pagesAvis Technique HSB France Bassin InoxDan BabanPas encore d'évaluation
- La Théorie Des ContraintesDocument3 pagesLa Théorie Des ContraintesImane BenrahmounePas encore d'évaluation
- Extrait Logistique Et Transport International de MaDocument20 pagesExtrait Logistique Et Transport International de MaHanane Aziz67% (3)
- Galvanisation - WikipédiaDocument5 pagesGalvanisation - WikipédiamortadaPas encore d'évaluation
- 1 Cours Procédés Agro Alimentaires IDocument25 pages1 Cours Procédés Agro Alimentaires ITfk Ben100% (11)
- TRUMPF Automation Catalogue enDocument70 pagesTRUMPF Automation Catalogue enjimiPas encore d'évaluation
- Ind Ut 103 PDFDocument3 pagesInd Ut 103 PDFBoujemaa BouhoudaPas encore d'évaluation
- 338209254-Droit-Commercial-Dr-Khalid-Farid-S4 - Copie PDFDocument24 pages338209254-Droit-Commercial-Dr-Khalid-Farid-S4 - Copie PDFSalsabil SendidPas encore d'évaluation
- Decret Executif N 09 335 PDFDocument5 pagesDecret Executif N 09 335 PDFToufik DehilisPas encore d'évaluation
- Correction Du Cas de SynthèseDocument7 pagesCorrection Du Cas de SynthèseNoor JannaPas encore d'évaluation
- FLNGDocument1 pageFLNGCHO ACHIRI HUMPHREYPas encore d'évaluation
- Referentiel D'activite Profetinnel Cuir Et ChaussureDocument50 pagesReferentiel D'activite Profetinnel Cuir Et ChaussureNajia Bennis100% (1)
- 09.01 - Info - EN 10204 Documents de Controle - 2014!06!10Document2 pages09.01 - Info - EN 10204 Documents de Controle - 2014!06!10mail_younes6592Pas encore d'évaluation
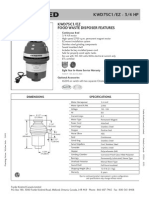
- Kwd75c1 EzDocument2 pagesKwd75c1 EzEdgardo AparicioPas encore d'évaluation
- Catia v5 Machining Brochure FRDocument8 pagesCatia v5 Machining Brochure FRCharradi ZakariaPas encore d'évaluation
- Book - Stages Ingenieurs 2018 2019 v4 1 PDFDocument280 pagesBook - Stages Ingenieurs 2018 2019 v4 1 PDFHakim Younes HAMDANIPas encore d'évaluation
- Nexam EN 03-2019 PDFDocument209 pagesNexam EN 03-2019 PDFIvan MarijanovićPas encore d'évaluation
- Collège Doulaincourt - AHDDocument13 pagesCollège Doulaincourt - AHDsebastien_guenetPas encore d'évaluation
- F 2013062Document23 pagesF 2013062Mecanichal SteelPas encore d'évaluation
- 01 Organisation MaintenanceDocument45 pages01 Organisation MaintenanceAya El Koussami100% (1)
- 2 Typologie Des EntrepotsDocument21 pages2 Typologie Des Entrepotsphoenix021Pas encore d'évaluation
- Lecon 1 12Document6 pagesLecon 1 12papillon116Pas encore d'évaluation
- Autoroute BeniMellal FRDocument31 pagesAutoroute BeniMellal FRAziz FatichPas encore d'évaluation
- Minimisation de Cout de Transp - LAMSSIAHv Ahlame - 2928 PDFDocument41 pagesMinimisation de Cout de Transp - LAMSSIAHv Ahlame - 2928 PDFSabra SmariPas encore d'évaluation
- Formulaire cn1Document2 pagesFormulaire cn1REDA ElPas encore d'évaluation
- Schéma F - L3 TGP PDFDocument17 pagesSchéma F - L3 TGP PDFMamane BachirPas encore d'évaluation
- Manitou MT 732 - MT 932 (FR)Document16 pagesManitou MT 732 - MT 932 (FR)Manitou100% (1)
- Bosch SHX33A05UC 14 PDFDocument63 pagesBosch SHX33A05UC 14 PDFDawei LanPas encore d'évaluation
- Procédés Et Ingénierie Chimique (PIC) : Université Hassan 1er Faculté Des Sciences Et Techniques SettatDocument4 pagesProcédés Et Ingénierie Chimique (PIC) : Université Hassan 1er Faculté Des Sciences Et Techniques SettatMame Thierno SenePas encore d'évaluation
- Radhoui Mehdi smz0838Document146 pagesRadhoui Mehdi smz0838Mohamed SnoussiPas encore d'évaluation